
Fabrication of TiCx-TiB2/Al Composites for Application as a Heat Sink




Abstract
:1. Introduction
2. Experimental
2.1. Fabrication of the TiCx-TiB2/Al Composites
2.2. Characterization
2.3. Property Tests
3. Results and Discussion
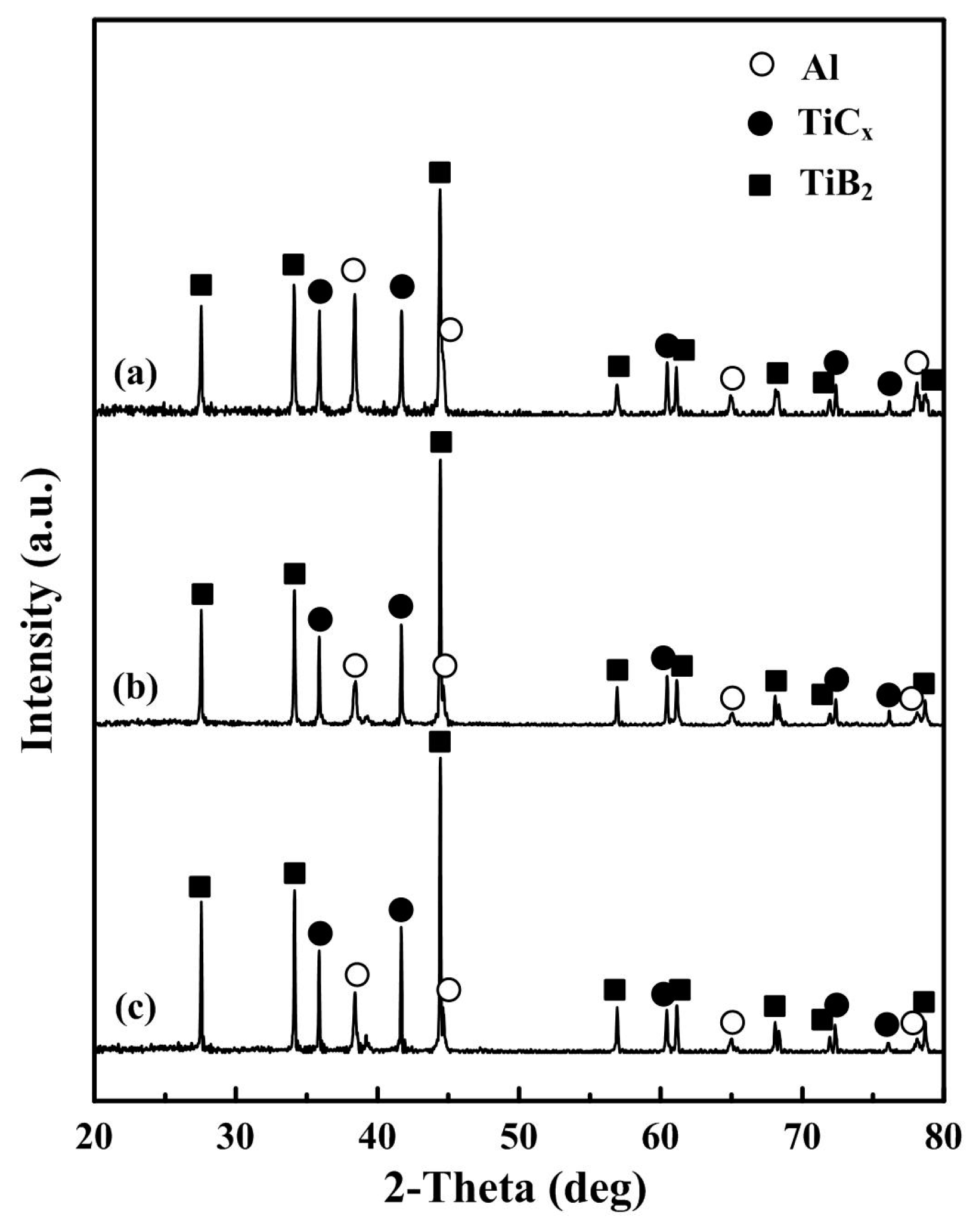
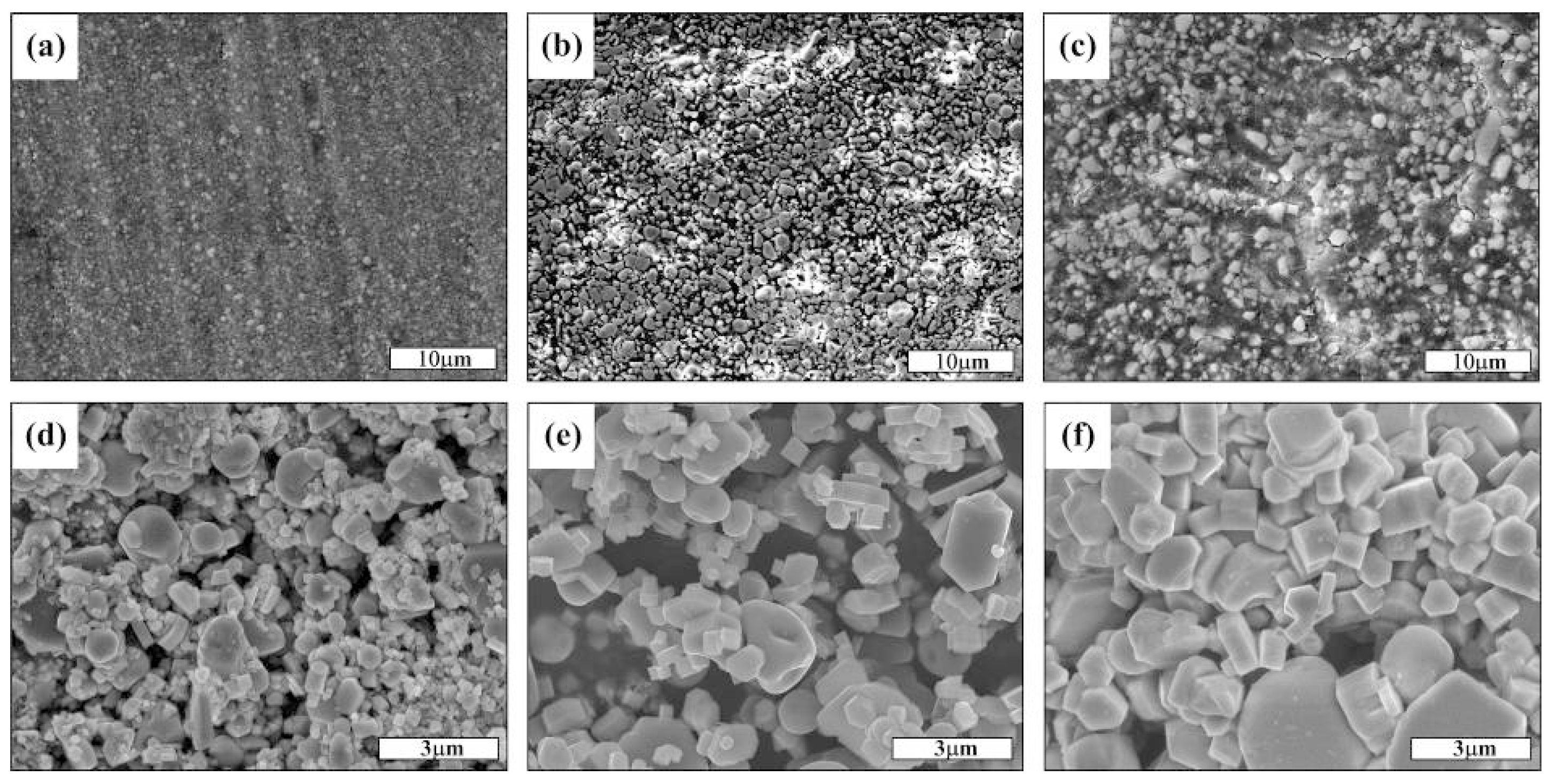
3.1. Phase Identification and Microstructures
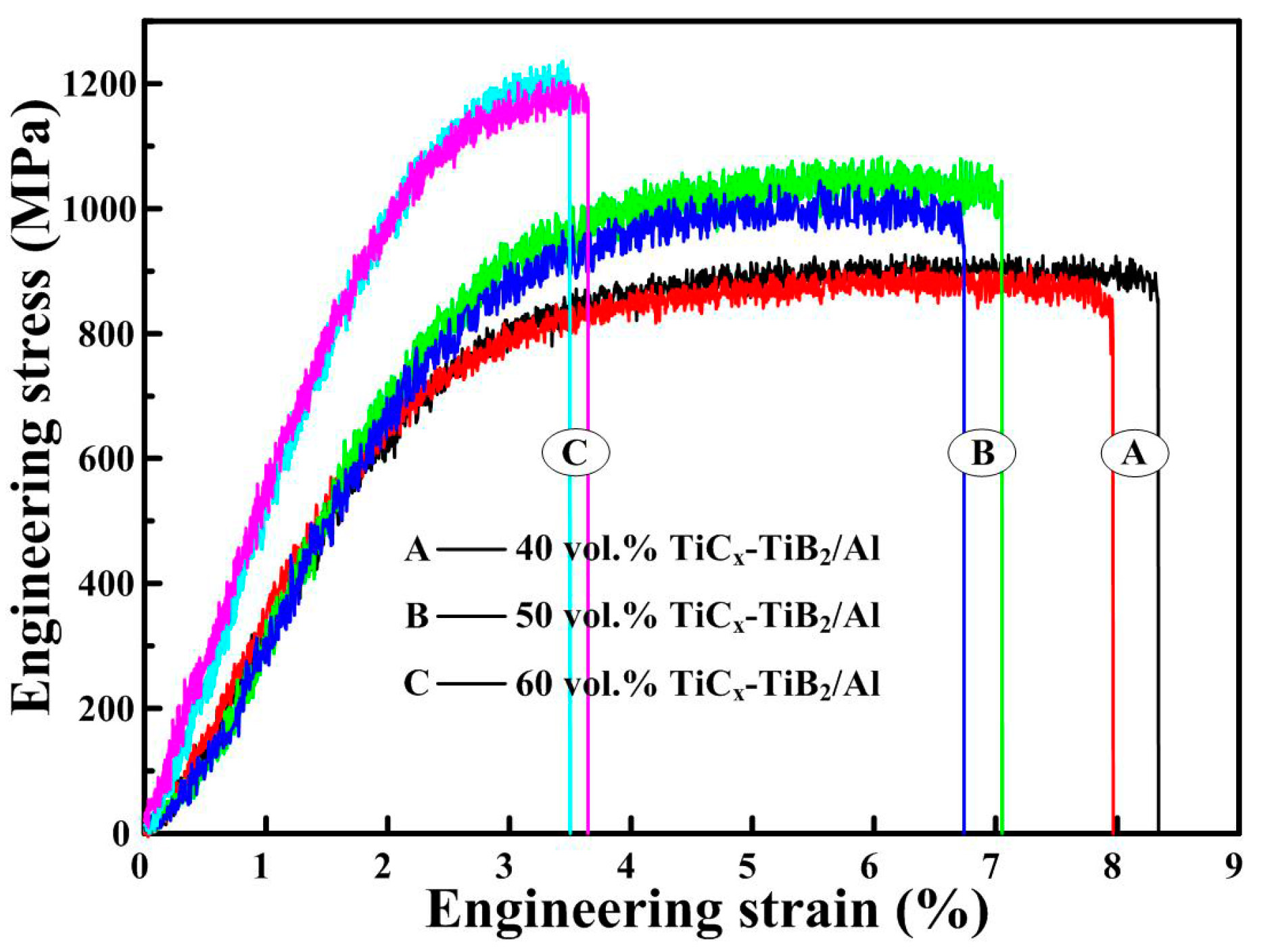
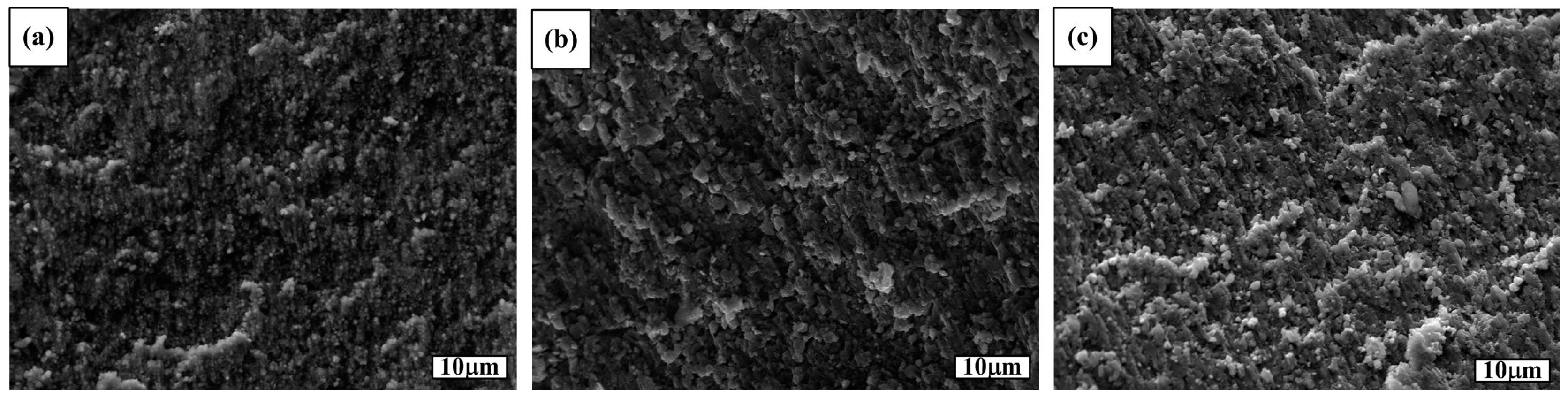
3.2. Compression Properties
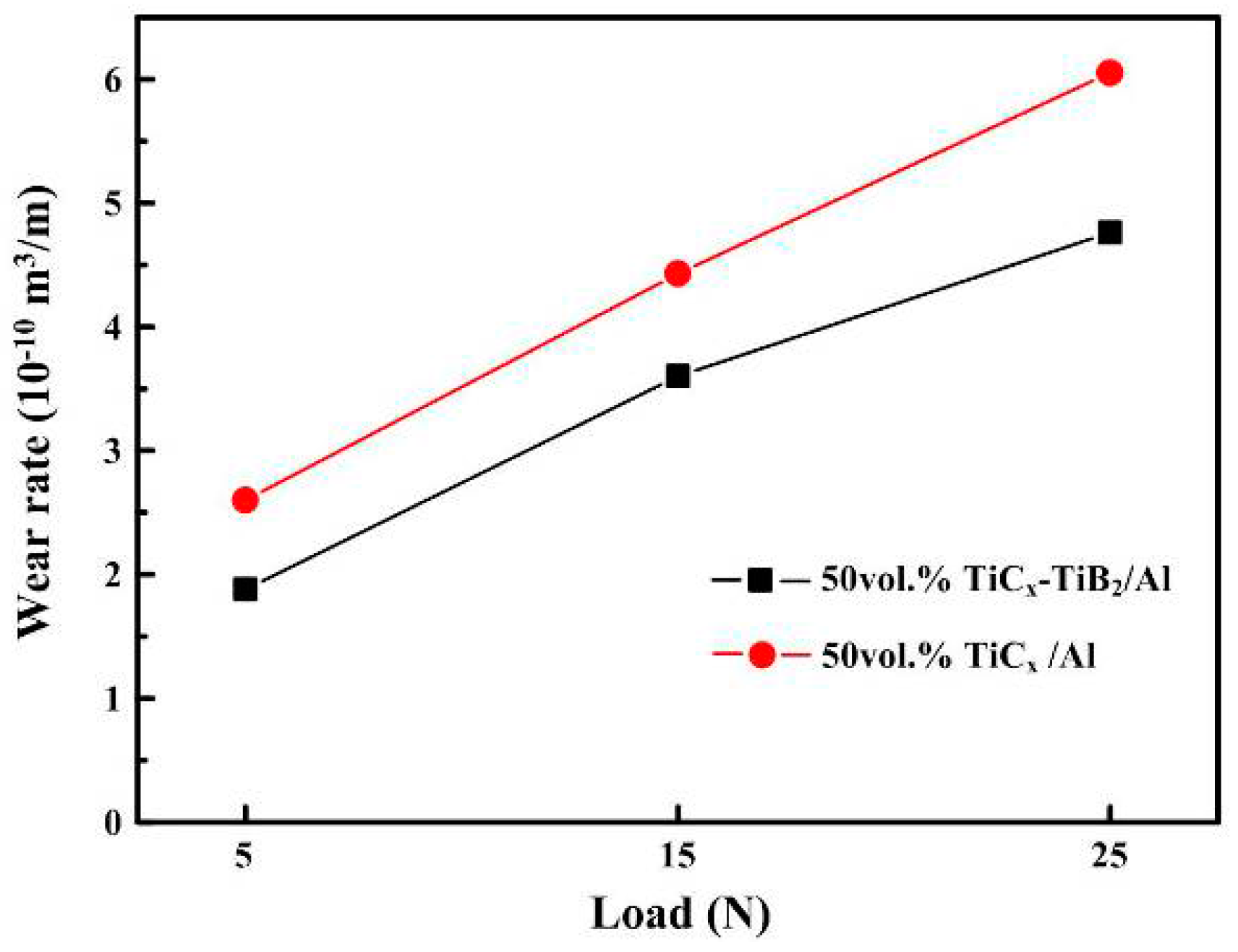
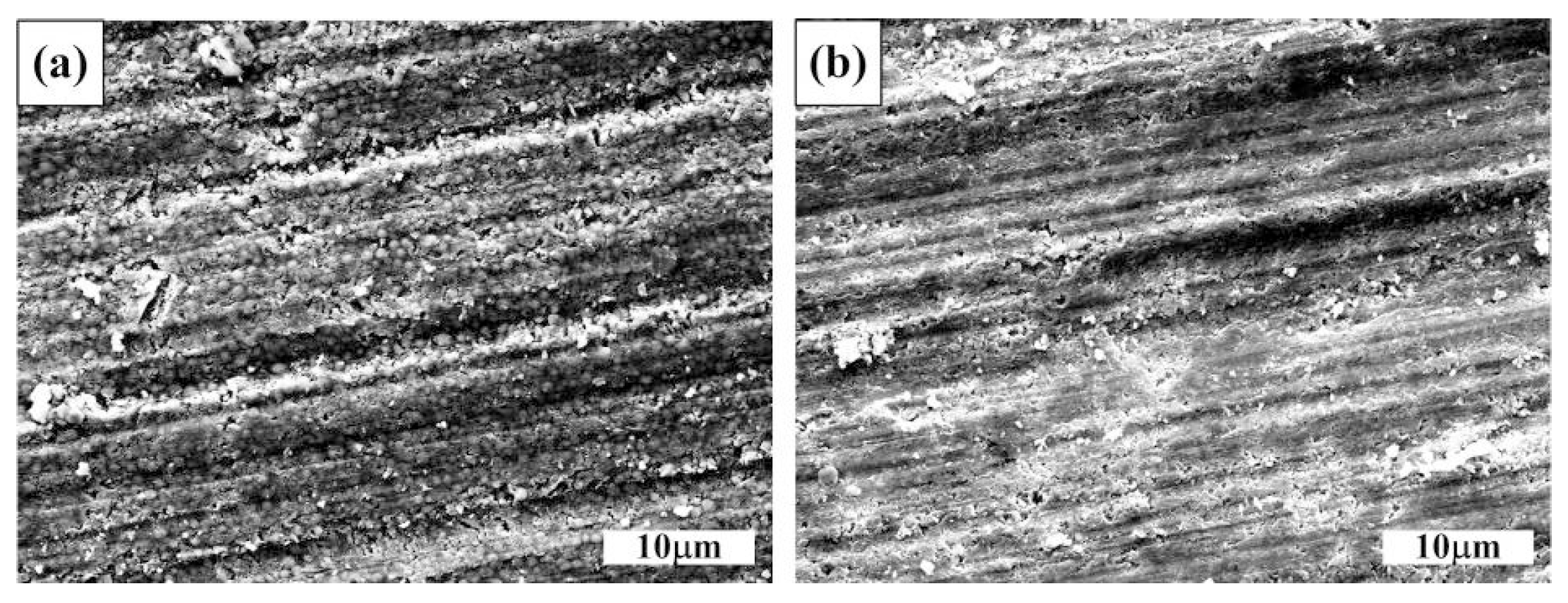
3.3. Abrasive Wear Properties
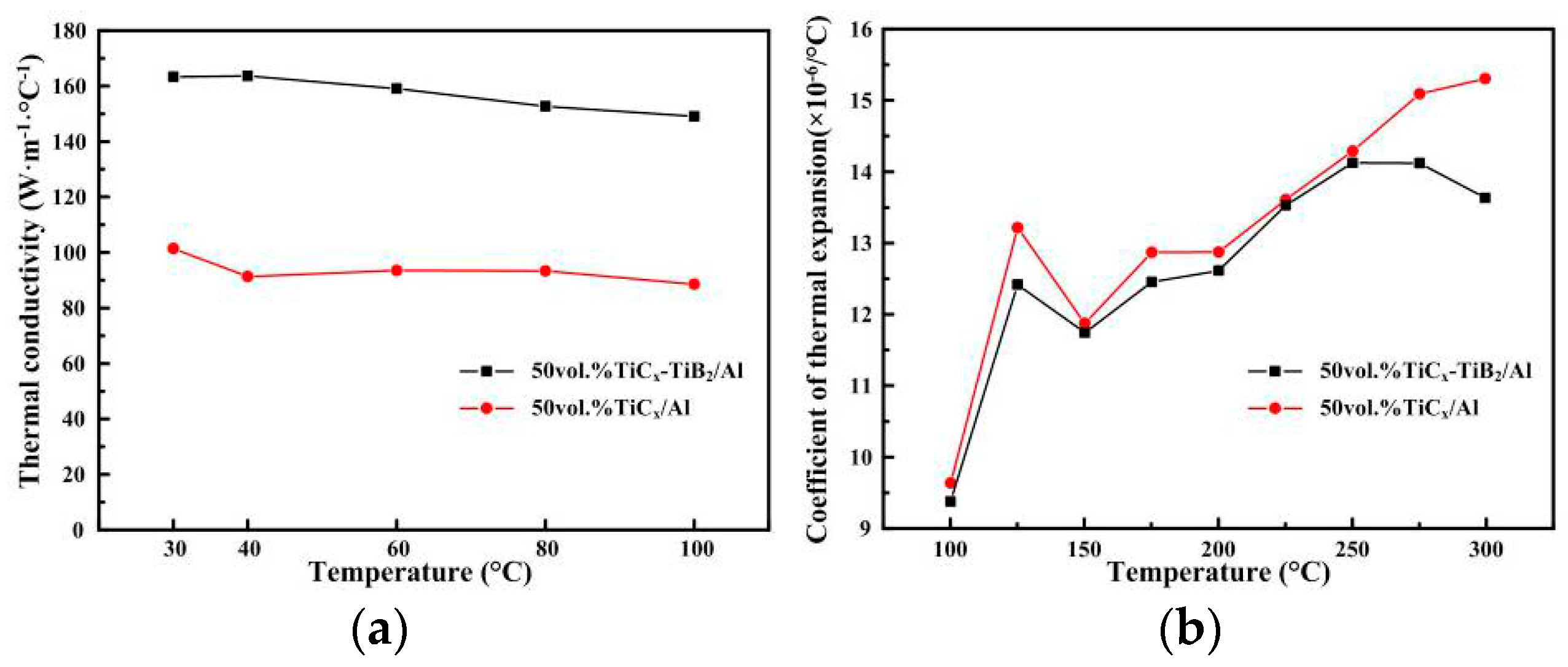
3.4. Thermo-Physical Properties
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Moore, A.L.; Shi, L. Emerging challenges and materials for thermal management of electronics. Mater. Today 2014, 17, 163–174. [Google Scholar] [CrossRef]
- Shankar, N.; Desala, R.; Babu, V.; Krishna, P.V.; Rao, M. Flow simulation to study the effect of flow type on the performance of multi-material plate fin heat sinks. Int. J. Eng. Sci. Adv. Technol. 2012, 2, 233–240. [Google Scholar]
- Schöbel, M.; Degischer, H.P.; Vaucher, S.; Hofmann, M.; Cloetens, P. Reinforcement architectures and thermal fatigue in diamond particle-reinforced aluminum. Acta Mater. 2010, 58, 6421–6430. [Google Scholar] [CrossRef]
- Monachon, C.; Weber, L. Thermal boundary conductance between refractory metal carbides and diamond. Acta Mater. 2014, 73, 337–346. [Google Scholar] [CrossRef]
- Holzer, H.; Dunand, D.C. Phase transformation and thermal expansion of Cu/ZrW2O8 metal matrix composites. J. Mater. Res. 1999, 14, 780–789. [Google Scholar] [CrossRef]
- Das, S.; Das, S.; Das, K. Synthesis and thermal behavior of Cu/Y2W3O12 composite. Ceram. Int. 2014, 40, 6465–6472. [Google Scholar] [CrossRef]
- Mallik, S.; Ekere, N.; Best, C.; Bhatti, R. Investigation of thermal management materials for automotive electronic control units. Appl. Therm. Eng. 2011, 31, 355–362. [Google Scholar] [CrossRef]
- Zweben, C. Advanced thermal management materials for electronics and photonics. Adv. Microelectron 2010, 37, 14–19. [Google Scholar]
- Cardarelli, F. Materials Handbook; Springer England: London, UK, 2008; p. 159. [Google Scholar]
- Schöbel, M.; Altendorfer, W.; Degischer, H.P. Internal stresses and voids in SiC particle reinforced aluminum composites for heat sink applications. Comp. Sci. Technol. 2011, 71, 724–733. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, G.H.; Jiang, L.T.; Chen, G.Q. Thermal expansion and dimensional stability of Al-Si matrix composite reinforced with high content SiC. Mater. Chem. Phys. 2003, 82, 780–785. [Google Scholar] [CrossRef]
- Wei, Z.J.; Ma, P.; Wang, H.W. The thermal expansion behaviour of SiCp/Al–20Si composites solidified under high pressures. Mater. Des. 2015, 65, 387–394. [Google Scholar]
- Zhang, Y.; Li, J.W.; Zhao, L.L. Effect of metalloid silicon addition on densification, microstructure and thermal-physical properties of Al/diamond composites consolidated by spark plasma sintering. Mater. Des. 2014, 63, 838–847. [Google Scholar] [CrossRef]
- Yue, X.Y.; Cai, Z.X.; Lü, X.H.; Wang, J.J.; Ru, H.Q. Effect of Ni content on microstructures and mechanical properties of hot-pressed TiC-TiB2-Ni composite. Mater. Sci. Eng. A 2016, 668, 208–214. [Google Scholar] [CrossRef]
- Akhtar, F. Microstructure evolution and wear properties of in situ synthesized TiB2 and TiC reinforced steel matrix composites. J Alloys Compd. 2008, 459, 491–497. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Wang, H.W.; Liao, L.H.; Teng, X.Y.; Ma, N.H. The mechanical properties of magnesium matrix composites reinforced with (TiB2+TiC) ceramic particulates. Mater. Lett. 2005, 59, 2105–2109. [Google Scholar]
- Shen, P.; Zou, B.L.; Jin, S.B.; Jiang, Q.C. Reaction mechanism in self-propagating high temperature synthesis of TiC-TiB2/Al composites from an Al-Ti-B4C system. Mater. Sci. Eng. A 2007, 454–455, 300–309. [Google Scholar] [CrossRef]
- Zou, B.L.; Shen, P.; Jiang, Q.C. Reaction synthesis of TiC-TiB2/Al composites from an Al-Ti-B4C system. J. Mater. Sci. 2007, 42, 9927–9933. [Google Scholar] [CrossRef]
- Wang, H.Y.; Huang, L.; Jiang, Q.C. In situ synthesis of TiB2–TiC particulates locally reinforced medium carbon steel-matrix composites via the SHS reaction of Ni-Ti-B4C system during casting. Mater. Sci. Eng. A 2005, 407, 98–104. [Google Scholar] [CrossRef]
- Tang, X.Q.; Zhang, H.B.; Du, D.M.; Qu, D.; Hu, C.F.; Xie, R.J.; Feng, Y. Fabrication of W-Cu functionally graded material by spark plasma sintering method. Int. J. Refract. Met. Hard Mater. 2014, 42, 193–199. [Google Scholar] [CrossRef]
- Yang, W.L.; Peng, K.; Zhou, L.P.; Zhu, J.J.; Li, D.Y. Finite element simulation and experimental investigation on thermal conductivity of diamond/aluminium composites with imperfect interface. Comput. Mater. Sci. 2014, 83, 375–380. [Google Scholar] [CrossRef]
- Yang, Y.F.; Wang, H.Y.; Zhao, R.Y.; Liang, Y.H.; Jiang, Q.C. Effect of Ni content on the reaction behaviors of self-propagating high-temperature synthesis in the Ni–Ti–B4C system. Int. J Refract. Met. Hard Mater. 2008, 26, 77–83. [Google Scholar] [CrossRef]
- Choi, Y.; Rhee, S.W. Effect of aluminium addition on the combustion reaction of titanium and carbon to form TiC. J Mater. Sci. 1993, 28, 6669–6675. [Google Scholar] [CrossRef]
- Shu, S.L.; Lu, J.B.; Qiu, F.; Xuan, Q.Q.; Jiang, Q.C. High volume fraction TiCx/Al composites with good comprehensive performance fabricated by combustion synthesis and hot press consolidation. Mater. Sci. Eng. A 2011, 528, 1931–1936. [Google Scholar] [CrossRef]
- Fathy, A.; Shehata, F.; Abdelhameed, M.; Elmahdy, M. Compressive and wear resistance of nanometric alumina reinforced copper matrix composites. Mater. Des. 2012, 36, 100–107. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, G.Q.; Wu, G.H.; Xiu, Z.Y.; Luan, B.F. Property characteristics of a AlNp/Al composite fabricated by squeeze casting technology. Mater. Lett. 2003, 57, 1453–1458. [Google Scholar] [CrossRef]
- Wu, J.H.; Zhang, H.L.; Zhang, Y.; Wang, X.T. Mechanical and thermal properties of carbon nanotube/aluminum composites consolidated by spark plasma sintering. Mater. Des. 2012, 41, 344–348. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C.C.; Tian, W.H.; Liang, X.B.; Chen, H.; Guo, H. Thermal conductivity of spark plasma sintering consolidated SiCp/Al composites containing pores: Numerical study and experimental validation. Compos. Part A 2010, 41, 161–167. [Google Scholar] [CrossRef]
- Guo, H.; Han, Y.Y.; Zhang, X.M.; Jia, C.C.; Xu, J. Microstructure and thermophysical properties of SiC/Al composites mixed with diamond. Trans. Nonferrous Met. Soc. China 2015, 25, 170–174. [Google Scholar] [CrossRef]
- Molina, J.M.; Narciso, J.; Weber, L.; Mortensen, A.; Louis, E. Thermal conductivity of Al-SiC composites with monomodal and bimodal particle size distribution. Mater. Sci. Eng. A 2008, 480, 483–488. [Google Scholar] [CrossRef]
- Beffort, O.; Khalid, F.A.; Weber, L.; Ruch, P.; Klotz, U.E.; Meier, S.; Kleiner, S. Interface formation in infiltrated Al(Si)/diamond composites. Diam. Relat. Mater. 2006, 15, 1250–1260. [Google Scholar] [CrossRef]
- Wu, J.H.; Zhang, H.L.; Zhang, Y.; Li, J.W.; Wang, X.T. Effect of copper content on the thermal conductivity and thermal expansion of Al–Cu/diamond composites. Mater. Des. 2012, 39, 87–92. [Google Scholar] [CrossRef]
- Long, J.P.; Li, X.; Fang, D.D.; Peng, P.; He, Q. Fabrication of diamond particles reinforced Al-matrix composites by hot-press sintering. Int. J Refract. Met. Hard Mater. 2013, 41, 85–89. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | σ0.2 (MPa) | σUCS (MPa) | εf (%) | Hardness (Hv) |
|---|---|---|---|---|
| 40 vol. %TiCx-TiB2/Al | 657 ± 9 | 917 ± 7 | 8.1 ± 0.2 | 282.6 |
| 50 vol. %TiCx-TiB2/Al | 783 ± 7 | 1064 ± 19 | 6.9 ± 0.2 | 297.8 |
| 60 vol. %TiCx-TiB2/Al | 911 ± 4 | 1221 ± 14 | 3.6 ± 0.1 | 327.2 |
| Composites | Reinforcement Content | TC (W·m−1·°C−1) | CTE (10−6/°C) | Reference |
|---|---|---|---|---|
| AlNp/Al | 50 vol. % | 130 | 11.2 | [26] |
| CNTs/Al | 0.5–5 wt. % | 120–199 | - | [27] |
| SiC/Al | 50–60 vol. % | 165–224 | - | [28] |
| 60 vol. % | 190 | 10 | [29] | |
| 53–60 vol. % | 151–216 | - | [30] | |
| diamond/Al | 60 vol. % | 130 | 17 | [31] |
| 65 vol. % | 210 | 13 | [32] | |
| 50 vol. % | 321 | 13.2 | [33] |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shu, S.; Yang, H.; Tong, C.; Qiu, F. Fabrication of TiCx-TiB2/Al Composites for Application as a Heat Sink. Materials 2016, 9, 642. https://doi.org/10.3390/ma9080642
Shu S, Yang H, Tong C, Qiu F. Fabrication of TiCx-TiB2/Al Composites for Application as a Heat Sink. Materials. 2016; 9(8):642. https://doi.org/10.3390/ma9080642
Chicago/Turabian StyleShu, Shili, Hongyu Yang, Cunzhu Tong, and Feng Qiu. 2016. "Fabrication of TiCx-TiB2/Al Composites for Application as a Heat Sink" Materials 9, no. 8: 642. https://doi.org/10.3390/ma9080642
APA StyleShu, S., Yang, H., Tong, C., & Qiu, F. (2016). Fabrication of TiCx-TiB2/Al Composites for Application as a Heat Sink. Materials, 9(8), 642. https://doi.org/10.3390/ma9080642