Effect of Thermal Modification on the Nano-Mechanical Properties of the Wood Cell Wall and Waterborne Polyacrylic Coating

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Thermal Modification
2.3. Coating Process
2.4. Chemical Composition
2.5. Contact Angle Test
2.6. Colorimetric Analysis
2.7. Nanoindentation (NI)
3. Results and Discussion
3.1. Chemical Composition
3.2. Contact Angle of Water (CA)
3.3. Colorimetric Analysis
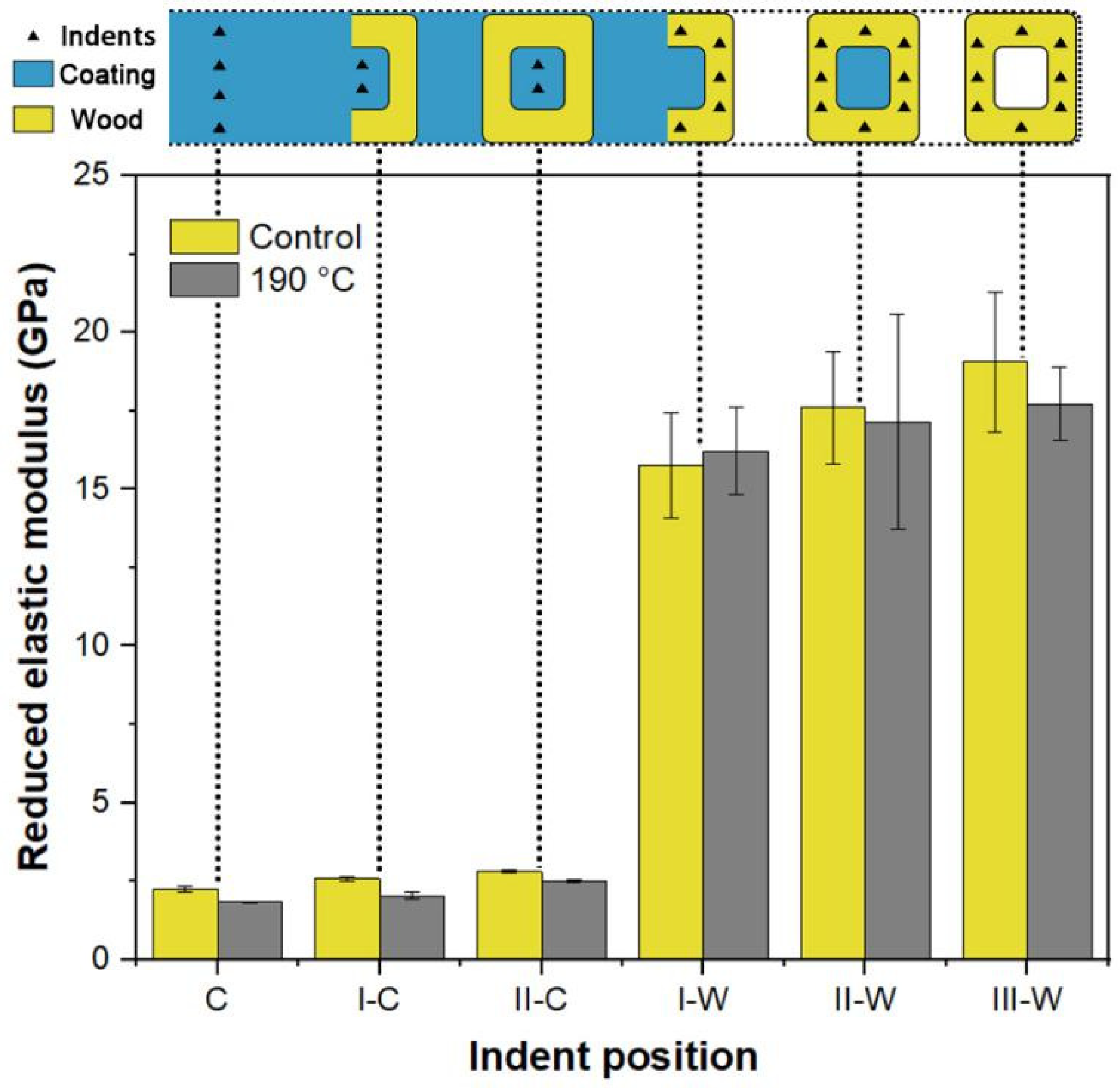
3.4. Nanoindentation (NI)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kluge, M.; Veigel, S.; Pinkl, S.; Henniges, U.; Zollfrank, C.; Rössler, A.; Gindl-Altmutter, W. Nanocellulosic fillers for waterborne wood coatings: Reinforcement effect on free-standing coating films. Wood Sci. Technol. 2017, 51, 601–613. [Google Scholar]
- Ferreira, J.; Esteves, B.; Nunes, L.; Domingos, I. Life Cycle Assessment as a tool to promote sustainable Thermowood boards: A Portuguese case study. Int. Wood Prod. J. 2016, 7, 124–129. [Google Scholar]
- Younsi, R.; Kocaefe, D.; Poncsak, S.; Kocaefe, Y. Computational and experimental analysis of high temperature thermal treatment of wood based on ThermoWood technology. Int. Commun. Heat Mass Transf. 2010, 37, 21–28. [Google Scholar]
- Fang, L.; Xiong, X.; Wang, X.; Chen, H.; Mo, X. Effects of surface modification methods on mechanical and interfacial properties of high-density polyethylene-bonded wood veneer composites. J. Wood Sci. 2017, 63, 65–73. [Google Scholar]
- Liu, X.; Wu, Z.; Zhang, J. The Effects of Heating Treatment on the Tensile Properties of Palm Petioles Fiber. Bioresources 2017, 12, 1335–1343. [Google Scholar]
- Yang, R.; Liang, Y.; Hong, S.; Zuo, S.; Wu, Y.; Shi, J.; Cai, L.; Li, J.; Mao, H.; Ge, S.; et al. Novel Low-Temperature Chemical Vapor Deposition of Hydrothermal Delignified Wood for Hydrophobic Property. Polymers 2020, 12, 1757. [Google Scholar] [CrossRef]
- Xia, C.; Lam, S.S.; Sonne, C. Ban unsustainable mink production. Science 2020, 370, 539. [Google Scholar]
- Gao, L.; Lu, Y.; Zhan, X.; Li, J.; Sun, Q. A robust, anti-acid, and high-temperature–humidity-resistant superhydrophobic surface of wood based on a modified TiO2 film by fluoroalkyl silane. Surf. Coat. Technol. 2015, 262, 33–39. [Google Scholar]
- Hosseinaei, O.; Wang, S.; Enayati, A.A.; Rials, T.G. Effects of hemicellulose extraction on properties of wood flour and wood–plastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 686–694. [Google Scholar]
- Yang, R.; Cao, Q.; Liang, Y.; Hong, S.; Xia, C.; Wu, Y.; Li, J.; Cai, L.; Sonne, C.; Van Le, Q.; et al. High capacity oil absorbent wood prepared through eco-friendly deep eutectic solvent delignification. Chem. Eng. J. 2020, 401, 126150. [Google Scholar]
- Zhang, J.; Qu, L.; Wang, Z.; Zhao, Z.; He, Z.; Yi, S. Simulation and validation of heat transfer during wood heat treatment process. Results Phys. 2017, 7, 3806–3812. [Google Scholar]
- Yan, X.; Wang, L.; Qian, X. Influence of the PVC of Glass Fiber Powder on the Properties of a Thermochromic Waterborne Coating for Chinese Fir Boards. Coatings 2020, 10, 588. [Google Scholar] [CrossRef]
- Boonstra, M.J.; Van Acker, J.; Tjeerdsma, B.F.; Kegel, E.V. Strength properties of thermally modified softwoods and its relation to polymeric structural wood constituents. Ann. Forest Sci. 2007, 64, 679–690. [Google Scholar]
- Korkut, S.; Aytin, A. Evaluation of physical and mechanical properties of wild cherry wood heat-treated using the thermowood process. Maderas 2015, 17, 171–178. [Google Scholar]
- Stanzl-Tschegg, S.; Beikircher, W.; Loidl, D. Comparison of mechanical properties of thermally modified wood at growth ring and cell wall level by means of instrumented indentation tests. Holzforschung 2009, 63, 443–448. [Google Scholar]
- Wang, X.; Chen, X.; Xie, X.; Wu, Y.; Zhao, L.; Li, Y.; Wang, S. Effects of thermal modification on the physical, chemical and micromechanical properties of Masson pine wood (Pinus massoniana Lamb.). Holzforschung 2018, 72, 1063–1070. [Google Scholar]
- Gindl, W.; Gupta, H.S. Cell-wall hardness and Young’s modulus of melamine-modified spruce wood by nano-indentation. Compos. Part A 2002, 33, 1141–1145. [Google Scholar]
- Mahrdt, E.; van Herwijnen, H.W.G.; Kantner, W.; Moser, J.; Giesswein, J.; Mitter, R.; Müller, U.; Gindl-Altmutter, W. Adhesive distribution related to mechanical performance of high density wood fibre board. Int. J. Adhes. Adhes. 2017, 78, 23–27. [Google Scholar]
- Zhang, J.; Seeger, S. Polyester Materials with Superwetting Silicone Nanofilaments for Oil/Water Separation and Selective Oil Absorption. Adv. Funct. Mater. 2011, 21, 4699–4704. [Google Scholar]
- Xiong, X.; Niu, Y.; Yuan, Y.; Zhang, L. Study on Dimensional Stability of Veneer Rice Straw Particleboard. Coatings 2020, 10, 558. [Google Scholar] [CrossRef]
- Meng, Y.; Wang, S.; Cai, Z.; Young, T.M.; Du, G.; Li, Y. A novel sample preparation method to avoid influence of embedding medium during nano-indentation. Appl. Phys. A 2013, 110, 361–369. [Google Scholar]
- Klapálek, P.; Prošek, Z.; Jíra, A.; Melzerová, L. Evaluation of micromechanical properties of carbon fiber fabric using nanoindetation. Acta Polytech. CTU Proc. 2017, 13, 66–70. [Google Scholar]
- Jiang, Z.; Yu, Y.; Qin, D.; Wang, G.; Zhang, B.; Fu, Y. Pilot investigation of the mechanical properties of wood flooring paint films by in situ imaging nanoindentation. Holzforschung 2006, 60, 698–701. [Google Scholar]
- Konnerth, J.; Valla, A.; Gindl, W. Nanoindentation mapping of a wood-adhesive bond. Appl. Phys. A 2007, 88, 371–375. [Google Scholar]
- Nowak, J.D.; Rzepiejewska-Malyska, K.A.; Major, R.C.; Warren, O.L.; Michler, J. In-situ nanoindentation in the SEM. Mater. Today 2010, 12, 44–45. [Google Scholar]
- Wu, Y.; Wu, J.; Wang, S.; Feng, X.; Chen, H.; Tang, Q.; Zhang, H. Measurement of mechanical properties of multilayer waterborne coatings on wood by nanoindentation. Holzforschung 2019, 73, 871–877. [Google Scholar]
- Kol, H.S. Characteristics of heat-treated Turkish pine and fir wood after ThermoWood processing. J. Environ. Biol. 2010, 31, 10071. [Google Scholar]
- Gurleyen, L.; Ayata, U.; Esteves, B.; Gurleyen, T.; Cakiciere, N. Oak Wood Parquets. BioResources 2019, 14, 1838–1849. [Google Scholar]
- Ayata, U.; Gurleyen, L.; Esteves, B.; Gurleyen, T.; Cakıcıer, N. Effect of Heat Treatment (ThermoWood) on Some Surface Properties of Parquet Beech (Fagus orientalis Lipsky.) with Different Layers of UV System Applied. BioResources 2017, 12, 3876–3889. [Google Scholar]
- Yan, Y.; Herzele, S.; Mahendran, A.; Edler, M.; Griesser, T.; Saake, B.; Li, J.; Gindl-Altmutter, W. Microfibrillated Lignocellulose Enables the Suspension-Polymerisation of Unsaturated Polyester Resin for Novel Composite Applications. Polymers 2016, 8, 255. [Google Scholar] [CrossRef] [Green Version]
- Esteves, B.; Domingos, I.; Pereira, H. Heat Treatment of Pine Wood. Bioresources 2008, 3, 142–154. [Google Scholar]
- Xu, D.; Ding, T.; Li, Y.; Zhang, Y.; Zhou, D.; Wang, S. Transition characteristics of a carbonized wood cell wall investigated by scanning thermal microscopy (SThM). Wood Sci. Technol. 2017, 51, 831–843. [Google Scholar]
- Poncsak, S.; Kocaefe, D.; Younsi, R. Improvement of the heat treatment of Jack pine (Pinus banksiana) using ThermoWood technology. Eur. J. Wood Wood Prod. 2011, 69, 281–286. [Google Scholar]
- Barletta, M.; Bellisario, D. Manufacture and characterization of free-standing epoxy-polyester films. Prog. Org. Coat. 2011, 70, 259–272. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar]
- Pharr, G.M.; Oliver, W.C. Measurement of Thin Film Mechanical Properties Using Nanoindentation. Mrs Bull. 1992, 17, 28–33. [Google Scholar]
- Jakes, J.E.; Frihart, C.R.; Beecher, J.F.; Moon, R.J.; Stone, D.S. Experimental method to account for structural compliance in nanoindentation measurements. J. Mater. Res. 2008, 23, 1113–1127. [Google Scholar]
- Jakes, J.E.; Frihart, C.R.; Beecher, J.F.; Moon, R.J.; Resto, P.J.; Melgarejo, Z.H.; Suárez, O.M.; Baumgart, H.; Elmustafa, A.A.; Stone, D.S. Nanoindentation near the edge. J. Mater. Res. 2009, 24, 1016–1031. [Google Scholar]
- Boonstra, M.J.; Tjeerdsma, B. Chemical analysis of heat treated softwoods. Holz Als Roh- Und Werkst. 2006, 64, 204–211. [Google Scholar]
- Liu, M.; Qing, Y.; Wu, Y.; Liang, J.; Luo, S. Facile fabrication of superhydrophobic surfaces on wood substrates via a one-step hydrothermal process. Appl. Surf. Sci. 2015, 330, 332–338. [Google Scholar]
- Tu, K.; Wang, X.; Kong, L.; Guan, H. Facile preparation of mechanically durable, self-healing and multifunctional superhydrophobic surfaces on solid wood. Mater. Des. 2018, 140, 30–36. [Google Scholar]
- Jämsä, S.; Ahola, P.; Viitaniemi, P. Long-term natural weathering of coated ThermoWood. Pigment Resin Technol. 2000, 29, 68–74. [Google Scholar]
- Liu, C.; Wang, S.; Shi, J.; Wang, C. Fabrication of superhydrophobic wood surfaces via a solution-immersion process. Appl. Surf. Sci. 2011, 258, 761–765. [Google Scholar]
- Yang, S.; Wang, L.; Wang, C.; Chen, L.; Chen, S. Superhydrophobic Thermoplastic Polyurethane Films with Transparent/Fluorescent Performance. Langmuir 2010, 26, 18454–18458. [Google Scholar] [PubMed]
- Zhao, H.; Law, K.; Sambhy, V. Fabrication, Surface Properties, and Origin of Superoleophobicity for a Model Textured Surface. Langmuir 2011, 27, 5927–5935. [Google Scholar]
- Tadanaga, K.; Morinaga, J.; Minami, T. Formation of Superhydrophobic-Superhydrophilic Pattern on Flowerlike Alumina Thin Film by the Sol-Gel Method. J. Sol-Gel Sci. Technol. 2000, 19, 211–214. [Google Scholar]
- Liang, K.; Du, G.B.; Hosseinaei, O.; Wang, S.Q.; Wang, H. Mechanical Properties of Secondary Wall and Compound Corner Middle Lamella near the Phenol-Formaldehyde (PF) Adhesive Bond Line Measured by Nanoindentation. Adv. Mater. Res. 2011, 236–238, 1746–1751. [Google Scholar]
- Chen, C.K.; Feng, H.M.; Lin, H.C.; Hon, M.H. The effect of heat treatment on the microstructure of electroless Ni–P coatings containing SiC particles. Thin Solid Film 2002, 416, 31–37. [Google Scholar]
- Wu, Y.; Sun, Y.; Yang, F.; Zhang, H.; Wang, Y. The Implication of Benzene–Ethanol Extractive on Mechanical Properties of Waterborne Coating and Wood Cell Wall by Nanoindentation. Coatings 2019, 9, 449. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Liu, H. Effect of a Combination of Moderate-Temperature Heat Treatment and Subsequent Wax Impregnation on Wood Hygroscopicity, Dimensional Stability, and Mechanical Properties. Forests 2020, 11, 920. [Google Scholar] [CrossRef]
- Wang, X.; Li, Y.; Wang, S.; Yu, W.; Deng, Y. Temperature-dependent mechanical properties of wood-adhesive bondline evaluated by nanoindentation. J. Adhes. 2017, 93, 640–656. [Google Scholar]
- Liu, C.; Zhang, Y.; Wang, S.; Meng, Y.; Hosseinaei, O. Micromechanical Properties of the Interphase in Cellulose Nanofiber-reinforced Phenol Formaldehyde Bondlines. BioResources 2014, 9, 5529–5541. [Google Scholar]
- Gindl, W.; Zargar-Yaghubi, F.; Wimmer, R. Impregnation of softwood cell walls with melamine-formaldehyde resin. Bioresour. Technol. 2003, 87, 325–330. [Google Scholar] [PubMed]
- Van den Bulcke, J.; Rijckaert, V.; Van Acker, J.; Stevens, M. Quantitative measurement of the penetration of water-borne coatings in wood with confocal lasermicroscopy and image analysis. Holz Als Roh- Und Werkst. 2003, 61, 304–310. [Google Scholar]
- Zhao, R.; Chen, Y.; Liu, G.; Jiang, Y.; Chen, K. Fabrication of self-healing waterbased superhydrophobic coatings from POSS modified silica nanoparticles. Mater. Lett. 2018, 229, 281–285. [Google Scholar]
- Wang, S.; Hu, Z.; Shi, J.; Chen, G.; Zhang, Q.; Weng, Z.; Wu, K.; Lu, M. Green synthesis of graphene with the assistance of modified lignin and its application in anticorrosive waterborne epoxy coatings. Appl. Surf. Sci. 2019, 484, 759–770. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | L* | a* | b* | ΔL* | Δa* | Δb* | ΔE* |
|---|---|---|---|---|---|---|---|
| Control | 81.2 | 10.0 | 36.0 | - | - | - | - |
| 150 °C | 75.6 | 13.6 | 38.4 | −5.6 | 3.6 | 2.4 | 7.1 |
| 170 °C | 74.4 | 14.1 | 37.2 | −6.8 | 4.1 | 1.2 | 8.0 |
| 190 °C | 66.6 | 15.1 | 33.0 | −14.6 | 5.1 | −3 | 15.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Wu, X.; Yang, F.; Zhang, H.; Feng, X.; Zhang, J. Effect of Thermal Modification on the Nano-Mechanical Properties of the Wood Cell Wall and Waterborne Polyacrylic Coating. Forests 2020, 11, 1247. https://doi.org/10.3390/f11121247
Wu Y, Wu X, Yang F, Zhang H, Feng X, Zhang J. Effect of Thermal Modification on the Nano-Mechanical Properties of the Wood Cell Wall and Waterborne Polyacrylic Coating. Forests. 2020; 11(12):1247. https://doi.org/10.3390/f11121247
Chicago/Turabian StyleWu, Yan, Xinyu Wu, Feng Yang, Haiqiao Zhang, Xinhao Feng, and Jilei Zhang. 2020. "Effect of Thermal Modification on the Nano-Mechanical Properties of the Wood Cell Wall and Waterborne Polyacrylic Coating" Forests 11, no. 12: 1247. https://doi.org/10.3390/f11121247
APA StyleWu, Y., Wu, X., Yang, F., Zhang, H., Feng, X., & Zhang, J. (2020). Effect of Thermal Modification on the Nano-Mechanical Properties of the Wood Cell Wall and Waterborne Polyacrylic Coating. Forests, 11(12), 1247. https://doi.org/10.3390/f11121247