Enteric Release Essential Oil Prepared by Co-Spray Drying Methacrylate/Polysaccharides—Influence of Starch Type

 ,
,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
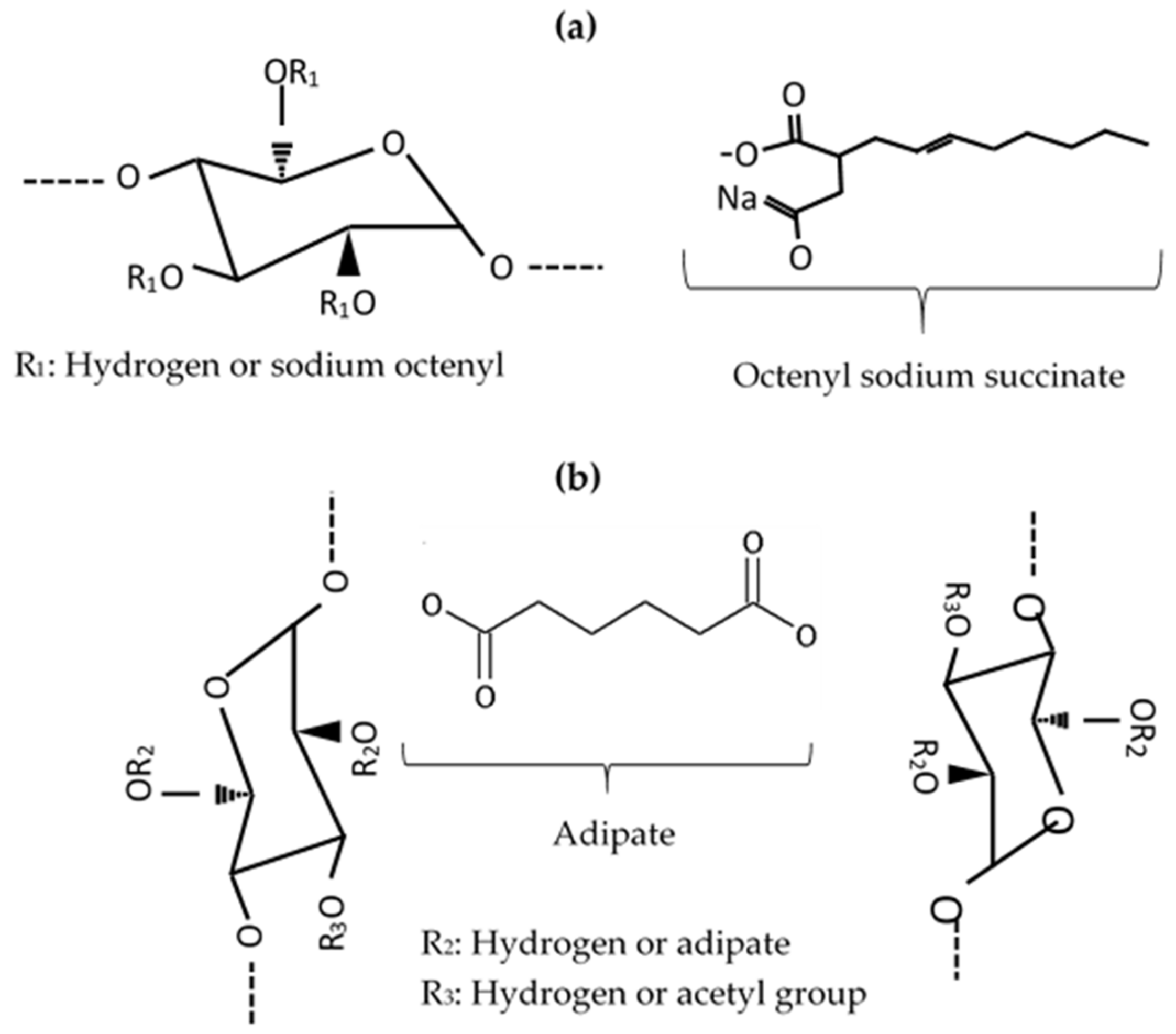
2.1. Materials
2.2. Methods
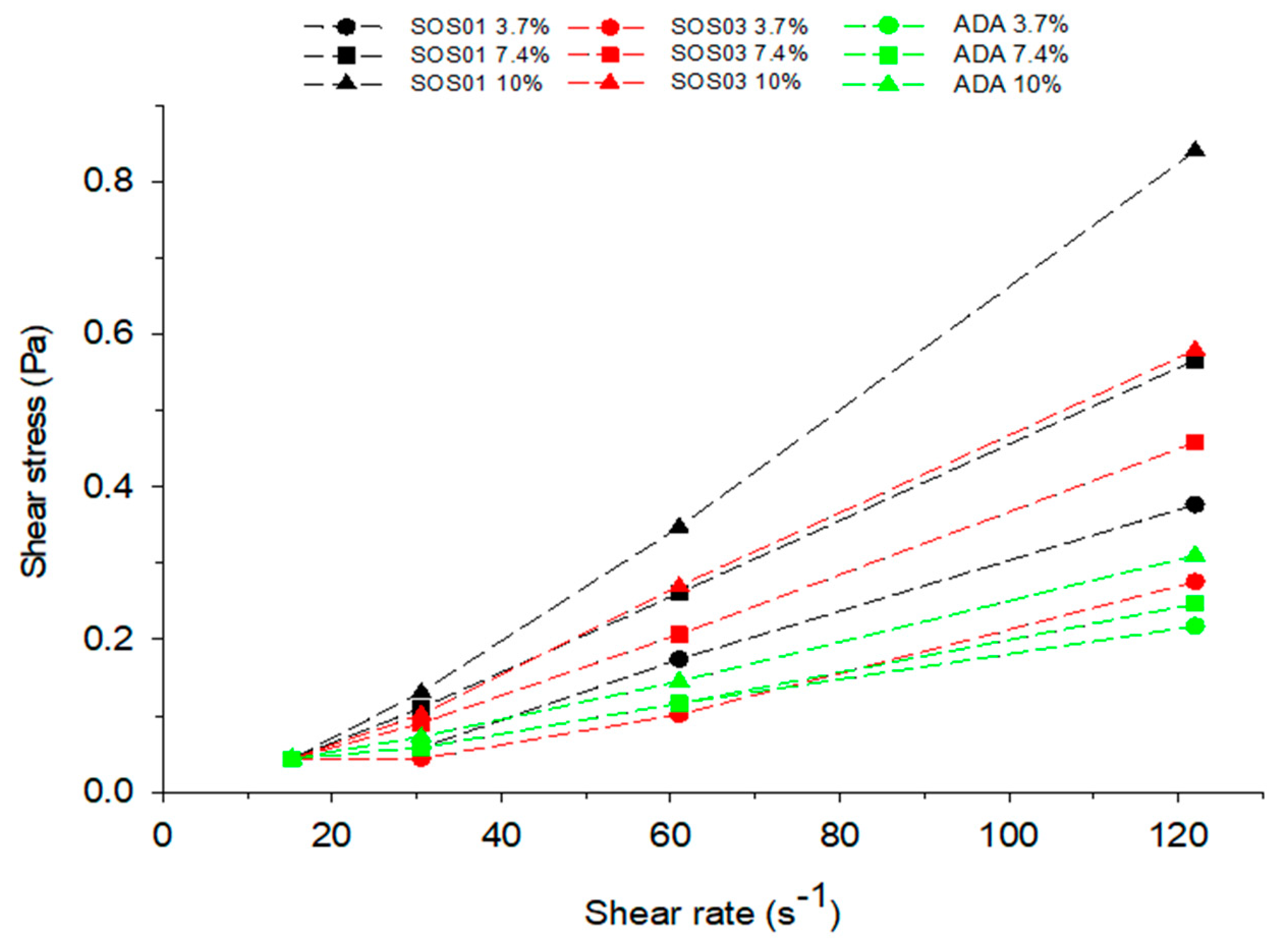
2.2.1. Viscosity of Starch Grades
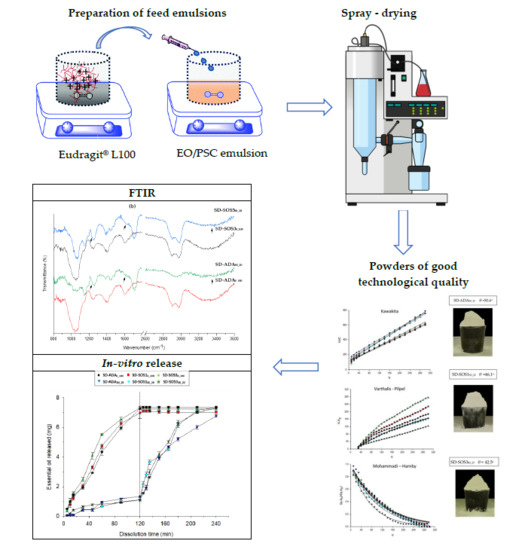
2.2.2. Preparation of Feed Emulsions
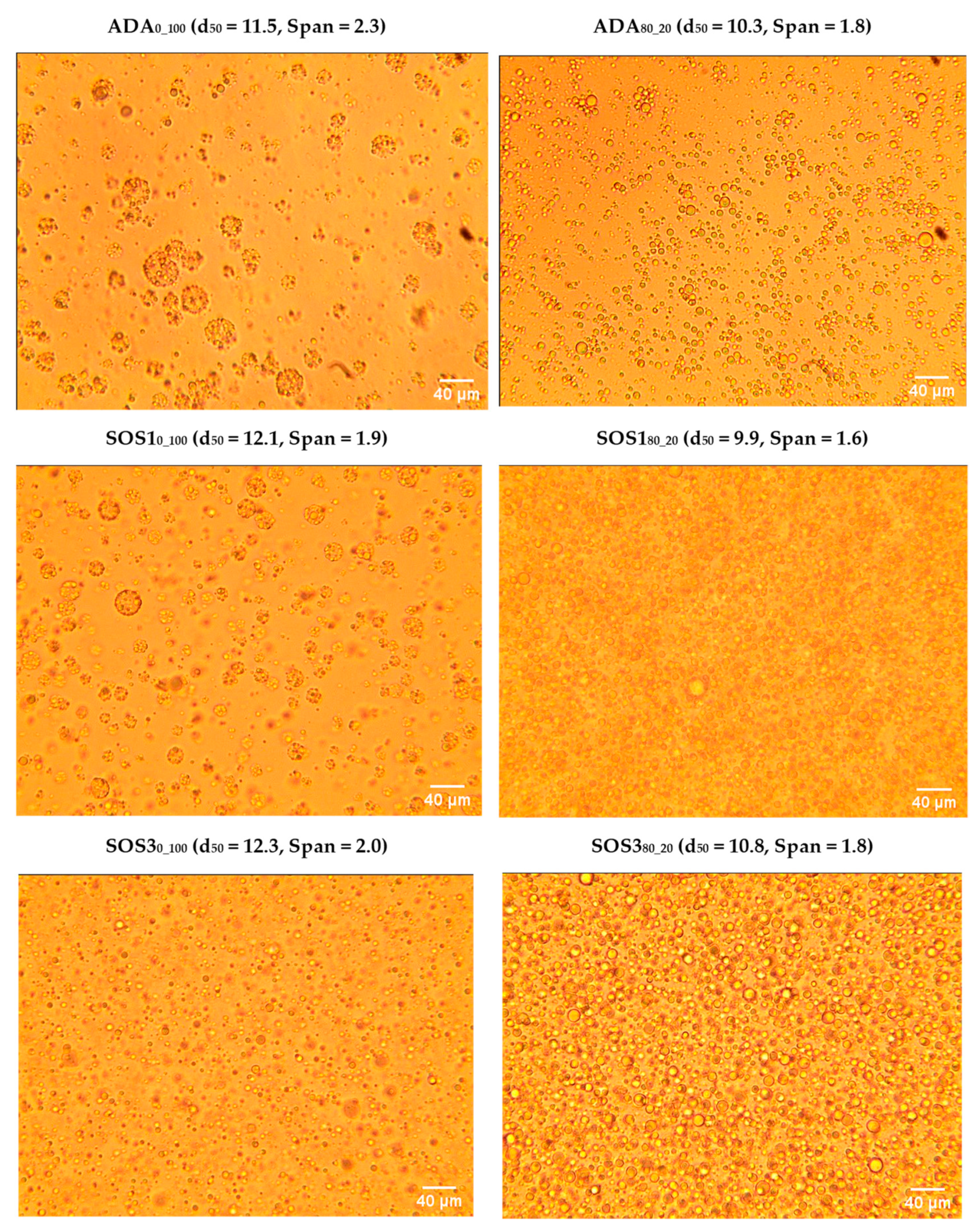
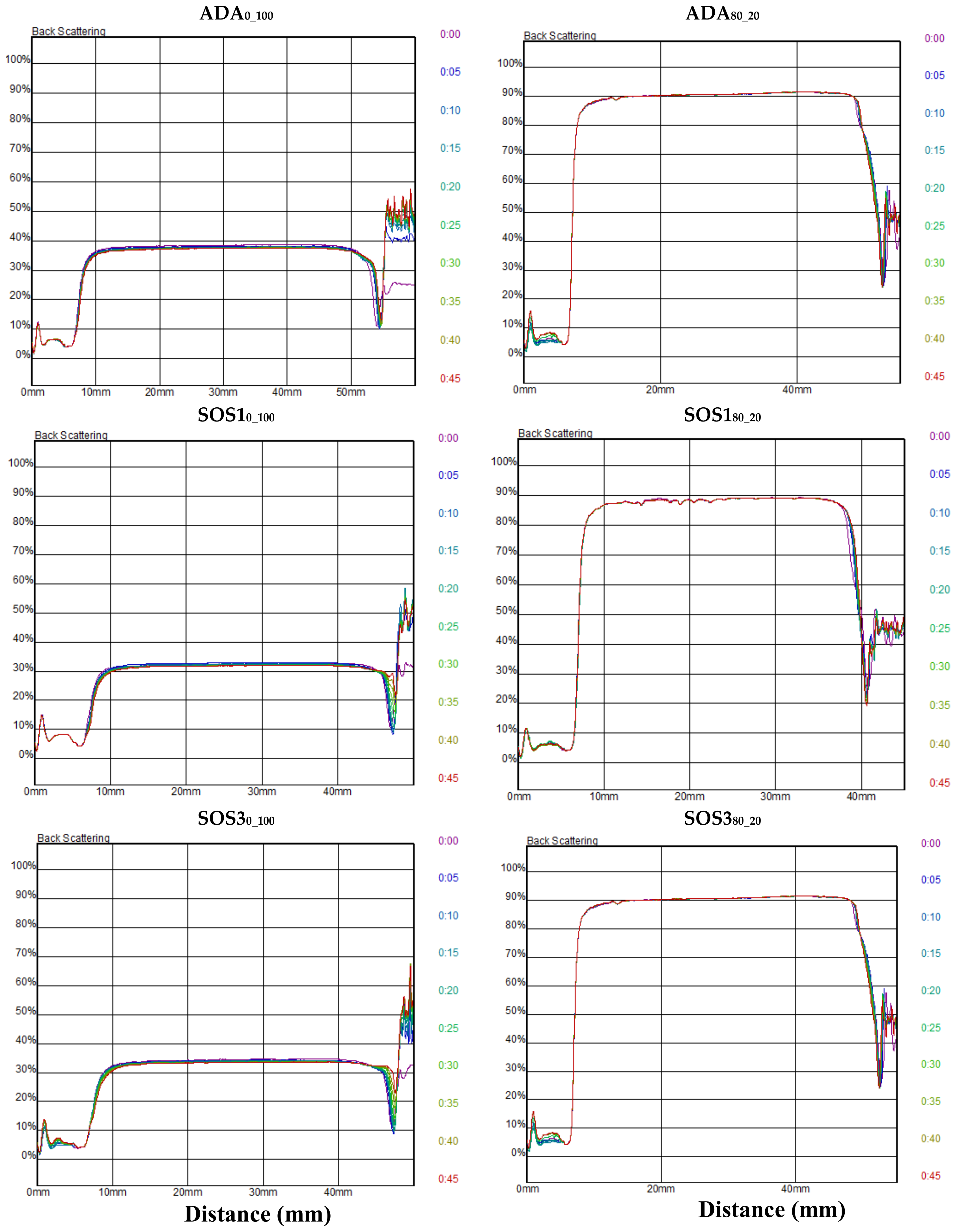
2.2.3. Droplet Size and Stability of Feed Emulsions
2.2.4. Spray Drying
2.2.5. Particle Size, Shape, Morphology, Density, and Moisture Content
2.2.6. Electrostatic Charge of Spray Dried Powders
2.2.7. Dynamic Packing and Angle of Repose of Spray-Dried Powders
2.2.8. FTIR Spectroscopy
2.2.9. Reconstitution of Emulsions from the Spray-Dried Powders
2.2.10. In-Vitro Release of EO from the Spray-Dried Powders
2.2.11. Experimental Design and Statistical Analysis
3. Results and Discussion
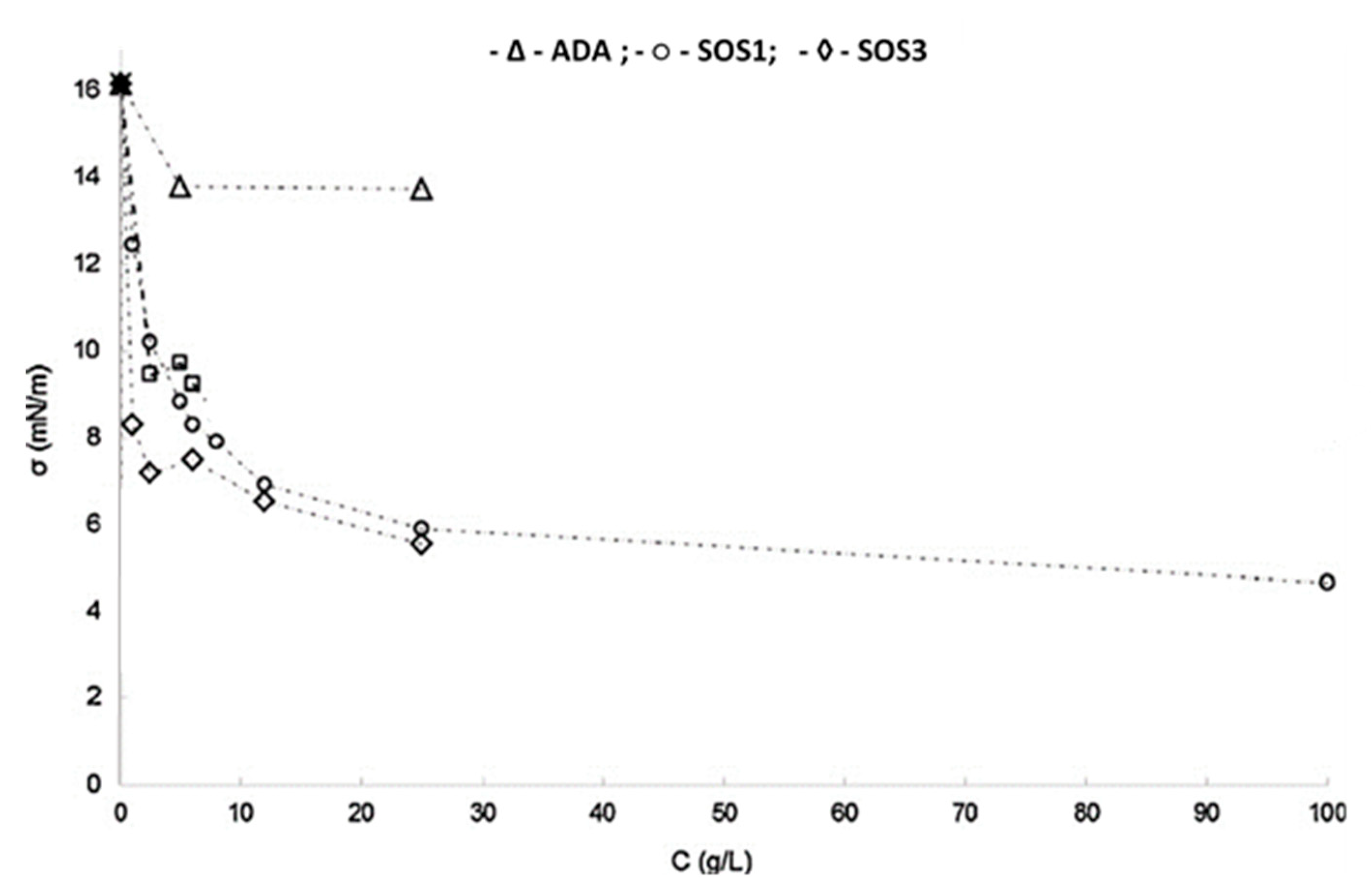
3.1. Surface Activity and Viscosity of Modified Starches
3.2. Characterization on Feed Emulsions
3.3. Spray-Dried Products
3.3.1. Production Yield, Moisture Content Oil Retention, and Particle Density
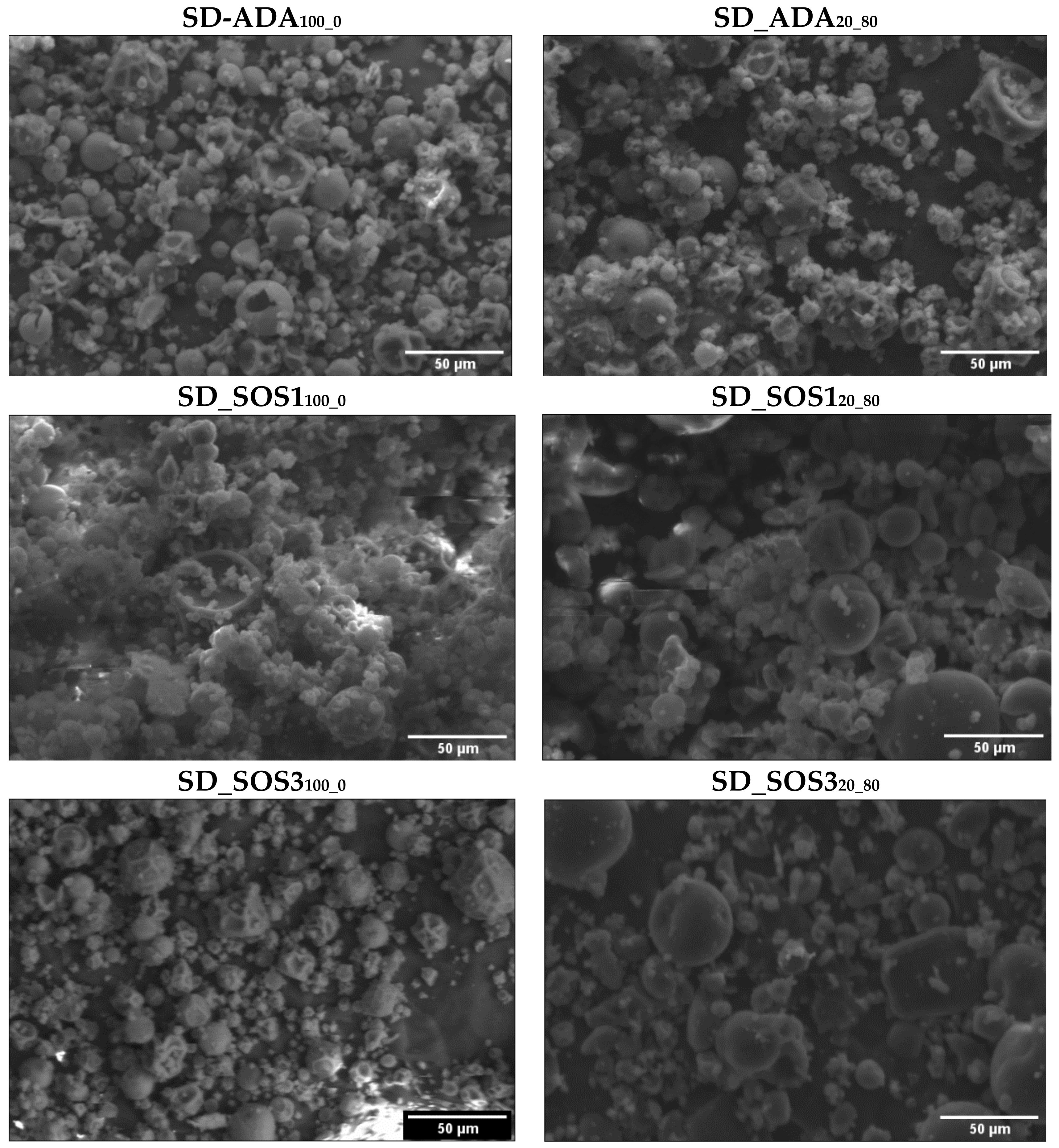
3.3.2. Particle Morphology and Size Distribution
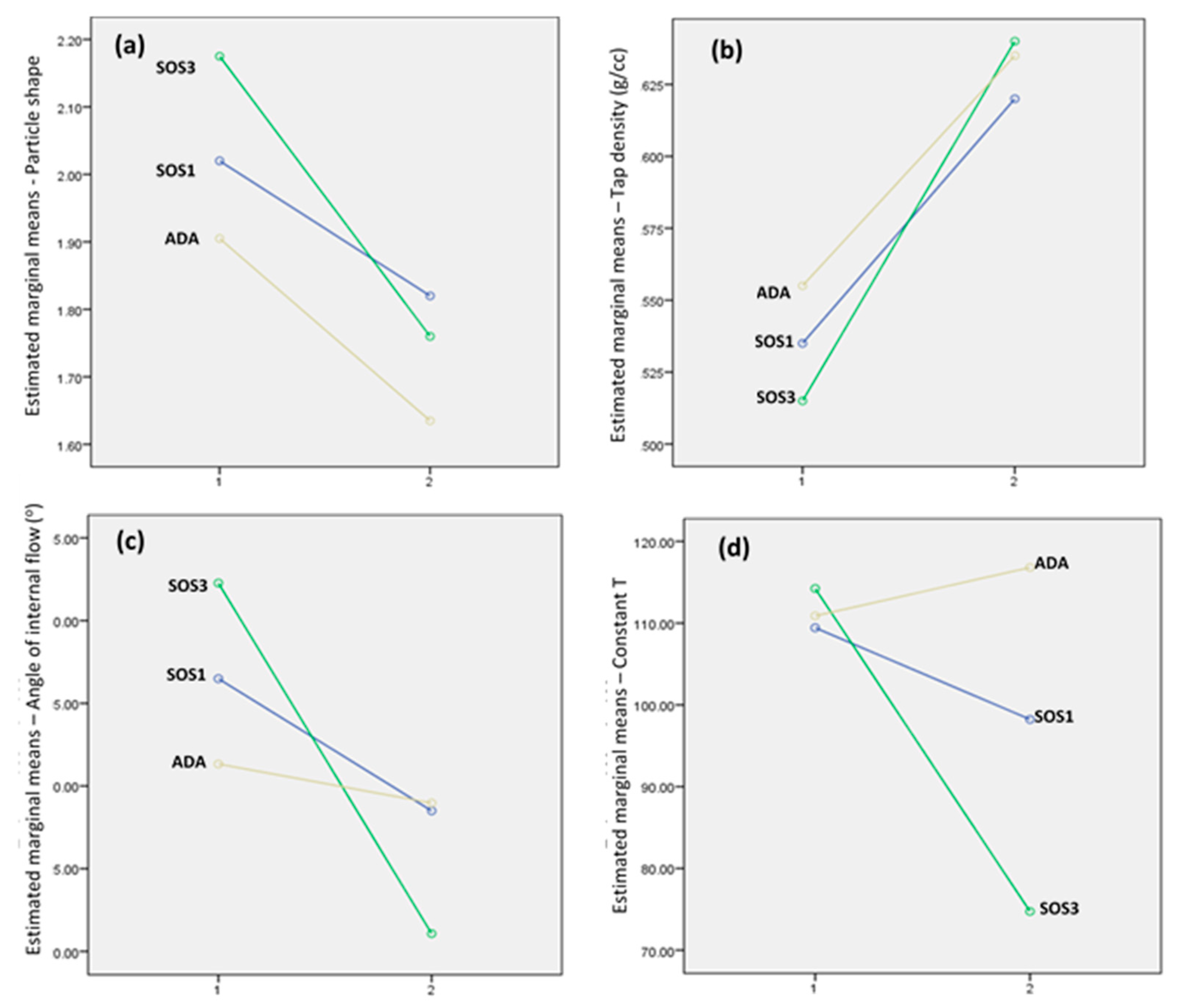
3.3.3. Powder Packing Evaluation
3.3.4. Dynamic Packing Models
3.3.5. Angle of Repose
3.4. Fourier-Transform Infrared Spectroscopy (FTIR)
3.5. Reconstitution
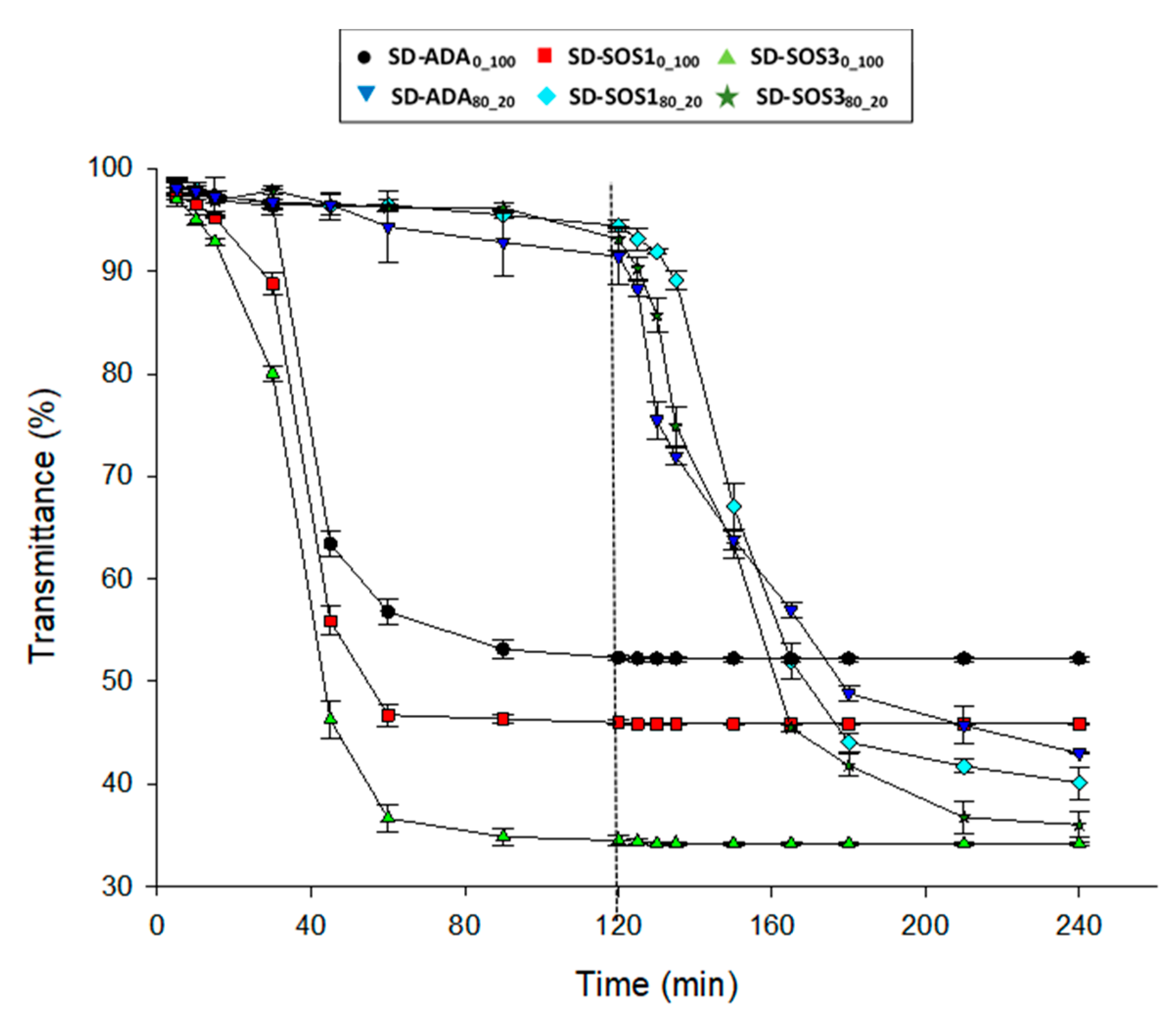
3.6. In Vitro Release of EO from the Spray-Dried Products
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Office of the Federal Register. 21 CFR 182.20—Essential Oils, Oleoresins (Solvent-Free), and Natural Extractives (Including Distillates); Office of the Federal Register National Archives and Records Administration: Washington, DC, USA, 2012. [Google Scholar]
- Franklyne, J.S.; Mukherjee, A.; Chandrasekaran, N. Essential oil micro- and nanoemulsions: Promising roles in antimicrobial therapy targeting human pathogens. Lett. Appl. Microbiol. 2016, 63, 322–334. [Google Scholar] [CrossRef] [PubMed]
- Béjaoui, A.; Chaabane, H.; Jemli, M.; Boulila, A.; Boussaid, M. Essential oil composition and antibacterial activity of Origanum vulgare subsp. Glandulosum desf. At different phenological stages. J. Med. Food 2013, 16, 1115–1120. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Burt, S.A.; Reinders, R.D. Antibacterial activity of selected plant essential oils against Escherichia coli O157:H7. Lett. Appl. Microbiol. 2003, 36, 162–167. [Google Scholar] [CrossRef] [Green Version]
- Partheniadis, I.; Vergkizi, S.; Lazari, D.; Reppas, C.; Nikolakakis, I. Formulation, characterization and antimicrobial activity of tablets of essential oil prepared by compression of spray-dried powder. J. Drug Deliv. Sci. Technol. 2019, 50, 226–236. [Google Scholar] [CrossRef]
- Gilling, D.H.; Kitajima, M.; Torrey, J.R.; Bright, K.R. Antiviral efficacy and mechanisms of action of oregano essential oil and its primary component carvacrol against murine norovirus. J. Appl. Microbiol. 2014, 116, 1149–1163. [Google Scholar] [CrossRef] [PubMed]
- Sánchez, C.; Aznar, R.; Sánchez, G. The effect of carvacrol on enteric viruses. Int. J. Food Microbiol. 2015, 192, 72–76. [Google Scholar] [CrossRef]
- Pilau, M.R.; Alves, S.H.; Weiblen, R.; Arenhart, S.; Cueto, A.P.; Lovato, L.T. Antiviral activity of the Lippia graveolens (Mexican oregano) essential oil and its main compound carvacrol against human and animal viruses. Braz. J. Microbiol. 2011, 42, 1616–1624. [Google Scholar] [CrossRef] [Green Version]
- Choi, H.J.; Song, J.H.; Ahn, Y.J.; Kwon, D.H. Inhibitory effect on replication of enterovirus 71 of herb methanol extract. J. Appl. Biol. Chem. 2007, 50, 123–127. [Google Scholar] [CrossRef] [Green Version]
- Gaur, S.; Kuhlenschmidt, T.B.; Kuhlenschmidt, M.S.; Andrade, J.E. Effect of oregano essential oil and carvacrol on Cryptosporidium parvum infectivity in HCT-8 cells. Parasitol. Int. 2018, 67, 170–175. [Google Scholar] [CrossRef]
- Zou, Y.; Xiang, Q.; Wang, J.; Peng, J.; Wei, H. Oregano essential oil improves intestinal morphology and expression of tight junction proteins associated with modulation of selected intestinal bacteria and immune status in a pig model. Biomed. Res. Int. 2016, 2016, 5436738. [Google Scholar] [CrossRef] [Green Version]
- Katsoulos, P.D.; Karatzia, M.A.; Dovas, C.I.; Filioussis, G.; Papadopoulos, E.; Kiossis, E.; Arsenopoulos, K.; Papadopoulos, T.; Boscos, C.; Karatzias, H. Evaluation of the in-field efficacy of oregano essential oil administration on the control of neonatal diarrhea syndrome in calves. Res. Vet. Sci. 2017, 115, 478–483. [Google Scholar] [CrossRef] [PubMed]
- Michiels, J.; Missotten, J.; Dierick, N.; Fremaut, D.; Maene, P.; de Smet, S. In vitro degradation and in vivo passage kinetics of carvacrol, thymol, eugenol and trans-cinnamaldehyde along the gastrointestinal tract of piglets. J. Sci. Food Agric. 2008, 88, 2371–2381. [Google Scholar] [CrossRef]
- Omonijo, F.A.; Kim, S.; Guo, T.; Wang, Q.; Gong, J.; Lahaye, L.; Bodin, J.-C.; Nyachoti, M.; Liu, S.; Yang, C. Development of novel microparticles for effective delivery of thymol and lauric acid to pig intestinal tract. J. Agric. Food Chem. 2018, 66, 9608–9615. [Google Scholar] [CrossRef]
- Ma, Y.H.; Wang, Q.; Gong, J.; Wu, X.Y. Formulation of granules for site-specific delivery of an antimicrobial essential oil to the animal intestinal tract. J. Pharm. Sci. 2016, 105, 1124–1133. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Gong, J.; Yu, H.; Guo, Q.; Defelice, C.; Hernandez, M.; Yin, Y.; Wang, Q. Alginate-whey protein dry powder optimized for target delivery of essential oils to the intestine of chickens. Poult. Sci. 2014, 93, 2514–2525. [Google Scholar] [CrossRef] [PubMed]
- da Costa, J.M.G.; Borges, S.V.; Hijo, A.A.C.T.; Silva, E.K.; Marques, G.R.; Cirillo, M.Â.; Azevedo, V.M.D. Matrix structure selection in the microparticles of essential oil oregano produced by spray dryer. J. Microencapsul. 2013, 30, 717–727. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, L.P.; Turatti, I.C.C.; Lopes, N.P.; Ferreira, J.C.; Candido, R.C.; Oliveira, W.P. Volatile retention and antifungal properties of spray-dried microparticles of lippia sidoides essential oil. Dry. Technol. 2008, 26, 1534–1542. [Google Scholar] [CrossRef]
- Cole, E.T.; Cade, D.; Benameur, H. Challenges and opportunities in the encapsulation of liquid and semi-solid formulations into capsules for oral administration. Adv. Drug Deliv. Rev. 2008, 60, 747–756. [Google Scholar] [CrossRef]
- Alhnan, M.A.; Kidia, E.; Basit, A.W. Spray-drying enteric polymers from aqueous solutions: A novel, economic, and environmentally friendly approach to produce pH-responsive microparticles. Eur. J. Pharm. Biopharm. 2011, 79, 432–439. [Google Scholar] [CrossRef]
- Kaith, B.S.; Singha, A.; Ranjta, S. Synthesis, characterization, and swelling studies of gum arabic–grafted methacrylic acid polymeric network. Int. J. Polym. Anal. Charact. 2010, 15, 222–234. [Google Scholar] [CrossRef]
- Xie, S.X.; Liu, Q.; Cui, S.W. Starch modification and applications. In Food Carbohydrates: Chemistry, Physical Properties, and Applications; Cui, S.W., Ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 357–405. [Google Scholar]
- Parikh, T.; Gupta, S.S.; Meena, A.; Serajuddin, A.T.M. Investigation of thermal and viscoelastic properties of polymers relevant to hot melt extrusion, III: Polymethacrylates and polymethacrylic acid based polymers. J. Excip. Food Chem. 2014, 5, 56–64. [Google Scholar]
- Hausner, H.H. Characterization of the powder particle shape. Planseeber. Fur. Pulvermetall. 1966, 14, 75–84. [Google Scholar]
- Carr, R.L. Evaluating flow properties of solids. Chem. Eng. J. 1965, 72, 163–168. [Google Scholar]
- Hausner, H.H. Friction conditions in a mass of metal powder. Int. J. Powder Metall. 1967, 3, 7–13. [Google Scholar]
- Podczeck, F.; Newton, J.M. Powder filling into hard gelatine capsules on a tamp filling machine. Int. J. Pharm. 1999, 185, 237–254. [Google Scholar] [CrossRef]
- Kawakita, K.; Lüdde, K.-H. Some considerations on powder compression equations. Powder Technol. 1971, 4, 61–68. [Google Scholar] [CrossRef]
- Varthalis, S.; Pilpel, N. Anomalies in some properties of powder mixtures. J. Pharm. Pharm. 1976, 28, 415–419. [Google Scholar] [CrossRef]
- Mohammadi, M.S.; Harnby, N. Bulk density modelling as a means of typifying the microstructure and flow characteristics of cohesive powders. Powder Technol. 1997, 92, 1–8. [Google Scholar] [CrossRef]
- Aulton, M.E.; Taylor, K. Aulton’s Pharmaceutics: The Design and Manufacture of Medicines; Churchill Livingstone/Elsevier: Amsterdam, The Netherlands, 2013; p. 196. [Google Scholar]
- Nikolakakis, I.; Malamataris, S. Self-emulsifying pellets: Relations between kinetic parameters of drug release and emulsion reconstitution—Influence of formulation variables. J. Pharm. Sci. 2014, 103, 1453–1465. [Google Scholar] [CrossRef]
- Wang, X.; Li, X.; Chen, L.; Xie, F.; Yu, L.; Li, B. Preparation and characterisation of octenyl succinate starch as a delivery carrier for bioactive food components. Food Chem. 2011, 126, 1218–1225. [Google Scholar] [CrossRef]
- Rodríguez-Rojo, S.; Varona, S.; Núñez, M.; Cocero, M.J. Characterization of rosemary essential oil for biodegradable emulsions. Ind. Crops Prod. 2012, 37, 137–140. [Google Scholar] [CrossRef] [Green Version]
- Turbisoft CLASSIC. Users Guide; Formulaction: Toulouse, France, 2009. [Google Scholar]
- Al-Zoubi, N.; Odeh, F.; Nikolakakis, I. Co-spray drying of metformin hydrochloride with polymers to improve compaction behavior. Powder Technol. 2017, 307, 163–174. [Google Scholar] [CrossRef]
- Yinbin, L.; Wu, L.; Weng, M.; Tang, B.; Lai, P.; Chen, J. Effect of different encapsulating agent combinations on physicochemical properties and stability of microcapsules loaded with phenolics of plum (Prunus salicina lindl.). Powder Technol. 2018, 340, 459–464. [Google Scholar] [CrossRef]
- Boonyai, P.; Bhandari, B.; Howes, T. Stickiness measurement techniques for food powders: A review. Powder Technol. 2004, 145, 34–46. [Google Scholar] [CrossRef]
- Elversson, J.; Millqvist-Fureby, A. Particle size and density in spray drying—Effects of carbohydrate properties. J. Pharm. Sci. 2005, 94, 2049–2060. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Guan, J.; Ni, R.; Li, L.C.; Mao, S. Preparation and solidification of redispersible nanosuspensions. J. Pharm. Sci. 2014, 103, 2166–2176. [Google Scholar] [CrossRef]
- Torge, A.; Grützmacher, P.; Mücklich, F.; Schneider, M. The influence of mannitol on morphology and disintegration of spray-dried nano-embedded microparticles. Eur. J. Pharm. Sci. 2017, 104, 171–179. [Google Scholar] [CrossRef]
- Gutierrez-rocca, J.C.; McGinity, J.W. Influence of aging on the physical-mechanical properties of acrylic resin films cast from aqueous dispersions and organic solutions. Drug Dev. Ind. Pharm. 1993, 19, 315–332. [Google Scholar] [CrossRef]
- Bouyer, E.; Mekhloufi, G.; Potier, I.L.; de Kerdaniel Tdu, F.; Grossiord, J.L.; Rosilio, V.; Agnely, F. Stabilization mechanism of oil-in-water emulsions by beta-lactoglobulin and gum arabic. J. Colloid Interface Sci. 2011, 354, 467–477. [Google Scholar] [CrossRef]
- Barmpalexis, P.; Partheniadis, I.; Mitra, K.-S.; Toskas, M.; Papadopoulou, L.; Nikolakakis, I. Application of multiple linear regression and artificial neural networks for the prediction of the packing and capsule filling performance of coated and plain pellets differing in density and size. Pharmaceutics 2020, 12, 244. [Google Scholar] [CrossRef] [Green Version]
- Nikolakakis, I.; Aragon, O.B.; Malamataris, S. Resistance to densification, tensile strength and capsule-filling performance of some pharmaceutical diluents. J. Pharm. Pharmacol. 1998, 50, 713–721. [Google Scholar] [CrossRef] [PubMed]
- Nikolakakis, I.; Pilpel, N. Effects of particle size and particle shape on the tensile strengths of powders. Powder Technol. 1985, 45, 79–82. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John and Wiley and Sons: New York, NY, USA, 2013. [Google Scholar]
- United States Pharmacopeial Convention. Chapter <1174> powder flow. In United States Pharmacopeia; United States Pharmacopeia Convention Inc.: Rockville, MD, USA, 2016. [Google Scholar]
- Long, D.A. Infrared and Raman characteristic group frequencies. In Tables and Charts George Socrates John Wiley and sons, Ltd, Chichester, third edition, 2001. Price £135. J. Raman Spectrosc. 2004, 35, 905. [Google Scholar] [CrossRef]
- Cai, C.; Ma, R.; Duan, M.; Lu, D. Preparation and antimicrobial activity of thyme essential oil microcapsules prepared with gum arabic. Rsc. Adv. 2019, 9, 19740–19747. [Google Scholar] [CrossRef] [Green Version]
- Modi, S.; Anderson, B.D. Determination of drug release kinetics from nanoparticles: Overcoming pitfalls of the dynamic dialysis method. Mol. Pharm. 2013, 10, 3076–3089. [Google Scholar] [CrossRef]
- Yu, M.; Yuan, W.; Li, D.; Schwendeman, A.; Schwendeman, S.P. Predicting drug release kinetics from nanocarriers inside dialysis bags. J. Control. Release 2019, 315, 23–30. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Dispersed Phase (Microencapsulation Wall Plus EO) | PCS + PLM (% w/w) | Water % w/w | |||||
|---|---|---|---|---|---|---|---|---|
| Feed Emulsion | Spray-Dried Product | Polysaccharides and EO (PCS) (% w/w) | Polymer (PLM) (% w/w) | |||||
| EO | AG | MD | Starch Type | Eudragit® L100 | ||||
| ADA0_100 | SD-ADA0_100 | 1.2 | 21.6 | 3.6 | ADA/3.6 | 0 | 30 | 70 |
| SOS10_100 | SD-SOS10_100 | 1.2 | 21.6 | 3.6 | SOS1/3.6 | 0 | 30 | 70 |
| SOS30_100 | SD-SOS30_100 | 1.2 | 21.6 | 3.6 | SOS3/3.6 | 0 | 30 | 70 |
| ADA80_20 | SD-ADA80_20 | 1.2 | 3.6 | 0.6 | ADA/0.6 | 24 | 30 | 70 |
| SOS180_20 | SD-SOS180_20 | 1.2 | 3.6 | 0.6 | SOS1/0.6 | 24 | 30 | 70 |
| SOS380_20 | SD-SOS380_20 | 1.2 | 3.6 | 0.6 | SOS3/0.6 | 24 | 30 | 70 |
| Feed EO Emulsion | Inlet Temperature (°C) | Flow Rate (mL/min) | Air Flow (mL/min) |
|---|---|---|---|
| Emulsions with polysaccharides only | 180 | 1.6 | 600 |
| Emulsions with polymer | 145 | 1.4 | 600 |
| Product | Yield (%) | Moisture Content (%) * | EO Retention (%) | Particle Density (g/cm3) | Particle Size (μm) | Span of Size Distribution | Shape Index | Surface Charge (nC) ** | ||
|---|---|---|---|---|---|---|---|---|---|---|
| d10 | d50 | d90 | ||||||||
| SD-ADA0_100 | 25.0 ± 3.4 | 12.4 ± 0.11 | 67.5 | 1.249 ± 0.01 | 7.9 | 10. 7 | 18.4 | 0.99 | 1.96 | −0.64 ± 0.08 |
| SD-SOS10_100 | 40.8 ± 3.1 | 12.1 ± 0.11 | 70.0 | 1.369 ± 0.01 | 8.5 | 10.5 | 15.9 | 0.70 | 2.04 | −0.89 ± 0.07 |
| SD-SOS30_100 | 33.5 ± 2.2 | 12.0 ± 0.10 | 72.2 | 1.351 ± 0.01 | 7.6 | 9.2 | 15.1 | 0.82 | 2.17 | −0.84 ± 0.11 |
| SD-ADA80_20 | 29.9 ± 3.2 | 6.0 ± 0.08 | 73.5 | 1.414 ± 0.01 | 7.7 | 11.6 | 18.3 | 0.91 | 1.81 | −0.04 ± 0.06 |
| SD-SOS180_20 | 49.9 ± 2.6 | 5.1 ± 0.08 | 73.5 | 1.396 ± 0.01 | 7.6 | 9.3 | 12.3 | 0.51 | 1.74 | −0.14 ± 0.03 |
| SD-SOS380_20 | 39.6 ± 2.0 | 5.1 ± 0.06 | 72.8 | 1.383 ± 0.01 | 7.4 | 9.5 | 13.4 | 0.63 | 1.64 | −0.02 ± 0.04 |
| Batch | ρb # (g/cm3) | ρt # (g/cm3) | Hausner Ratio | Carr’s Index (%) | Kawakita | Varthalis-Pilpel | Mohammadi-Harnby | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | R2 | AIF (°) | INP (N) ## | R2 | T | R2 | |||||
| SD-ADA0_100 | 0.28 | 0.56 | 2.00 ± 0.30 | 50.0 ± 2.2 | 0.54 ± 0.04 | 0.997 | 31.3 ± 1.6 | 27 | 0.997 | 110.9 ± 3.9 | 0.982 |
| SD-SOS10_100 | 0.28 | 0.54 | 1.95 ± 0.34 | 48.8 ± 3.1 | 0.57 ± 0.03 | 0.999 | 36.5 ± 1.7 | 33 | 0.998 | 109.4 ± 6.4 | 0.991 |
| SD-SOS30_100 | 0.27 | 0.51 | 1.92 ± 0.25 | 47.9 ± 2.6 | 0.55 ± 0.07 | 0.993 | 42.3 ± 1.7 | 36 | 0.998 | 114.2 ± 8.9 | 0.979 |
| SD-ADA80_20 | 0.40 | 0.64 | 1.61 ± 0.13 | 37.9 ± 1.1 | 0.46 ± 0.01 | 0.998 | 29.0 ± 0.2 | 26 | 0.995 | 106.8 ± 1.8 | 0.979 |
| SD-SOS180_20 | 0.38 | 0.62 | 1.65 ± 0.17 | 39.5 ± 1.6 | 0.48 ± 0.02 | 0.998 | 28.5 ± 0.7 | 24 | 0.994 | 98.2 ± 2.4 | 0.984 |
| SD-SOS380_20 | 0.39 | 0.64 | 1.65 ± 0.07 | 39.4 ± 1.3 | 0.47 ± 0.01 | 0.998 | 21.1 ± 0.4 | 21 | 0.997 | 74.7 ± 1.9 | 0.992 |
| Batch | Geometrical Method | Image Analysis | ||||||
|---|---|---|---|---|---|---|---|---|
| Hypotenuse (mm) | Height (mm) | cosθ | θ (ο) | Projected Area (mm2) | Height (mm) | cosθ | θ (ο) | |
| SD-ADA80_20 | 35.9 ± 2.8 | 27.6 ± 3.6 | 0.637 ± 0.03 | 50.4 ± 2.18 | 804.3 ± 43.4 | 41.9 ± 1.9 | 0.550 ± 0.02 | 56.7 ± 1.45 |
| SD-SOS180_20 | 33.1 ± 2.1 | 23.8 ± 3.1 | 0.693 ± 0.01 | 46.1 ± 0.66 | 745.6 ± 13.5 | 39.8 ± 0.6 | 0.579 ± 0.01 | 54.6 ± 0.48 |
| SD-SOS380_20 | 31.2 ± 1.4 | 21.1 ± 1.9 | 0.737 ± 0.01 | 42.5 ± 0.67 | 644.8 ± 15.2 | 36.3 ± 0.7 | 0.634 ± 0.01 | 50.6 ± 0.66 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Partheniadis, I.; Zarafidou, E.; Litinas, K.E.; Nikolakakis, I. Enteric Release Essential Oil Prepared by Co-Spray Drying Methacrylate/Polysaccharides—Influence of Starch Type. Pharmaceutics 2020, 12, 571. https://doi.org/10.3390/pharmaceutics12060571
Partheniadis I, Zarafidou E, Litinas KE, Nikolakakis I. Enteric Release Essential Oil Prepared by Co-Spray Drying Methacrylate/Polysaccharides—Influence of Starch Type. Pharmaceutics. 2020; 12(6):571. https://doi.org/10.3390/pharmaceutics12060571
Chicago/Turabian StylePartheniadis, Ioannis, Evangelia Zarafidou, Konstantinos E. Litinas, and Ioannis Nikolakakis. 2020. "Enteric Release Essential Oil Prepared by Co-Spray Drying Methacrylate/Polysaccharides—Influence of Starch Type" Pharmaceutics 12, no. 6: 571. https://doi.org/10.3390/pharmaceutics12060571
APA StylePartheniadis, I., Zarafidou, E., Litinas, K. E., & Nikolakakis, I. (2020). Enteric Release Essential Oil Prepared by Co-Spray Drying Methacrylate/Polysaccharides—Influence of Starch Type. Pharmaceutics, 12(6), 571. https://doi.org/10.3390/pharmaceutics12060571