
Hybrid Manufacturing of Oral Solid Dosage Forms via Overprinting of Injection-Molded Tablet Substrates



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
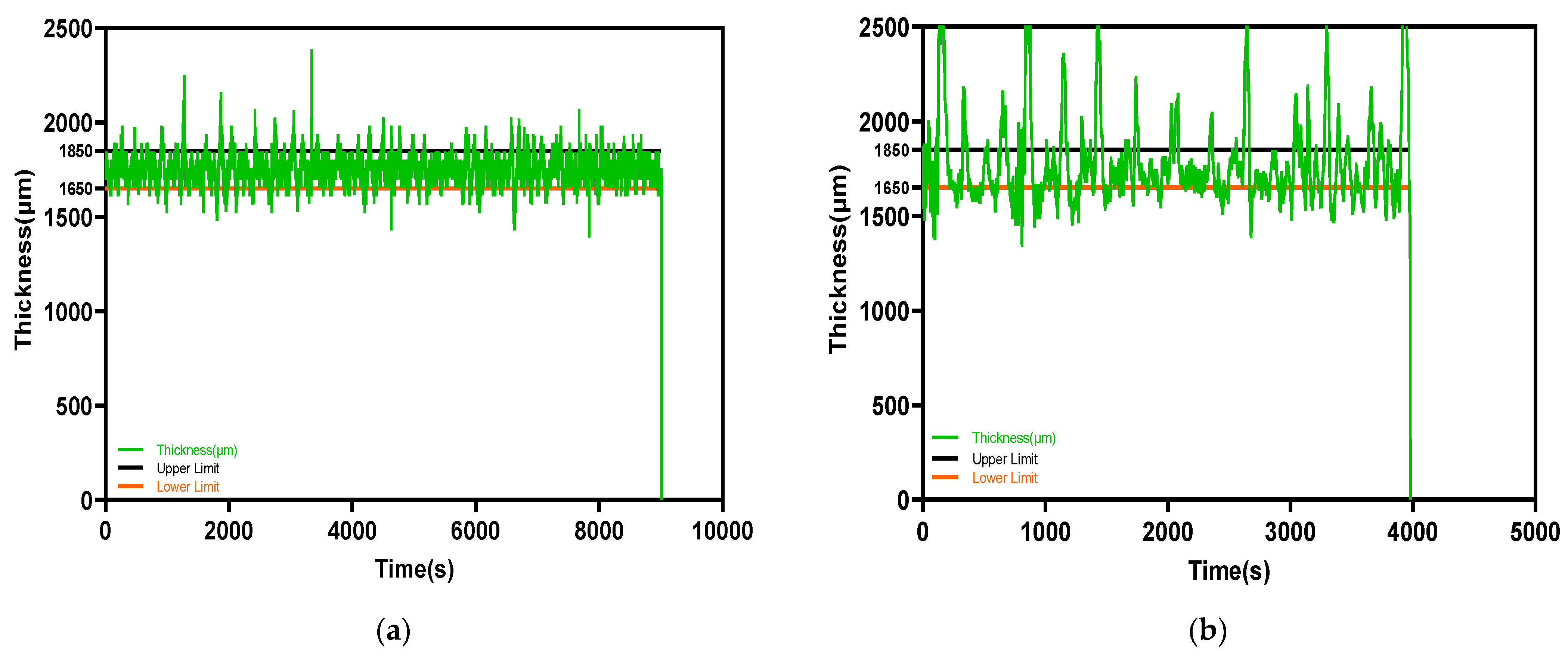
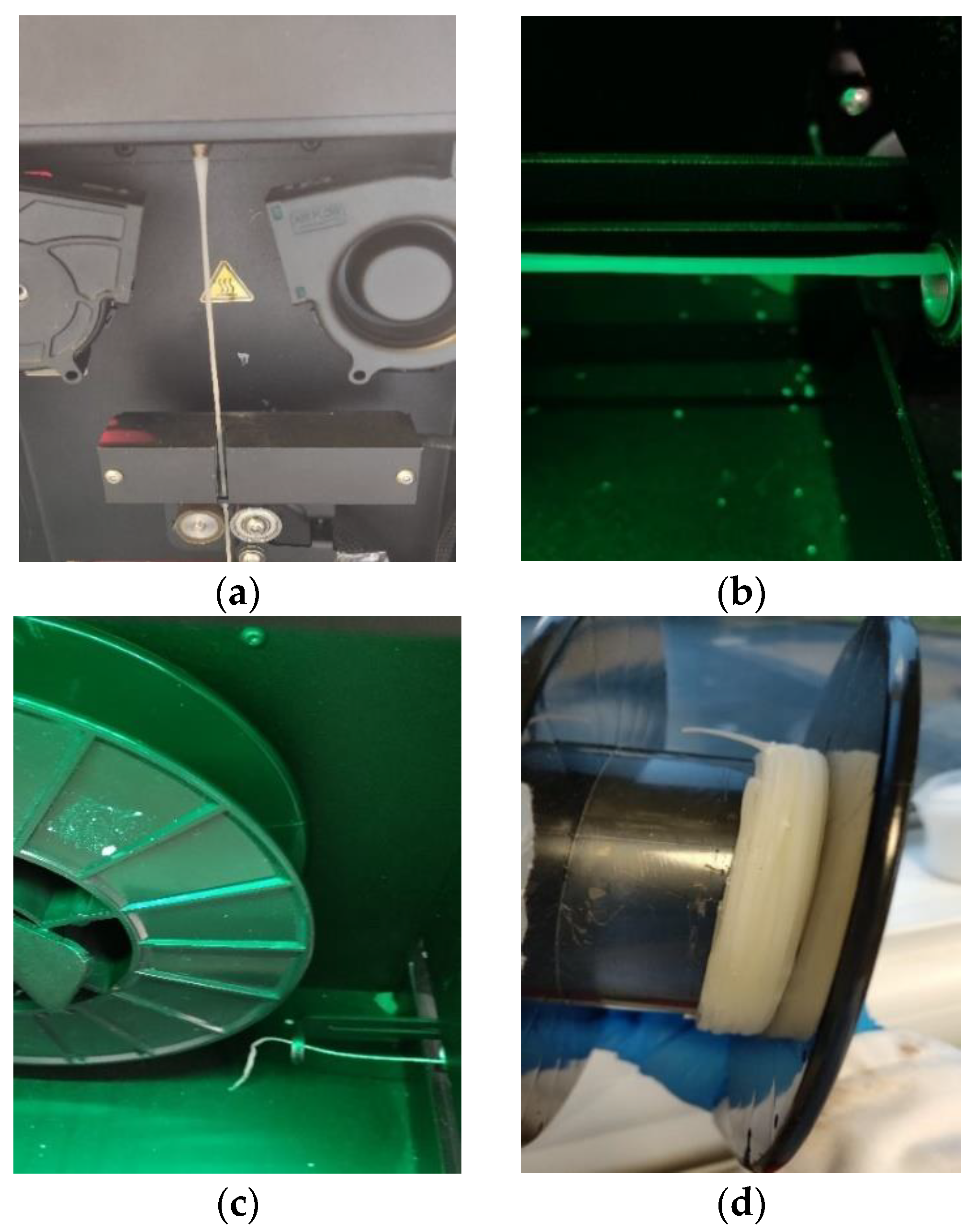
2.2. Hot-Melt Extrusion
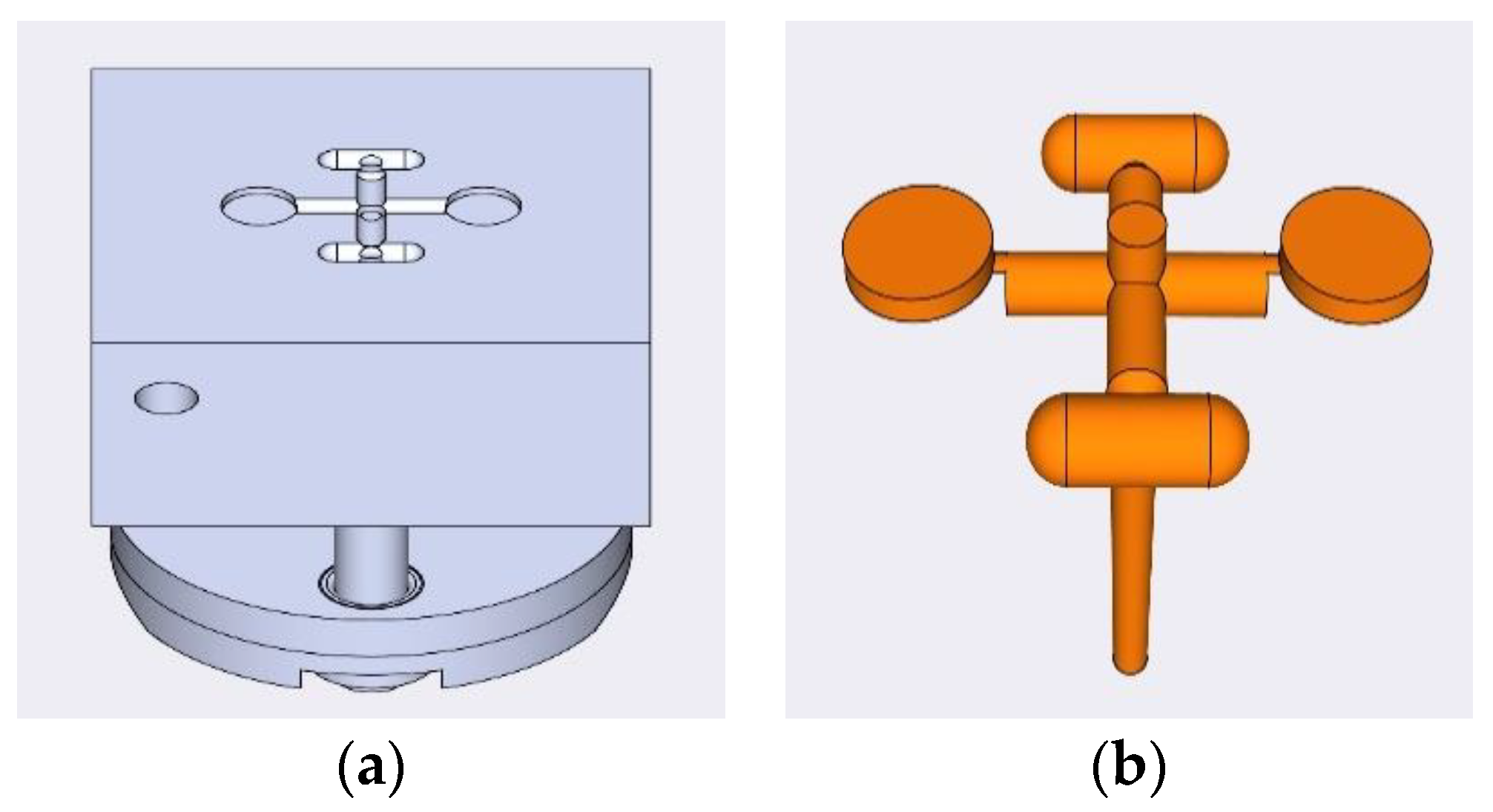
2.3. Injection Molding
2.4. 3D Printing and Overprinting
2.5. Melt Flow Indexing
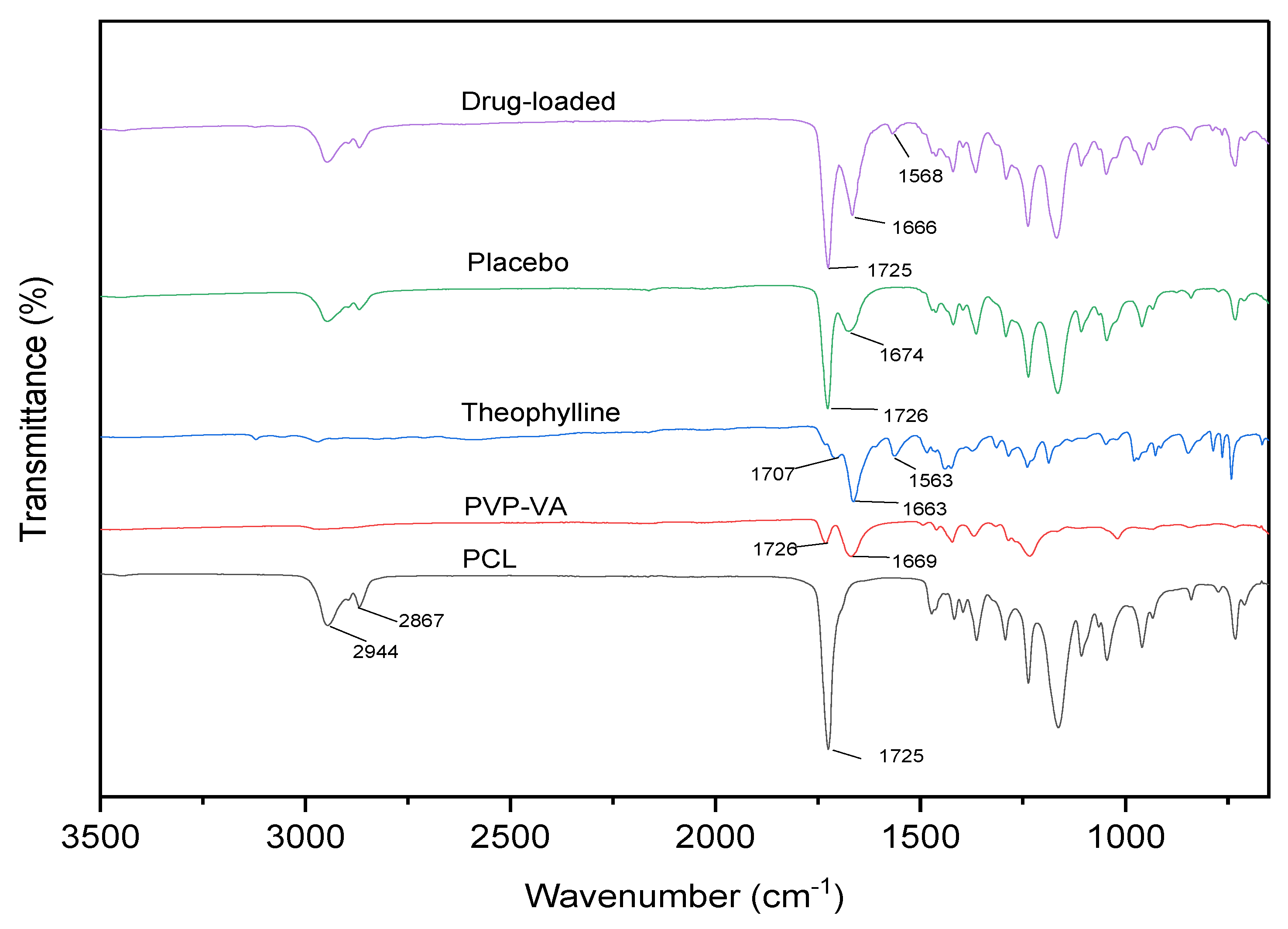
2.6. Attenuated Total Reflectance Fourier Transform Infrared Spectroscopy
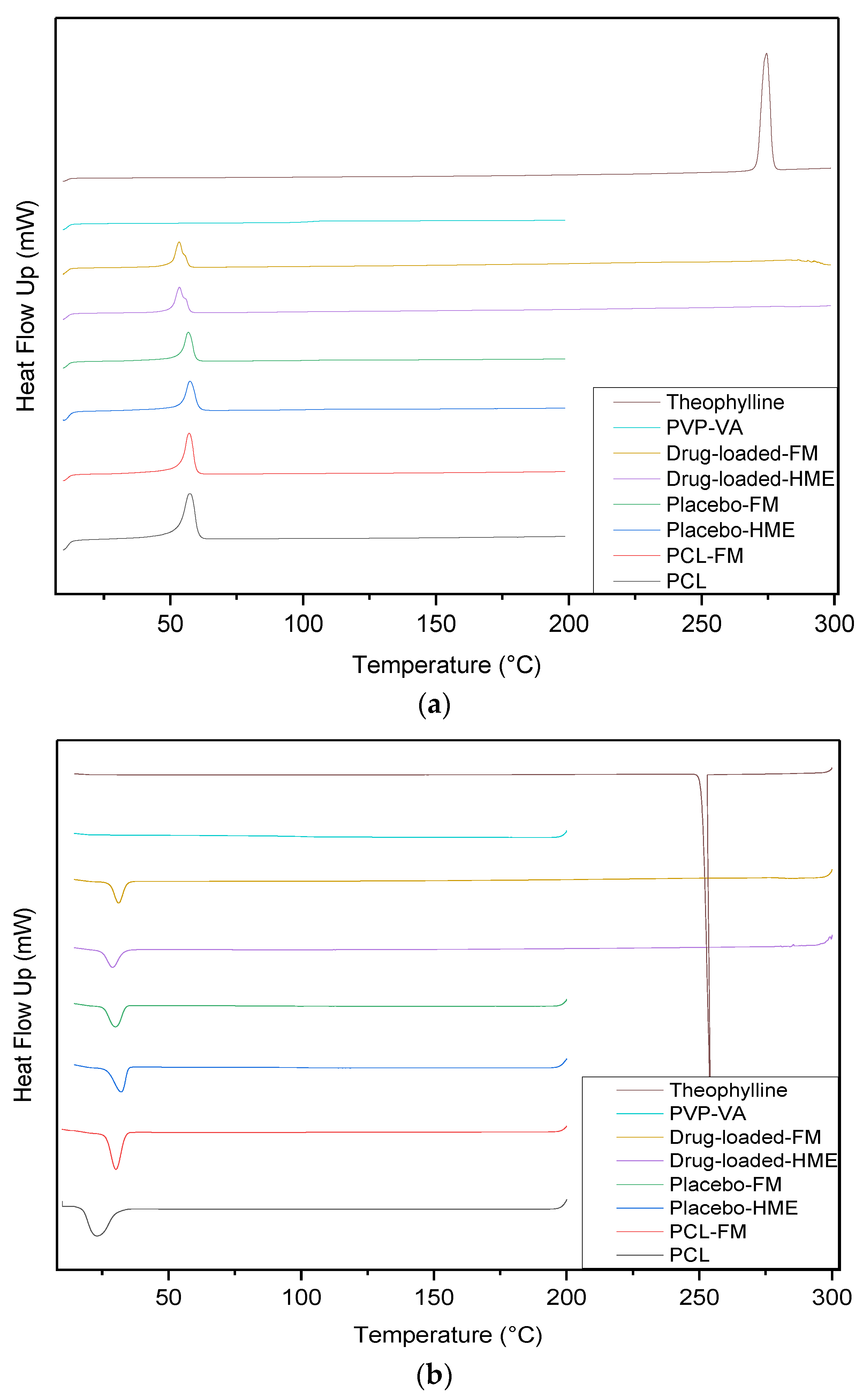
2.7. Differential Scanning Calorimetry
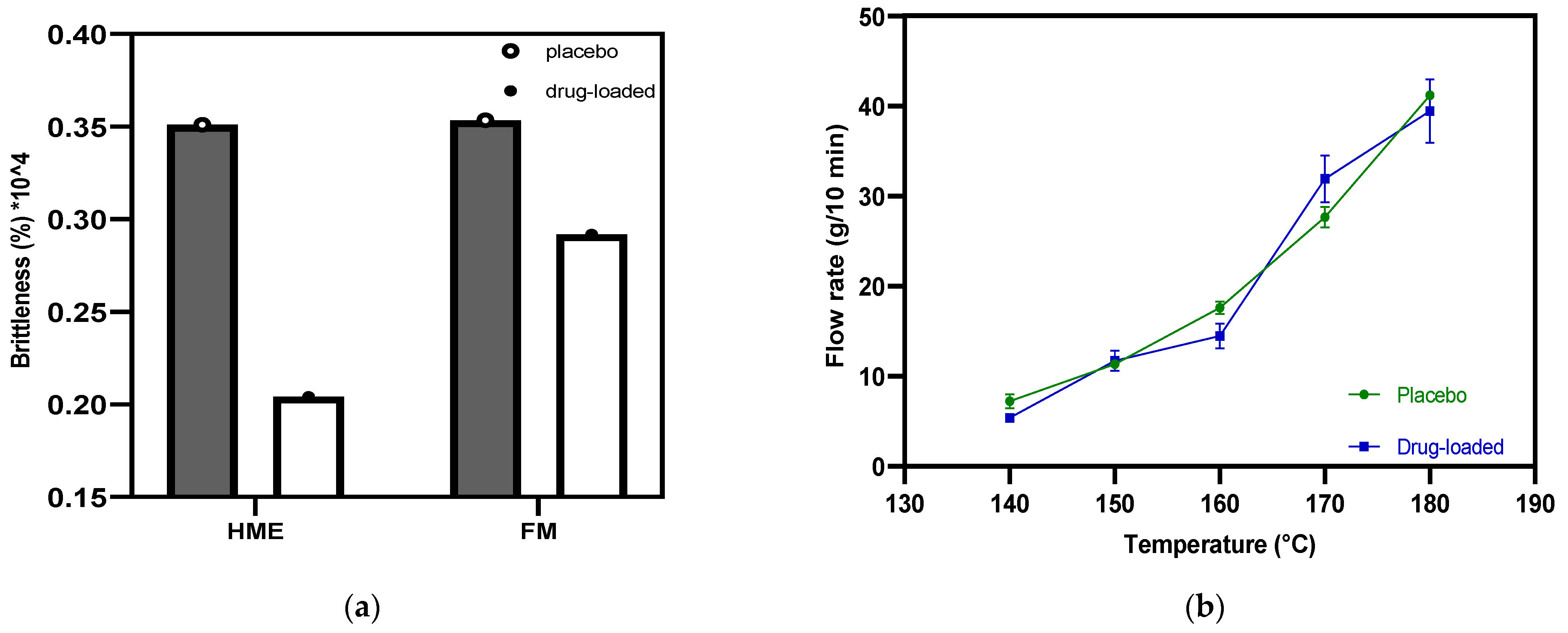
2.8. Filament Brittleness
2.9. Tablet Hardness
2.10. Tablet Friability
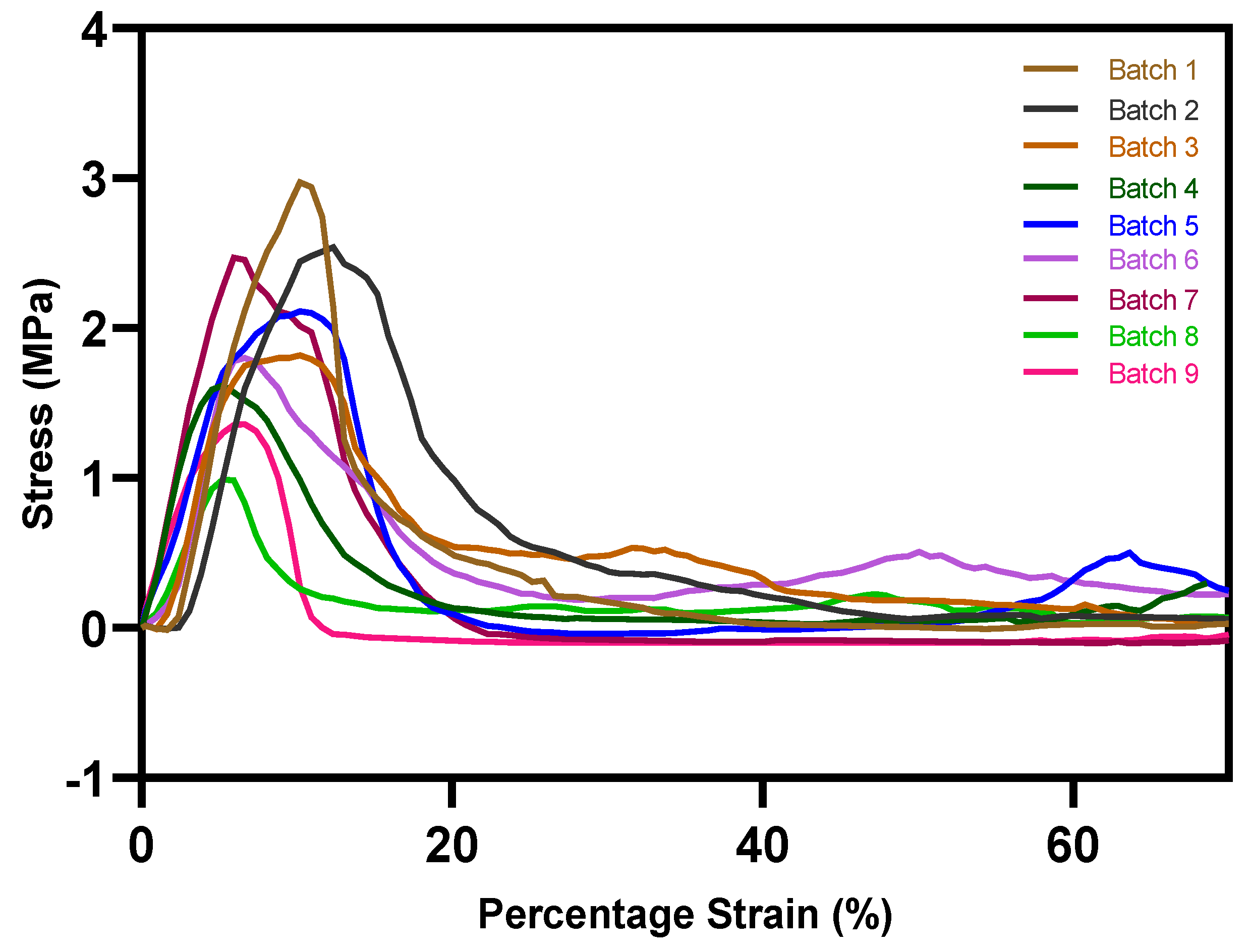
2.11. Tablet Layer Adhesion Test
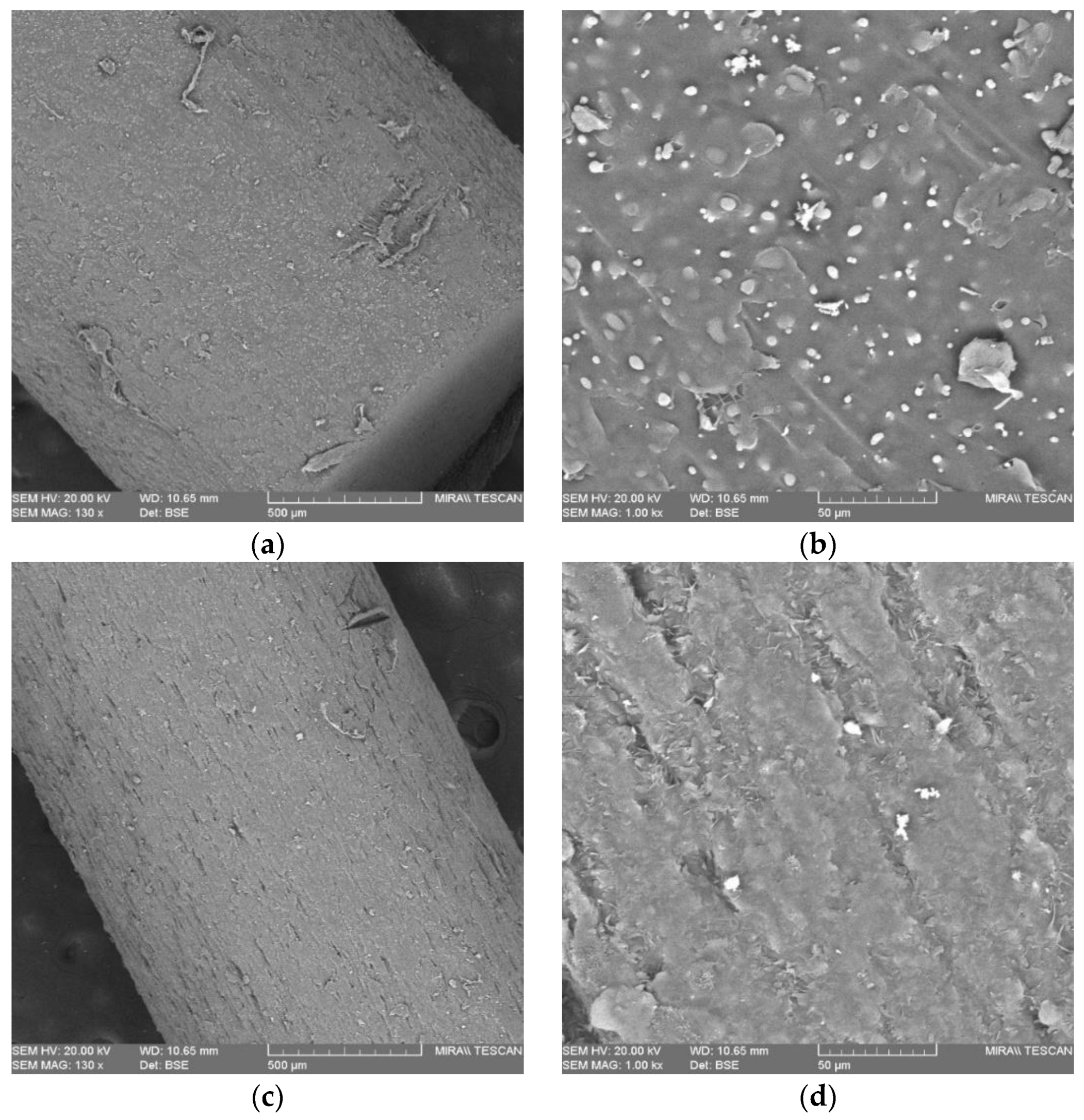
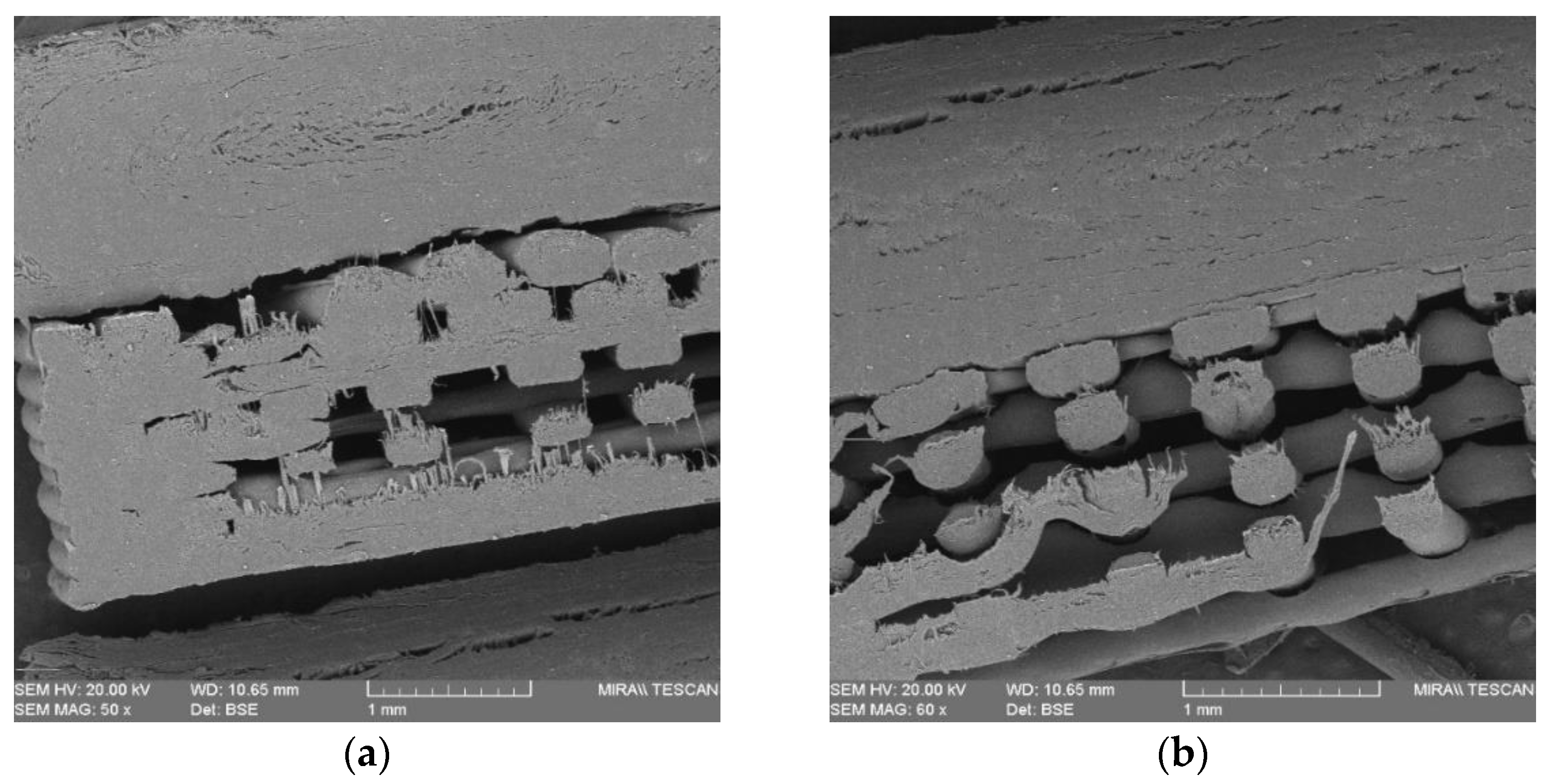
2.12. Scanning Electron Microscopy
2.13. Drug Release Studies
2.14. Statistical Analysis
3. Results and Discussion
3.1. Hot-Melt Extrusion for Drug-Polymer Blend and Filament Production by Filament Maker
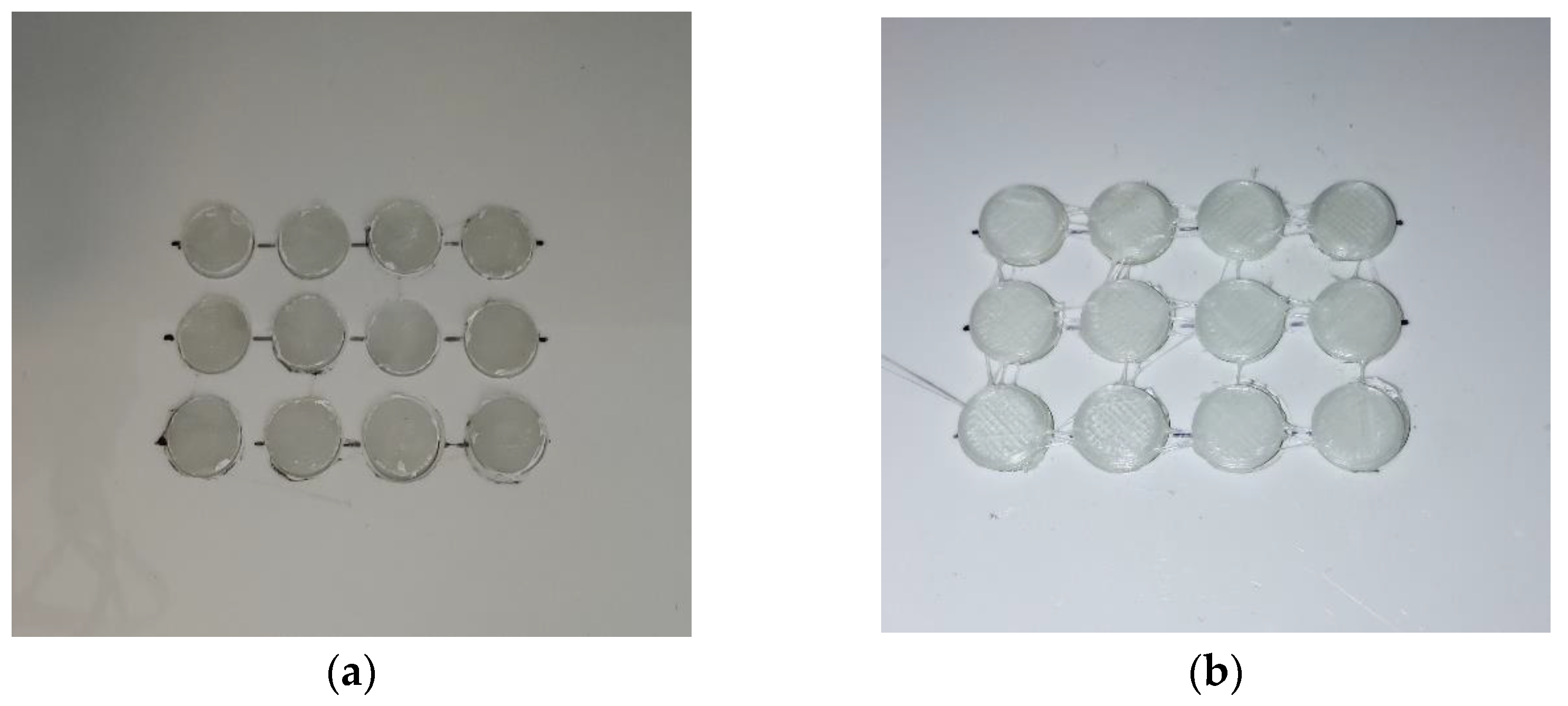
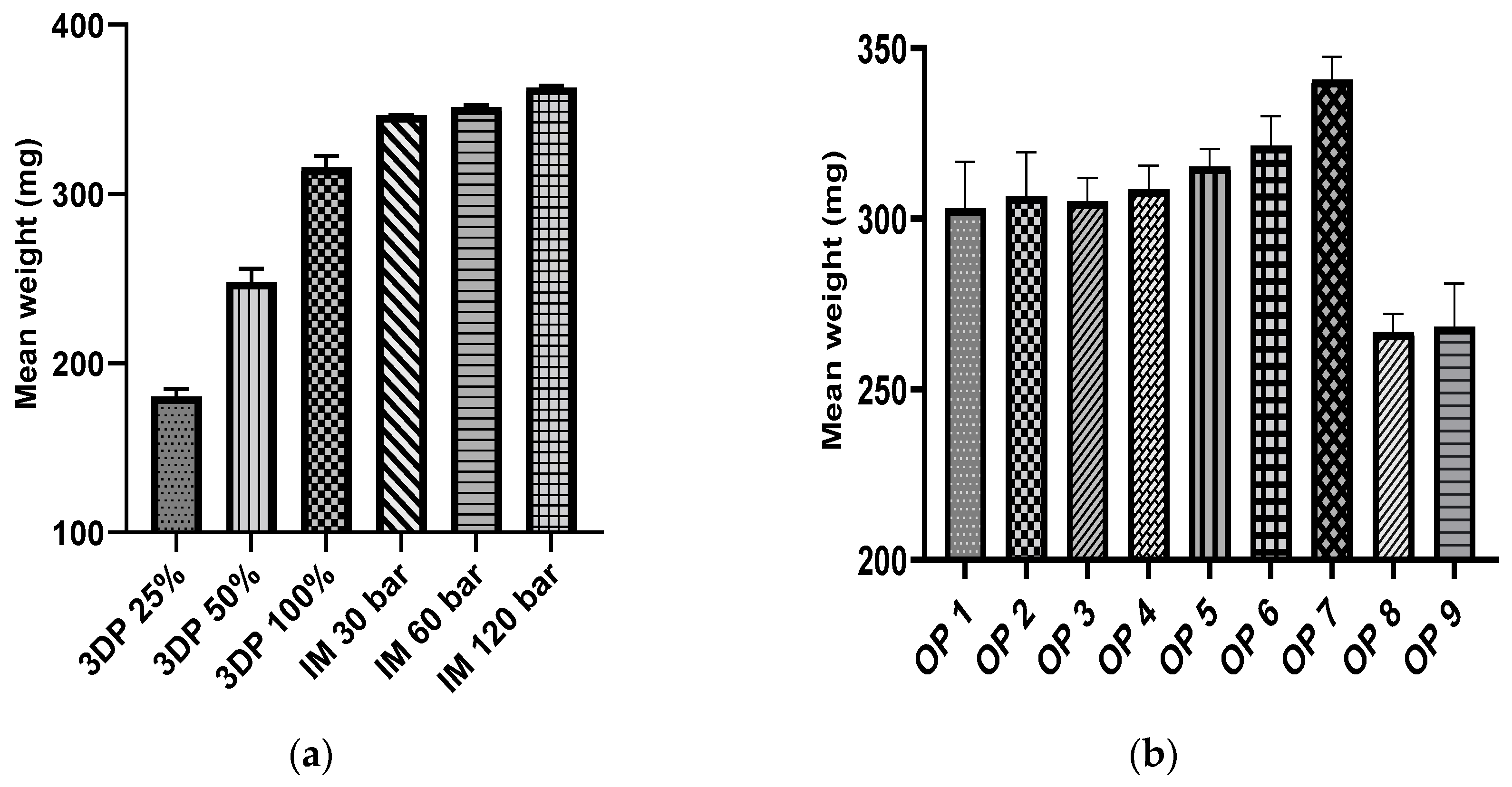
3.2. Overprinting Tablet Production and Testing
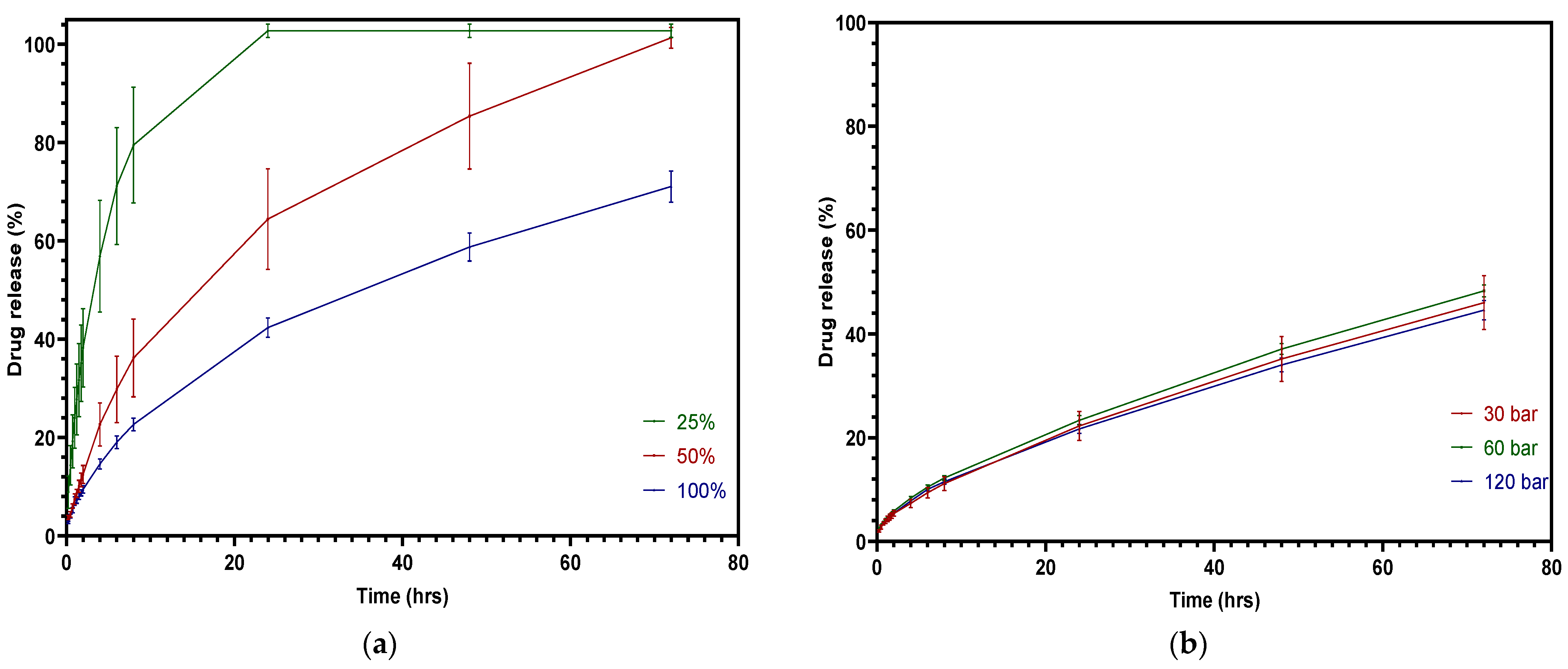
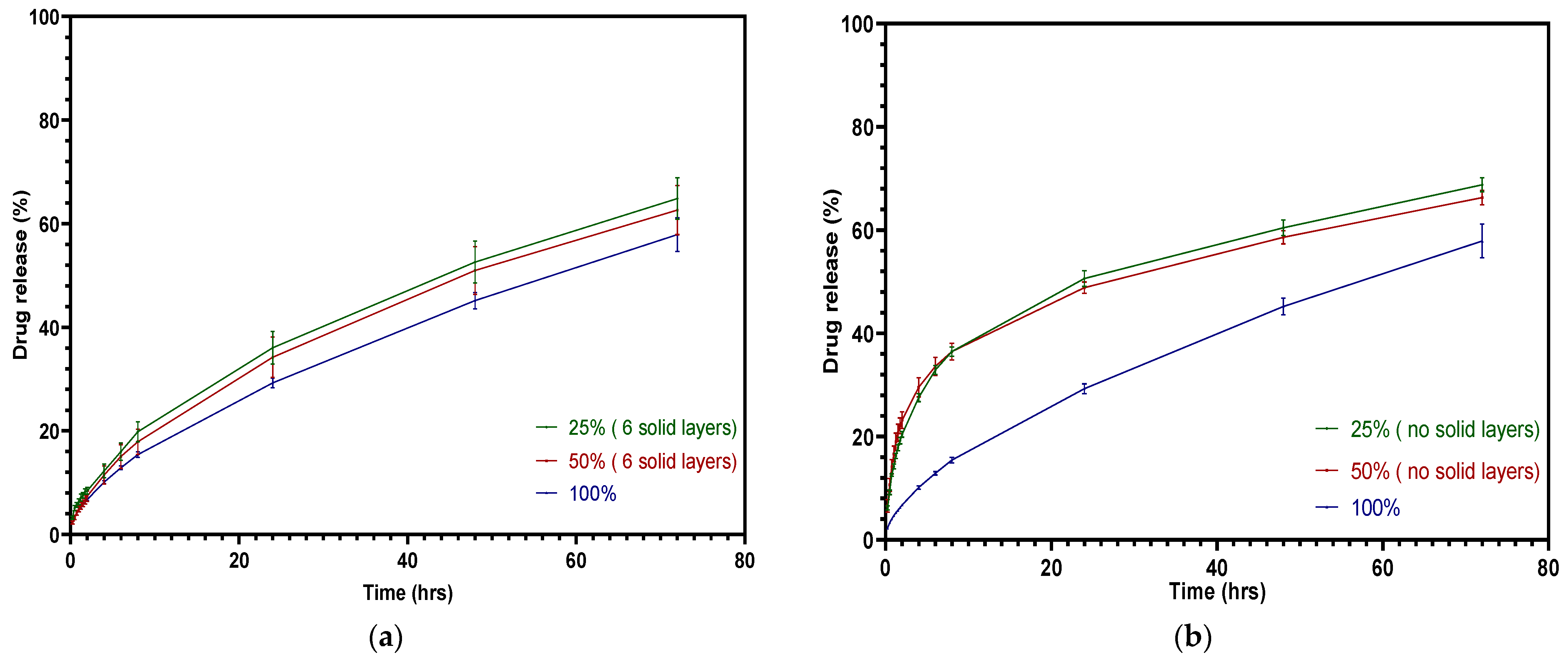
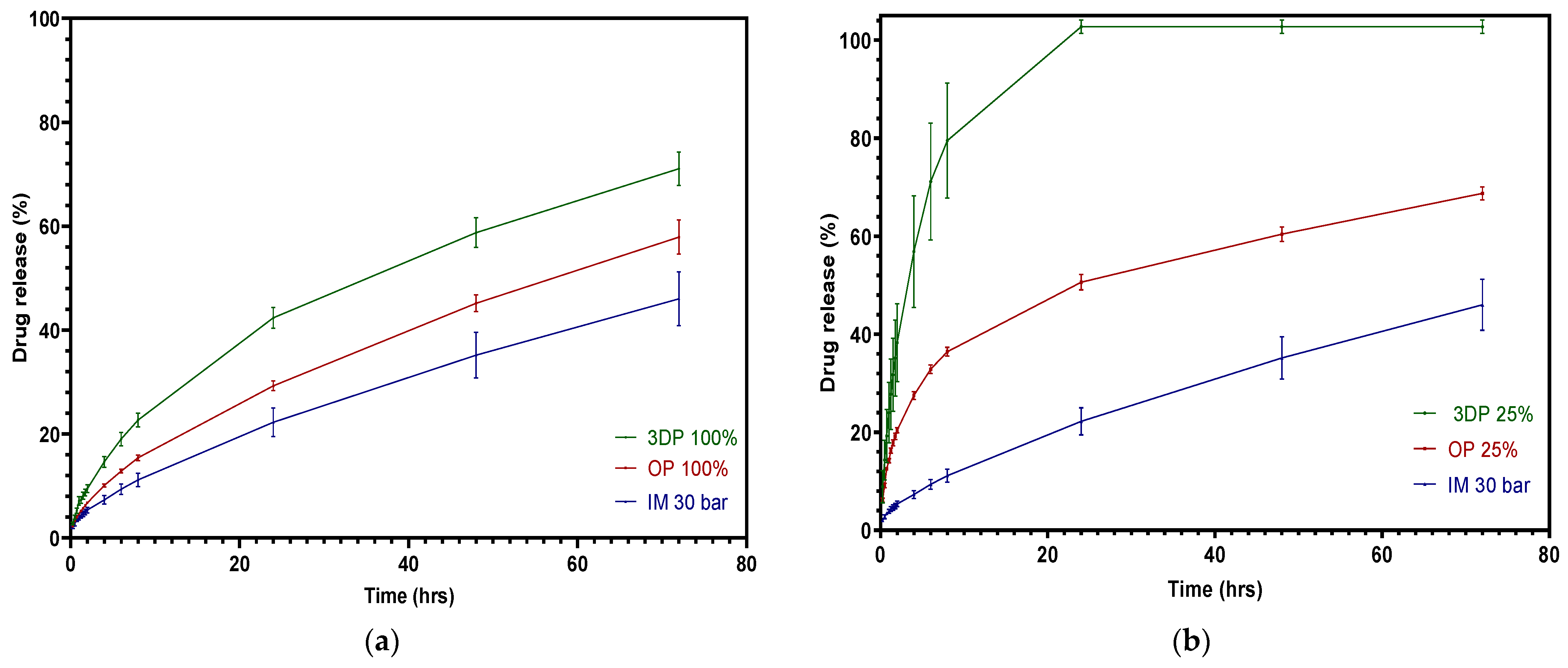
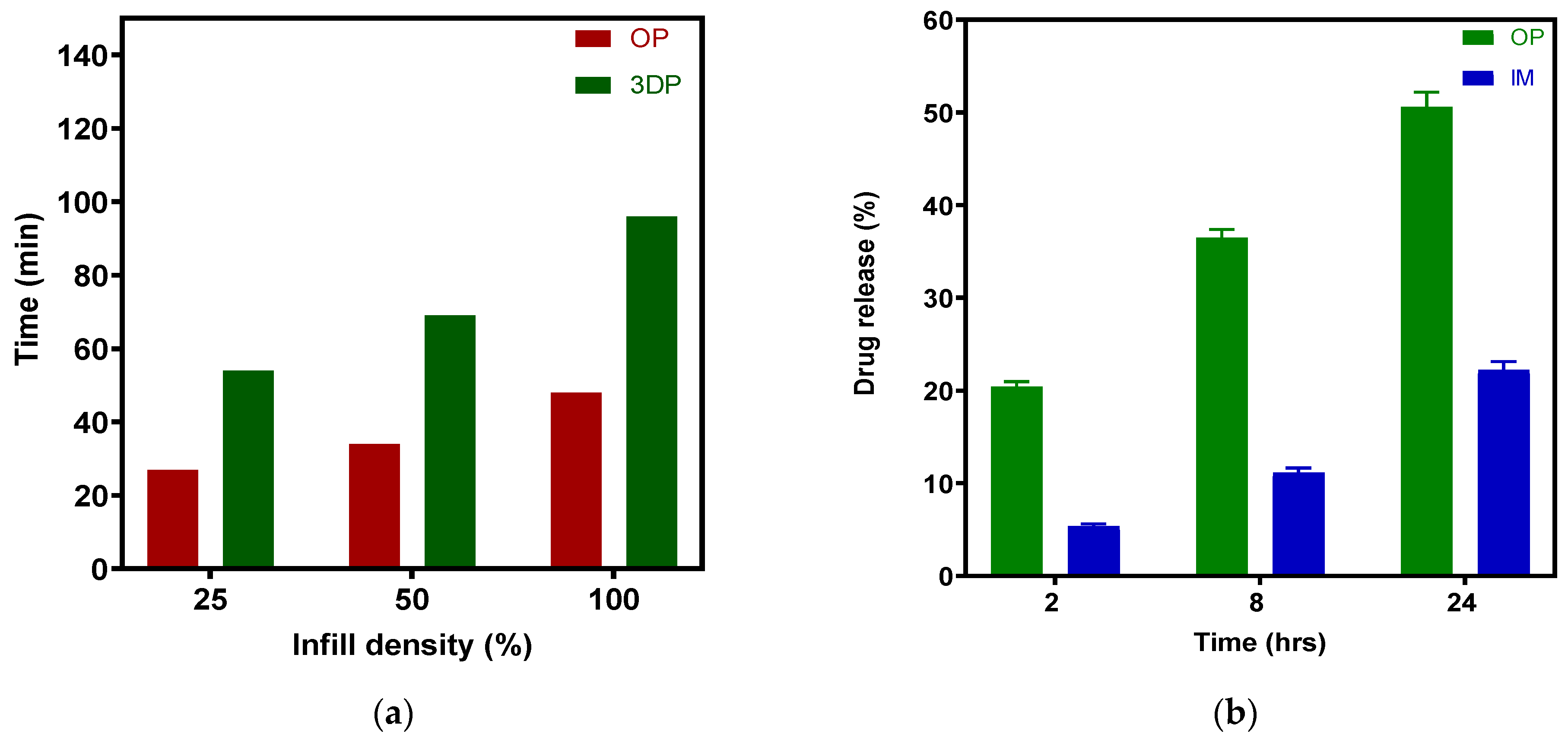
3.3. Drug Dissolution Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bogdahn, M.; Torner, J.; Krause, J.; Grimm, M.; Weitschies, W. Influence of the Geometry of 3D Printed Solid Oral Dosage Forms on Their Swallowability. Eur. J. Pharm. Biopharm. 2021, 167, 65–72. [Google Scholar] [CrossRef]
- Trivedi, M.; Jee, J.; Silva, S.; Blomgren, C.; Pontinha, V.M.; Dixon, D.L.; van Tassel, B.; Bortner, M.J.; Williams, C.; Gilmer, E.; et al. Additive Manufacturing of Pharmaceuticals for Precision Medicine Applications: A Review of the Promises and Perils in Implementation. Addit. Manuf. 2018, 23, 319–328. [Google Scholar] [CrossRef]
- Krueger, L.; Miles, J.A.; Popat, A. 3D Printing Hybrid Materials Using Fused Deposition Modelling for Solid Oral Dosage Forms. J. Control. Release 2022, 351, 444–455. [Google Scholar] [CrossRef]
- Sun, W.; Lee, J.; Zhang, S.; Benyshek, C.; Dokmeci, M.R.; Khademhosseini, A. Engineering Precision Medicine. Adv. Sci. 2019, 6, 1801039. [Google Scholar] [CrossRef]
- Clish, C.B. Metabolomics: An Emerging but Powerful Tool for Precision Medicine. Mol. Case Stud. 2015, 1, a000588. [Google Scholar] [CrossRef]
- Pietrzak, K.; Isreb, A.; Alhnan, M.A. A Flexible-Dose Dispenser for Immediate and Extended Release 3D Printed Tablets. Eur. J. Pharm. Biopharm. 2015, 96, 380–387. [Google Scholar] [CrossRef]
- Khaled, S.A.; Alexander, M.R.; Wildman, R.D.; Wallace, M.J.; Sharpe, S.; Yoo, J.; Roberts, C.J. 3D Extrusion Printing of High Drug Loading Immediate Release Paracetamol Tablets. Int. J. Pharm. 2018, 538, 223–230. [Google Scholar] [CrossRef]
- Dores, F.; Kuźmińska, M.; Soares, C.; Bohus, M.; Shervington, L.A.; Habashy, R.; Pereira, B.C.; Peak, M.; Isreb, A.; Alhnan, M.A. Temperature and Solvent Facilitated Extrusion Based 3D Printing for Pharmaceuticals. Eur. J. Pharm. Sci. 2020, 152, 105430. [Google Scholar] [CrossRef]
- Isreb, A.; Baj, K.; Wojsz, M.; Isreb, M.; Peak, M.; Alhnan, M.A. 3D Printed Oral Theophylline Doses with Innovative ‘Radiator-like’ Design: Impact of Polyethylene Oxide (PEO) Molecular Weight. Int. J. Pharm. 2019, 564, 98–105. [Google Scholar] [CrossRef]
- Ayyoubi, S.; Cerda, J.R.; Fernández-García, R.; Knief, P.; Lalatsa, A.; Healy, A.M.; Serrano, D.R. 3D Printed Spherical Mini-Tablets: Geometry versus Composition Effects in Controlling Dissolution from Personalised Solid Dosage Forms. Int. J. Pharm. 2021, 597, 120336. [Google Scholar] [CrossRef]
- Goyanes, A.; Buanz, A.B.M.; Basit, A.W.; Gaisford, S. Fused-Filament 3D Printing (3DP) for Fabrication of Tablets. Int. J. Pharm. 2014, 476, 88–92. [Google Scholar] [CrossRef]
- Alhijjaj, M.; Belton, P.; Qi, S. An Investigation into the Use of Polymer Blends to Improve the Printability of and Regulate Drug Release from Pharmaceutical Solid Dispersions Prepared via Fused Deposition Modeling (FDM) 3D Printing. Eur. J. Pharm. Biopharm. 2016, 108, 111–125. [Google Scholar] [CrossRef] [PubMed]
- Kollamaram, G.; Croker, D.M.; Walker, G.M.; Goyanes, A.; Basit, A.W.; Gaisford, S. Low Temperature Fused Deposition Modeling (FDM) 3D Printing of Thermolabile Drugs. Int. J. Pharm. 2018, 545, 144–152. [Google Scholar] [CrossRef]
- Prasad, E.; Islam, M.T.; Goodwin, D.J.; Megarry, A.J.; Halbert, G.W.; Florence, A.J.; Robertson, J. Development of a Hot-Melt Extrusion (HME) Process to Produce Drug Loaded AffinisolTM 15LV Filaments for Fused Filament Fabrication (FFF) 3D Printing. Addit. Manuf. 2019, 29, 100776. [Google Scholar] [CrossRef]
- Konta, A.A.; García-Piña, M.; Serrano, D.R. Personalised 3D Printed Medicines: Which Techniques and Polymers Are More Successful? Bioengineering 2017, 4, 79. [Google Scholar] [CrossRef] [PubMed]
- Zema, L.; Loreti, G.; Melocchi, A.; Maroni, A.; Gazzaniga, A. Injection Molding and Its Application to Drug Delivery. J. Control. Release 2012, 159, 324–331. [Google Scholar] [CrossRef]
- Fuenmayor, E.; O’Donnell, C.; Gately, N.; Doran, P.; Devine, D.M.; Lyons, J.G.; McConville, C.; Major, I. Mass-Customization of Oral Tablets via the Combination of 3D Printing and Injection Molding. Int. J. Pharm. 2019, 569, 118611. [Google Scholar] [CrossRef]
- Major, I.; Fuenmayor, E.; McConville, C. The Production of Solid Dosage Forms from Non-Degradable Polymers. Curr. Pharm. Des. 2016, 22, 2738–2760. [Google Scholar] [CrossRef]
- Boros, R.; Kannan Rajamani, P.; Kovács, J.G. Combination of 3D Printing and Injection Molding: Overmolding and Overprinting. Express Polym. Lett. 2019, 13, 889–897. [Google Scholar] [CrossRef]
- Rajamani, P.K.; Ageyeva, T.; Kovács, J.G. Personalized Mass Production by Hybridization of Additive Manufacturing and Injection Molding. Polymers 2021, 13, 309. [Google Scholar] [CrossRef]
- Gong, K.; Liu, H.; Huang, C.; Cao, Z.; Fuenmayor, E.; Major, I. Hybrid Manufacturing of Acrylonitrile Butadiene Styrene (ABS) via the Combination of Material Extrusion Additive Manufacturing and Injection Molding. Polymers 2022, 14, 5093. [Google Scholar] [CrossRef]
- Gong, K.; Liu, H.; Huang, C.; Jiang, Q.; Xu, H.; Cao, Z.; Fuenmayor, E.; Major, I. Mass Customization of Polylactic Acid (PLA) Parts via a Hybrid Manufacturing Process. Polymers 2022, 14, 5413. [Google Scholar] [CrossRef]
- Aliyeva, N.; Sas, H.S.; Saner Okan, B. Recent Developments on the Overmolding Process for the Fabrication of Thermoset and Thermoplastic Composites by the Integration of Nano/Micron-Scale Reinforcements. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106525. [Google Scholar] [CrossRef]
- Budiyantoro, C.; Rochardjo, H.S.B.; Nugroho, G. Overmolding of Hybrid Long and Short Carbon Fiber Polypropylene Composite: Optimizing Processing Parameters. J. Manuf. Mater. Process. 2021, 5, 132. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Tarba, C.; Laptoiu, D. Fast Production of Customized Three-Dimensional-Printed Hand Splints. Rapid. Prototyp. J. 2020, 26, 134–144. [Google Scholar] [CrossRef]
- Gardiner, G. Overmolding Expands PEEK’s Range in Composites. CompositesWorld. Available online: https://www.compositesworld.com/articles/overmolding-expands-peeks-range-in-composites (accessed on 7 January 2015).
- Holmes, M. Aerospace Looks to Composites for Solutions. Reinf. Plast. 2017, 61, 237–241. [Google Scholar] [CrossRef]
- Brostow, W.; Hagg Lobland, H.E.; Narkis, M. Sliding Wear, Viscoelasticity, and Brittleness of Polymers. J. Mater. Res. 2006, 21, 2422–2428. [Google Scholar] [CrossRef]
- Busignies, V.; Mazel, V.; Diarra, H.; Tchoreloff, P. Development of a New Test for the Easy Characterization of the Adhesion at the Interface of Bilayer Tablets: Proof-of-Concept Study by Experimental Design. Int. J. Pharm. 2014, 477, 476–484. [Google Scholar] [CrossRef]
- Fuenmayor, E.; Forde, M.; Healy, A.; Devine, D.; Lyons, J.; Mcconville, C.; Major, I. Material Considerations for Fused-Filament Fabrication of Solid Dosage Forms. Pharmaceutics 2018, 10, 44. [Google Scholar] [CrossRef]
- Fuenmayor, E.; Forde, M.; Healy, A.V.; Devine, D.M.; Lyons, J.G.; McConville, C.; Major, I. Comparison of Fused-Filament Fabrication to Direct Compression and Injection Molding in the Manufacture of Oral Tablets. Int. J. Pharm. 2019, 558, 328–340. [Google Scholar] [CrossRef] [Green Version]
- El-Bagory, I.; Barakat, N.; Ibrahim, M.A.; El-Enazi, F. Formulation and in Vitro Evaluation of Theophylline Matrix Tablets Prepared by Direct Compression: Effect of Polymer Blends. Saudi. Pharm. J. 2012, 20, 229–238. [Google Scholar] [CrossRef]
- Kapoor, D.; Maheshwari, R.; Verma, K.; Sharma, S.; Ghode, P.; Tekade, R.K. Chapter 14—Coating Technologies in Pharmaceutical Product Development. In Drug Delivery Systems; Tekade, R.K., Ed.; Academic Press: Cambridge, MA, USA, 2020; pp. 665–719. ISBN 978-0-12-814487-9. [Google Scholar]
- Cardona, C.; Curdes, A.H.; Isaacs, A.J. Effects of Filament Diameter Tolerances in Fused Filament Fabrication. IU J. Undergrad. Res. 2016, 2, 44–47. [Google Scholar] [CrossRef]
- Gottschalk, N.; Bogdahn, M.; Harms, M.; Quodbach, J. Brittle Polymers in Fused Deposition Modeling: An Improved Feeding Approach to Enable the Printing of Highly Drug Loaded Filament. Int. J. Pharm. 2021, 597, 120216. [Google Scholar] [CrossRef]
- Nasereddin, J.M.; Wellner, N.; Alhijjaj, M.; Belton, P.; Qi, S. Development of a Simple Mechanical Screening Method for Predicting the Feedability of a Pharmaceutical FDM 3D Printing Filament. Pharm. Res. 2018, 35, 151. [Google Scholar] [CrossRef]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the Melt Flow Index Be Used to Predict the Success of Fused Deposition Modelling of Commercial Poly(Lactic Acid) Filaments into 3D Printed Materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Elbadawi, M. Rheological and Mechanical Investigation into the Effect of Different Molecular Weight Poly(Ethylene Glycol)s on Polycaprolactone-Ciprofloxacin Filaments. ACS Omega 2019, 4, 5412–5423. [Google Scholar] [CrossRef]
- Than, Y.M.; Titapiwatanakun, V. Tailoring Immediate Release FDM 3D Printed Tablets Using a Quality by Design (QbD) Approach. Int. J. Pharm. 2021, 599, 120402. [Google Scholar] [CrossRef]
- Silva, I.A.; Lima, A.L.; Gratieri, T.; Gelfuso, G.M.; Sa-Barreto, L.L.; Cunha-Filho, M. Compatibility and Stability Studies Involving Polymers Used in Fused Deposition Modeling 3D Printing of Medicines. J. Pharm. Anal. 2021, 12, 424–435. [Google Scholar] [CrossRef]
- Vo, A.Q.; Feng, X.; Morott, J.T.; Pimparade, M.B.; Tiwari, R.V.; Zhang, F.; Repka, M.A. A Novel Floating Controlled Release Drug Delivery System Prepared by Hot-Melt Extrusion. Eur. J. Pharm. Biopharm. 2016, 98, 108–121. [Google Scholar] [CrossRef]
- Censi, R.; Gigliobianco, M.R.; Casadidio, C.; di Martino, P. Hot Melt Extrusion: Highlighting Physicochemical Factors to Be Investigated While Designing and Optimizing a Hot Melt Extrusion Process. Pharmaceutics 2018, 10, 89. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Wang, J.; Yang, C.; Du, K.; Zhu, W.; Zhang, X. Effect of Process Parameters on Repeatability Precision of Weight for Microinjection Molding Products. Adv. Polym. Technol. 2019, 2019, 2604878. [Google Scholar] [CrossRef]
- Cailleaux, S.; Sanchez-Ballester, N.M.; Gueche, Y.A.; Bataille, B.; Soulairol, I. Fused Deposition Modeling (FDM), the New Asset for the Production of Tailored Medicines. J. Control. Release 2021, 330, 821–841. [Google Scholar] [CrossRef]
- Hwisa, N.T.; Adiki, S.K.; Katakam, P.; Chandu, B.R. Design of Dissolution Media for In-Vitro Bioequivalence Testing of Lamivudine. J. Appl. Pharm. Sci. 2013, 3, 106–110. [Google Scholar] [CrossRef]
- Eggenreich, K.; Windhab, S.; Schrank, S.; Treffer, D.; Juster, H.; Steinbichler, G.; Laske, S.; Koscher, G.; Roblegg, E.; Khinast, J.G. Injection Molding as a One-Step Process for the Direct Production of Pharmaceutical Dosage Forms from Primary Powders. Int. J. Pharm. 2016, 505, 341–351. [Google Scholar] [CrossRef]
- Abudula, T.; Gauthaman, K.; Mostafavi, A.; Alshahrie, A.; Salah, N.; Morganti, P.; Chianese, A.; Tamayol, A.; Memic, A. Sustainable Drug Release from Polycaprolactone Coated Chitin-Lignin Gel Fibrous Scaffolds. Sci. Rep. 2020, 10, 20428. [Google Scholar] [CrossRef]
- Masood, S.H. Application of Fused Deposition Modelling in Controlled Drug Delivery Devices. Assem. Autom. 2007, 27, 215–221. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PVP-VA (%) | PCL (%) | Theophylline (%) |
|---|---|---|
| 40 | 60 | - |
| 36 | 54 | 10 |
| IM Processing Parameters | |
|---|---|
| Shot Size (mm) | 15 |
| Cooling Time (s) | 70 |
| 1st Injection Pressure (bar) | 30/60/120 |
| 2nd injection pressure (bar) | 20/40/100 |
| 1st Pressure Time (s) | 2 |
| 2nd Pressure time (s) | 6 |
| 2nd Pressure setting (mm) | 6 |
| Decompression (mm) | 4 |
| Injection Speed (%) | 75% |
| 2nd Injection Speed (%) | 40% |
| 2nd Speed Point (mm) | 4 |
| Batch Number | 3DP Infill Percentage (%) | 3DP Raster Angle (°) | IM Injection Pressure (Bar) |
|---|---|---|---|
| 1 | 25 | 45/−45 | 30 |
| 2 | 25 | 60/−60 | 30 |
| 3 | 25 | 75/−75 | 30 |
| 4 | 25 | 45/−45 | 60 |
| 5 | 25 | 45/−45 | 120 |
| 6 | 50 | 45/−45 | 30 |
| 7 | 100 | 45/−45 | 30 |
| 8 | 25 | 45/−45 | - |
| 9 | 50 | 45/−45 | - |
| 10 | 100 | 45/−45 | - |
| 11 | - | - | 30 |
| 12 | - | - | 60 |
| 13 | - | - | 120 |
| Sample | Glass Transition (°C) | Melting (°C) | Crystallization (°C) |
|---|---|---|---|
| PVP-VA | 104.6 | - | - |
| PCL | - | 57.3 | 23.0 |
| PCL-FM | - | 57.1 | 30.1 |
| Theophylline | - | 274.5 | 253.9 |
| Placebo-HME | 103.8 | 57.4 | 32.2 |
| Placebo-FM | 103.8 | 56.7 | 29.9 |
| Drug-loaded-HME | - | 53.4 | 28.9 |
| Drug-loaded-FM | - | 53.5 | 31.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, H.; Ebrahimi, F.; Gong, K.; Cao, Z.; Fuenmayor, E.; Major, I. Hybrid Manufacturing of Oral Solid Dosage Forms via Overprinting of Injection-Molded Tablet Substrates. Pharmaceutics 2023, 15, 507. https://doi.org/10.3390/pharmaceutics15020507
Xu H, Ebrahimi F, Gong K, Cao Z, Fuenmayor E, Major I. Hybrid Manufacturing of Oral Solid Dosage Forms via Overprinting of Injection-Molded Tablet Substrates. Pharmaceutics. 2023; 15(2):507. https://doi.org/10.3390/pharmaceutics15020507
Chicago/Turabian StyleXu, Han, Farnoosh Ebrahimi, Ke Gong, Zhi Cao, Evert Fuenmayor, and Ian Major. 2023. "Hybrid Manufacturing of Oral Solid Dosage Forms via Overprinting of Injection-Molded Tablet Substrates" Pharmaceutics 15, no. 2: 507. https://doi.org/10.3390/pharmaceutics15020507
APA StyleXu, H., Ebrahimi, F., Gong, K., Cao, Z., Fuenmayor, E., & Major, I. (2023). Hybrid Manufacturing of Oral Solid Dosage Forms via Overprinting of Injection-Molded Tablet Substrates. Pharmaceutics, 15(2), 507. https://doi.org/10.3390/pharmaceutics15020507