2. Materials and Methods
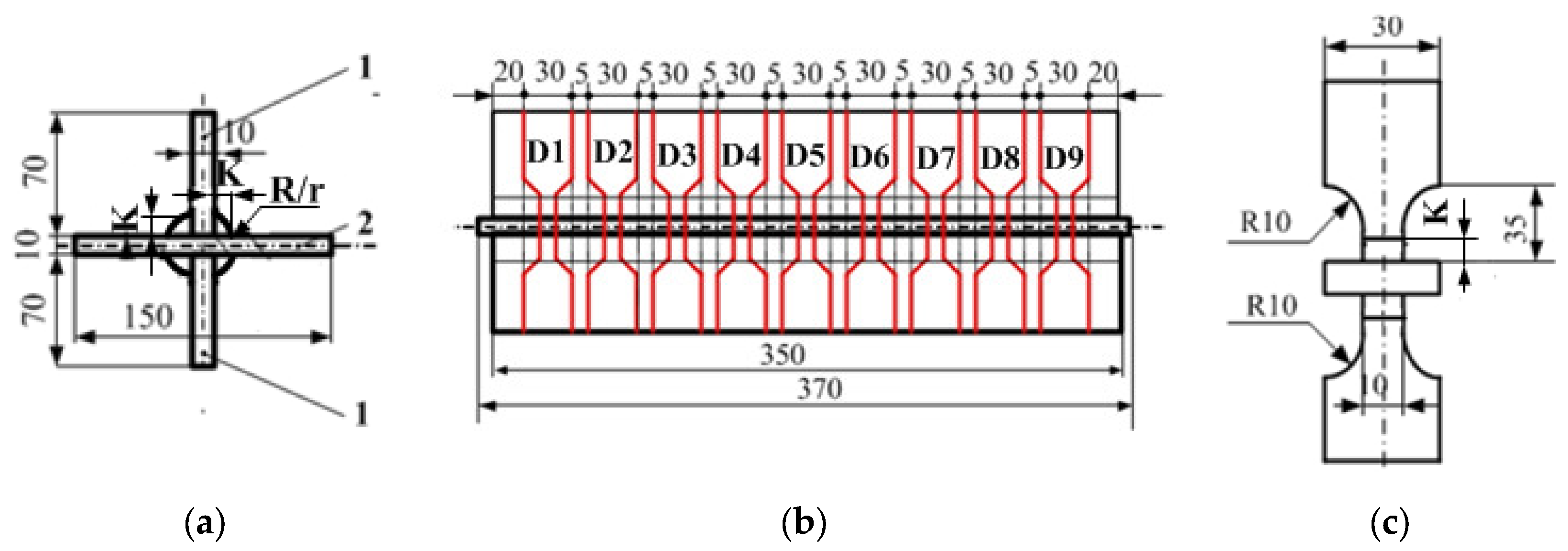
The object of the study presented in this paper is the cruciform fillet welded sample marked with D. The cruciform fillet welded sample marked with D, as we can see from
Figure 2 is made from two vertical plates and a horizontal one, all welded by using the shielded gas welding procedure, with full wire and three welded rows in horizontal position. The cruciform fillet welded sample marked with D is shown as shape and dimensions in
Figure 2. The dimensions of the cruciform fillet welded sample marked with D, presented in
Figure 2, are expressed in millimetres.
The material from which the cruciform fillet welded sample D is made is a high-strength low-alloy steel (HSLA).This material is a type of steel alloy that provides better mechanical properties or greater resistance to corrosion than carbon steel. HSLA steels vary from other steels in that they are not made to meet a specific chemical composition but rather specific mechanical properties. They have a carbon content between 0.05–0.25% to retain formability and weldability. Other alloying elements include up to 2.0% manganese and small quantities of copper, nickel, niobium, nitrogen, vanadium, chromium, molybdenum, titanium, calcium, rare earth elements, or zirconium. Copper, titanium, vanadium and niobium are added for strengthening purposes. These elements are intended to alter the microstructure of carbon steels, which are usually a ferrite-pearlite aggregate, to produce a very fine dispersion of alloy carbides in an almost pure ferrite matrix. This eliminates the toughness-reducing effect of a pearlite volume fraction yet maintains and increases the material’s strength by refining the grain size, which in the case of ferrite increases yield strength by 50% for every halving of the mean grain diameter. Precipitation strengthening plays a minor role, too. Their yield strengths can be anywhere between 250–590 megapascals (36,000–86,000 psi). Because of their higher strength and toughness HSLA steels usually require 25 to 30% more power to form, as compared to carbon steels.
Copper, silicon, nickel, chromium and phosphorus are added to increase corrosion resistance. Zirconium, calcium and rare earth elements are added for the sulphide-inclusion shape control which increases formability. These are needed because most HSLA steels have directionally sensitive properties. Formability and impact strength can vary significantly when tested longitudinally and transversely to the grain. Bends that are parallel to the longitudinal grain are more likely to crack around the outer edge because it experiences tensile loads. This directional characteristic is substantially reduced in HSLA steels that have been treated for the sulphide shape control.
HSLA are used in cars, trucks, cranes, bridges, roller coasters and other structures that are designed to handle large amounts of stress or need a good strength-to-weight ratio. HSLA steel cross-sections and structures are usually 20 to 30% lighter than a carbon steel with the same strength.
HSLA steels are also more resistant to rust than most carbon steels because of their lack of pearlite—the fine layers of ferrite (almost pure iron) and cementite in pearlite. HSLA steels usually have densities of around 7800 kg/m3.
The chemical composition for the 945 A HSLA steel is presented in
Table 1.
The mechanical properties for the 945 A HSLA steel are presented in
Table 2.
Nine specimens marked with D1-D9 were cut from welding sample D, as we can see in
Figure 2b. The specimens marked with D1, D4 and D7 have been used for static traction tests until fracture, the other specimens marked with D2, D3, D5, D6, D8 and D9 have been used for fatigue tests. Those two rehabilitation techniques, the “welding toe grinding” and “WIG re-melting welding toe” were applied before static and fatigue tests were carried out, as follows: D2 and D3 are specimens with no rehabilitation techniques applied, D5 and D6 are specimens on which the “grinding weld toe” rehabilitation technique is applied and D8 and D9 are the specimens with the “WIG re-melting welding toe” rehabilitation technique applied. Both the static and fatigue specimens were obtained by the mechanical cutting from the cruciform fillet welded sample D of the strips with 30 mm widths, as seen in
Figure 2b. After the mechanical cutting, the vertical plates of the joint will be milled to reduce the width in the welded area from 30 to 10 mm, as shown in
Figure 2c. The reducing of the cross-section was done in order to guide both the static traction and the fatigue fracture in the area of the welding seam or its heat affected zone HAZ. It is noticed that the cross section is not reduced sharply from 30 to 20 mm and milling is done with a radius connection R = 10 mm, in order not to introduce additional stress concentrators.
The filler material used for the GMAW welding procedure of the welding sample D is ER 70S-3in accordance with the specifications of ANSI/AWS A5.18.Yielding almost a slag free quality weld deposit on most steels provides an excellent welder satisfaction for post weld clean up. Some typical application includes structural steel, steel buildings, auto frames, sheet metal, ships, barges, railcars, trailers, ornamental iron, furniture storage bins, earthmoving and farm equipment.
The welding parameters for our application using GMAW procedures with spray arc regime is presented in
Table 3. We used for gas protection, 100% CO
2.
The welding regime parameters used for welding the sample marked with D are presented in
Table 3, where Is is the intensity of the welding current, Ua is the voltage, ts is the welding time, Lc is the seam length, Vs is the welding speed, Vas is the wire feed speed and El is the linear energy.
Typical wire chemistry is presented in
Table 4, the weld metal properties are shown in
Table 5, the CO
2 emissions resulted after welding depending on the welding process used are presented, in
Table 6.
For the fatigue and tensile tests, we used the LVF 100-FM machine, with the following technical features: maximum static load + /− 100 KN; maximum dynamic load + /− 100 KN; maximum working frequency 50 Hz; piston stroke 100 mm; distance between gripping devices 1200 mm; overall dimensions WxDxH 900 × 600 × 2510 mm; weight about 830 Kg; pump flow 44 L/min/200 bar.
The fatigue tests are made according to the data of the experimental plan presented in
Table 7.
In the case of the technological process of manufacturing the structural elements that make up the bridge, we must also take into account the pollution introduced into the environment when elaborating the basic materials from which the structural elements of the bridge are made. The emissions and the polluting products result from the elaboration of a ton of steel are shown in
Table 8. These data were taken from the literature [
27].
The material from which the product is made is the most important element in terms of the environmental impact because the material preparation is the most polluting stage in the technological path of a product. Therefore, in order to make it possible to calculate the coefficient of pollution introduced at this stage, we have to take into account more knowledge.
Besides the mechanical resistance characteristics, the material must also exhibit very good resistance against external chemical agents, different in nature, concentration and way of interacting with the metal.
Next, the methodology for calculating the coefficients of pollution for each stage of the technological process of manufacturing the bridge in welded constructions, the total coefficient of pollution and the calculation of the environmental quality indicator are presented below. The formula is taken from the literature [
27]. It goes without saying that in the eco-technological process of reconditioning many of the stages of the manufacturing process will be missing. In these missing stages, the stage coefficients of pollution will be null.
*The coefficient of pollution introduced by the semi-finished product Cps expressed in tons of emissions, can be calculated by relation 1, knowing the useful mass of the semi-finished product used to make the product.
where Q
ts is the total amount of pollutant introduced by the semi-finished product expressed in tons of emissions/ton of useful semi-finished product; Q
sa is the amount of substance that pollutes the air during the elaboration of the semi-finished product; Q
sl is the amount of substance polluting the water in the elaboration of the semi-finished product; Q
ss is the amount of substance polluting the soil in the elaboration of the semi-finished product and M
su is the useful mass of the semi-finished product, in tons.
Also, in the material and semi-finished product elaboration stage there is an acute pollution of the waters by the metallurgical pollutants present in the aqueous environment circumscribed to the technological contour. The most important pollutants are fog, aerosols and smog formation.
The coefficient of pollution introduced when supplying with raw materials C
pa, expressed in tons of emissions can be calculated by relation 2, where Q
pa is the amount of materials polluting the atmosphere and Q
ps is the amount of materials polluting the soil.
Air pollution and soil pollution are caused by NOx and various types of oils, greases and even fuels eliminated by the trucks that supply the raw materials. All the primary energy materials used for combustion contain carbon in the form of chemical combinations, which oxidize transforming into carbonic gas (CO2) or carbon oxide (CO) if the combustion is incomplete.
The distance travelled by the trucks to supply the raw material to the enterprise where the product is made is of 50 km.
The coefficient of pollution introduced for cleaning, pickling, degreasing C
pcd, expressed in tons of emissions, can be calculated by relation 3 in which Q
ptc is the total amount of the polluting substance in the cleaning, pickling, degreasing operation, Q
pca is the amount of the atmosphere pollutant which appears in the cleaning, pickling, degreasing and Mu represents the useful mass of the semi-finished-product or the semi-finished-piece.
The coefficient of pollution introduced by the mechanical processing Cpm, expressed in tons of emissions, is calculated by the relation 4,where Q
tpm is the total amount of polluting substance occurring in the mechanical processing, in tons of emissions/tons of product, Q
pma the amount of substance polluting the air that occurs in the mechanical processing, in tons of emissions/tons of product, Q
pml the amount of substance polluting the water that occurs in mechanical processing, in tons of emissions/tons of product, Q
pms the amount of substance polluting the soil occurring in the mechanical processing in tons of emissions/tons of product and M
u the amount of useful substance used to make the product, in tons.
The coefficient of pollution introduced by the products control and inspection noted with C
cp, expressed in Kilograms of emissions, can be calculated by relation 5 where Q
cp is the total amount of polluting substance occurring during the control or inspection operations, Q
pca the amount of substance polluting the air that occurs during the control or inspection process, Q
pcl the amount of substance polluting the water that occurs in the control or inspection process, O
pcs the amount of substance polluting the soil occurring during the control or inspection operations and M
u is the mass of the controlled substance in kg.
The coefficient of pollution introduced for recovery, recycling and reconditioning noted withC
prr, can be calculated by relation 6 where Q
tp is the total amount of polluting substance, expressed in emissions, kg of reconditioned, recycled substance, Q
pra the amount of substance polluting the air during the repair, reconditioning, recycling operations, in kg emissions/kg, Q
prl the amount of substance polluting the water during the repair, reconditioning, recycling operations, in kg emissions/kg, Q
prs the amount of substance polluting the soil during the repair, reconditioning, recycling operations, in kg emissions/kg, N
pr number of repaired, reconditioned, recycled products and M
ur is the useful material mass, resulted after repair, reconditioning, recycling, expressed in kg.
The other stages in the flow diagram of the technological process of making a product have a lower impact on the environment, some of them even having zero impact. Therefore, in order to capture their impact on environmental pollution as efficiently and conclusively as possible, we can have for the C
pax auxiliary coefficient of pollution, expressed in kilograms of emissions, the value given by expression (7), where C
pe is the coefficient of pollution introduced in the elaboration of the material from which the product is made.
Knowing the coefficients of pollution introduced at each stage of the technological process of making the product, we can determine the total coefficient of pollution C
pt, expressed in kilograms of emissions by relation 8, where C
pa is the coefficient of pollution introduced by the supply operation, C
ps the coefficient of pollution introduced in the elaboration of the semi-finished product, C
pcdthecoefficient of pollution introduced by the cleaning, pickling and degreasing operation, C
pm the coefficient of pollution introduced by the mechanical processing, C
prr the coefficient of pollution introduced by the recovery, recycling, reconditioning, C
cp the coefficient of pollution introduced by the product’s control (inspection) and C
pax the coefficient of pollution introduced by the other stages of the flow diagram of the technological process.
A correct design of a technological process or activity with an environmental impact requires the knowledge of the Icm environmental quality indicator at each stage. This indicator can be calculated at the level of each pollutant i, by relation 9, where Icmi is the environmental quality indicator due to the pollutant “i”, CMAi is the maximum allowable concentration in the pollutant “i”, C
efi is the effective concentration, at the time of the calculation, in the pollutant “i” and C
maxi the maximum concentration in the pollutant “i” leading to the unavoidable degradation of the environment.
The environmental quality indicator due to all the pollutants “p” in the environment at the time of the calculation is noted with Icmt and is calculated by relation 10.
The environmental indicators for certain elements with normal values, alert thresholds and intervention thresholds are shown in
Table 9.
3. Results and Discussion
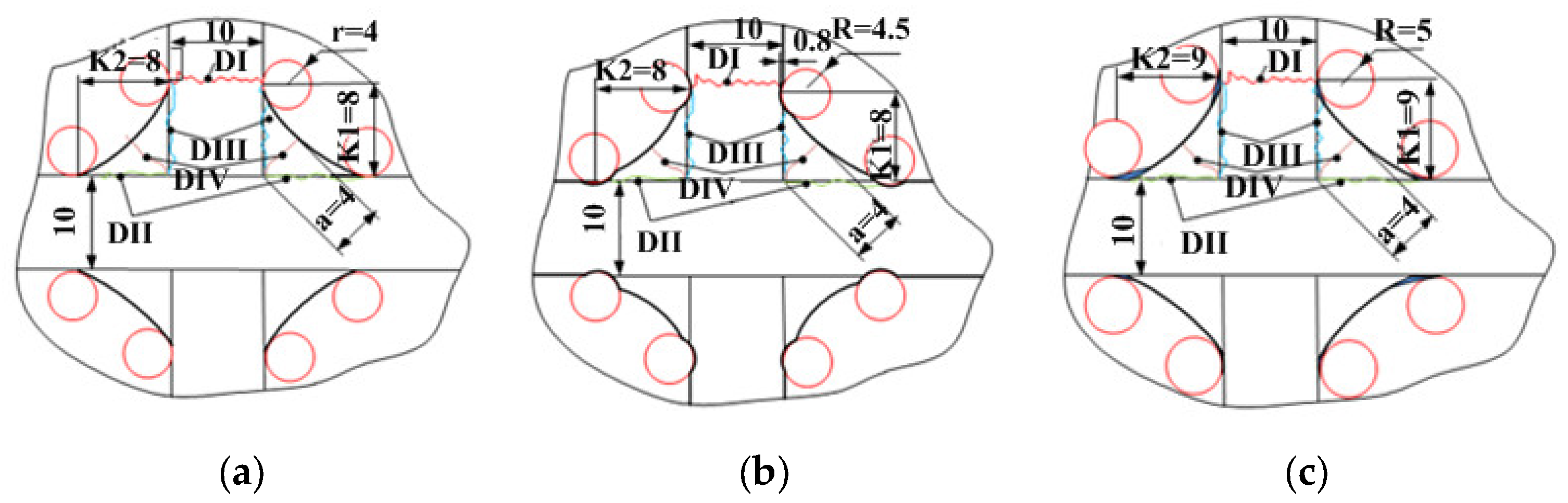
In
Figure 3, we show schematically the cross sections of the specimens, obtained from samplesD, after applying the rehabilitation techniques. The dimensions of the cross sections from
Figure 3 are expressed in millimetres.
Figure 3a shows that in the case of specimens D1, D2 and D3 without the applied rehabilitation technique, the welding cords are 8 mm in size, the thickness of the welding seam have a value of 4 mm and the connecting rays between the filler and the base material marked with r/R have the value of 4 mm.
Figure 3b shows that in the case of specimens D4, D5 and D6 using the “grinding weld toe” rehabilitation technique, the welding cords are 8 mm in size, the thickness of the welding seam have a value of 4 mm and the connecting rays between the filler and the base material marked with r/R have the value of 4.5 mm.
Figure 3c shows that in the case of specimens D7, D8 and D9 using the “WIG re-melting weld toe” rehabilitation technique, the welding cords are 9 mm in size, the thickness of the welding seam have a value of 4 mm and the connecting rays between the filler and the base material marked with r/R have the value of 5 mm.
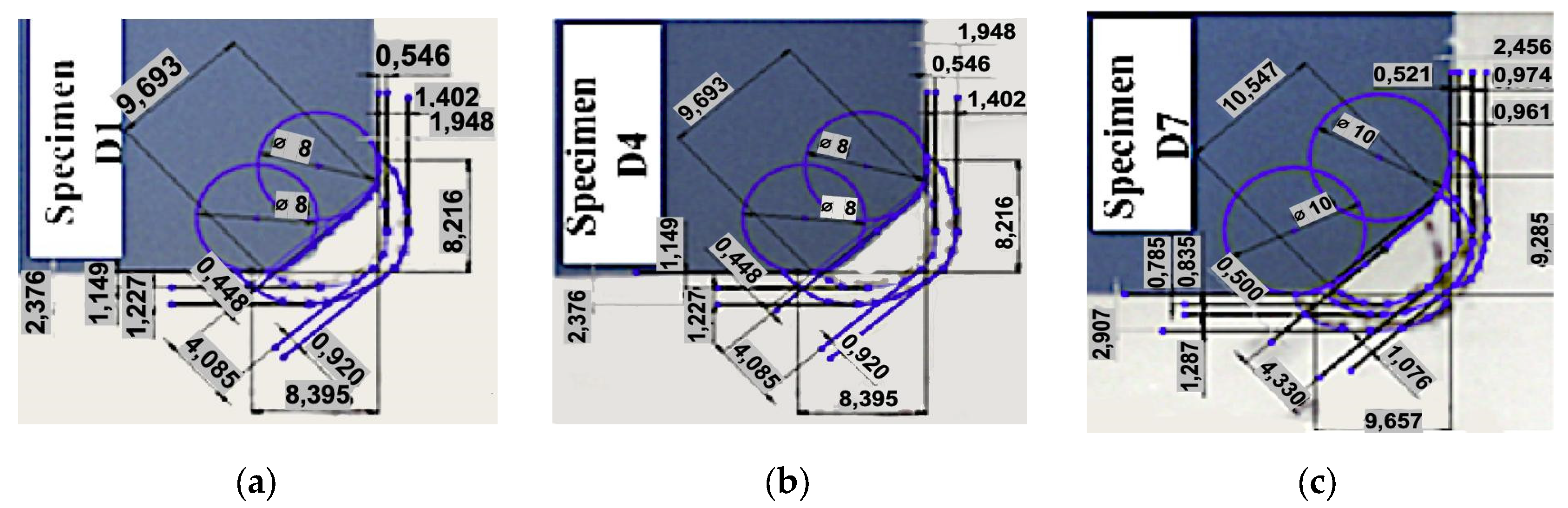
The geometric elements K1, K2 and R/r of the welding seams of the specimens from samples D, are shown in
Table 10, where a is the aperture of the welding seam, K1 and K2 are the seam legs and R/r is the radius between the seam and the base material.
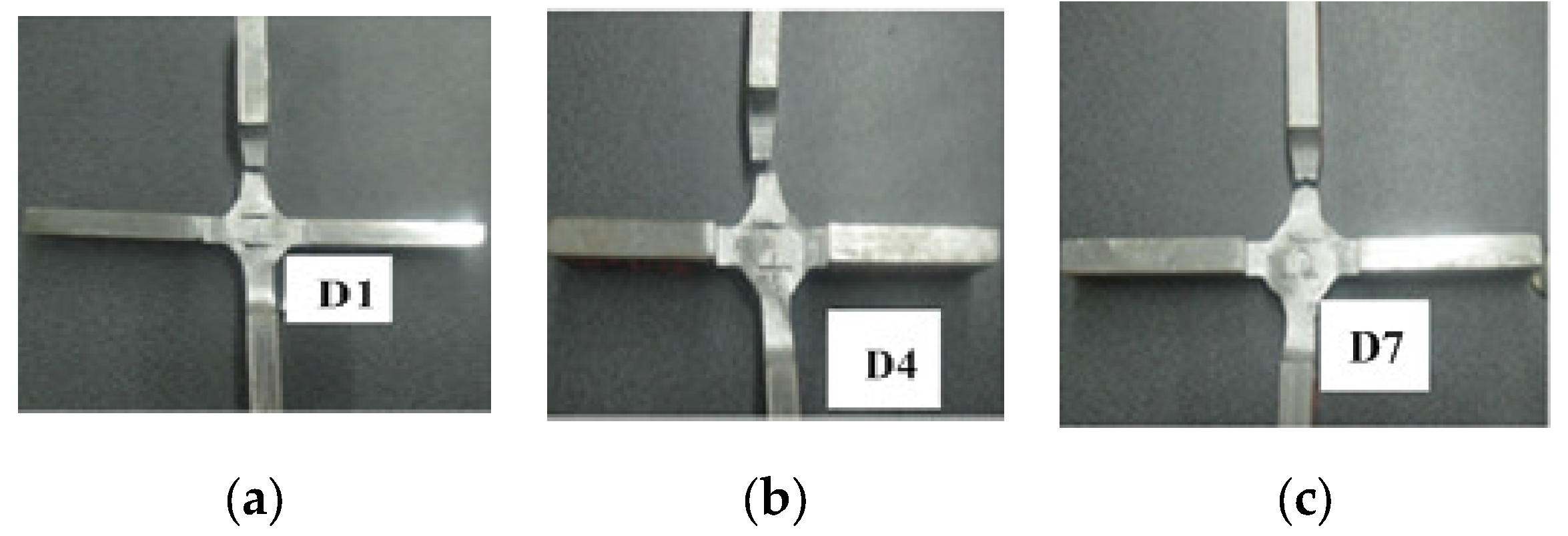
These geometric elements were determined by measurements made by means of a specialized software in the macroscopic analysis presented in
Figure 4. The macroscopic analysis was performed for each specimen used for the static tensile tests as follows: specimen D1 without rehabilitation, specimen D4 on which we apply the “grinding weld toe” rehabilitation technique and specimen D7 by using the “WIG re-melting weld toe” rehabilitation techniques. The dimensions of the cross sections for specimens D1; D4 and D7 are expressed in millimetres.
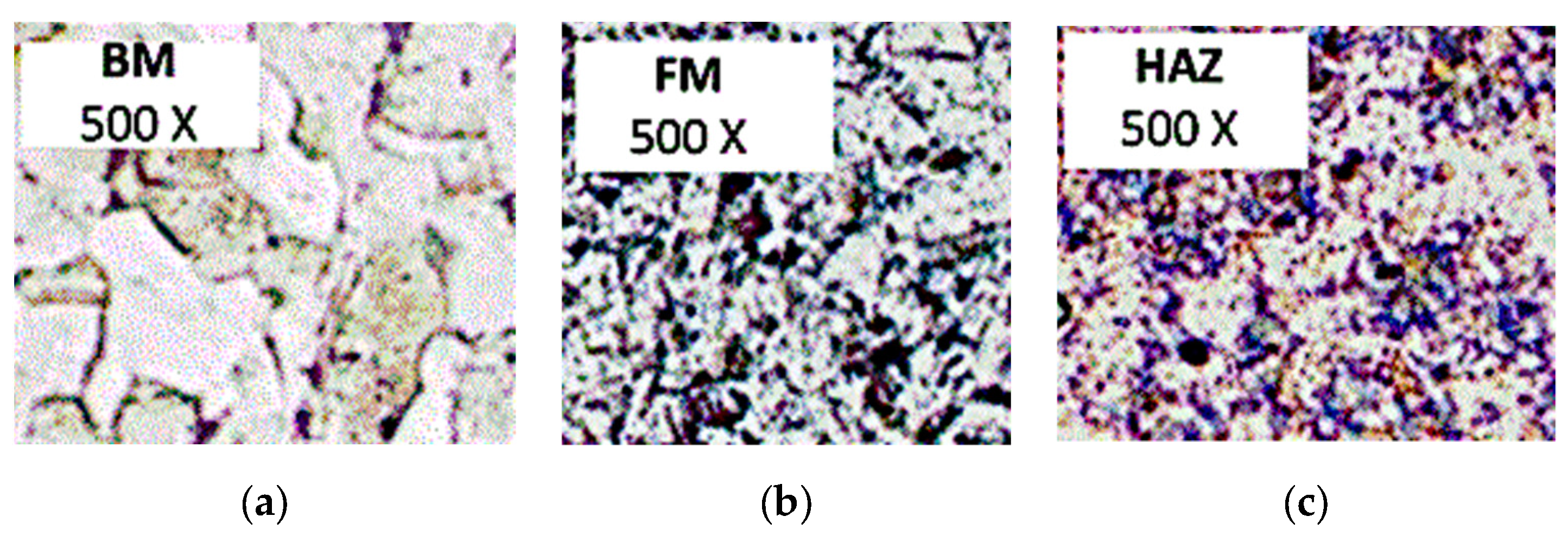
Also, the microscopic analysis for the same specimens for the most important areas of the welding such as: the base material marked with BM, the filler material marked with FM and the heat affected zone marked with HAZ is presented in
Figure 5. The microscopic analysis is made according to EN-1321/200 at 500X magnification factor. The metallographic analysis did not reveal structures outside the equilibrium.
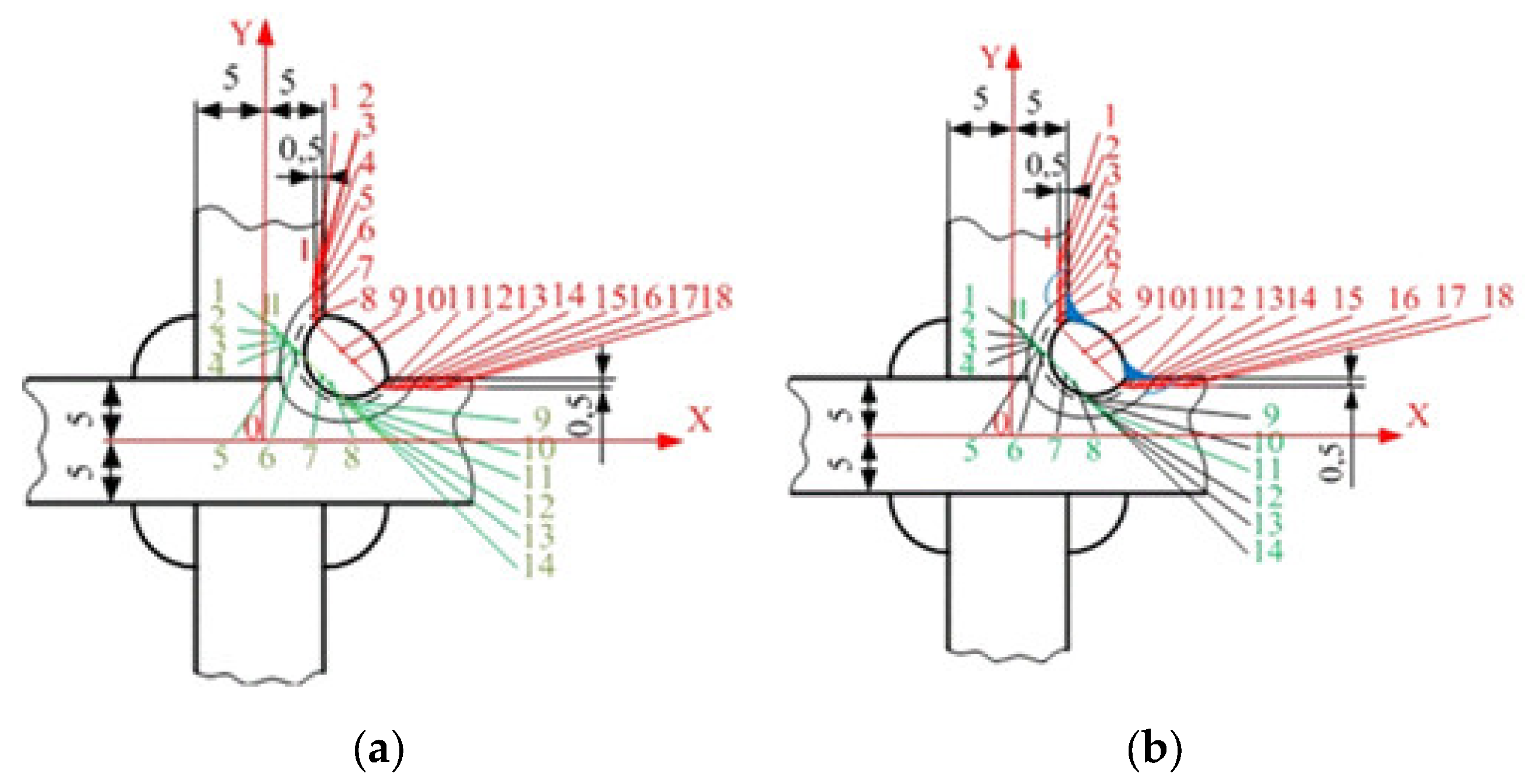
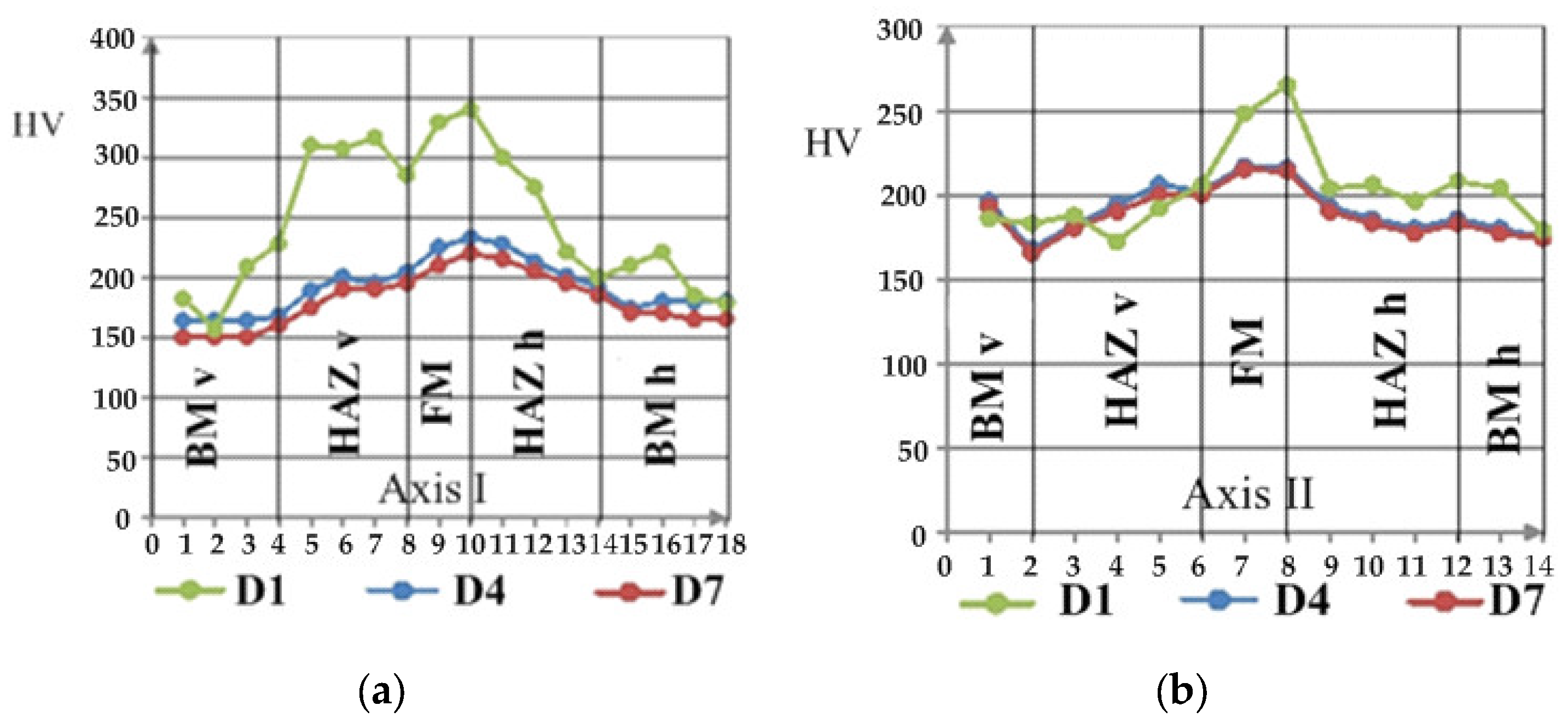
The measurements for micro-hardness HV 0,1 are made according to EN 9015-2-2016 along the axes I and II, as we can see from
Figure 6 and the variation of micro-hardness from the axes I and II is shown in
Figure 7.
The measurements of micro-hardness are made by the method of finger printing in rows on two perpendicular directions along the plate (horizontal and vertical direction-axis I) and a diagonal direction oriented at 120° to the horizontal sheet plane (axis II), which should contain the root of the welding seam, as shown in
Figure 6a for specimens D1 and D4 and in
Figure 6b for the specimen D7.
We can observe that the lowest value of the micro-hardness is obtained in the case of specimen D7 by using the “WIG re-melting weld toe” rehabilitation techniques and the highest for specimen D1 without any rehabilitation techniques applied.
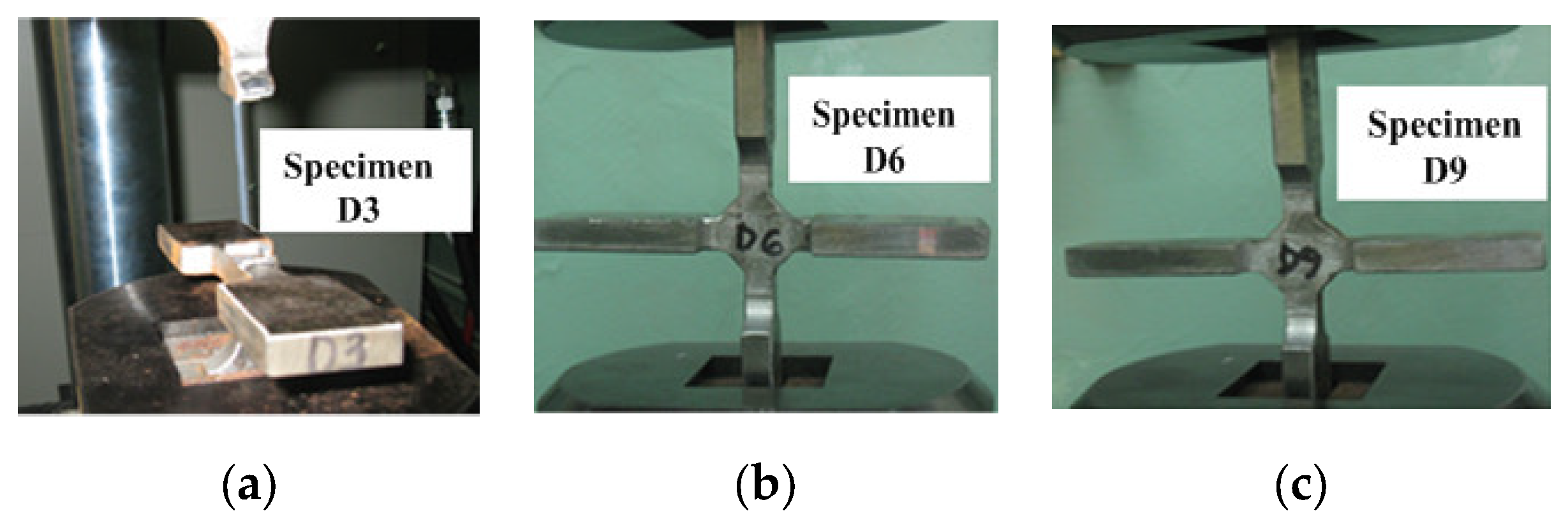
The static tensile tests until failure, for D1, D4 and D7 specimens are presented in
Figure 8. The fatigue test specimens for samplesD, one from each set, caught in the test machine’s jets, are presented in
Figure 9.
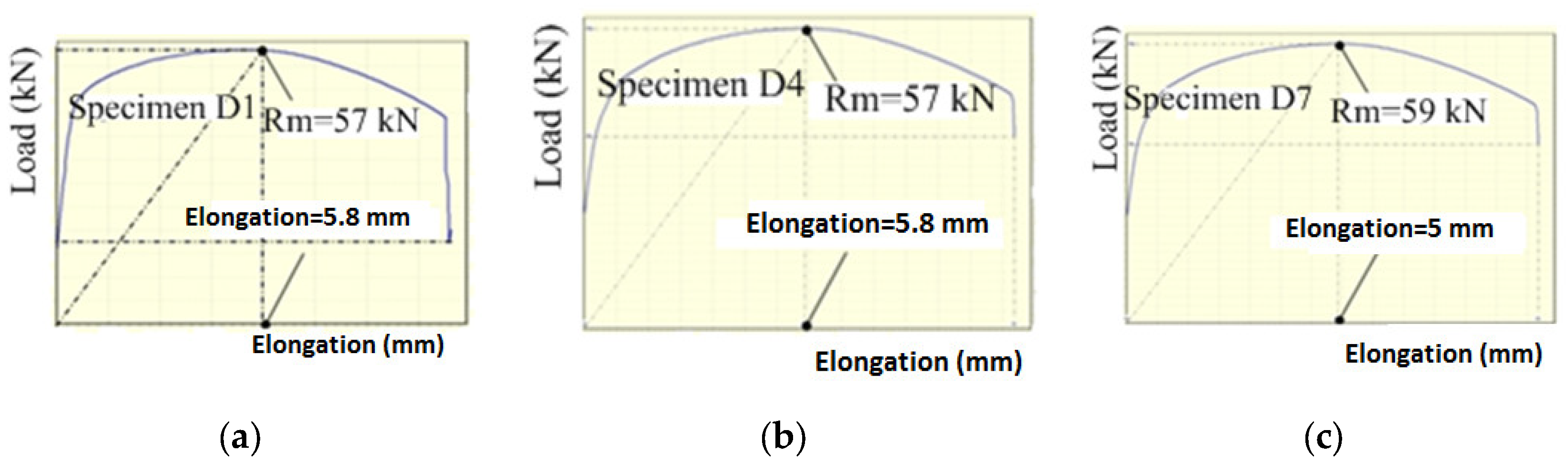
The stress strain curves plotted by the machine software for the static tensile tests’ specimens are presented in
Figure 10. We can observe that from specimens made from an HSLA steel, in the case of the static loads, the rehabilitation technique does not influence the value of the tensile strength.
All the fatigue tests were performed at the 10 Hz frequency, the stress cycle being a symmetrical alternating one, with the asymmetry coefficient R = −1, the cycle stress being that of the tension compression one. For the three sets of fatigue specimens for sample D, with and without reconditioning techniques applied, three durability curves were drawn and then compared. For tracing the durability curves, two variations of the force were applied to the fatigue test specimens of sample D (and the third between them was interpolated), as follows: for the first set of specimens without rehabilitation we apply to D2 ± 14 KN, to D3 ± 7.5 KN, for the second set of the specimens with “grinding weld toe” rehabilitation techniques we apply for D5 ± 14 KN, for D6 ± 7.5 KN and for the third set of test specimens by using the “WIG re-melting weld toe” rehabilitation techniques, we apply to D8 ± 14 KN and to D9 ± 7.5 KN. The forces applied to the specimens for sample D and the results obtained from the fatigue tests are presented and centralized in
Table 11.
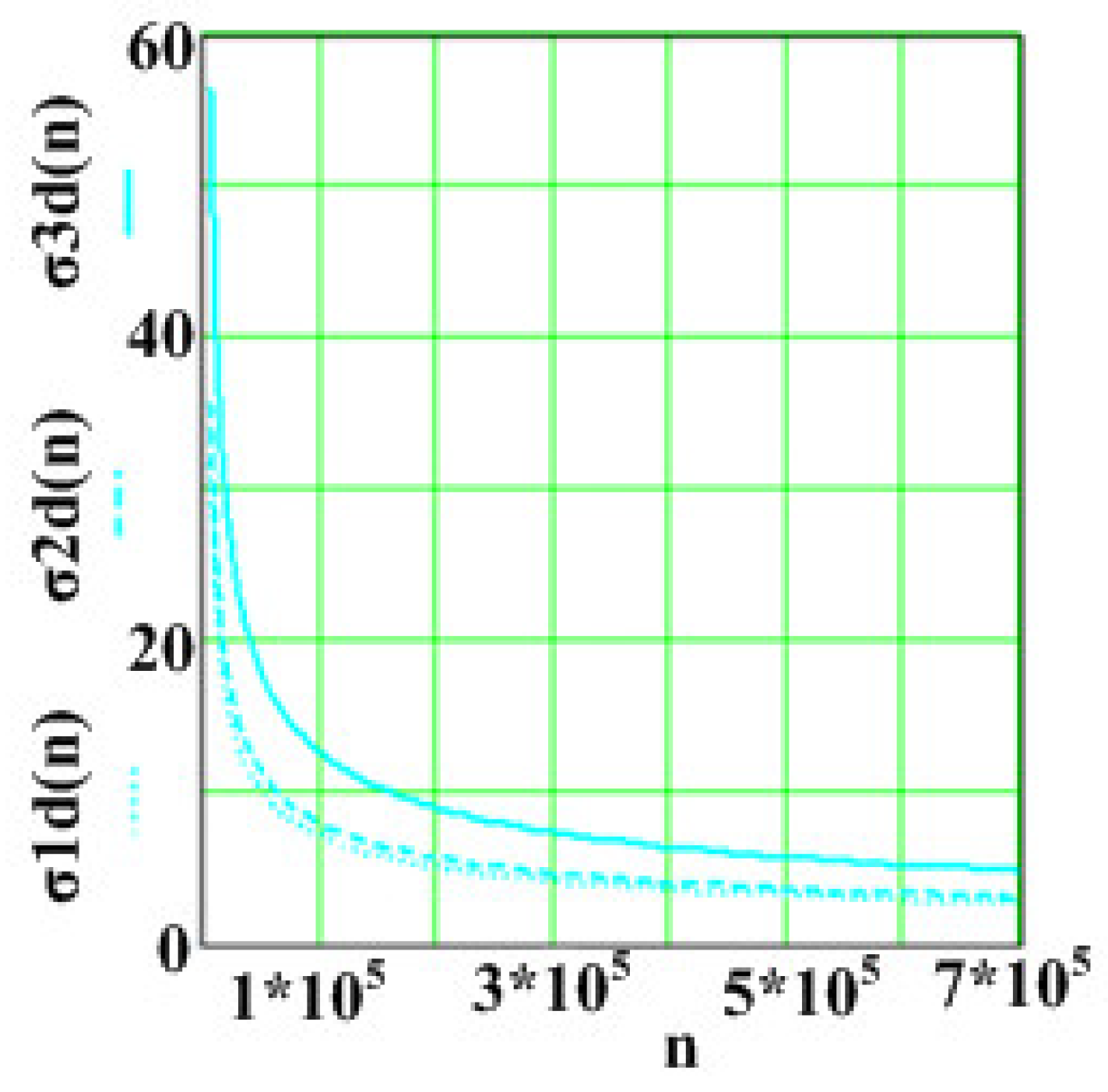
The traceability of the durability curves presented in
Figure 11, is based on the law of variation of the durability curve in linear coordinates, given by expression (11).
in expression (11) where Δσ is the stress variation, 1/p is the slope of the curve, r = lg A is the intersection between the curve and vertical axis and n is number of cycles.
For sample D, using the Mathcad calculation program, for specimens D2, D3, with no rehabilitation technique, we found the values p = 2 and r = 6.7, for which the graph of the function σ1d (n) approaches most of our points d1 = (18,500; 46,128; 228,904) and which represents the force vector f = (14; 9; 6). The shape of this curve is shown in
Figure 11, with green dot line. For the second set of specimens D5, D6 by using the “weld toe grinding,” also with the help of Mathcad, the values p = 2 and r = 6.8 were found for which the graph of the function σ2d (n) is closer to our points our d2 = (26,820; 179,358; 331,896) and the force vector is f = (14; 9; 6). The shape of this curve is also shown in
Figure 11, with the broken green line. For the third set of specimens D8, D9 by using the “WIG re-melting weld toe,” also employing the Mathcad program, we found the values p = 2 and r = 7.2 for which the graph of the function σ3d (n) approaches one of our points d3 = (54,570; 370,645; 686,720) and the force vector is f = (14; 9; 6). The shape of this curve is also shown in
Figure 11 with green continue line.
We can see from
Table 11 and
Figure 11 that in the case of the welded structure made from an HSLA steel, that the longest fatigue life time is achieved by using the “WIG re-melting weld toe” technique and the smallest if no rehabilitation technique is applied. The explanation is that by applying the rehabilitation techniques the stress concentrators are removed from the intersection between the base and the filler material, obtaining a smooth connection between them. The biggest smooth connection and the longest fatigue life time is achieved with applying the “WIG re-melting weld toe” technique.
From the point of view of the environmental impact the application results of the technological process of manufacturing the bridges in the welded construction as well as of the rehabilitation technologies “weld toe grinding” and “WIG re-melting weld toe,” are presented below. The results were determined by the calculation algorithm presented at point 2 of the paper. For the calculation of the total coefficient of pollution, the coefficients for each stage of the eco-technological production process must be calculated. In this regard, their calculation in numerical form is presented below.
First, for the bridge welding manufacturing, we have the following results.
The coefficient of pollution introduced by the semi-finished product Cps expressed in tons of emissions.
According to the data in
Table 8, the calculation of the amounts of substances that pollute the air, water and soil consists of the following.
Regarding the air pollution we have air dust = 0.64 kg/t steel; CO = 28 kg/t steel; SO2 = 1.83 kg/t steel; NOx = 1.35 kg/t steel; CO2 = 2040 kg/t steel; Flue gases (others) = 23,000 kg/t steel. Total Qsat = 0.64 + 28 + 1.83 + 1.35 + 2040 + 23,000 = 25,071 kg/t steel.
The main substances polluting the water areas follows Mud = 58 kg/t steel, Used water = 20 kg/t steel and Oils = 0.8 kg/t steel. Total Qslt = 58 + 20 + 0.8 = 78.8 kg/t steel.
The substances contributing to the soil pollution areas follows Slag = 455 kg/t steel, Dust deposited = 30 kg/t steel, Refractory sub-products = 4 kg/t steel, Other deposits = 8 kg/t steel. Total Qsst = 455 + 30 + 4 + 8 = 497 kg/t steel.
Consequently Cps = (25.071 + 0.0788 + 0.497) · 0.5 = 12.82 tons of emissions.
The coefficient of pollution introduced when supplying with raw materials Cpa.
The distance travelled by the trucks to supply raw material to the enterprise where the “Condensation Tank” product is made is of 50 km.
The air pollution when supplying with raw materials consists of CO2 = 150 g/km and CO = 100 g/km. Consequently Qpa = 150 g CO2 · 50 = 7500 g and Qpa = 100 g CO · 50 = 5000 g where Qpa is the materials amount polluting the atmosphere.
The soil pollution consists of Benzene = 0.01 mg/km (dry substance), from which we have Qps = 0.01 mg · 50 = 0.0005 g where Qps is the materials amount polluting the soil. In total Cpa = Qpa + Qps = 7500 g + 5000 g + 0.0005 g = 12,500 g = 12.5 kg, where Cpa is the coefficient of pollution when supplying.
The coefficient of pollution introduced in the cleaning, pickling and degreasing Cpcd
In the cleaning, pickling and degreasing operations there will be emissions of volatile substances in the atmosphere of 0.001 t/kg. Consequently, Cpcd = Qptc · Mu = Qpca · Mu (kg emissions) = 0.001 · 0.5 = 0.0005 kg emissions, where Qptc is the total amount of the polluting substance, which occurs in the cleaning, pickling, degreasing, Qpca is the total amount of the substance polluting the atmosphere which occurs in the cleaning, pickling, degreasing and Mu is the useful mass of the semi-finished product or semi-finished piece.
The coefficient of pollution introduced by the mechanical processing Cpm
For the case, the material removed by cutting/splintering is to be calculated, knowing the weight of the semi-finished product and the product. The coefficient of pollution introduced by the mechanical processing Cpm given by relation Cpm = Qtmp · Mu = (Qpma + Qpml + Qpms) · Mu where Qtpm is the total amount of polluting substance occurring in the mechanical processing in tons of emissions/tons of product, Qpma is the amount of substance polluting the air that occurs in the mechanical processing in tons of emissions/tons of product, Qpml is the amount of substance polluting the water that occurs in the mechanical processing in tons of emissions/tons of product, Qpms is the amount of soil polluting substance occurring in the mechanical processing in tons of emissions/tons of product and Mu is the amount of useful substance used to make the product in tons. Cpm = 0.001 × 0.5 = 0.0005 tons of emissions.
The coefficient of pollution introduced by the products’ control and inspection noted with Ccp.
The volatile organic compounds and aerosols resulting from the penetrating fluid control are dangerous to both eyes and breathing. To see the environmental impact introduced by the control or inspection operations, we calculate the total coefficient of pollution Cpc, using an expression of the type Ccp = Qpt · Mu = (Qpca + Qpcl + Opcs) · Mu expressed in kg of emissions, where Qcp is the total amount of polluting substance occurring during the control or inspection operations, Qpca is the amount of substance polluting the air that occurs during the control or inspection process, Qpcl is the amount of substance polluting the water that occurs in the control or inspection process, Opcs is the amount of soil polluting substance occurring during the control or inspection operations and Mu is the mass of the controlled substance, in kg. Consequently, by considering Qpt = 0.030 kg/ton of steel we have Ccp = 0.030 · 0.5 = 0.015 kg of emissions.
The coefficient of pollution introduced for recovery, recycling and reconditioning noted with Cprr.
This coefficient is neglected for our product.
The Auxiliary coefficient of pollution Cpax.
The other stages in the flow diagram of the technological process of making a product have a lower impact on the environment, some of them even have zero impact. Therefore, in order to capture their impact on the environmental pollution as efficiently and conclusively as possible, we can have for the Cpax auxiliary coefficient of pollution, the value given by the expression Cpax = Cpe · (0.001 − 0.01) expressed in kg of emissions, where Cpe is the coefficient of pollution introduced in the elaboration of the material from which the product is made and has the value of 25.65 kg of emissions. We have as result Cpax = 25.65 · 0.01 kg of emissions = 0.2565 kg of emissions.
The Total coefficient of pollution Cpt.
Knowing the pollution coefficients introduced at each stage of the technological process of making the product we can determine the total coefficient of pollution Cpt, expressed in kilograms of emissions by the relation Cpt = Cps + Cpa + Cpcd + Cpm + Ccp + Cprr + Cpax where Cpa is the coefficient of pollution introduced by the supply operation, Cps is the coefficient of pollution introduced in the elaboration of the semi-finished product, Cpcd is the coefficient of pollution introduced by the cleaning, pickling and degreasing operation, Cpm the coefficient of pollution introduced by the mechanical processing, Cprrr the coefficient of pollution introduced by the recovery, recycling, reconditioning and Cpax the coefficient of pollution introduced by the other stages of the flow diagram of the technological process. We obtain as result Cpt = 12,820 kg + 12.5 kg + 0.0005 kg + 0.5 kg + 0.015 kg + 0 + 0.256 kg = 12.833 t.
Second, for applying the “weld toe grinding” technique, we have the following results.
*The coefficient of pollution introduced by the semi-finished product Cps is zero.
*The coefficient of pollution introduced by the raw material supply Cpa is also zero.
*The coefficient of pollution introduced by the cleaning, pickling and degreasing Cpcd is equal with0.0005 kg of emissions.
*The coefficient of pollution introduced by the mechanical processing Cpm is of 0.0003 tons of emissions per ton of product.
*The coefficient of pollution introduced by products control and inspection noted with Ccp is of 0.010 kg of emissions.
*The coefficient of pollution Cprr introduced for recovery, recycling and reconditioning noted with Cprr is 0.5 kg of emissions.
*The auxiliary coefficient of pollution Cpax is zero, because it represents a fraction of the coefficient of pollution introduced by the semi-finished product Cps which is also equal with zero
*The total coefficient of pollution Cpt is of 0.3 kilograms of emissions.
Third, for applying the “WIG re-melting weld toe” technique, we have the following results.
*The coefficient of pollution introduced by the semi-finished product Cps is zero.
*The coefficient of pollution introduced by the raw materials supply Cpa is also zero.
*The coefficient of pollution introduced by the cleaning, pickling and degreasing Cpcd is equal with 0.0005 kg of emissions.
*The coefficient of pollution introduced by the mechanical processing Cpm is of 0.0001 tons of emissions per ton of product.
*The coefficient of pollution introduced by the products control and inspection noted with Ccp is kgofemissions.
*The coefficient of pollution Cprr introduced for recovery, recycling and reconditioning noted with Cprr is 0.5 kg of emissions.
*The auxiliary coefficient of pollution Cpax is zero, because it represents a fraction of the coefficient of pollution introduced by the semi-finished product Cps which is also equal with zero
*The total coefficient of pollution Cpt is of 0.1135 kilograms of emissions.
The centralized results of the pollution coefficients obtained from the three variants of welding fabrication, application of the “weld toe grinding” technique and the “WIG re-melting weld toe” technique,” are presented in
Table 12. The values of the pollution coefficients are expressed in kilograms of emissions per tons of product.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}