Fatigue Properties of Cold-Recycled Emulsified Asphalt Mixtures Fabricated by Different Compaction Methods

Abstract
:1. Introduction
2. Experimental Design
2.1. Materials
2.1.1. Emulsified Asphalt
2.1.2. RAP Materials
2.1.3. Virgin Aggregates
2.2. Gradation
2.3. Sample Preparation Methods and Reliability Assessment
2.3.1. Specimen Preparation
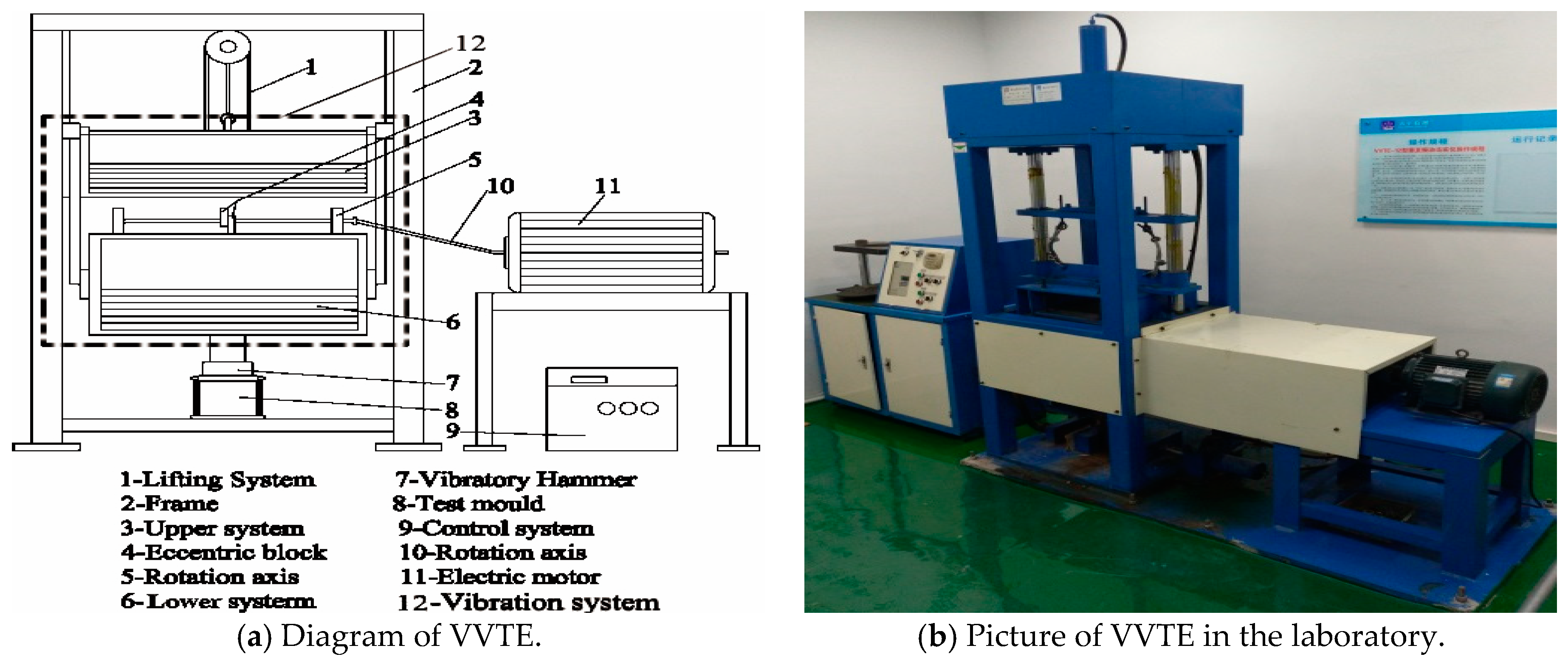
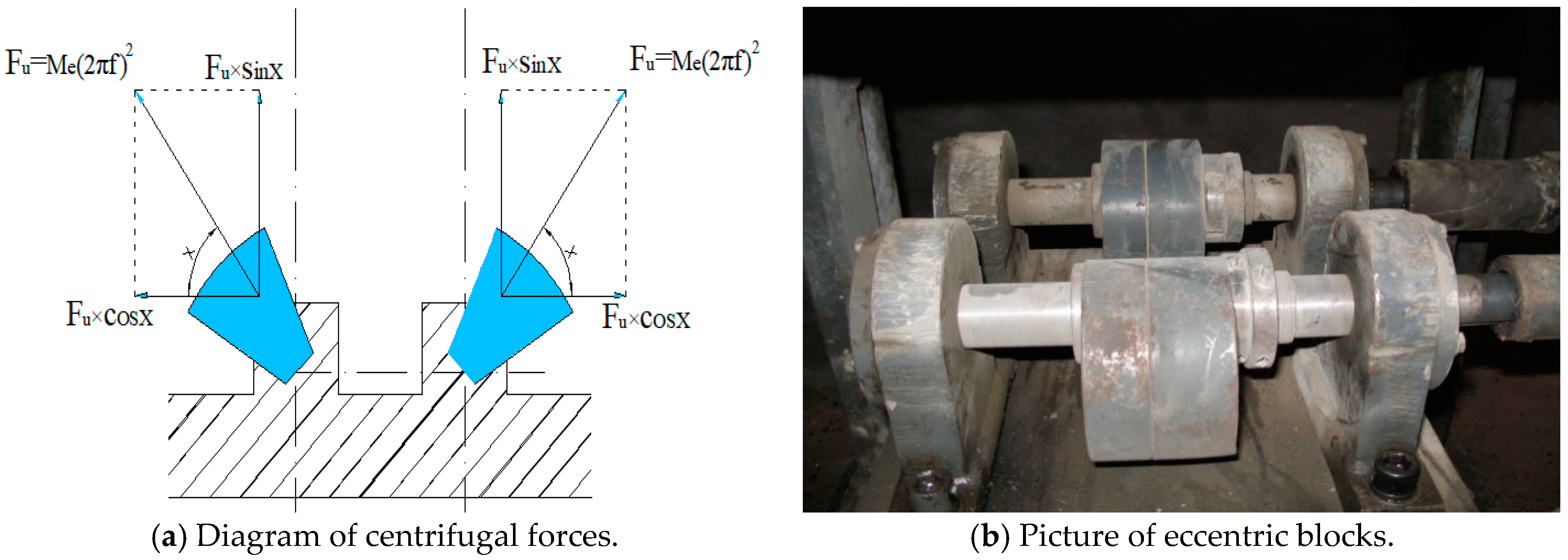
2.3.2. VVTE
2.3.3. Reliability Assessment of VVTM and MMCM
2.4. Test Methods
2.4.1. Indirect Tensile Strength Test
2.4.2. Fatigue Test
3. Results and Discussion
3.1. Compaction Methods and Laboratory Evaluation
3.1.1. Evaluation of Physical Properties
3.1.2. Evaluation of Laboratory Performances
3.2. Fatigue Test Results and Analysis
3.2.1. Indirect Tensile Strength
3.2.2. Fatigue Test
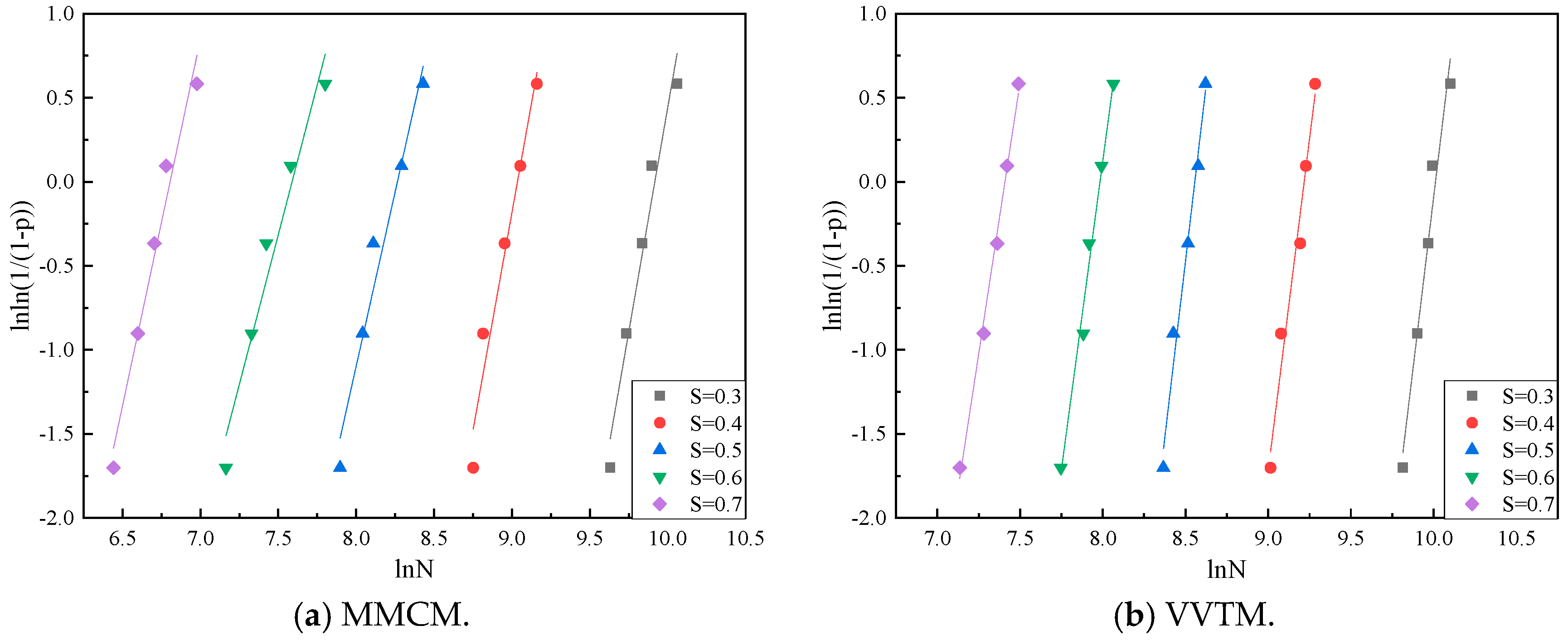
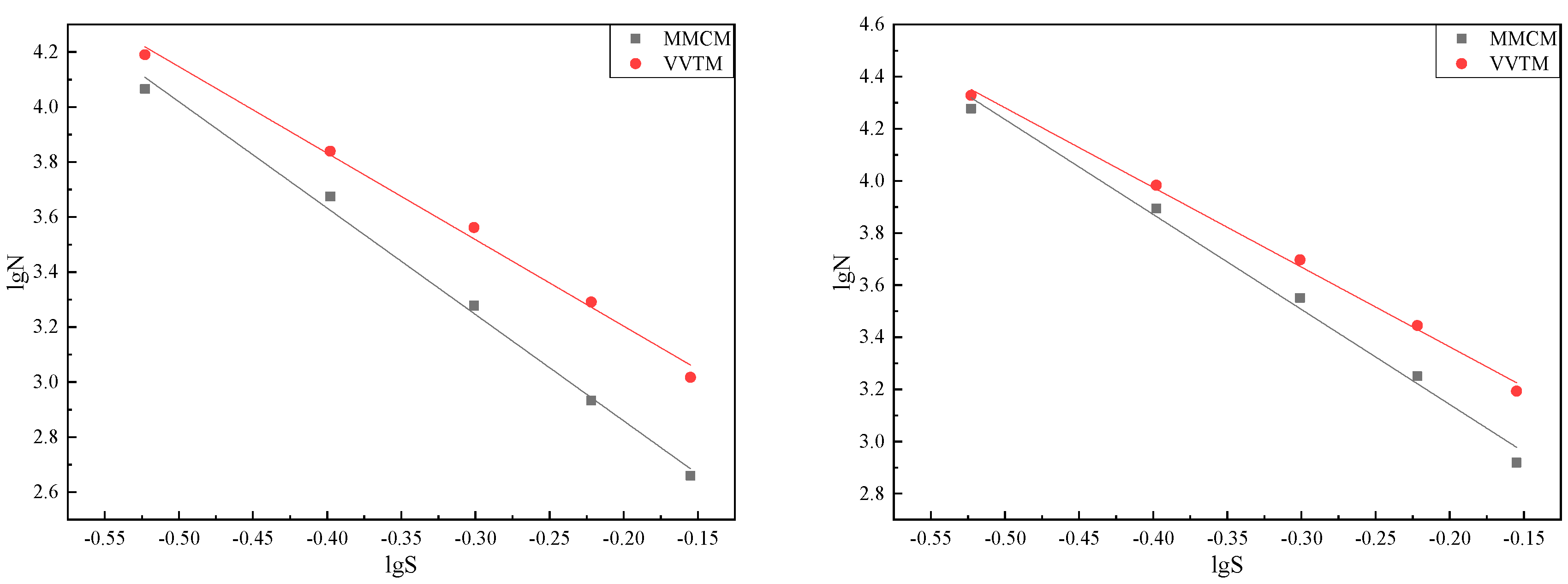
3.2.3. Fatigue Equation
3.2.4. Fatigue Life Analysis
4. Conclusions
- (1)
- The average ratios of the samples produced via VVTM and MMCM to the field cores were >92% and <65%, respectively, indicating that VVTM was more suitable for field construction than MMCM.
- (2)
- The VVTM-fabricated CEAMs exhibited a 11% and 9% decrease in optimal moisture and emulsified asphalt content, respectively; and a 12% improvement in anti-cracking and a 35% improvement in anti-rutting ability compared with the MMCM-designed CEAMs. This result indicates that the VVTM-designed CEAMs showed better laboratory performances with a lower bitumen emulsion than the MMCM-designed CEAMs.
- (3)
- The fatigue life of CEAMs was subjected to two-parameter Weibull distribution, and the fatigue equation of the CEAMs could accurately reflect the fatigue life of CEAMs.
- (4)
- Compared with the MMCM-designed CEAMs, the VVTM-molded CEAMs demonstrated improved fatigue life by at least 36% at a stress ratio 0.45 and by 325% at a load force 0.27 MPa. This finding proves that CEAMs fabricated via VVTM exhibited longer fatigue life than those via MMCM.
Author Contributions
Funding
Conflicts of Interest
References
- Martinho, F.; Picado-Santos, L.; Capitão, S. Feasibility Assessment of the Use of Recycled Aggregates for Asphalt Mixtures. Sustainability 2018, 10, 1737. [Google Scholar] [CrossRef]
- Plati, C.; Cliatt, B. A Sustainability Perspective for Unbound Reclaimed Asphalt Pavement (RAP) as a Pavement Base Material. Sustainability 2019, 11, 78. [Google Scholar] [CrossRef]
- Li, Y.; Lyv, Y.; Fan, L.; Zhang, Y. Effects of Cement and Emulsified Asphalt on Properties of Mastics and 100% Cold Recycled Asphalt Mixtures. Materials 2019, 12, 754. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Zhuang, G.; Wei, X.; Wei, J.; Yu, H.; Xu, W. Quantitative Analysis of the Blending Degree of Virgin and RAP Binders in Recycled Asphalt Mixtures with a High RAP Content. Appl. Sci. 2018, 8, 2668. [Google Scholar] [CrossRef]
- Ouyang, J.; Hu, L.; Li, H.; Han, B. Effect of cement on the demulsifying behavior of over-stabilized asphalt emulsion during mixing. Constr. Build. Mater. 2018, 177, 252–260. [Google Scholar] [CrossRef]
- Li, Q.; Lee, H.J.; Kim, T.W. A simple fatigue performance model of asphalt mixtures based on fracture energy. Constr. Build. Mater. 2012, 27, 605–611. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B.; Vukosavljevic, D. Laboratory evaluation of fatigue characteristics of recycled asphalt mixture. Constr. Build. Mater. 2008, 22, 1323–1330. [Google Scholar] [CrossRef]
- Moghaddam, T.B.; Karim, M.R.; Abdelaziz, M. A review on fatigue and rutting performance of asphalt mixes. Sci. Res. Essays. 2011, 6, 670–682. [Google Scholar] [CrossRef]
- Bańkowski, W. Evaluation of Fatigue Life of Asphalt Concrete Mixtures with Reclaimed Asphalt Pavement. Appl. Sci. 2018, 8, 469. [Google Scholar] [CrossRef]
- Ameri, M.; Behnood, A. Laboratory studies to investigate the properties of CIR mixes containing steel slag as a substitute for virgin aggregates. Constr. Build. Mater. 2012, 26, 475–480. [Google Scholar] [CrossRef]
- Thanaya, I.E.A.; Zoorob, S.E.; Forth, J.P. A laboratory study on cold-mix, cold-lay emulsion mixtures. In Proceedings of the Institution of Civil Engineers: Transport; ICE Publishing: London, UK, 2009; Volume 162, pp. 47–55. [Google Scholar] [CrossRef]
- Visintine, B.; Khosla, N.P.; Tayebali, A. Effects of higher percentage of recycled asphalt pavement on pavement performance. Road Mater. Pavement Des. 2013, 14, 432–437. [Google Scholar] [CrossRef]
- Yan, J.; Ni, F.; Yang, M.; Li, J. An experimental study on fatigue properties of emulsion and foam cold recycled mixes. Constr. Build. Mater. 2010, 24, 2151–2156. [Google Scholar] [CrossRef]
- Papavasiliou, V.; Loizos, A. Field performance and fatigue characteristics of recycled pavement materials treated with foamed asphalt. Constr. Build. Mater. 2013, 48, 677–684. [Google Scholar] [CrossRef]
- Gao, L.; Ni, F.; Ling, C.; Yan, J. Evaluation of fatigue behavior in cold recycled mixture using digital image correlation method. Constr. Build. Mater. 2016, 102, 393–402. [Google Scholar] [CrossRef]
- Scholz, T.; Rogge, D.F.; Hicks, R.G.; Allen, D. Evaluation of Mix Properties of Cold In-Place Recycled Mixes. Trans. Res. Rec. 1991, 1317, 77–89. [Google Scholar]
- Sun, L.; Cheng, H.; Liu, L.; Cao, W. Fatigue Characteristics of In-situ Emulsified Asphalt Cold Recycled Mixtures. J. Tongji Univ Nat. Sci. Ed. 2017, 45, 1648–1654, 1687. (In Chinese) [Google Scholar] [CrossRef]
- Tapkın, S.; Keskin, M. Rutting analysis of 100 mm diameter polypropylene modified asphalt specimens using gyratory and Marshall compactors. Mater. Res. 2013, 16, 546–564. [Google Scholar] [CrossRef] [Green Version]
- Button, J.W.; Little, D.N.; Jagadam, V.; Pendleton, O.J. Correlation of selected laboratory compaction methods with field compaction. Trans. Res. Rec. 1994, 1454, 193–201. [Google Scholar]
- Jiang, Y.; Chen, Z.; Xu, X.; Liang, H. Evaluation on Vertical Vibration Compaction Method of ATB-30 Asphalt Mixture. J. Build. Constr. 2014, 17, 638–643. (In Chinese) [Google Scholar] [CrossRef]
- Georgiou, P.; Sideris, L.; Loizos, A. Evaluation of the effects of gyratory and field compaction on asphalt mix internal structure. Mater. Struct. 2016, 49, 665–676. [Google Scholar] [CrossRef]
- Peterson, R.L.; Mahboub, K.C.; Anderson, R.M.; Masad, E.; Tashman, L. Comparing Superpave gyratory compactor data to field cores. J. Mater. Civ. Eng. 2004, 16, 78–83. [Google Scholar] [CrossRef]
- Jiang, Y.; Xue, J.; Chen, Z. Influence of volumetric property on mechanical properties of vertical vibration compacted asphalt mixture. Constr. Build. Mater. 2017, 135, 612–621. [Google Scholar] [CrossRef]
- Jiang, Y.; Fan, L. An experimental investigation of optimal asphalt–aggregate ratio for different compaction methods. Constr. Build. Mater. 2015, 91, 111–115. [Google Scholar] [CrossRef]
- Jiang, Y.; Deng, C.; Li, Q.; Liu, H. Effect of Compaction Methods on Physical and Mechanical Properties of Asphalt Mixture. J. Mater. Civ. Eng. 2019, 31. [Google Scholar] [CrossRef]
- Jiang, Y.; Deng, C.; Xue, J.; Chen, Z. Investigation into the performance of asphalt mixture designed using different methods. Constr. Build. Mater. 2018, 177, 378–387. [Google Scholar] [CrossRef]
- Liu, H.; Jiang, Y.; Hu, Y.; Ye, W.; Cao, Z.; Cai, Y. Influence of Gradation on Strength of Emulsified Asphalt Cold Recycled Mixture. J. Build. Constr. 2018, 21, 503–510. (In Chinese) [Google Scholar] [CrossRef]
- Ji, X.; Jiang, Y.; Liu, Y. Evaluation of the mechanical behaviors of cement-stabilized cold recycled mixtures produced by vertical vibration compaction method. Mater. Struct. 2015, 49, 2257–2270. [Google Scholar] [CrossRef]
- Xu, X.; Cao, F.; Xue, J.; Jiang, Y. Mix Design and Road Performance of Strong Interlocked Skeleton Close-Grained Lime-Flyash Stabilized Aggregate. Appl. Mech. Mater. 2013, 438–439, 125–130. [Google Scholar] [CrossRef]
- Jiang, Y.J.; Fan, L.F. An investigation of mechanical behavior of cement-stabilized crushed rock material using different compaction methods. Constr. Build. Mater. 2013, 48, 508–515. [Google Scholar] [CrossRef]
- Jiang, Y.; Xue, J. Investigation into physical and mechanical properties of SRX-stabilised crushed rock using different compaction methods. Int. J. Pavement Eng. 2017, 1–8. [Google Scholar] [CrossRef]
- Research Institute of Highway Ministry of Transport. Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering (JTG E20-2011); China Communications Press: Beijing, China, 2011. (In Chinese) [Google Scholar]
- Research Institute of Highway Ministry of Transport. Technical Specification for Highway Asphalt Pavement Recycling (JTG F41-2008); China Communications Press: Beijing, China, 2008. (In Chinese) [Google Scholar]
- Research Institute of Highway Ministry of Transport. Test Methods of Aggregate for Highway Engineering (JTG E42-2005); China Communications Press: Beijing, China, 2005. (In Chinese) [Google Scholar]
- Research Institute of Highway Ministry of Transport. Technical Standards of the Chinese Technical Specifications for Construction of Highway Asphalt Pavements (JTG F40-2004); China Communications Press: Beijing, China, 2004. (In Chinese) [Google Scholar]
- Gao, L.; Ni, F.; Braham, A.; Luo, H. Mixed-Mode cracking behavior of cold recycled mixes with emulsion using Arcan configuration. Constr. Build. Mater. 2014, 55, 415–422. [Google Scholar] [CrossRef]
- Lin, J.; Hong, J.; Xiao, Y. Dynamic characteristics of 100% cold recycled asphalt mixture using asphalt emulsion and cement. J. Clean. Prod. 2017, 156, 337–344. [Google Scholar] [CrossRef]
- Research Institute of Highway Ministry of Transport. Testing Methods of Material Stabilized with Inorganic Binders for Highway Engineering (JTG E51-2009); China Communications Press: Beijing, China, 2009. (In Chinese) [Google Scholar]
- Valdés, G.; Pérez-Jiménez, F.; Miró, R.; Martínez, A.; Botella, R. Experimental study of recycled asphalt mixtures with high percentages of reclaimed asphalt pavement (RAP). Constr. Build. Mater. 2011, 25, 1289–1297. [Google Scholar] [CrossRef] [Green Version]
- Schijve, J. A normal distribution or a Weibull distribution for fatigue lives. Fatigue Fract. Eng. Mater. Struct. 1993, 16, 851–859. [Google Scholar] [CrossRef]
- Zou, X.; Sha, A.; Jiang, W.; Liu, Z. Effects of modifier content on high-modulus asphalt mixture and prediction of fatigue property using Weibull theory. Road Mater. Pavement Des. 2017, 18, 88–96. [Google Scholar] [CrossRef]
- Sun, J. Research on Fatigue Cracking Prediction Model of Asphalt Mixture Based on Stress Control Model. Master’s Thesis, South China University of Technology, Guangzhou, China, June 2010. (In Chinese). [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Test Result | Standard | Test Method | |
|---|---|---|---|---|
| Demulsification rate | Slow Setting | Slow or middle split | T0658 | |
| Particle charge | + | Cation (+) | T0653 | |
| Negra viscosity E25 | 10.2 | 2–30 | T0622 | |
| Properties of residues | Content of residues by evaporation (%) | 63 | ≥62 | T0651 |
| Penetration (25 °C) (0.1 mm) | 61 | 50–300 | T0604 | |
| Ductility (15 °C) (cm) | - | ≥40 | T0605 | |
| Solubility (%) | 98.3 | ≥97.5 | T0607 | |
| Storage stability | 5 d (%) | 3.5 | ≤5 | T0654 |
| 1 d (%) | 0.6 | ≤1 | T0655 | |
| Sieve Size (mm) | 31.5 | 26.5 | 19 | 16 | 13.2 | 9.5 | 4.75 | 2.36 | 1.18 | 0.6 | 0.3 | 0.075 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Passing (%) | RAP | 100 | 98.2 | 94.7 | 89.3 | 82.8 | 70.2 | 46.3 | 27.1 | 17.5 | 10.3 | 7.0 | 1.8 |
| extracted aggregates | 100 | 100 | 98.4 | 95.5 | 86.9 | 76.2 | 59.7 | 44.2 | 31.9 | 20.6 | 15.4 | 6.8 | |
| Property | Penetration (25 °C) (0.1 mm) | Ductility (15 °C) (cm) | Softening Point (°C) |
|---|---|---|---|
| Test value | 33.2 | 25.6 | 53.8 |
| Standard | - | - | - |
| Test method | T0604 | T0605 | T0606 |
| Content | Apparent Relative Density | Water Absorption (%) | Flat and Elongated Particles (%) | Wear Value (%) | Crushing Value (%) |
|---|---|---|---|---|---|
| Test value | 2.732 | 0.32 | 6.1 | 15.8 | 18.4 |
| Standard | ≥2.50 | ≤3.0 | ≤18 | ≤30 | ≤28 |
| Test method | T0304 | T0304 | T0312 | T0317 | T0316 |
| Content | Apparent Relative Density | Sand Equivalent (%) | Angularity (s) | Methylene Blue Value (g/kg) |
|---|---|---|---|---|
| Test value | 2.725 | 80.3 | 43.4 | 0.8 |
| Standard | ≥2.50 | ≥60 | ≥30 | ≤25 |
| Test method | T0328 | T0334 | T0345 | T0349 |
| Content | Apparent Relative Density | Hydrophilic Coefficient | Water Content (%) | Plasticity Index |
|---|---|---|---|---|
| Test value | 2.621 | 0.8 | 0.1 | 0.83 |
| Standard | ≥2.50 | <1 | ≤1 | <4 |
| Test method | T0352 | T0353 | T0345 | T0354 |
| Material Compositions/% (Mass Percentage) | Percentage Passing/% of Sieve Sizes/mm | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| RAP | 19–26.5 mm | machine-made sand | mineral powder | 31.5 | 26.5 | 19 | 9.5 | 4.75 | 2.36 | 0.3 | 0.075 |
| 80 | 14 | 3 | 3 | 100 | 94.8 | 83.0 | 62.2 | 42.8 | 26.6 | 9.1 | 3.9 |
| Mixture Types | Indicators | Test Temperature (°C) | MMCM | VVTM | Drilled Core | PM/PD (%) | PV/PD (%) |
|---|---|---|---|---|---|---|---|
| A | VV (%) | - | 11.2 | 10.6 | 10.2 | - | - |
| MS (kN) | 60 | 9.4 | 13.2 | 14.2 | 66.2 | 93.0 | |
| MSI (kN) | 60 | 8.3 | 12.4 | 13.4 | 61.9 | 92.5 | |
| R (MPa) | 15 | 0.61 | 0.84 | 0.91 | 67.0 | 92.3 | |
| RI (MPa) | 15 | 0.53 | 0.76 | 0.85 | 62.4 | 89.4 | |
| RC (MPa) | 20 | 0.93 | 1.32 | 1.41 | 66.1 | 93.5 | |
| B | VV (%) | - | 10.9 | 10.1 | 9.7 | - | - |
| MS (kN) | 60 | 9.6 | 13.8 | 14.7 | 65.3 | 93.9 | |
| MSI (kN) | 60 | 8.4 | 12.8 | 14.0 | 60.0 | 91.4 | |
| R (MPa) | 15 | 0.67 | 0.89 | 0.97 | 69.1 | 91.8 | |
| RI (MPa) | 15 | 0.58 | 0.83 | 0.9 | 64.4 | 92.2 | |
| RC (MPa) | 20 | 0.98 | 1.36 | 1.47 | 66.4 | 92.8 | |
| Means | - | - | - | 64.9 | 92.3 | ||
| Compaction Methods | OEAC (%) | MDD (g/cm3) | OMC (%) | Moisture Content after Molding (%) | Moisture Loss (%) |
|---|---|---|---|---|---|
| VVTM | 4.2 | 2.220 | 4.30 | 4.21 | 0.09 |
| MMCM | 4.6 | 2.170 | 4.83 | 4.30 | 0.47 |
| VVTM/MMCM | 0.91 | 1.023 | 0.89 | - | - |
| Compaction Methods | Anti-Cracking Ability | Anti-Rutting Ability | Moisture Stability | ||
|---|---|---|---|---|---|
| RB (MPa) | εB (με × 10−6) | DS (times/mm) | MS0 (%) | TSR (%) | |
| VVTM | 3.1 | 1341 | 3385 | 92.4 | 74.3 |
| MMCM | 2.3 | 1195 | 2508 | 89.1 | 71.0 |
| VVTM/MMCM | 1.35 | 1.12 | 1.35 | 1.04 | 1.05 |
| Compaction Methods | Indirect Tensile Strength | ||
|---|---|---|---|
| /MPa | Variable Coefficient/% | Ri0.95/MPa | |
| MMCM | 0.65 | 4.3 | 0.60 |
| VVTM | 0.95 | 5.3 | 0.87 |
| Compaction Methods | The Values of Stress Ratio (S) in the List Correspond to Fatigue Life (N) | ||||
|---|---|---|---|---|---|
| 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | |
| MMCM | 15,238 | 6321 | 2689 | 1292 | 628 |
| 16,903 | 6736 | 3107 | 1522 | 733 | |
| 18,696 | 7739 | 3327 | 1674 | 816 | |
| 19,873 | 8550 | 3990 | 1959 | 879 | |
| 23,418 | 9519 | 4583 | 2444 | 1072 | |
| VVTM | 18,285 | 8217 | 4302 | 2313 | 1255 |
| 19,946 | 8757 | 4567 | 2648 | 1452 | |
| 21,313 | 9829 | 4990 | 2745 | 1574 | |
| 21,860 | 10,174 | 5307 | 2958 | 1670 | |
| 24,355 | 10,757 | 5546 | 3177 | 1790 | |
| S | MMCM | VVTM | ||||
|---|---|---|---|---|---|---|
| R2 | R2 | |||||
| 0.3 | 5.3346 | 52.91 | 0.9633 | 8.1827 | 81.917 | 0.9711 |
| 0.4 | 5.1782 | 46.789 | 0.9625 | 7.9023 | 72.837 | 0.9733 |
| 0.5 | 4.1448 | 34.256 | 0.9622 | 8.3901 | 71.785 | 0.9825 |
| 0.6 | 3.5606 | 27.018 | 0.9578 | 7.3406 | 58.598 | 0.9872 |
| 0.7 | 4.3643 | 29.699 | 0.9710 | 6.4539 | 47.814 | 0.9945 |
| Compaction Methods | P (%) | The Values of S in the List Correspond to | ||||
|---|---|---|---|---|---|---|
| 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | ||
| MMCM | 5 | 11,632 | 4732 | 1897 | 857 | 457 |
| 10 | 13,312 | 5438 | 2257 | 1049 | 539 | |
| 20 | 15,323 | 6286 | 2705 | 1296 | 640 | |
| 30 | 16,731 | 6882 | 3029 | 1478 | 712 | |
| 40 | 17,896 | 7376 | 3304 | 1635 | 774 | |
| 50 | 18,950 | 7824 | 3556 | 1781 | 830 | |
| VVTM | 5 | 15,491 | 6914 | 3648 | 1955 | 1041 |
| 10 | 16,915 | 7574 | 3975 | 2156 | 1164 | |
| 20 | 18,540 | 8328 | 4347 | 2388 | 1308 | |
| 30 | 19,634 | 8837 | 4596 | 2546 | 1406 | |
| 40 | 20,515 | 9248 | 4798 | 2674 | 1487 | |
| 50 | 21,295 | 9612 | 4975 | 2787 | 1559 | |
| Compaction Methods | Coefficient | The Value of P (%) in the List Correspond to Coefficient | |||||
|---|---|---|---|---|---|---|---|
| 5 | 10 | 20 | 30 | 40 | 50 | ||
| MMCM | a | 2.086 | 2.1763 | 2.2706 | 2.3294 | 2.3745 | 2.4129 |
| b | 3.8671 | 3.8058 | 3.7419 | 3.7019 | 3.6713 | 3.6453 | |
| R2 | 0.9954 | 0.9952 | 0.9945 | 0.9938 | 0.9931 | 0.9924 | |
| VVTM | a | 2.5752 | 2.6239 | 2.6747 | 2.7065 | 2.7308 | 2.7515 |
| b | 3.1433 | 3.1197 | 3.0951 | 3.0797 | 3.068 | 3.058 | |
| R2 | 0.9941 | 0.9949 | 0.9957 | 0.9961 | 0.9965 | 0.9967 | |
| Compaction Methods | N under the Following P (%) When the Stress Ratio is 0.45 | N under the Following P (%) When the Load Stress is 0.27 MPa | ||
|---|---|---|---|---|
| 5 | 50 | 5 | 50 | |
| VVTM | 4627 | 6486 | 14,876 | 20,204 |
| MMCM | 2673 | 4754 | 2673 | 4754 |
| VVTM/MMCM | 1.73 | 1.36 | 5.57 | 4.25 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Lin, H.; Han, Z.; Deng, C. Fatigue Properties of Cold-Recycled Emulsified Asphalt Mixtures Fabricated by Different Compaction Methods. Sustainability 2019, 11, 3483. https://doi.org/10.3390/su11123483
Jiang Y, Lin H, Han Z, Deng C. Fatigue Properties of Cold-Recycled Emulsified Asphalt Mixtures Fabricated by Different Compaction Methods. Sustainability. 2019; 11(12):3483. https://doi.org/10.3390/su11123483
Chicago/Turabian StyleJiang, Yingjun, Hongwei Lin, Zhanchuang Han, and Changqing Deng. 2019. "Fatigue Properties of Cold-Recycled Emulsified Asphalt Mixtures Fabricated by Different Compaction Methods" Sustainability 11, no. 12: 3483. https://doi.org/10.3390/su11123483
APA StyleJiang, Y., Lin, H., Han, Z., & Deng, C. (2019). Fatigue Properties of Cold-Recycled Emulsified Asphalt Mixtures Fabricated by Different Compaction Methods. Sustainability, 11(12), 3483. https://doi.org/10.3390/su11123483