Framework for Life Cycle Sustainability Assessment of Additive Manufacturing








Abstract
:1. Introduction
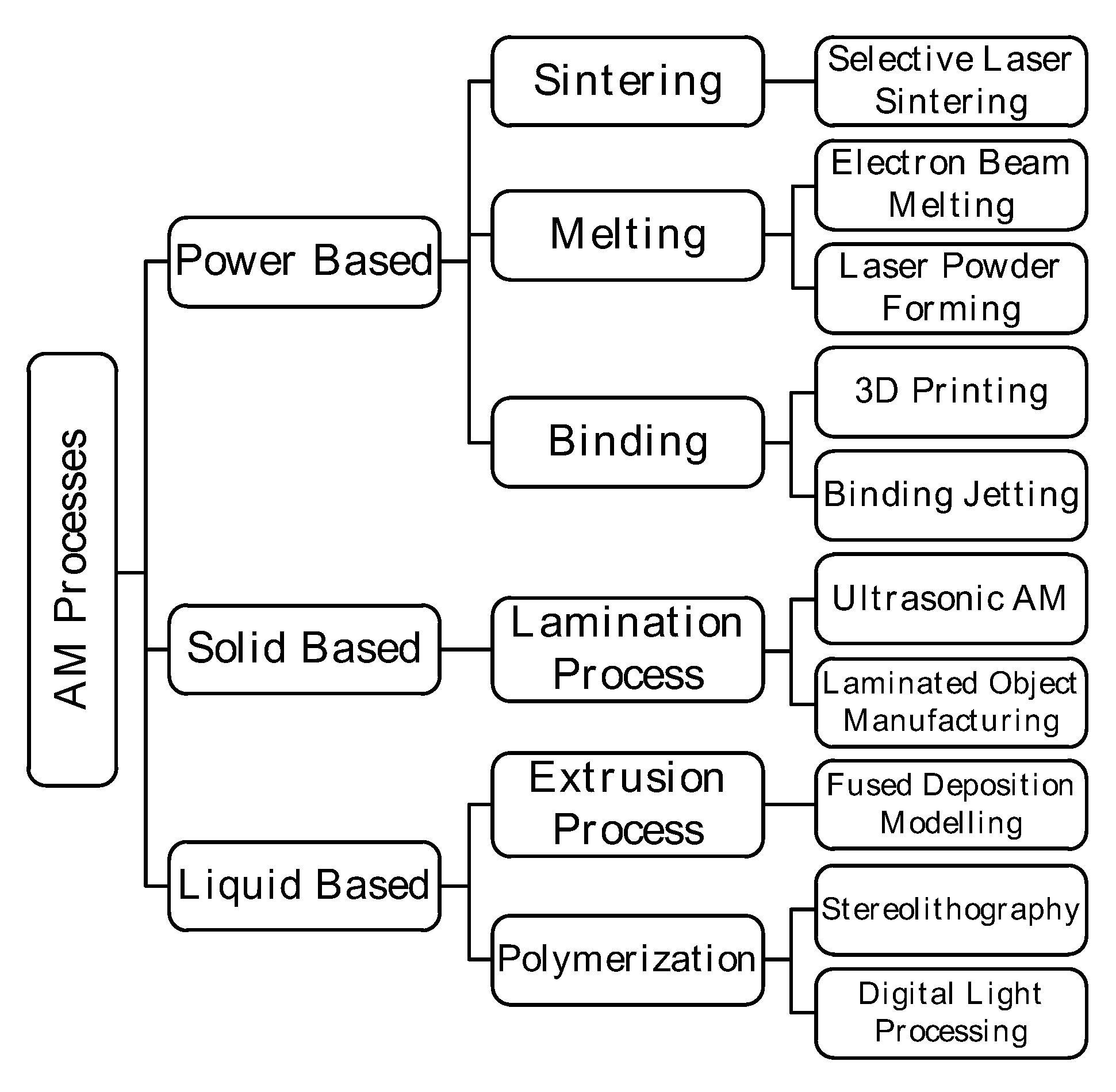
2. Additive Manufacturing Background
2.1. Literature Review Methodology
2.2. AM vs. Environmental Sustainability
2.3. AM vs. Economic Sustainability
2.4. AM vs. Social Sustainability
3. Mapping Relevant Relationships Between AM Sustainability Dimensions Based on Literature Review
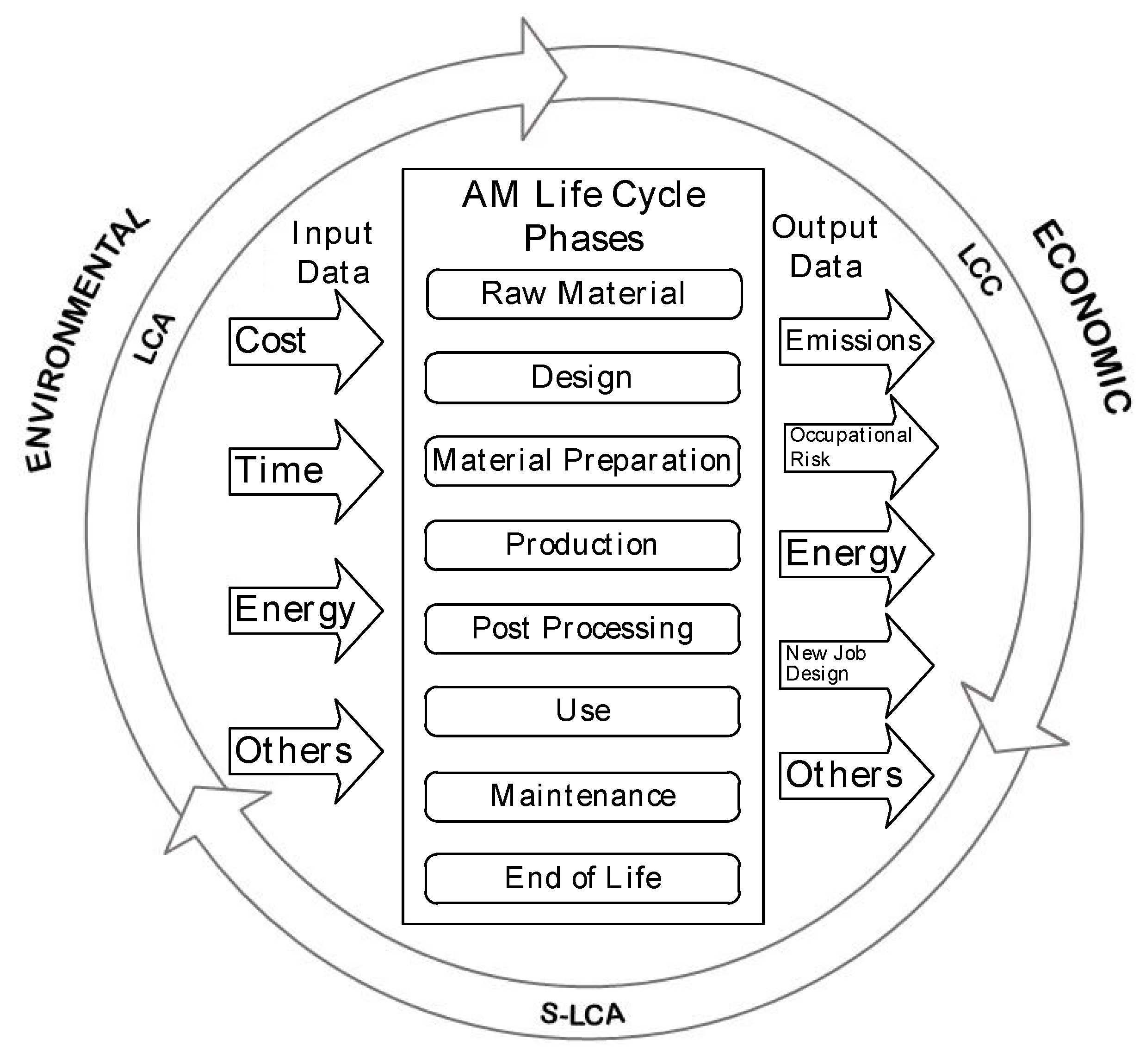
4. Assessment Framework
- Life cycle phases of AM, as found in the literature,
- Data, i.e., input and output data for each particular phase, and
- Methods for assessing AM sustainability impacts.
4.1. Methods for Assessing Sustainability
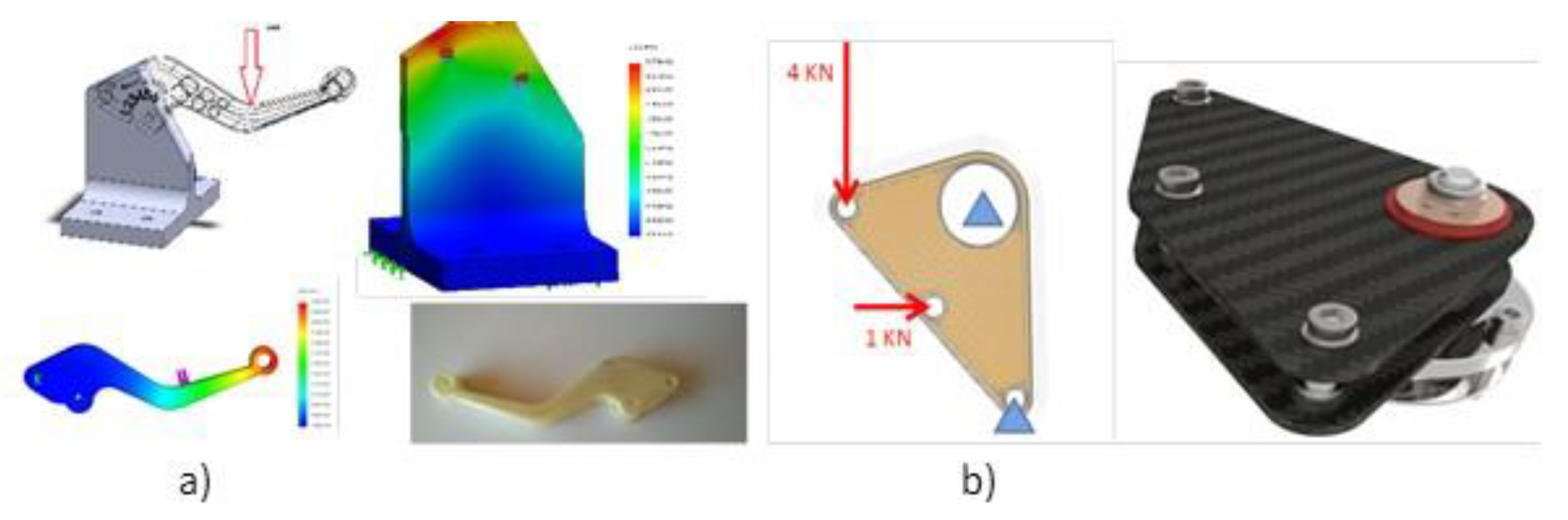
4.2. Application of the Sustainability Model to Case Studies
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef] [Green Version]
- Ghobakhloo, M. Industry 4.0, digitization, and opportunities for sustainability. J. Clean. Prod. 2020, 252, 11869. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Chen, D.; Heyer, S.; Ibbotson, S.; Salonitis, K.; Steingrímsson, J.G.; Thiede, S. Direct digital manufacturing: Definition, evolution, and sustainability implications. J. Clean. Prod. 2015, 107, 615–625. [Google Scholar] [CrossRef]
- Mani, M.; Lyons, K.W.; Gupta, S.K. Sustainability characterization for additive manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 419–428. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Piller, F.T.; Weller, C.; Kleer, R. Business Models with Additive Manufacturing: Opportunities and Challenges from the Perspective of Economics and Management. In Advances in Production Technology; Brecher, C., Ed.; Springer International Publishing: Cham, Switzerland, 2015; pp. 39–48. ISBN 978-3-319-12304-2. [Google Scholar]
- Ponfoort, O.; Ambrosius, W.; Barten, L.; Duivenvoorde, G.; van den Hurk, L.; Amir, S.; Teunissen, E. Successful Business Models for 3D printing: Seizing Opportunities with a Game Changing Technology; Berenschot: Utrecht, Berenschot, 2014; ISBN 978-94-903142-1-7. [Google Scholar]
- Despeisse, M.; Baumers, M.; Brown, P.; Charnley, F.; Ford, S.J.; Garmulewicz, A.; Knowles, S.; Minshall, T.H.W.; Mortara, L.; Reed-Tsochas, F.P.; et al. Unlocking value for a circular economy through 3D printing: A research agenda. Technol. Forecast. Soc. Change 2017, 115, 75–84. [Google Scholar] [CrossRef] [Green Version]
- Schniederjans, D.G. Adoption of 3D-printing technologies in manufacturing: A survey analysis. Int. J. Prod. Econ. 2017, 183, 287–298. [Google Scholar] [CrossRef]
- Petrovic, V.; Vicente Haro Gonzalez, J.; Jordá Ferrando, O.; Delgado Gordillo, J.; Ramón Blasco Puchades, J.; Portolés Griñan, L.; Ramon Blasco Puchades, J.; Portoles Grinan, L. Additive layered manufacturing: Sectors of industrial application shown through case studies. Int. J. Prod. Res. 2011, 49, 1061–1079. [Google Scholar] [CrossRef]
- Oettmeier, K.; Hofmann, E. Additive manufacturing technology adoption: An empirical analysis of general and supply chain-related determinants. J. Bus. Econ. 2017, 87, 97–124. [Google Scholar] [CrossRef]
- Gebler, M.; Uiterkamp, S.A.J.M.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Müller, J.M.; Kiel, D.; Voigt, K.-I. What Drives the Implementation of Industry 4.0? The Role of Opportunities and Challenges in the Context of Sustainability. Sustainability 2018, 10, 247. [Google Scholar] [CrossRef] [Green Version]
- Turner, C.; Moreno, M.; Mondini, L.; Salonitis, K.; Charnley, F.; Tiwari, A.; Hutabarat, W. Sustainable Production in a Circular Economy: A Business Model for Re-Distributed Manufacturing. Sustainability 2019, 11, 4291. [Google Scholar] [CrossRef] [Green Version]
- Ghobadian, A.; Talavera, I.; Bhattacharya, A.; Kumar, V.; Garza-Reyes, J.A.; O’Regan, N. Examining legitimatisation of additive manufacturing in the interplay between innovation, lean manufacturing and sustainability. Int. J. Prod. Econ. 2018. [Google Scholar] [CrossRef]
- Garetti, M.; Taisch, M. Sustainable manufacturing: Trends and research challenges. Prod. Plan. Control 2012, 23, 83–104. [Google Scholar] [CrossRef]
- Despeisse, M.; Yang, M.; Evans, S.; Ford, S.; Minshall, T. Sustainable Value Roadmapping Framework for Additive Manufacturing. Procedia CIRP 2017, 61, 594–599. [Google Scholar] [CrossRef]
- Huang, S.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Jiang, R.; Kleer, R.; Piller, F.T. Predicting the future of additive manufacturing: A Delphi study on economic and societal implications of 3D printing for 2030. Technol. Forecast. Soc. Change 2017, 117, 84–97. [Google Scholar] [CrossRef]
- Holmström, J.; Liotta, G.; Chaudhuri, A. Sustainability outcomes through direct digital manufacturing-based operational practices: A design theory approach. J. Clean. Prod. 2018, 167, 951–961. [Google Scholar] [CrossRef]
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Jin, M.; Tang, R.; Ji, Y.; Liu, F.; Gao, L.; Huisingh, D. Impact of advanced manufacturing on sustainability: An overview of the special volume on advanced manufacturing for sustainability and low fossil carbon emissions. J. Clean. Prod. 2017, 161, 69–74. [Google Scholar] [CrossRef]
- Kohtala, C.; Hyysalo, S. Anticipated environmental sustainability of personal fabrication. J. Clean. Prod. 2015, 99, 333–344. [Google Scholar] [CrossRef] [Green Version]
- Tang, Y.; Mak, K.; Zhao, Y.F. A framework to reduce product environmental impact through design optimization for additive manufacturing. J. Clean. Prod. 2016, 137, 1560–1572. [Google Scholar] [CrossRef]
- Kerbrat, O.; Le Bourhis, F.; Mognol, P.; Hascoët, J.-Y.; Kerbrat, O.; Le Bourhis, Á.F.; Mognol, Á.P.; Hascoët, J.-Y. Environmental Impact Assessment Studies in Additive Manufacturing. In Handbook of Sustainability in Additive Manufacturing; Springer: Hongkong, China, 2016; pp. 31–63. [Google Scholar]
- Wittbrodt, B.T.; Glover, A.G.; Laureto, J.; Anzalone, G.C.; Oppliger, D.; Irwin, J.L.; Pearce, J.M. Life-cycle economic analysis of distributed manufacturing with open-source 3-D printers. Mechatronics 2013, 23, 713–726. [Google Scholar] [CrossRef] [Green Version]
- Priarone, P.C.; Ingarao, G. Towards criteria for sustainable process selection: On the modelling of pure subtractive versus additive/subtractive integrated manufacturing approaches. J. Clean. Prod. 2017, 144, 57–68. [Google Scholar] [CrossRef]
- Oros Daraban, A.E.; Negrea, C.S.; Artimon, F.G.P.; Angelescu, D.; Popan, G.; Gheorghe, S.I.; Gheorghe, M. A Deep Look at Metal Additive Manufacturing Recycling and Use Tools for Sustainability Performance. Sustainability 2019, 11, 5494. [Google Scholar] [CrossRef] [Green Version]
- Oettmeier, K.; Hofmann, E. Impact of additive manufacturing technology adoption on supply chain management processes and components. J. Manuf. Technol. Manag. 2016, 27, 944–968. [Google Scholar] [CrossRef]
- ASTM F2792-12a. Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar] [CrossRef]
- Wohlers, T. Wohlers Report 2012. 3D Printing and Additive Manufacturing State of the Industry. Available online: http://www.wohlersassociates.com/history2012.pdf (accessed on 22 September 2019).
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann.-Manuf. Technol. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dicknes, P. Analysis of rapid manufacturing—using layer manufacturing processes for production. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 31–39. [Google Scholar] [CrossRef] [Green Version]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef] [Green Version]
- Kreiger, M.; Pearce, J.M. Environmental Impacts of Distributed Manufacturing from 3-D Printing of Polymer Components and Products. MRS Proc. 2013, 1492, 85–90. [Google Scholar] [CrossRef] [Green Version]
- Burkhart, M.; Aurich, J.C. Framework to predict the environmental impact of additive manufacturing in the life cycle of a commercial vehicle. Procedia CIRP 2015, 29, 408–413. [Google Scholar] [CrossRef]
- Malshe, H.; Nagarajan, H.; Pan, Y.; Haapala, K. Profile of Sustainability in Additive Manufacturing and Environmental Assessment of a Novel Stereolithography Process. Mater. Biomanuf. Prop. Appl. Syst. Sustain. Manuf. 2015, 2, V002T05A012. [Google Scholar]
- Zanetti, V.; Cavalieri, S.; Pezzotta, G. Additive Manufacturing and PSS: A Solution Life-Cycle Perspective. IFAC-Pap. 2016, 49, 1573–1578. [Google Scholar] [CrossRef]
- Peng, T. Analysis of Energy Utilization in 3D Printing Processes. Procedia CIRP 2016, 40, 62–67. [Google Scholar]
- Sreenivasan, R.; Goel, A.; Bourell, D.L. Sustainability issues in laser-based additive manufacturing. Phys. Procedia 2010, 5, 81–90. [Google Scholar]
- Campbell, T.; Williams, C.; Ivanova, O.; Garret, B. Could 3D Printing Change the World? Technologies, Potential, and Implications of Additive Manufacturing. Available online: http://globaltrends.thedialogue.org/wp-content/uploads/2014/11/Could-3D-Printing-Change-the-World-Technologies-Potential-and-Implications-of-Additive-Manufacturing.pdf (accessed on 27 January 2020).
- Luo, Y.; Leu, M.C.; Ji, Z. Assessment of Environmental Performance of Rapid Prototyping and Rapid Tooling Processes. Available online: https://www.tib.eu/en/search/id/BLCP%3ACN034295876/Assessment-of-Environmental-Performance-of-Rapid/ (accessed on 27 January 2020).
- Kafara, M.; Süchting, M.; Kemnitzer, J.; Westermann, H.H.; Steinhilper, R. Comparative Life Cycle Assessment of Conventional and Additive Manufacturing in Mold Core Making for CFRP Production. Procedia Manuf. 2017, 8, 223–230. [Google Scholar] [CrossRef]
- Morrow, W.R.; Qi, H.; Kim, I.; Mazumder, J.; Skerlos, S.J. Environmental aspects of laser-based and conventional tool and die manufacturing. J. Clean. Prod. 2007, 15, 932–943. [Google Scholar] [CrossRef]
- Kellens, K.; Yasa, E.; Dewulf, W.; Duflou, J.R. Environmental Assessment of Selective Laser Melting and Selective Laser Sintering. Methodology 2010, 4, 5. [Google Scholar]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann.-Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Telenko, C.; Seepersad, C.C. A comparative evaluation of energy consumption of selective laser sintering and injection molding of nylon parts. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 8–10 August 2011; pp. 41–54. [Google Scholar]
- Baumers, M.; Tuck, C.; Wildman, R.; Ashcroft, I.; Rosamond, E.; Hague, R. Transparency built-in: Energy consumption and cost estimation for additive manufacturing. J. Ind. Ecol. 2013, 17, 418–431. [Google Scholar] [CrossRef]
- Simon, M. When Copyright Can Kill: How 3D Printers Are Breaking the Barriers Between “Intellectual” Property and the Physical World. Pace Intellect. Prop. Sports Entertain. Law Forum 2013, 3, 60–97. [Google Scholar]
- Wohlers, T. Wohlers Report 2014. 3D Printing and Additive Manufacturing State of the Industry. Available online: https://www.wohlersassociates.com/2014report.htm (accessed on 22 September 2019).
- Brundtland, G.; Khalid, M.; Agnelli, S.; Al-Athel, S.; Chidzero, B.; Fadika, L.; Hauff, V.; Lang, I.; Shijun, M.; Morino de Botero, M.; et al. Our Common Future (‘Brundtland Report’); Oxford University Press: New York, NJ, USA, 1987; ISBN 9780192820808. [Google Scholar]
- Mognol, P.; Lepicart, D.; Perry, N. Rapid prototyping: Energy and environment in the spotlight. Rapid Prototyp. J. 2006, 12, 26–34. [Google Scholar] [CrossRef] [Green Version]
- Sreenivasan, R.; Bourell, D.L. Sustainability study in selective laser sintering—An energy perspective. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 3–5 August 2009; pp. 257–265. [Google Scholar]
- Lindemann, C.; Jahnke, U.; Moi, M.; Koch, R. Analyzing product lifecycle costs for a better understanding of cost drivers in additive manufacturing. Int. Solid Free. Fabr. Symp. 2012, 23, 177–188. [Google Scholar]
- Grant, M.J.; Booth, A. A typology of reviews: An analysis of 14 review types and associated methodologies. Health Inf. Libr. J. 2009, 26, 91–108. [Google Scholar] [CrossRef] [PubMed]
- Kellens, K.; Mertens, R.; Paraskevas, D.; Dewulf, W.; Duflou, J.R. Environmental Impact of Additive Manufacturing Processes: Does AM Contribute to a More Sustainable Way of Part Manufacturing? Procedia CIRP 2017, 61, 582–587. [Google Scholar] [CrossRef]
- Baumers, M.; Tuck, C.; Hague, R.; Ashcroft, I.; Wildman, R. A comparative study of metallic additive manufacturing power consumption. In Proceedings of the 21st International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2010; pp. 278–288. [Google Scholar]
- Le Bourhis, F.; Kerbrat, O.; Dembinski, L.; Hascoet, J.-Y.; Mognol, P. Predictive Model for Environmental Assessment in Additive Manufacturing Process. Procedia CIRP 2014, 15, 26–31. [Google Scholar] [CrossRef]
- Balogun, V.A.; Kirkwood, N.D.; Mativenga, P.T. Direct electrical energy demand in fused deposition modelling. Procedia CIRP 2014, 15, 38–43. [Google Scholar] [CrossRef] [Green Version]
- Bekker, A.C.M.; Verlinden, J.C. Life cycle assessment of wire + arc additive manufacturing compared to green sand casting and CNC milling in stainless steel. J. Clean. Prod. 2018, 177, 438–447. [Google Scholar] [CrossRef] [Green Version]
- Ingarao, G.; Priarone, P.C.; Deng, Y.; Paraskevas, D. Environmental modelling of aluminium based components manufacturing routes: Additive manufacturing versus machining versus forming. J. Clean. Prod. 2018, 176, 261–275. [Google Scholar] [CrossRef]
- Ma, J.; Harstvedt, J.D.; Dunaway, D.; Bian, L.; Jaradat, R. An exploratory investigation of Additively Manufactured Product life cycle sustainability assessment. J. Clean. Prod. 2018, 192, 55–70. [Google Scholar] [CrossRef]
- Zhang, H.; Nagel, J.K.; Al-Qas, A.; Gibbons, E.; Lee, J.J.-Y. Additive Manufacturing with Bioinspired Sustainable Product Design: A Conceptual Model. Procedia Manuf. 2018, 26, 880–891. [Google Scholar] [CrossRef]
- Paris, H.; Mokhtarian, H.; Coatanéa, E.; Museau, M.; Ituarte, I.F. Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann.-Manuf. Technol. 2016, 65, 29–32. [Google Scholar] [CrossRef]
- Faludi, J.; Van Sice, C.M.; Shi, Y.; Bower, J.; Brooks, O.M.K. Novel materials can radically improve whole-system environmental impacts of additive manufacturing. J. Clean. Prod. 2019, 212, 1580–1590. [Google Scholar] [CrossRef]
- Rejeski, D.; Zhao, F.; Huang, Y. Research needs and recommendations on environmental implications of additive manufacturing. Addit. Manuf. 2018, 19, 21–28. [Google Scholar] [CrossRef] [Green Version]
- Alexander, P.; Allen, S.; Dutta, D. Part orientation and build cost determination in layered manufacturing. Comput.-Aided Des. 1998, 30, 343–358. [Google Scholar] [CrossRef]
- Ruffo, M.; Tuck, C.; Hague, R. Cost estimation for rapid manufacturing—Laser sintering production for low to medium volumes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 1417–1427. [Google Scholar] [CrossRef] [Green Version]
- Ruffo, M.; Hague, R. Cost estimation for rapid manufacturing’ simultaneous production of mixed components using laser sintering. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221. [Google Scholar] [CrossRef] [Green Version]
- Baumers, M.; Tuck, C.; Wildman, R.; Ashcroft, I.; Rosamond, E.; Hague, R. Combined build-time, energy consumption and cost estimation for direct metal laser sintering. Solid Free. Fabr. Symp. 2012, 932–944. [Google Scholar]
- Rickenbacher, L.; Spierings, A.; Wegener, K. An integrated cost-model for selective laser melting (SLM). Rapid Prototyp. J. 2013, 19, 208–214. [Google Scholar] [CrossRef]
- Lindemann, C.; Jahnke, U.; Moi, M.; Koch, R. Impact and Influence Factors of Additive Manufacturing on Product Lifecycle Costs. Available online: https://www.tib.eu/en/search/id/BLCP%3ACN086176683/Impact-and-Influence-Factors-of-Additive-Manufacturing/ (accessed on 27 January 2020).
- Baumers, M.; Tuck, C.; Hague, R. Selective Heat Sintering Versus Laser Sintering: Comparison of Deposition Rate, Process Energy Consumption and Cost Performance. Available online: http://utw10945.utweb.utexas.edu/2015TOC (accessed on 27 January 2020).
- Cunningham, C.R.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S.T. Cost Modelling and Sensitivity Analysis of Wire and Arc Additive Manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar] [CrossRef]
- Yosofi, M.; Kerbrat, O.; Mognol, P. Framework to Combine Technical, Economic and Environmental Points of View of Additive Manufacturing Processes. Procedia CIRP 2018, 69, 118–123. [Google Scholar] [CrossRef]
- Chan, S.L.; Lu, Y.; Wang, Y. Data-driven cost estimation for additive manufacturing in cybermanufacturing. J. Manuf. Syst. 2018, 46, 115–126. [Google Scholar] [CrossRef]
- Matos, F.; Godina, R.; Jacinto, C.; Carvalho, H.; Ribeiro, I.; Peças, P. Additive Manufacturing: Exploring the Social Changes and Impacts. Sustainability 2019, 11, 3757. [Google Scholar] [CrossRef] [Green Version]
- Gershenfeld, N. How to Make Almost Anything: The Digital Fabrication Revolution. Foreign Aff. 2012, 91, 43–57. [Google Scholar]
- Pearce, J.M.; Blair, C.M.; Laciak, K.J.; Andrews, R.; Nosrat, A.; Zelenika-Zovko, I. 3-D Printing of Open Source Appropriate Technologies for Self-Directed Sustainable Development. J. Sustain. Dev. 2010, 3, 17–29. [Google Scholar] [CrossRef] [Green Version]
- Dubois, A.; Gadde, L.-E. Systematic combining: An abductive approache to case research. J. Bus. Res. 2002, 55, 553–560. [Google Scholar] [CrossRef]
- Myers, M.D. Qualitative Research in Business & Management; SAGE Publications Ltd.: London, UK, 2013; ISBN 9781412921657. [Google Scholar]
- Prince, M.J.; Felder, R.M. Inductive Teaching and Learning Methods: Definitions, Comparisons, and Research Bases. J. Eng. Educ. 2006, 95, 123–138. [Google Scholar] [CrossRef]
- Guinée, J.B.; Heijungs, R.; Huppes, G.; Zamagni, A.; Masoni, P.; Buonamici, R.; Ekvall, T.; Rydberg, T. Life cycle assessment: Past, present, and future. Environ. Sci. Technol. 2011, 45, 90–96. [Google Scholar] [CrossRef]
- International Organization for Standardization (ISO). ISO 14040:2006—Environmental Management—Life Cycle Assessment—Principles and Framework; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- UNEP. Setac Life Cycle Initiative. Guidelines for Social Life Cycle Assessment of Products. Available online: http://www.fao.org/sustainable-food-value-chains/library/details/en/c/266243/// (accessed on 12 August 2019).
- Rebitzer, G.; Hunkeler, D. Life cycle costing in LCM: Ambitions, opportunities, and limitations. Int. J. Life Cycle Assess. 2003, 8, 253–256. [Google Scholar] [CrossRef]
- Krozer, Y. Life cycle costing for innovations in product chains. J. Clean. Prod. 2008, 16, 310–321. [Google Scholar] [CrossRef]
- Shtub, J.F.; Bard, S.G. Project Management Processes, Methodologies, and Economics; Pearson Prentice Hall: Upper Saddle River, NJ, USA, 2005; ISBN 9780130413314. [Google Scholar]
- Schmidt, A.; Götze, U.; Sygulla, R. Extending the scope of Material Flow Cost Accounting—Methodical refinements and use case. J. Clean. Prod. 2015, 108, 1320–1332. [Google Scholar] [CrossRef]
- Ciroth, A.; Franze, J. Franze LCA of an Ecolabeled Notebook Consideration of Social and Environmental Impacts Along the Entire Life Cycle; lulu.com: Berlin, Germany, 2011; ISBN 10: 1446600874. [Google Scholar]
- Goedkoop, M.; Heijungs, R.; De Schryver, A.; Struijs, J.; van Zelm, R. ReCiPe 2008. A LCIA method which comprises harmonised category indicators at the midpoint and the endpoint level. Report 1: Characterisation. Available online: https://www.rivm.nl/sites/default/files/2018-11/ReCiPe%202008_A%20lcia%20method%20which%20comprises%20harmonised%20category%20indicators%20at%20the%20midpoint%20and%20the%20endpoint%20level_First%20edition%20Characterisation.pdf (accessed on 27 January 2020).




{kind=link}
{kind=link}
{kind=link}
| Advantages and Opportunities | References |
| Design flexibility with complex geometries | [5,7,26,29,36,37,38,39,40,41,42,43] |
| Reduced environmental impact | [7,27,38,39,40,42,44,45,46,47,48] |
| Maximum material utilization with lesser waste generation | [6,7,27,29,36,41,43,44,46,48,49] |
| Less energy consumption and CO2 emissions | [6,14,26,38,39,43,44,45,48] |
| CAD-to-part in single process without the necessity of tools | [6,7,36,41,43,49,50,51] |
| Design for customization | [27,28,36,41,42,44] |
| Shortening of supply chains because of localized production | [5,26,36,43,44,45] |
| Light weight design and production | [6,26,28,29,43,50] |
| Reduced “time-to-market” | [14,46] |
| No overproduction in stocks | [7] |
| Potential benefits on worker health | [5] |
| Equal possibilities to all participants and markets | [5] |
| Potentially higher profit due to customer-specific solutions | [5] |
| Limitations and Challenges | |
| Limited material suitability | [7,36,37,50,52] |
| Poor surface finish | [36,37,38,50,52] |
| Issues of liability and security | [7,53] |
| Lack of standardization | [7,37] |
| Intellectual property right issues | [7,37] |
| Time consumption because of longer manufacturing time | [5,37] |
| Need for quality control | [5,50] |
| Supply chain management issues | [45] |
| Need for new regulations | [50] |
| More raw material consumption and waste due to misuse | [50] |
| Speed of production | [7] |
| Higher specific energy consumption | [5] |
| Less suitable for high volume production | [54] |
| No clear evidence on the employment situation | [5] |
| Decline in imports and exports | [45] |
| Environmental Analysis | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| (a) Raw Material (b) Design (c) Material Preparation (d) Production (e) Post Processing (f) Use (g) Maintenance (h) End-of-Life | |||||||||||
| Ref. | Life Cycle Phases | Methodology | 1. Technologies 2. Materials | Data | |||||||
| a | b | c | d | e | f | g | h | ||||
| [46] | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | LCA using Eco-indicator95 | 1. SLS, FDM 2. Epoxy resin, mixed steel, Ni, Al | Inputs: Material and energy consumption, process parameters and process residues. Outputs: EI (mPts) | ||
| [56] | ☑ | Experimental measurement | 1. FDM 2. ABS | Inputs: Energy and material consumption, process variables. Outputs: Energy consumption (KWh) | |||||||
| [57] | ☑ | ☑ | LCA using Eco-indicator95 | 1. SLS 2. Nylon-12 | Inputs: Material and energy consumption, process parameters. Outputs: Total Energy Indicator | ||||||
| [61] | ☑ | Experimental measurement | 1. SLM and EBM 2. Stainless steel and Ti. | Inputs: Energy and material consumption, process parameters. Outputs: Energy consumption rate (KWh/kg) | |||||||
| [51] | ☑ | ☑ | Experimental measurement and literature | 1. SLS, IM 2. Nylon Steel and Al | Inputs: Energy and material consumption, process parameters. Outputs: EC (MJ) | ||||||
| [40] | ☑ | ☑ | LCA using Eco-indicator99 | 1. SLS, SLM 2. PA, stainless steel | Inputs: Time, electric power, process consumables and waste. Outputs: EI (mPts) | ||||||
| [39] | ☑ | ☑ | ☑ | LCA using Eco- indicator99 | 1. Additive layer distributed manufacturing 2. PLA, ABS | Inputs: Energy consumed. Outputs: GHG emissions (kg CO2 eq) & CED (MJeq) | |||||
| [62] | ☑ | ☑ | ☑ | ☑ | LCA using Eco-indicator99 | 1. LAM 2. Metals | Inputs: Electricity, material and fluid consumption. Outputs: EI (mPts) | ||||
| [63] | ☑ | Mathematical model | 1. FDM 2. ABS, PLA | Inputs: Material and energy consumption. Outputs: Energy demand (Wh) | |||||||
| [40] | ☑ | ☑ | ☑ | ☑ | LCA using Eco-indicator99 | 1. Powder bed fusion 2. Steel | Inputs: Energy, material and fluid consumption and waste produced Outputs: EI (mPts) | ||||
| [43] | ☑ | ☑ | ☑ | Mathematical model | 1. FDM 2. ABS | Inputs: Energy and material consumption, Process parameters, waste. Outputs: E.C (J) and EI (mPts) | |||||
| [38] | ☑ | ☑ | ☑ | ☑ | ☑ | Process-based model | 1. SLM, DMLS, EBM, FDM, 2. Steel, Ti, Ni and Al alloys | Inputs: Energy, material and fuel consumption, process parameters, waste. Outputs: Primary energy (GJ) and CO2e emissions (million t CO2e) | |||
| [24] | ☑ | Experimental measurement | 1. LAM 2. Metal powders | Inputs: Energy and material consumption, process variables. Outputs: ECUDV, in J/mm3 | |||||||
| [47] | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | LCA using the ReCiPe Endpoint H Method | 1. FLM 2. HIPS and Sodium chloridewith additives | Inputs: Energy and materials consumption and process parameters. Outputs: Emissions and EI (Pts) | ||
| [64] | ☑ | ☑ | ☑ | ☑ | LCA using the ReCiPe Endpoint H Method | 1. WAAM 2. Stainless steel 308 l | Inputs: Energy, material and fuel consumption, shielding gas, waste, air emissions Outputs: E.I (Pts) | ||||
| [65] | ☑ | ☑ | ☑ | ☑ | ☑ | LCA using the ReCiPe Endpoint H Method | 1. SLM 2. Aluminium | Inputs: Energy and material, waste, process parameters Outputs: EI (Pts), Equivalent CO2 Emissions | |||
| [66] | ☑ | ☑ | ☑ | ☑ | LCA using the ReCiPe Endpoint H Method | 1. FDM 2. PLA | Inputs: Energy, material and fuel consumption, waste Outputs: EI (mPt) | ||||
| [67] | ☑ | ☑ | ☑ | ☑ | ☑ | LCA | 1. SLA 2. Ti | Inputs: Energy, material and fuel consumption, process parameters, waste Outputs: E.I (Pts/part) | |||
| Economic Analysis | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| (a) Raw Material (b) Design (c) Material Preparation (d) Production (e) Post Processing (f) Use (g) Maintenance (h) End-of-Life | |||||||||||
| Ref. | Life Cycle Phases | Methodology | 1. Technologies 2. Materials | Data | |||||||
| a | b | c | d | e | f | g | h | ||||
| [71] | ☑ | ☑ | ☑ | Process-based cost model | 1. FDM and SLA 2. Resin | Inputs: Part design, process parameters Outputs: Cost ($) | |||||
| [36] | ☑ | Cost model | 1. SLA, FDM 2. Epoxy, ABS, nylon. | Inputs: Machine, material and labour costs, process parameters. Output: Cost per part (€) | |||||||
| [72] | ☑ | ☑ | ☑ | ☑ | Process-based cost model | 1. Laser Sintering 2. Duraform, PA powder | Inputs: Software, hardware costs, process parameters, material consumption and cost. Outputs: Cost per part (€) | ||||
| [58] | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | LCC using Activity Based Costing | 1. MAM 2. Metals | Inputs: Process parameters Outputs: Cost per part (€) | ||
| [74] | ☑ | Activity-based cost model by Ruffo et al. | 1. DMLS 2. Metals | Inputs: Process parameters, material and energy consumption and cost. Outputs: Cost (£/cm3) and Energy (MJ/cm3) | |||||||
| [75] | ☑ | ☑ | ☑ | Experimental model based upon Alexander et al. cost model | 1. Selective laser melting 2. Metal powder | Inputs: Process parameters Output: Cost per part (€) | |||||
| [28] | ☑ | LCEA by developing a cost model | 1. FDM 2. PLA, ABS, HDPE | Inputs: Process parameters, material and energy consumption Outputs: Cost ($) | |||||||
| [76] | ☑ | ☑ | ☑ | ☑ | ☑ | ☑ | LCC using Activity Based Costing | 1. Metal AM 2. Metals | Inputs: Process parameters, material and energy consumption Outputs: Cost ($ or €) | ||
| [77] | ☑ | Activity-based cost model by Ruffo et al. | 1. SLS 2. Nylon composite and PA2200 | Inputs: Process parameters, energy and material consumption and costs Outputs: Machine productivity (cm3/h), SEC (MJ/kg), Resource cost rate ($/cm3) | |||||||
| [78] | ☑ | ☑ | ☑ | Activity-based costing | 1. WAAM 2. Ti6A14V | Inputs: Process parameters, consumables and costs. Energy and material consumption and costs. Outputs: Unit Cost ($) | |||||
| [66] | ☑ | ☑ | ☑ | Activity-based costing | 1. FDM 2. PLA | Inputs: Process parameters, energy, material and fuel consumption and costs. Machine and Waste management costs. Outputs: Unit Cost ($) | |||||
| [67] | ☑ | ☑ | ☑ | ☑ | ☑ | Activity-based costing | 1. SLA 2. Ti | Inputs: Machine and labour costs. Energy, material and fuel consumption and costs. Recycling costs. Outputs: Unit Cost ($) | |||
| [79] | ☑ | ☑ | Activity-based costing | 1. FDM and Material jetting 2. ABS | Inputs: Process parameters, energy and material consumption and costs. Outputs: Unit Cost ($) | ||||||
| [80] | ☑ | Data-driven | 1. FDM 2. - | Inputs: Process parameters and part cost, Outputs: Machine cost ($/prt), material cost ($/prt) and Unit Cost ($) | |||||||
| Life cycle Phases | Raw material (a) | 12 | 13 | 13 | 8 | 3 | 9 | 2 | 3 | Matrix 1 | ||||
| Design (b) | 5 | 2 | 4 | 1 | 6 | 2 | 2 | 2 | 1 | 5 | 1 | |||
| Material preparation (c) | 11 | 2 | 11 | 2 | 11 | 6 | 3 | 4 | 7 | 5 | 3 | |||
| Production (d) | 26 | 8 | 25 | 6 | 30 | 9 | 2 | 5 | 9 | 10 | 11 | 4 | ||
| Post processing (e) | 8 | 2 | 9 | 2 | 11 | 5 | 3 | 1 | 5 | 4 | 2 | |||
| Use (f) | 6 | 1 | 6 | 1 | 5 | 4 | 1 | 1 | 4 | 3 | 1 | |||
| Maintenance (g) | 2 | 1 | 2 | 2 | 2 | |||||||||
| End of life (h) | 7 | 3 | 6 | 2 | 6 | 3 | 2 | 1 | 6 | 2 | 1 | |||
| Data Inputs | Material Consumption | Material Unit Cost | Energy Consumption | Energy Unit Cost | Other Process Parameters | Waste | Software and Hardware Cost | Part Geometry | Energy Consumption Output | Environmental Impact | Cost | Emissions | Data Outputs | |
| Environmental | LCA using ReCiPe Endpoint H, or Eco-indicator 95 or 99 | 11 | 2 | 12 | 2 | 12 | 7 | 1 | 2 | 2 | 10 | 2 | 3 | Matrix 2 |
| Experimental measurement | 4 | 1 | 4 | 4 | 4 | |||||||||
| Mathematical model | 2 | 1 | 1 | 1 | 2 | 1 | ||||||||
| Process-based model | 1 | 2 | 1 | 1 | 1 | |||||||||
| Economics | LCC using TD-ABC | 1 | 1 | 2 | 2 | |||||||||
| Activity based cost model | 6 | 6 | 6 | 6 | 5 | 2 | 1 | 1 | 2 | 2 | 7 | |||
| Process-based cost model | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | ||||||
| Cost model | 1 | 1 | 1 | |||||||||||
| Experimental model based on Alexander et al. [71] | 1 | 1 | ||||||||||||
| Data-driven cost model | 1 | 1 | ||||||||||||
| Social | - | - | - | - | - | - | - | - | - | - | - | - | - | |
| Life cycle Phases | Raw material (a) | A | A | A | A | A | A | A | A | A | A | A | A | A | Matrix 1 | |
| Design (b) | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | |||
| Material preparation (c) | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | |||
| Production (d) | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | |||
| Post processing (e) | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | A,B | |||
| Use (f) | A | A | A | A | A | A | A | A | A | A | A | A | A | |||
| Maintenance (g) | A | A | A | A | A | A | A | A | A | A | A | A | A | |||
| End of life (h) | A | A | A | A | A | A | A | A | A | A | A | A | A | |||
| Data Inputs | Material | Energy | Equipment | Emissions | Process | Waste | Stakeholders | Cost Functions | Env/Impact | Social Impact | Life Cycle Phases Cost | Life Cycle Phases Env/Impact | Life Cycle Phases Social Impact | Data Outputs | ||
| Environment | LCA | Process-based model | A,B | Matrix 2 | ||||||||||||
| Experimental method | A,B | |||||||||||||||
| ReCiPe method | ||||||||||||||||
| Economics | LCC | Prcess-based model | A,B | |||||||||||||
| Experimental method | A,B | |||||||||||||||
| Social | S-LCA | Interviews with stakeholders | A,B | A,B | A,B | A,B | ||||||||||
| Data mining techniques | A,B | A,B | ||||||||||||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribeiro, I.; Matos, F.; Jacinto, C.; Salman, H.; Cardeal, G.; Carvalho, H.; Godina, R.; Peças, P. Framework for Life Cycle Sustainability Assessment of Additive Manufacturing. Sustainability 2020, 12, 929. https://doi.org/10.3390/su12030929
Ribeiro I, Matos F, Jacinto C, Salman H, Cardeal G, Carvalho H, Godina R, Peças P. Framework for Life Cycle Sustainability Assessment of Additive Manufacturing. Sustainability. 2020; 12(3):929. https://doi.org/10.3390/su12030929
Chicago/Turabian StyleRibeiro, Inês, Florinda Matos, Celeste Jacinto, Hafiz Salman, Gonçalo Cardeal, Helena Carvalho, Radu Godina, and Paulo Peças. 2020. "Framework for Life Cycle Sustainability Assessment of Additive Manufacturing" Sustainability 12, no. 3: 929. https://doi.org/10.3390/su12030929
APA StyleRibeiro, I., Matos, F., Jacinto, C., Salman, H., Cardeal, G., Carvalho, H., Godina, R., & Peças, P. (2020). Framework for Life Cycle Sustainability Assessment of Additive Manufacturing. Sustainability, 12(3), 929. https://doi.org/10.3390/su12030929