
Fractionation of Cynara cardunculus L. by Acidified Organosolv Treatment for the Extraction of Highly Digestible Cellulose and Technical Lignin

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
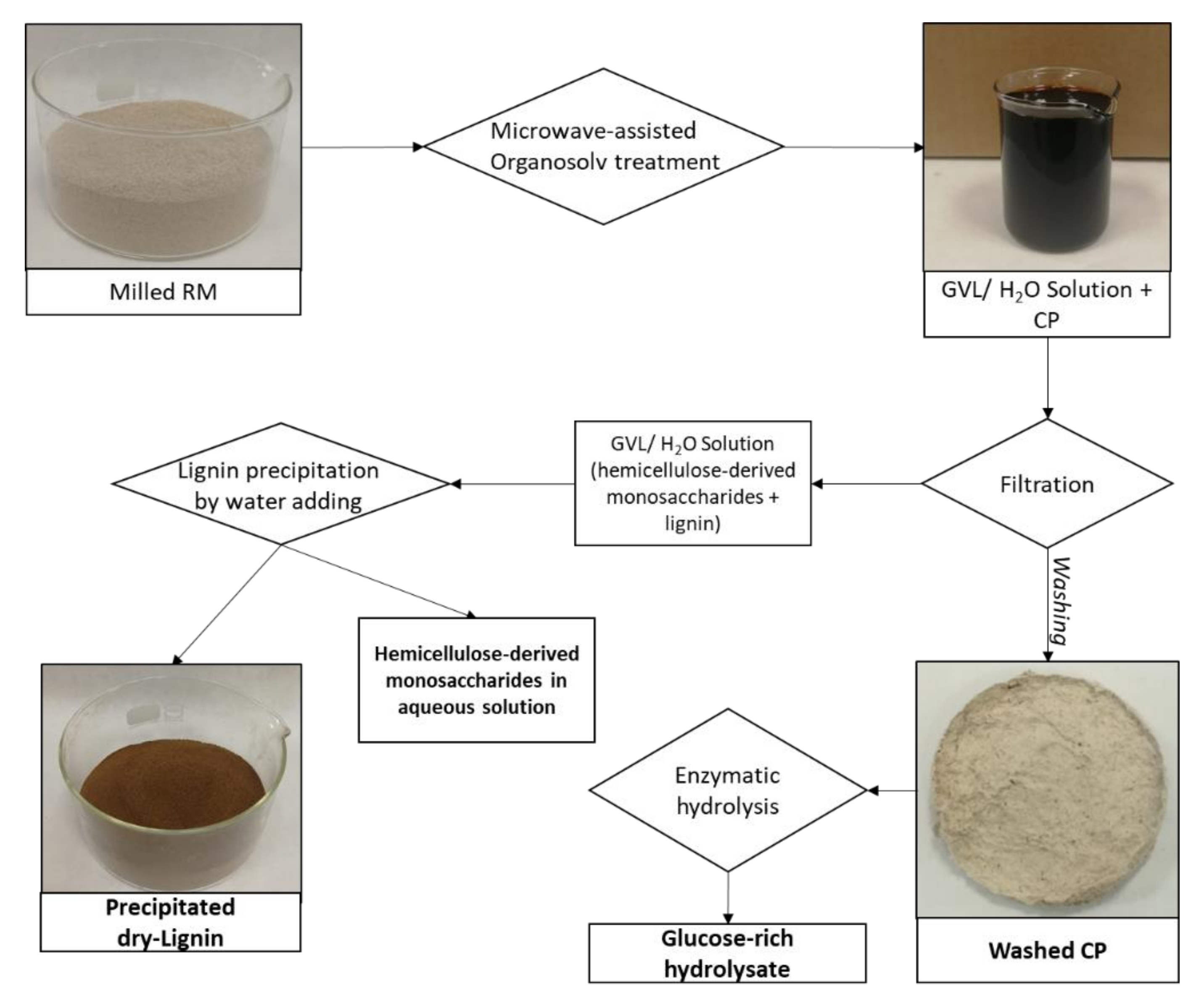
2.1. Production of CP, Hemicellulose-Derived Sugars Solution, and Lignin
2.2. Experimental Design
2.3. Enzymatic Hydrolysis
2.4. Analytical Procedure and Calculation
3. Results and Discussion
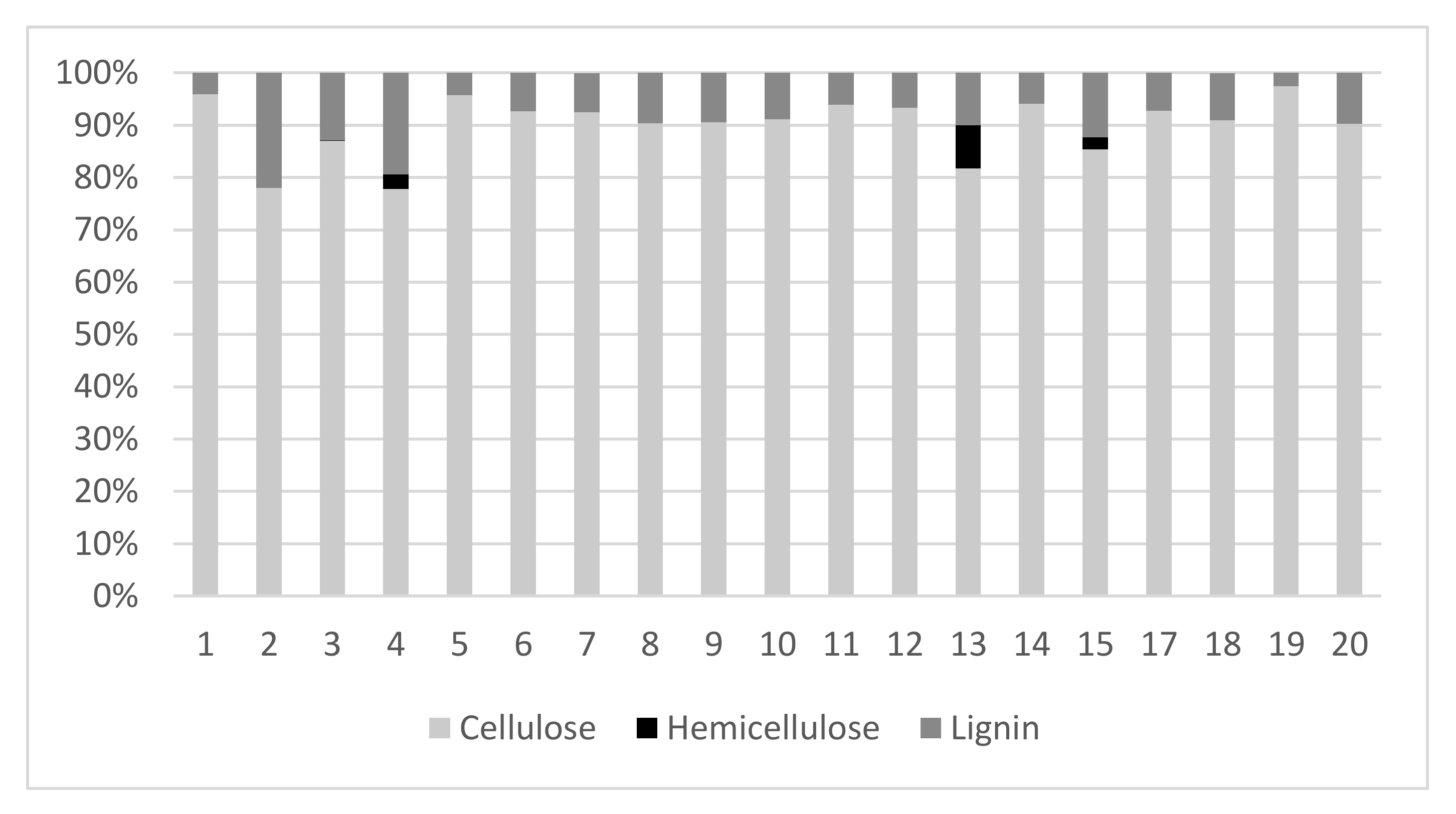
3.1. Characterization of Raw Material, CP, and Aqueous Solutions
3.2. Enzymatic Hydrolysis of CP
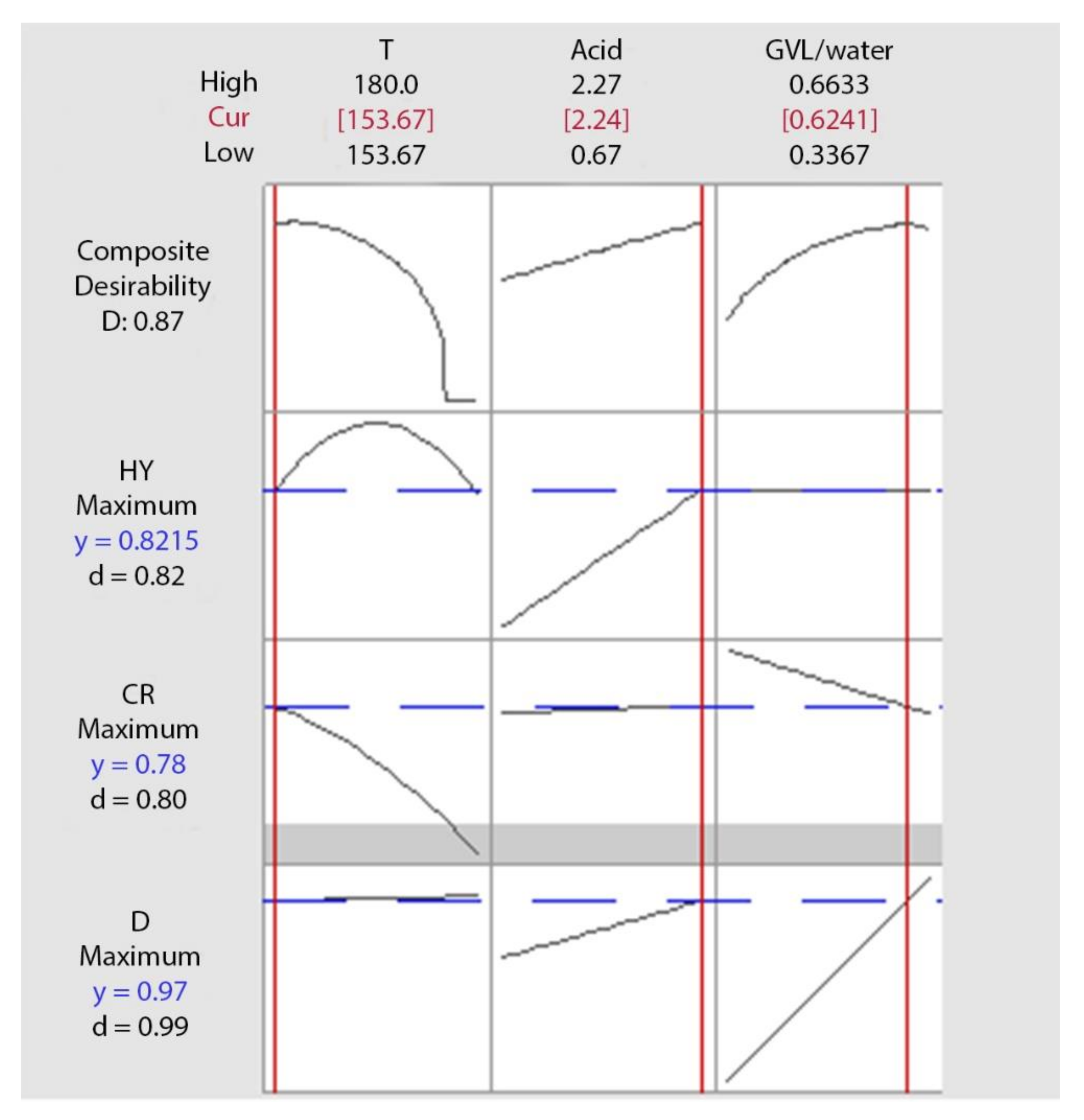
3.3. Design of Experiment
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Friend, A.D. Terrestrial plant production and climate change. J. Exp. Bot. 2010, 61, 1293–1309. [Google Scholar] [CrossRef] [Green Version]
- Hardham, A.R.; Jones, D.A.; Takemoto, D. Cytoskeleton and cell wall function in penetration resistance. Curr. Opin. Plant Biol. 2007, 10, 342–348. [Google Scholar] [CrossRef] [PubMed]
- Agbor, V.B.; Cicek, N.; Sparling, R.; Berlin, A.; Levin, D.B. Biomass pretreatment: Fundamentals toward application. Biotechnol. Adv. 2011, 29, 675–685. [Google Scholar] [CrossRef] [PubMed]
- Wyman, C.E. Biomass ethanol: Technical progress, opportunities, and commercial challenges. Annu. Rev. Energy Environ. 1999, 24, 189–226. [Google Scholar] [CrossRef] [Green Version]
- Ebaid, R.; Wang, H.; Sha, C.; Abomohra, A.E.-F.; Shao, W. Recent trends in hyperthermophilic enzymes production and future perspectives for biofuel industry: A critical review. J. Clean. Prod. 2019, 238, 117925. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment: The key to efficient utilization of lignocellulosic materials. Biomass Bioenergy 2012, 46, 70–78. [Google Scholar] [CrossRef]
- Elsayed, M.; Abomohra, A.E.-F.; Ai, P.; Jin, K.; Fan, Q.; Zhang, Y. Acetogenesis and methanogenesis liquid digestates for pretreatment of rice straw: A holistic approach for efficient biomethane production and nutrient recycling. Energy Convers. Manag. 2019, 195, 447–456. [Google Scholar] [CrossRef]
- Gomes, F.J.; Santos, F.A.; Colodette, J.L.; Demuner, I.F.; Batalha, L.A. Literature review on biorefinery processes integrated to the pulp industry. Nat. Resour. 2014, 5, 419–432. [Google Scholar] [CrossRef] [Green Version]
- Yang, B.; Wyman, C.E. Pretreatment: The key to unlocking low-cost cellulosic ethanol. Biofuels Bioprod. Biorefining Innov. A Sustain. Econ. 2008, 2, 26–40. [Google Scholar] [CrossRef]
- Wan, C.; Li, Y. Fungal pretreatment of lignocellulosic biomass. Biotechnol. Adv. 2012, 30, 1447–1457. [Google Scholar] [CrossRef]
- Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Li, Y.; Yoo, C.G.; Yang, X.; Lin, X.; Ralph, J.; Pan, X. An uncondensed lignin depolymerized in the solid state and isolated from lignocellulosic biomass: A mechanistic study. Green Chem. 2018, 20, 4224–4235. [Google Scholar] [CrossRef] [Green Version]
- Chakar, F.S.; Ragauskas, A.J. Review of current and future softwood kraft lignin process chemistry. Ind. Crop. Prod. 2004, 20, 131–141. [Google Scholar] [CrossRef]
- Rezaei, S.M.; Makarem, S.; Alexovič, M.; Tabani, H. Simultaneous separation and quantification of acidic and basic dye specimens via a dual gel electro-membrane extraction from real environmental samples. J. Iran. Chem. Soc. 2021, 18, 2091–2099. [Google Scholar] [CrossRef]
- Calvo-Flores, F.G.; Dobado, J.A. Lignin as renewable raw material. ChemSusChem 2010, 3, 1227–1235. [Google Scholar] [CrossRef]
- Meng, X.; Bhagia, S.; Wang, Y.; Zhou, Y.; Pu, Y.; Dunlap, J.R.; Shuai, L.; Ragauskas, A.J.; Yoo, C.G. Effects of the advanced organosolv pretreatment strategies on structural properties of woody biomass. Ind. Crop. Prod. 2020, 146, 112144. [Google Scholar] [CrossRef]
- Grangeiro, L.C.; de Almeida, S.G.C.; de Mello, B.S.; Fuess, L.T.; Sarti, A.; Dussán, K.J. New trends in biogas production and utilization. In Sustainable Bioenergy; Elsevier: Amsterdam, The Netherlands, 2019; pp. 199–223. [Google Scholar]
- Zhang, Z.; Harrison, M.D.; Rackemann, D.W.; Doherty, W.O.; O’Hara, I.M. Organosolv pretreatment of plant biomass for enhanced enzymatic saccharification. Green Chem. 2016, 18, 360–381. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Yang, H.; Guo, H.; Huang, C.; Xiong, L.; Chen, X. Kinetic study on the liquefaction of wood and its three cell wall component in polyhydric alcohols. Appl. Energy 2014, 113, 1596–1600. [Google Scholar] [CrossRef]
- Constant, S.; Wienk, H.L.; Frissen, A.E.; de Peinder, P.; Boelens, R.; Van Es, D.S.; Grisel, R.J.; Weckhuysen, B.M.; Huijgen, W.J.; Gosselink, R.J. New insights into the structure and composition of technical lignins: A comparative characterisation study. Green Chem. 2016, 18, 2651–2665. [Google Scholar] [CrossRef] [Green Version]
- Gelosia, M.; Ingles, D.; Pompili, E.; D’Antonio, S.; Cavalaglio, G.; Petrozzi, A.; Coccia, V. Fractionation of lignocellulosic residues coupling steam explosion and organosolv treatments using green solvent γ-valerolactone. Energies 2017, 10, 1264. [Google Scholar] [CrossRef] [Green Version]
- González, M.; Tejado, Á.; Peña, C.; Labidi, J. Organosolv pulping process simulations. Ind. Eng. Chem. Res. 2008, 47, 1903–1909. [Google Scholar] [CrossRef]
- Mellmer, M.A.; Alonso, D.M.; Luterbacher, J.S.; Gallo, J.M.R.; Dumesic, J.A. Effects of γ-valerolactone in hydrolysis of lignocellulosic biomass to monosaccharides. Green Chem. 2014, 16, 4659–4662. [Google Scholar] [CrossRef]
- Shuai, L.; Questell-Santiago, Y.M.; Luterbacher, J.S. A mild biomass pretreatment using γ-valerolactone for concentrated sugar production. Green Chem. 2016, 18, 937–943. [Google Scholar] [CrossRef] [Green Version]
- Cherubini, F. The biorefinery concept: Using biomass instead of oil for producing energy and chemicals. Energy Convers. Manag. 2010, 51, 1412–1421. [Google Scholar] [CrossRef]
- Angelini, L.G.; Ceccarini, L.; o Di Nasso, N.N.; Bonari, E. Long-term evaluation of biomass production and quality of two cardoon (Cynara cardunculus L.) cultivars for energy use. Biomass Bioenergy 2009, 33, 810–816. [Google Scholar] [CrossRef]
- Ballesteros, M.; Negro, M.J.; Manzanares, P.; Ballesteros, I.; Sáez, F.; Oliva, J.M. Fractionation of Cynara cardunculus (cardoon) biomass by dilute-acid pretreatment. In Applied Biochemistry and Biotecnology; Springer: Berlin/Heidelberg, Germany, 2007; pp. 239–252. [Google Scholar]
- Bertini, A.; Gelosia, M.; Cavalaglio, G.; Barbanera, M.; Giannoni, T.; Tasselli, G.; Nicolini, A.; Cotana, F. Production of Carbohydrates from Cardoon Pre-Treated by Acid-Catalyzed Steam Explosion and Enzymatic Hydrolysis. Energies 2019, 12, 4288. [Google Scholar] [CrossRef] [Green Version]
- Ligero, P.; Villaverde, J.; Vega, A.; Bao, M. Acetosolv delignification of depithed cardoon (Cynara cardunculus) stalks. Ind. Crop. Prod. 2007, 25, 294–300. [Google Scholar] [CrossRef]
- Shatalov, A.A.; Pereira, H. Dissolving grade eco-clean cellulose pulps by integrated fractionation of cardoon (Cynara cardunculus L.) stalk biomass. Chem. Eng. Res. Des. 2014, 92, 2640–2648. [Google Scholar] [CrossRef]
- Gelosia, M.; Bertini, A.; Barbanera, M.; Giannoni, T.; Nicolini, A.; Cotana, F.; Cavalaglio, G. Acid-Assisted Organosolv Pre-Treatment and Enzymatic Hydrolysis of Cynara cardunculus L. for Glucose Production. Energies 2020, 13, 4195. [Google Scholar] [CrossRef]
- Fang, W.; Sixta, H. Advanced Biorefinery based on the Fractionation of Biomass in γ-Valerolactone and Water. ChemSusChem 2015, 8, 73–76. [Google Scholar] [CrossRef] [PubMed]
- Resch, M.G.; Baker, J.; Decker, S. Low Solids Enzymatic Saccharification of Lignocellulosic Biomass; National Renewable Energy Laboratory Golden, CO: Denver, CO, USA, 2015.
- Summative Mass Closure. Available online: https://www.nrel.gov/docs/gen/fy11/48087.pdf (accessed on 3 August 2021).
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Process Samples; National Renewable Energy Laboratory: Golden, CO, USA, 2006.
- Antunes, A.; Amaral, E.; Belgacem, M. Cynara cardunculus L.: Chemical composition and soda-anthraquinone cooking. Ind. Crop. Prod. 2000, 12, 85–91. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, L.; Liu, D. Biomass recalcitrance. Part I: The chemical compositions and physical structures affecting the enzymatic hydrolysis of lignocellulose. Biofuels Bioprod. Biorefining 2012, 6, 465–482. [Google Scholar] [CrossRef]
- Cotana, F.; Cavalaglio, G.; Gelosia, M.; Coccia, V.; Petrozzi, A.; Ingles, D.; Pompili, E. A comparison between SHF and SSSF processes from cardoon for ethanol production. Ind. Crop. Prod. 2015, 69, 424–432. [Google Scholar] [CrossRef]
- Lourenço, A.; Gominho, J.; Curt, M.D.; Revilla, E.; Villar, J.C.; Pereira, H. Steam Explosion as a Pretreatment of Cynara cardunculus Prior to Delignification. Ind. Eng. Chem. Res. 2017, 56, 424–433. [Google Scholar] [CrossRef]
- Fernandes, M.C.; Ferro, M.D.; Paulino, A.F.C.; Mendes, J.A.S.; Gravitis, J.; Evtuguin, D.V.; Xavier, A.M.R.B. Enzymatic saccharification and bioethanol production from Cynara cardunculus pretreated by steam explosion. Bioresour. Technol. 2015, 186, 309–315. [Google Scholar] [CrossRef] [PubMed]
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crop. Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- Obama, P.; Ricochon, G.; Muniglia, L.; Brosse, N. Combination of enzymatic hydrolysis and ethanol organosolv pretreatments: Effect on lignin structures, delignification yields and cellulose-to-glucose conversion. Bioresour. Technol. 2012, 112, 156–163. [Google Scholar] [CrossRef]
- Graglia, M.; Kanna, N.; Esposito, D. Lignin refinery: Towards the preparation of renewable aromatic building blocks. ChemBioEng Rev. 2015, 2, 377–392. [Google Scholar] [CrossRef]
- Lora, J.H.; Glasser, W.G. Recent industrial applications of lignin: A sustainable alternative to nonrenewable materials. J. Polym. Environ. 2002, 10, 39–48. [Google Scholar] [CrossRef]
- Angelini, S.; Ingles, D.; Gelosia, M.; Cerruti, P.; Pompili, E.; Scarinzi, G.; Cavalaglio, G.; Cotana, F.; Malinconico, M. One-pot lignin extraction and modification in γ-valerolactone from steam explosion pre-treated lignocellulosic biomass. J. Clean. Prod. 2017, 151, 152–162. [Google Scholar] [CrossRef]
- Chotirotsukon, C.; Raita, M.; Yamada, M.; Nishimura, H.; Watanabe, T.; Laosiripojana, N.; Champreda, V. Sequential fractionation of sugarcane bagasse using liquid hot water and formic acid-catalyzed glycerol-based organosolv with solvent recycling. BioEnergy Res. 2021, 14, 135–152. [Google Scholar] [CrossRef]
- Sánchez, O.; Sierra, R.; Alméciga-Díaz, C.J. Delignification process of agro-industrial wastes an alternative to obtain fermentable carbohydrates for producing fuel. Altern. Fuel 2011, 7. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Conrad, M.; Sun, S.-N.; Sanchez, A.; Rocha, G.J.; Romaní, A.; Castro, E.; Torres, A.; Rodríguez-Jasso, R.M.; Andrade, L.P. Engineering aspects of hydrothermal pretreatment: From batch to continuous operation, scale-up and pilot reactor under biorefinery concept. Bioresour. Technol. 2020, 299, 122685. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ruiz, H.A.; Rodríguez-Jasso, R.M.; Fernandes, B.D.; Vicente, A.A.; Teixeira, J.A. Hydrothermal processing, as an alternative for upgrading agriculture residues and marine biomass according to the biorefinery concept: A review. Renew. Sustain. Energy Rev. 2013, 21, 35–51. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Zhang, Q.; Chen, C.; Wang, S.; Min, D. Lignin Interaction with Cellulase during Enzymatic Hydrolysis. Pap. Biomater. 2019, 4, 15–30. [Google Scholar]
- Ladeira Ázar, R.I.S.; Bordignon-Junior, S.E.; Laufer, C.; Specht, J.; Ferrier, D.; Kim, D. Effect of Lignin Content on Cellulolytic Saccharification of Liquid Hot Water Pretreated Sugarcane Bagasse. Molecules 2020, 25, 623. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.-W.; Zhu, M.-Q.; Li, M.-F.; Wei, Q.; Sun, R.-C. Effects of hydrothermal treatment on enhancing enzymatic hydrolysis of rapeseed straw. Renew. Energy 2019, 134, 446–452. [Google Scholar] [CrossRef]
- Koo, B.-W.; Min, B.-C.; Gwak, K.-S.; Lee, S.-M.; Choi, J.-W.; Yeo, H.; Choi, I.-G. Structural changes in lignin during organosolv pretreatment of Liriodendron tulipifera and the effect on enzymatic hydrolysis. Biomass Bioenergy 2012, 42, 24–32. [Google Scholar] [CrossRef]
- Arantes, V.; Saddler, J.N. Access to cellulose limits the efficiency of enzymatic hydrolysis: The role of amorphogenesis. Biotechnol. Biofuels 2010, 3, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, Y.; Wu, H. Significant differences in the hydrolysis behavior of amorphous and crystalline portions within microcrystalline cellulose in hot-compressed water. Ind. Eng. Chem. Res. 2010, 49, 3902–3909. [Google Scholar] [CrossRef]
- Cavalaglio, G.; Gelosia, M.; Giannoni, T.; Barros Lovate Temporim, R.; Nicolini, A.; Cotana, F.; Bertini, A. Acid-catalyzed steam explosion for high enzymatic saccharification and low inhibitor release from lignocellulosic cardoon stalks. Biochem. Eng. J. 2021, 174, 108121. [Google Scholar] [CrossRef]
- Rinaldi, R.; Schüth, F. Acid hydrolysis of cellulose as the entry point into biorefinery schemes. ChemSusChem Chem. Sustain. Energy Mater. 2009, 2, 1096–1107. [Google Scholar] [CrossRef]
- Moral, A.; Aguado, R.; Mutjé, P.; Tijero, A. Papermaking potential of Citrus sinensis trimmings using organosolv pulping, chlorine-free bleaching and refining. J. Clean. Prod. 2016, 112, 980–986. [Google Scholar] [CrossRef]
- Coccia, V.; Cotana, F.; Cavalaglio, G.; Gelosia, M.; Petrozzi, A. Cellulose nanocrystals obtained from Cynara cardunculus and their application in the paper industry. Sustainability 2014, 6, 5252–5264. [Google Scholar] [CrossRef] [Green Version]
- Luterbacher, J.S.; Azarpira, A.; Motagamwala, A.H.; Lu, F.; Ralph, J.; Dumesic, J.A. Lignin monomer production integrated into the γ-valerolactone sugar platform. Energy Environ. Sci. 2015, 8, 2657–2663. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Pang, T.; Chen, S.; Sui, W.; Si, C.; Ni, Y. Fabrication of lignin nanospheres by emulsification in a binary γ-valerolactone/glycerol system and their application as a bifunctional reducer and carrier for Pd nanoparticles with enhanced catalytic activity. Green Chem. 2020, 22, 8594–8603. [Google Scholar] [CrossRef]
- Chen, L.; Shi, Y.; Gao, B.; Zhao, Y.; Jiang, Y.; Zha, Z.; Xue, W.; Gong, L. Lignin Nanoparticles: Green Synthesis in a γ-Valerolactone/Water Binary Solvent and Application to Enhance Antimicrobial Activity of Essential Oils. ACS Sustain. Chem. Eng. 2020, 8, 714–722. [Google Scholar] [CrossRef]
- Román-Leshkov, Y.; Chheda, J.N.; Dumesic, J.A. Phase modifiers promote efficient production of hydroxymethylfurfural from fructose. Science 2006, 312, 1933–1937. [Google Scholar] [CrossRef] [Green Version]
- Dutta, S.; De, S.; Saha, B.; Alam, M.I. Advances in conversion of hemicellulosic biomass to furfural and upgrading to biofuels. Catal. Sci. Technol. 2012, 2, 2025–2036. [Google Scholar] [CrossRef]
- Raj, T.; Chandrasekhar, K.; Banu, R.; Yoon, J.-J.; Kumar, G.; Kim, S.-H. Synthesis of γ-valerolactone (GVL) and their applications for lignocellulosic deconstruction for sustainable green biorefineries. Fuel 2021, 303, 121333. [Google Scholar] [CrossRef]
- Zhang, K.; Pei, Z.; Wang, D. Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresour. Technol. 2016, 199, 21–33. [Google Scholar] [CrossRef] [PubMed]
- Vergara, P.; Ladero, M.; García-Ochoa, F.; Villar, J.C. Pre-treatment of corn stover, Cynara cardunculus L. stems and wheat straw by ethanol-water and diluted sulfuric acid: Comparison under different energy input conditions. Bioresour. Technol. 2018, 270, 449–456. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Type | T (°C) | Acid (% w/w) | GVL/Water (w/w) |
|---|---|---|---|---|
| 1 | −1, +1, +1 | 160 | 1.96 | 0.6 |
| 2 | +1, +1, −1 | 180 | 1.96 | 0.4 |
| 3 | −1, +1, −1 | 160 | 1.96 | 0.4 |
| 4 | −1, +1,−1 | 160 | 0.98 | 0.4 |
| 5 | −1, −1, +1 | 160 | 0.98 | 0.6 |
| 6 | +1 −1, +1 | 180 | 0.98 | 0.6 |
| 7 | 0 | 170 | 1.47 | 0.5 |
| 8 | 0 | 170 | 1.47 | 0.5 |
| 9 | +1,+1, +1 | 180 | 1.96 | 0.6 |
| 10 | +1,−1, −1 | 180 | 0.98 | 0.4 |
| 11 | 0 | 170 | 1.47 | 0.5 |
| 12 | 0 | 170 | 1.47 | 0.5 |
| 13 | 0, (−1.633), 0 | 170 | 0.67 | 0.5 |
| 14 | 0, (+1.633), 0 | 170 | 2.27 | 0.5 |
| 15 | (−1.633), 0, 0 | 154 | 1.47 | 0.5 |
| 16 | (+1.633), 0, 0 | 186 | 1.47 | 0.5 |
| 17 | 0 | 170 | 1.47 | 0.5 |
| 18 | 0 | 170 | 1.47 | 0.5 |
| 19 | 0, 0, (−1.633) | 170 | 1.47 | 0.34 |
| 20 | 0, 0, (+1.633) | 170 | 1.47 | 0.66 |
| Cellulose (g/100 g RM) | Hemicellulose (g/100 g RM) | Acetyls (g/100 g RM) | Lignin (g/100 g RM) | Extractives (g/100 g RM) | Ash (g/100 g RM) |
|---|---|---|---|---|---|
| 30.52 ± 0.15 | 17.17 ± 0.07 | 5.02 ± 0.12 | 14.21 ± 0.65 | 7.64 ± 0.40 | 8.80 ± 0.19 |
| Run | CR (%) | Solubilized Hemicellulose (g/100 g RM) | HY (%) | D (%) |
|---|---|---|---|---|
| 1 | 79.21 | 5.63 | 91.77 | 91.40 |
| 2 | 29.82 | 0.71 | 94.72 | 78.53 |
| 3 | 88.81 | 5.93 | 88.75 | 66.38 |
| 4 | 75.17 | 7.12 | 67.95 | 51.92 |
| 5 | 76.27 | 3.83 | 44.82 | 91.31 |
| 6 | 53.97 | 1.82 | 75.31 | 89.07 |
| 7 | 66.63 | 2.17 | 70.33 | 86.17 |
| 8 | 62.07 | 2.69 | 82.11 | 83.09 |
| 9 | 1.07 | 0.17 | - 1 | 97.39 |
| 10 | 53.31 | 2.10 | 55.15 | 86.77 |
| 11 | 65.49 | 2.6 | 73.06 | 89.15 |
| 12 | 57.79 | 1.88 | 74.81 | 89.44 |
| 13 | 97.29 | 7.85 | 39.32 | 68.59 |
| 14 | 40.67 | 0.93 | 86.70 | 93.46 |
| 15 | 83.16 | 7.32 | 74.14 | 69.20 |
| 16 | 0.00 | 0.00 | 0.00 | - 1 |
| 17 | 63.21 | 2.81 | 82.38 | 87.42 |
| 18 | 58.08 | 1.19 | 86.07 | 86.60 |
| 19 | 64.31 | 4.04 | 100.00 | 94.30 |
| 20 | 41.33 | 1.40 | 79.02 | 88.54 |
| Statistics | CR | HY | D |
|---|---|---|---|
| R2 | 93.37% | 57.06% | 58.27% |
| R2 adj | 90.32% | 48.47% | 46.35% |
| CP Characterization (%) | Solubilized Holocellulose (g/100 g RM) | CR | HY | D | |||
|---|---|---|---|---|---|---|---|
| Cellulose | Hemicellulose | Lignin | Cellulose | Hemicellulose | 79.46 ± 4.23 | 86.94 ± 4.14 | 80.14 ± 3.44 |
| 87.59 ± 3.83 | 5.06 ± 1.38 | 7.34 ± 2.57 | 1.10 ± 0.2 | 6.32 ± 1.21 | |||
| Biomass | Solvent/Water (w/w) | Catalyst (% w/w) | T (°C) | Time (min) | CR | HY | D | Ref. |
|---|---|---|---|---|---|---|---|---|
| Sugarcane bagasse | Glycerol/water (78.8/20) | HCl (1.2) | 130 | 60 | 94 | 87.9 | 33.5 | [18] |
| Wheat straw | Glycerol/water (70/30) | - | 220 | 180 | 98 | 90 | 65 | [18] |
| Eucalyptus globulus | Glycerol/water (56/44) | - | 200 | 69 | 92 | 98 | 64.3 | [18] |
| Bamboo | Ethanol/water (66/34) | H2SO4 (2) | 180 | 30 | 84.5 | 77.1 | 87.2 | [67] |
| Cardoon (xylan-free solid) a | Ehanol/water (42.8/57.2) | NaOH (3.5) | 171 | 196.7 | 90 | - | 96 | [30] |
| Cardoon | Ethanol/water (25/75) | H2SO4 (0.05) | 130–170 | 45–90 | 92–97 | max 58 | max 50 | [68] |
| Birch sawdust | GVL/water (50/50) | H2SO4 (0.5%) | 150 | 45 | 84.4 | - | 92 | [32] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giannoni, T.; Gelosia, M.; Bertini, A.; Fabbrizi, G.; Nicolini, A.; Coccia, V.; Iodice, P.; Cavalaglio, G. Fractionation of Cynara cardunculus L. by Acidified Organosolv Treatment for the Extraction of Highly Digestible Cellulose and Technical Lignin. Sustainability 2021, 13, 8714. https://doi.org/10.3390/su13168714
Giannoni T, Gelosia M, Bertini A, Fabbrizi G, Nicolini A, Coccia V, Iodice P, Cavalaglio G. Fractionation of Cynara cardunculus L. by Acidified Organosolv Treatment for the Extraction of Highly Digestible Cellulose and Technical Lignin. Sustainability. 2021; 13(16):8714. https://doi.org/10.3390/su13168714
Chicago/Turabian StyleGiannoni, Tommaso, Mattia Gelosia, Alessandro Bertini, Giacomo Fabbrizi, Andrea Nicolini, Valentina Coccia, Paola Iodice, and Gianluca Cavalaglio. 2021. "Fractionation of Cynara cardunculus L. by Acidified Organosolv Treatment for the Extraction of Highly Digestible Cellulose and Technical Lignin" Sustainability 13, no. 16: 8714. https://doi.org/10.3390/su13168714
APA StyleGiannoni, T., Gelosia, M., Bertini, A., Fabbrizi, G., Nicolini, A., Coccia, V., Iodice, P., & Cavalaglio, G. (2021). Fractionation of Cynara cardunculus L. by Acidified Organosolv Treatment for the Extraction of Highly Digestible Cellulose and Technical Lignin. Sustainability, 13(16), 8714. https://doi.org/10.3390/su13168714