1. Introduction
We live in an increasingly digital society, where producers, customers, educators and scientists are expecting high quality digital experiences. The COVID-19 crisis has exposed people globally, to numerous online and digital tools as they work [
1] and shop from home. Digital experiences are the results of using technologies to create, manage, deliver and optimize stakeholder services. This requires supply chain providers, manufacturers, product designers and managers to integrate all phases of the product life cycle and to learn from customers and supplier interactions. There is rapid growth as the digital technologies evolve and companies harness them in providing better products and customer services.
Harvard professor, Michael Porter [
2,
3], a globally recognized authority on competitiveness, believes the Internet of Things (IoT) is reshaping business and society. The rise of smart [
4], digitally connected products will “generate real time data that are unprecedented in their variety and volume”. Companies have to decide what data will add value to their businesses and to innovate their business models and product strategies accordingly.
Now fast forward in 2020, databases are on par with people, technologies and capital as core assets of corporations. Outsourcing the data centric operations to third-party logistics providers (3PL) and not taking control of your data, is becoming history. The challenge in the remanufacturing sector can be the data residing with the third-party logistics providers (3PL), such as Foxconn which, performs most of the remanufacturing for companies such as Apple. The original equipment manufacturers (OEM’s) are in the process of taking control of the product specific data, such as monitoring the trends in defects from returned devices compared to those of the competition. Currently, lack of data access can result in lost business opportunities. The key to success is determining what data are needed, when and how to utilize the data to enhance business advantages. Decision-making based on incomplete and inaccurate product lifecycle data can result in operational inefficiencies [
5]. The technologies of IoT, sensors and other support tools [
6,
7] are used to gather data, in as close to real time as possible, so companies can transform the data into insights and actions to deliver enhanced customer services at reduced costs, ensure safer working conditions, reduced environmental risks and improved efficiency and effectiveness in more sustainable and equitable ways.
While new technologies may unleash the next industrial revolution, we are also living in an age where our economic activities are threatening the planet upon which we all depend. The recent flooding in Midland, Michigan, quoted as a 500-year event with a 0.2% occurrence probability [
8], was connected to the increase in global warming, loss of human lives, disruption of eco-systems and destruction of property and job losses. There are many, such, global phenomena and according to the U.S. Government’s National Climate Assessment [
9], the precipitation in the Midwest has increased by 42% since 1958, which it attributed, in large part, to increased average temperatures globally and to increased frequency and severity of extreme weather events due to human-caused climate changes.
Moreover, adding 83,000,000 [
9] net increase in the global human population per year is driving the climate changes far more rapidly than increases in efficiency and effectivity that can be achieved from environmentally friendly production processes such as recycling and remanufacturing. The recent disruptive global events such as the COVID-19 crisis have changed consumer behavior [
10] with fewer resources available, they are more receptive to remanufactured, repaired or refurbished products.
The great challenges are for societies to reduce their net population increases and for business leaders to develop business models, procedures, products and processes that use less energy and non-renewable resources. They must help to accelerate the transition to energy efficient products and services produced, operated and maintained by renewable energy-based systems. Such systems must be designed to help societies to slow-down and reverse resource scarcity and global warming.
Digital Remanufacturing as an Accelerator for the Circular Economy Model
Remanufacturing is a comprehensive and rigorous industrial process by which a previously sold, leased, used, worn, remanufactured, or non-functional product or part is returned to a like-new, same-as-when-new or better-than-when-in-new condition, from both a quality and performance perspective, through a controlled, reproducible and sustainable process [
11]. A remanufactured product that is 30–40% less expensive uses 85% less energy to manufacture, reduces or eliminates the need for mining and transporting the ores for making end products and reduces landfilling of wasted materials, can be an important driver for reducing environmental impacts in production and consumption systems. Currently, sustainability is no longer viewed as a rare initiative but as a critical responsibility and accountability for companies [
12].
The remanufacturing industry is a
$150B global industry, which is currently undergoing digital transformation. Success stories are emerging from different industries that provide a framework for future companies to learn from and to build upon as they become dynamically involved in the digital era [
13].
There are remanufacturing standards such as RIC001.1-2016 [
14] and EN 45553:2020 [
15] that can be used to help businesses progress through each phase of their transition to closed-loop supply chains. In addition, the ISO/TC 323, is a committee that holistically examine what circular economies can look like and how they can be measured and assessed by each business. It has triggered multiple standards currently in development. The RIC001.1-2016 remanufacturing standard developed by the Remanufacturing Industries Council “addresses the specifications and characteristics of the remanufacturing industry and promotes its understanding and credibility”. Although, these standards provide the foundation for industries to advance, there is more to be done to advance the efficiency and effectiveness of the remanufacturing process and to improve the economic benefits. The improvements in efficiency and effectiveness can be achieved through digital transformations that are needed for industries to transition to the next level in their transformation journey.
There are many corporate success stories in the remanufacturing industry in terms of profitability, one of the best examples is Springfield Remanufacturing Corporation (SRC) [
16] which is specifically about how the company engages their workforce by educating them about the financial dimensions of remanufacturing, which helps the employees to co-develop and implement ways to increase revenue or to reduce costs. This empowers employees, provides co-ownership of the business and increases local employment. An investment of
$10,000 in SRC, in the Missouri-based company in 1983, when it was invested in a plant purchased from the International Harvester Co., was worth
$12 million in 2008. Equally impressive, in the 25 years since it opened, the company has not had to lay off any employees. Overall, remanufacturing businesses in the United States, employ approximately 480,000 people [
17] and 190,000 people [
18] in Europe.
In the future, remanufacturing will evolve as an integral process in reducing energy and material’s wastage, thereby improving customer satisfaction and improving company profitability while reducing eco-system disruptions and emissions of climate change gases to the atmosphere. This is especially relevant in the context of the COVID-19 pandemic [
19], when many companies focused on opportunities to rework respirators and to recycle face masks [
20] to meet customer’s immediate needs. Additionally, many countries which have restricted budgets for new medical equipment will find remanufactured medical equipment to be a viable alternative as documented by Sridhar et al. [
21]. The authors [
21] found that a remanufactured lamp was efficient in treating neonatal jaundice in Nigeria. Remanufacturing provides a long-term domestic employment base as documented by USITC [
17,
22] that the US reman employment increased during the 2008/2009 recession. Companies will use remanufacturing business models as alternatives to cater to price conscious customers with less expensive products during downturns and during the “new normalcy” alike.
Pearce [
23] identified six types of customers who will be interested in remanufactured products; i. Environmentally friendly; ii. Customers who use products that were discontinued by the manufacturer; iii. Customers who have low utilization of new products; iv. Customers who want to avoid lengthy reapproval; v. Customers who want to retain a product that has unique specifications; or vi. To extend the product’s service life.
This broad customer base, combined with the capacity to coordinate effective reverse supply chains and remanufacturing processes faster, more efficiently and effectively with digital technology, will result in continued remanufacturing growth in the coming years.
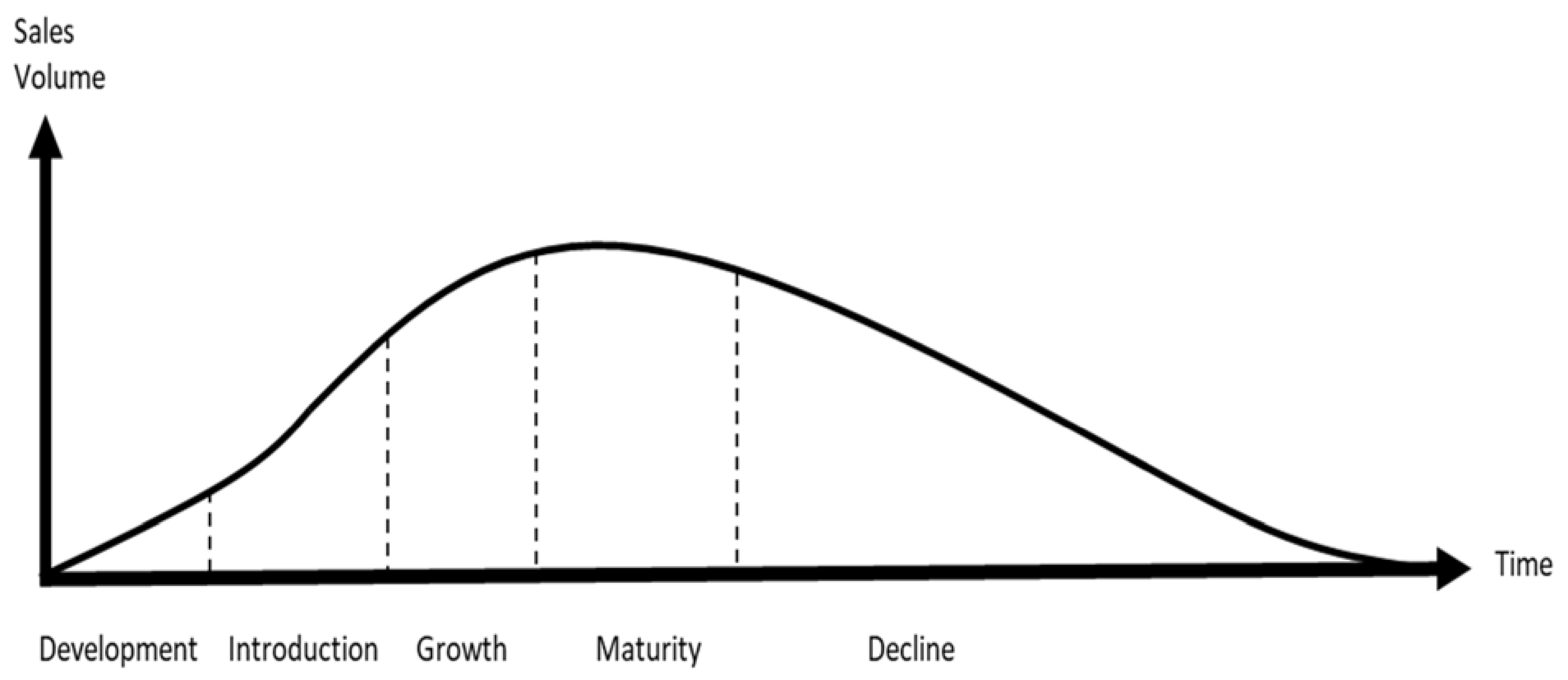
The concept of the “product life cycle” has been widely researched by Sakao et al. [
24] and Kotler et al. [
25] along with other seminal publications [
26,
27,
28]. These authors referred to at least two conflicting definitions about the product lifecycle that have been addressed in the literature. The first definition [
24] refers to the progress of a product from raw material, through production and use, to its final disposal. The second [
25] definition of the product lifecycle describes the evolution of a product, measured by its sales over time as shown in
Figure 1. The authors of this paper used the second definition and reviewed three business models generally followed by the original equipment manufacturers, including, original equipment, original equipment services (OES) and independent aftermarket (IAM). We reviewed the manufacturing enterprise’s business processes to obtain insights into their business models (See
Section 5.1 for our findings).
Companies and industries have been operating in their silos while, with their best practices and new entrants, they fail to see the benefits of the transformations that are happening in industry especially due to the accelerated adoption of disruptive technologies. In
Section 2, the authors highlighted the drivers for digital remanufacturing transformation, a transformation enabled by cloud-based applications and supported by emerging technologies such as artificial intelligence (AI), IoT, blockchain, robotic process automation (RPA) and drones. The authors focused on the use of the data to drive process efficiency, effectiveness and safety within the remanufacturing companies, enabled by these technologies.
3. Research Methodology
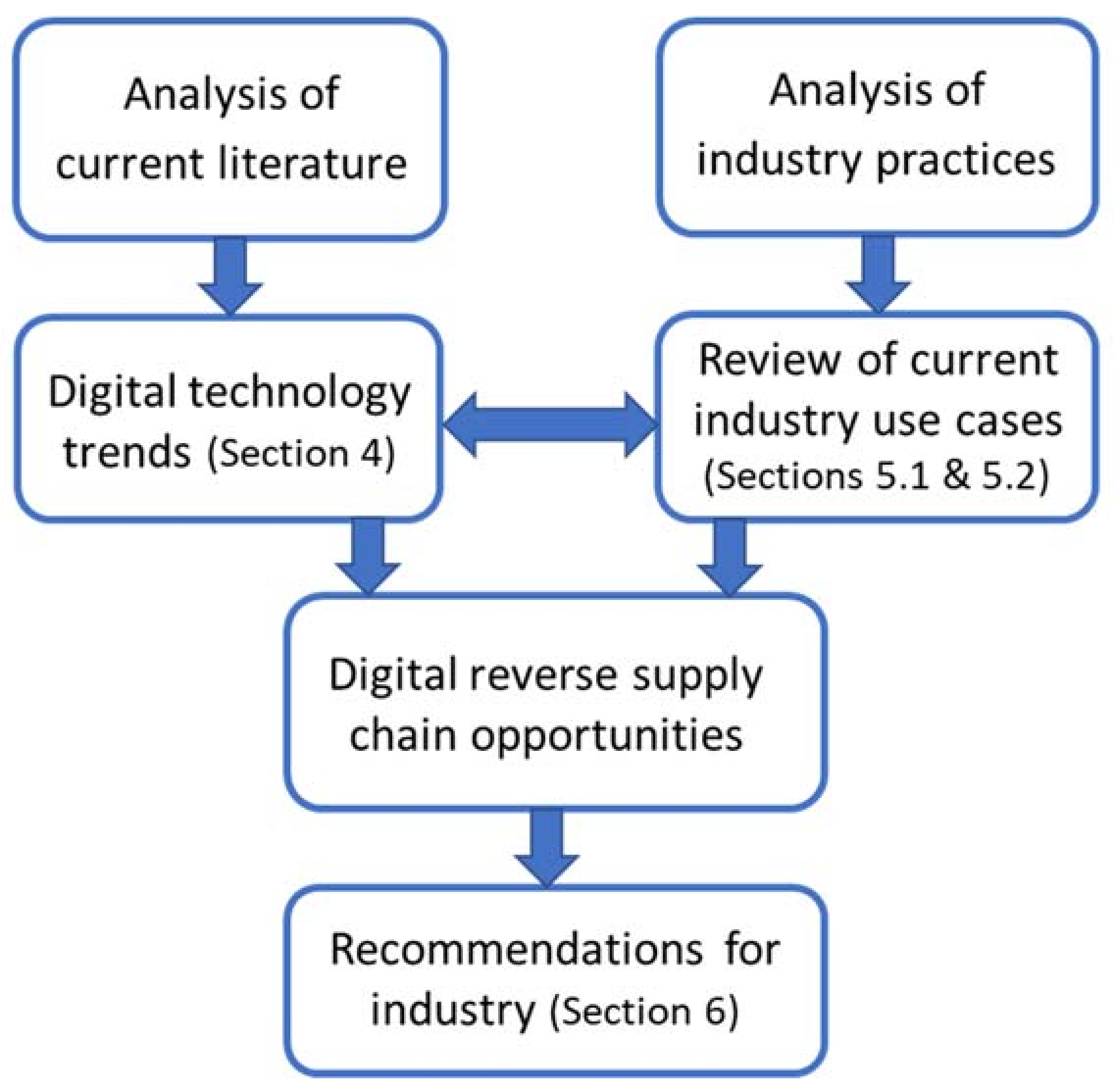
To fulfil the aim of this paper, the research approach for this paper (
Figure 2) was organized as follows:
Firstly, the authors prepared a literature review of the digital transformation in progress and how new technologies are or can be useful for the remanufacturing industry.
Secondly, the authors developed a digital product life cycle approach for reverse supply chain and remanufacturing.
Thirdly, the authors evaluated case studies of companies that were deploying new technologies in two emerging phases;
Wave 1, with available data and process improvements;
Wave 2, with connected devices, such as the IoTs, cloud, machine-learning and AI technologies.
The authors found that companies in Wave 1 are in the transition process of using existing data to reduce costs and increase revenues and are looking forward to integrate the process of new digital technologies to make further improvements.
The companies in Wave 2 are piloting the use of new technologies that will become mainstream in implementing digital technologies if they ensure that their business models support the needed changes.
During the literature review digital technologies available were explored using the Science Direct and Scopus databases. The keywords used were: artificial intelligence, remanufacturing, reverse supply chain, product life cycle, cloud computing, blockchain, internet of things, 3D printing and data analytics. When conducting this brief literature review we found 752 articles, of which the majority was in the product life cycle area. Of the 137 articles in the technology area, 8% were in the data analytics space combined with remanufacturing. The remaining distribution was as follows; artificial intelligence (36%), internet of things (21%), 3D printing (18%), cloud computing (11%) and blockchain (6%).
The authors also reviewed recent Harvard Business Review publications to assess the current industrial technology trends. The empirical part of this study was based on the experience gained by the authors in working with major companies in the USA, Europe and Mexico which deployed remanufacturing and reverse supply chain practices in their companies. At each stage of a new digital technology application reported in the literature, the prospect for industrial applications for reverse supply chain logistics and remanufacturing were explored and documented to positively contribute to implementation of circular economies.
- d.
Fourthly, we recommended that companies should proceed to incorporate the digital product life cycle approaches into the management of their returns and remanufacturing operations and into their future research and development processes.
4. Digital Transformation Trends and Potential Applications for Reverse Supply Chains and Remanufacturing
New digital technologies—from cloud computing to blockchain—are rewriting the business models, triggering product innovation and reducing inefficiencies in all aspects of business operations. Seventy-five percent of the executives, of a survey of 250 executives on the use of cognitive technologies, were convinced that AI will transform their companies in the next three years [
37]. Eighty percent of the executives in a survey by the Business Insider Intelligence, a premium research service provider across several countries, stated that they were already using or are planning to have chatbots by 2020 [
38]. Chatbots are software and computer programs that mimic human conversation using AI to perform tasks for humans and to help answer questions from known data sources.
Another study of 152 projects, classified the use of RPA in providing robotics and cognitive automation by 46.7%, producing cognitive insight by 37.5% and rest 15.7% used in cognitive engagement [
37]. A robot or intelligent agent is a code on a server which is a combination of hardware and software, having the ability to obtain inputs as information from multiple systems to produce output in the form of advice for optimal actions. However, they are less “Smart” in the sense that they cannot learn and improve without machine-learning [
37].
Remanufacturing organizations can use convergence of technologies to convert data from email, blogs and call center systems to update their system’s records. They can track spare part replacement and automatically update multiple records at suppliers and at the Tier 2 suppliers. Reconciliation of accounts to manage cores (used products aimed for remanufacturing e.g., product returns, transport damaged goods and used/leased products) charges is currently a challenge as, for example, in the case of failure of payment in supplying cores [
39] to the manufacturer. Product tracking is a requirement for the remanufacturer to know if the returned product was already remanufactured once or multiple times. This reconciliation process can be simpler and faster with product-tracking with IoT devices [
40], and can achieve reconciliation when products are returned at the returns warehouse instead of via manual intervention by tracking products shipped and returned. Furthermore, product lawsuits, can be handled more easily by scanning legal and contractual documents using natural language processing (NLP) in case of product failures and lawsuits.
Augmented reality (AR) tools can build images of the physical world, which are three dimensional, by making use of interconnectivity among technologies which superimpose digital data, that are two to three dimensional [
41]. This provides opportunities to provide highly contextual and relevant information instantaneously, to help drive actions such as the navigation directions on the dashboard for a vehicle driver. Intelligence embedded in smart connected products can help make them fully autonomous. Complicated 2-D conversion to 3-D is possible with AR which makes learning activities, such as assembling machines, dramatically more productive. AR can significantly lower costs in training, assembly, design and other parts of the value chain.
In the case of IKEA, AR helped employees visualize different product configurations. Development of head mounted devices for instructional use in Boeing and GE are still in its infancy. Virtual Reality replaces physical workplaces with virtual workplaces, making teamwork possible among geographically dispersed teams.
As remanufacturing engineers identify potential problems with the product design, they can immediately work with the design engineers to develop improved designs. For example, a Foxconn remanufacturing plant in China can work with the design center in California to develop better designs for remanufacturing at the time a design issue is identified in China. This can lead to faster, potential product design innovations that are currently difficult to accomplish with geographically, dispersed global operations and design centers.
Drones can be used as platforms and not only as flying objects. They are disruptive [
42] and change the equation on cost and labor. More innovations will be needed to help them to become autonomous [
43]. High precision work monitoring at the lowest cost is guaranteed in shop floors. Several high precision activities will take several hours to days on a machine during which continuous human monitoring may not be the ideal solution. Drones can be used to provide remote monitoring when multi-angle perspectives are needed. Moreover, “
End-of-Life” items such as cell phones with ID tags which are lying unused on the streets in garbage piles can be picked up by drones if the weight is within the 2–3 kg range.
Drones are also valuable in the following applications: remote monitoring of equipment such as wind power generators at great heights, or monitoring equipment in high human health risk radioactive areas and during storm disasters, that make them valuable tools. Drones can also be trained to replace parts in inaccessible locations, using virtual reality.
The AI agents and robots can communicate with each other like human beings, to help to provide profit optimizing marketing decisions, which are highly dynamic in nature. In the 1950s, consolidation among consumer goods companies was due to mass media and the construction of supermarkets. However, in today’s markets AI platforms and their intelligent agents which provide high quality decisions are becoming game changers. Uncertainties in returns and availability of used products (or cores) are presently important challenges for the remanufacturing industry. The AI platforms can monitor returns patterns and predict them in advance to reduce risk in reverse supply chain uncertainties.
Zhang et al. [
44] discussed the product life cycle processes and how they can analyze huge quantities of data and help to provide support for effective and efficient decision-making processes. As algorithms are black boxes which do not explain why certain decisions were taken, they do exactly what they were instructed to do. However, they are powerful in getting magnified images of subtle patterns for creating insights for future improvements of the system [
8]. This can help to improve functional precision of autonomous robots in performing replacement activities in reman. It has been documented that innovations in data science have resulted in the development of algorithms that provide insights on trends in product sales, which can help them plan and perform remanufacturing activities [
38].
Many manufacturers from diverse industrial sectors [
45] have established profitable remanufacturing business models. These include; Delphi, Xerox, General Electric, Caterpillar, Volvo, Navistar and Deere (Giuntini and Gaudette [
46]). The toner cartridge remanufacturing program at Xerox, for instance, saved
$200 million worth of material costs in five years by using remanufactured parts (Geyer et al. [
47,
48]). Loon et al., 2017, highlighted the significance of remanufacturing in reducing resource consumption, increased profits and contributing to progress toward sustainability (Shi et al. [
49] and Gunasekara et al. [
50]).
General Electric (GE) moved from being a provider of machines, such as jet engines, to providing product-service contracts valued at about 189 billion US dollars in multiple year service agreements in 2014. Traditional manufacturers such as GE and Delphi, as major auto suppliers, are becoming part of the bigger digital ecosystem. A senior executive from a Tier 1 automotive supplier stated that he worked for a software company with the ability to collect data within the vehicle, transfer data to the cloud and analyze the data in the cloud compared to a traditional mechanical automotive components’ supplier in the late 90′s. This is a significant transformation from a mechanical automotive supplier to being a high technology data driven enterprise.
FedEx and Microsoft have launched a FedEx Surround program, that combines FedEx’s IoT with Microsoft’s suite of AI and cloud computing services to track packages and predicts issues related to slow delivery, such as weather or clearance issues.
There are three kinds of remanufacturers: OEMs that remanufacture, contracted remanufacturers and independent remanufacturers [
12]. The OEMs that remanufacture products, are in control of both product development and product recovery, while a contracted remanufacturer receives some information from the OEM and could provide the OEM with feedback. However, independent remanufacturers are considered to be competitors and are often treated as such. A comprehensive approach designed to integrate the insights from all phases of a product life cycle [
5], can provide more dividends for the OEM and/or for the service provider. The expanded role of a digital remanufacturing business model will provide them the capacity to gain access to the customer base and to be able to respond more rapidly to their changing needs. This business model can be helpful for the OEM’s and for the independent remanufacturers to be more responsive to their customer base. The OEM’s will have the added ability to track the parts with IoT devices, and to ensure availability of replacement parts and thus, create an added competitive advantage compared to the independent remanufacturers. On the other hand, independent remanufacturers, can, build and expand their customer base by using the same digital technologies.
For maintenance and repair, GE uses sensors in jet engines to collect data to track engine performance and runs the data through a predictive analytics engine with historical data. With predictive maintenance, they are able to predict and pinpoint engine wear and proactively identify maintenance needs and improve asset utilization. GE has translated their capability into a new business model called, “Power-by-the-Hour”. The FedEx Company’s, “Surround Program”, can help remanufacturing companies to track products nationally and to channel them to where the demand is happening in real time with the fastest delivery possible. Other leasing models have been combined with remanufacturing e.g., rental programs for forklift trucks [
34].
Blockchain is a distributed ledger system [
37,
51,
52,
53] which can record and maintain contracts, transactions in a chronological order, between participating agencies without the intervention of a third-party. Each node has unique identification having code of more than 30 alphanumeric characters with the ability to store and share data in each node with transparency. Algorithms embedded in them can trigger transactions between nodes. The OEM’s have traditionally had problems when they received products back and did not know whether they were manufactured or remanufactured by them or third-party resources, especially counterfeit products and this has resulted in poor decisions about disassembling or remanufacturing a product. Blockchain technology can provide insights into the history of the product, thereby, making it easier for the manufacturer to qualify or segregate the returned product as a core for remanufacturing, pay core deposits back to customers and, also, to pay warranty costs if within the warranty period for customers.
Today, additive manufacturing processes such as laser sintering and thermal spraying [
54] are being used in the remanufacturing process to bring worn parts or cores back to their original dimensions. Additionally, 3D printing is being used in several ways by remanufacturers. Additive manufacturing or 3D printing [
55] has achieved printing speed increases of 25-fold of printer heads and 100-fold improvement in powder deposition making it a more feasible application for replacement parts. Major remanufacturers such as Borg Warner and Detroit Diesel Remanufacturing [
54] are using 3D printing for low volume items where parts are no longer available.
Currently, the limitation with 3D printing is on the kind of materials that can be used. There are many costly manufacturing processes such as injection molding and subtractive manufacturing that can be easily substituted with additive manufacturing. Soon, this process will help with servitization, where products can be created on site where the demand occurs instead of being produced in a different location and avoid unnecessary transportation and inventory costs to the product. Delphi Corporation used selective laser melting (SLM) to make aluminum diesel pumps. Producing pumps as a single piece helped Delphi avoid several post processing steps, resulting in a product that is less prone to leakage and is more cost effective to produce. Such reengineering steps help companies to realize more robust design for their products.
Cyber security is the convergence of people, processes and technology that come together to protect organizations, individuals or networks from digital attacks. Cyberattacks are an evolving danger to organizations, employees and consumers. They may be designed to access or destroy sensitive data or extort money. Cyber security was identified as the most important barrier to growth for IoT, from 2016 to 2018 by companies with data and information security as the biggest threat from IoT [
55].
Many digital technologies are and will be assets to improve efficiency and effectiveness, but the remanufacturing organizations will be increasingly exposed to cyber-attacks; company leaders and governments should protect themselves from these cyber-attacks [
55]. Cyber security technologies should be developed and integrated into digital technology and process deployment to prevent and/or to recover rapidly from such attacks.
5. Digital Transformation Waves of Product Life Cycles to Improve Remanufacturing
Earlier, remanufacturing was considered to be an afterthought in the aftermarket industry [
56] and companies did whatever they could with the limited resources they had to provide remanufactured products. For example, the automotive OEM’s remanufactured their products in the aftermarket stage, only to find that they did not have the ability to disassemble the product to be remanufactured because the product was not designed to be repaired or remanufactured. Thus, there was an urgent need for company leaders to integrate holistic, preventative and restorative parameters within all product-service systems from the beginning of the product-service system design.
Therefore, design for the environment, design for upgrade, design for repair, design for remanufacturing, design for repurposing, design for recycling or DfX need to be integrated into all product-service systems of a company, as integral within their business models and these concepts and policies must be integrated at the conceptual phase of the product-service system, design and testing phases.
A simple product example, the first author of this paper encountered, were the engine control modules used in the automotive industry, which were welded and could not be remanufactured. This problem was solved by bolting them together so they can be disassembled, when the producers realized the importance of integrating, “design for remanufacturing” into the product design stage.
An integrated business model approach in a remanufacturing context that is capable of understanding the needs of the remanufacturing business and integrating them within the concept design stage and collaborating with the supply chain stakeholders, all the way to aftermarket sales and with the customer. This approach, as discussed by Subramoniam et al. [
56], will result in a business model that is not only helpful for the OEM or the remanufacturer, but will decrease customer costs with an environmentally friendlier alternative, will reduce landfill costs and provide local employment for the community.
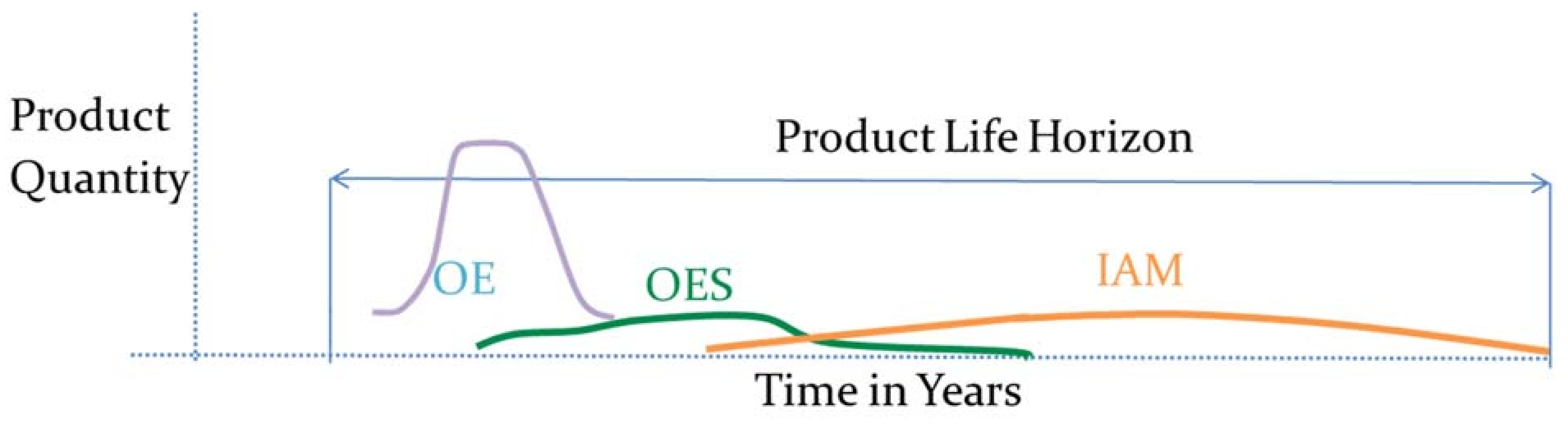
The manufacturing and the aftermarket elements of business models are presented in
Figure 3. The original equipment (OE) production is when the original equipment manufacturer produces the product in high volume to support sales. When the sale’s volumes decrease, returns will increase, and the original equipment service (OES) will support the replacement products within the warranty period. After the warranty expires, the independent aftermarket model (IAM) will provide remanufactured parts.
Manufacturers that are committed to support remanufacturing must keep all three business models in mind and to begin at the product-service design phase to plan all phases of the lives cycles of their product-service systems.
The authors of this paper, based on their practical experiences and from other’s research, documented that there are two transformation waves (Wave 1 and Wave 2) as stated in
Section 3 and described in
Section 5.1 and
Section 5.2.
5.1. Integration of Digital Remanufacturing across All Business Phases (Wave 1)
As discussed in
Section 2, the importance of integrating the digital remanufacturing processes into all phases of the product-service system design and development, namely, product development, process development, production and after sales, is critical for success. This section is focused on Wave 1 of the transformation, where companies already use the existing data without connected devices such as via using IoT to drive connectivity and business process improvement.
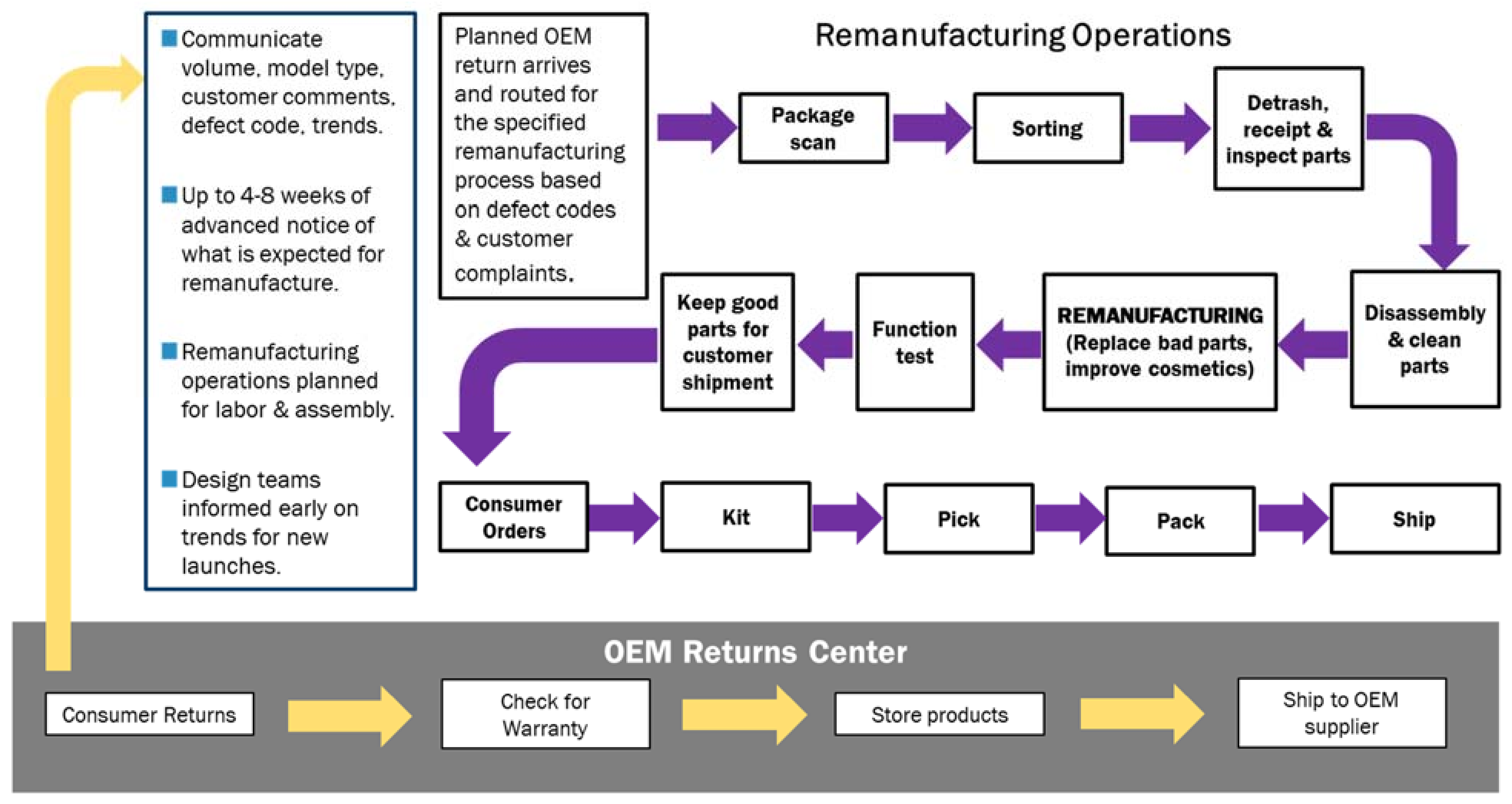
The authors documented how successful companies have holistically integrated these phases into the product-service design phases of the business models, based on their experiences from working with these companies, as shown in
Figure 4. The different phases can be with different companies such as OEMs, third party logistics providers (3PL) or retailers.
Figure 4 shows the different business phases in a company’s efforts to deliver remanufactured products to customers and the returns process in the aftersales processes are integrated within the product life cycle phases discussed earlier in
Section 1.1 and
Section 5. The OE production and aftersales business phases includes the OE, OES and IAM product life cycle phases.
The authors of this paper outlined and analyzed how a data driven approach for each business phase can result in improvements in profitability for the company along with improved customer satisfaction, decreased material’s and energy wastage, and reduced product life cycle, fossil carbon footprints. In addition, Kurilova-Palisaitiene et al. [
57] developed case studies with different companies and identified gaps in data flow that are crucial for stakeholders in a remanufacturing industry and highlighted the initiatives needed to improve the data flow among remanufacturing stakeholders.
Develop standardized data sharing channels.
Establish accessible knowledge exchange platforms.
Increase the data exchange speed through collaboration with stakeholders.
Expand the data ownership in the system of shared values.
These initiatives point to the need for a digital transformation of data to provide the speed and enhance the capabilities of the stakeholders, engaged in the remanufacturing industry. In the following sections, the authors present the results of the review of the product life cycle phases and clarify how companies are utilizing data to drive their remanufacturing initiatives.
5.1.1. Business Pursuit Phase
We live in a digital eco-system with companies harnessing the capabilities of other stakeholders in the supply chain via acquisitions, joint ventures or partnerships [
57,
58]. This level of performance in a remanufacturing industry must be built upon a clear understanding of the capabilities of the stakeholders and how they can help service new customers for the OEM.
Recently, Subramoniam and Rayne [
59] worked with a major automotive OEM confronted with declining market share and revenue due to some planned product line exits. The OEM put together a team that created a “
growth study” and articulated its strategic goals: (a) expand lost market share through third-party service parts providers and manufacturers; (b) reach new markets through partnerships; (c) acquire companies to broaden sales; (d) deploy an “
all-makes-and-models” strategy. An analysis of the customer/product data revealed the capabilities of the potential partners. The analysis documented the potential economic opportunities for the OEM and distributor in new markets. The OEM provided the new product, that was not previously in their portfolio for certain markets where the OEM was active and therefore, they increased their revenue and benefited the distributors. One of the key factors of this automotive OEM project was the “
product/supplier database” that had identified the capabilities, which helped the primary author of this paper [
59,
60] to select the right partner for the OEM remanufacturer. That project reconfirmed the need for data from the case studies where the information flow was critical for improved throughput for remanufacturing [
56,
57].
A product service system (PSS) integrates and optimizes the flow of products and services from a life cycle perspective to achieve improved customer value [
61]. There is an urgent need to design from the product-service system’s perspective, to more effectively and efficiently contribute to circular economies that help societies to achieve net zero waste of materials, reduction in energy usage, and help to achieve our commitments toward the 2015 Paris Agreement on Climate Changes.
Some remanufacturing companies have integrated leasing solutions into their product-service business models as another way to broaden, their business model. Renault [
62], for example, engages in both recycling and reuse programs for electric batteries with industry partners and a structured process to decide on whether to remanufacture or recycle based on the regional customer demand for remanufactured products. It has been found by e.g., Kabel et al. [
63] that for some products, especially consumer products, that the customer acceptance of remanufacturing products is crucial for having a successful remanufacturing business. In addition, there are some OEM rental companies, e.g., Toyota Material Handling, that remanufacture their forklift trucks to make their business more economically and environmentally beneficial [
34].
A major automotive OE supplier [
12] used a remanufacturing decision-making model with product/business data to decide which products to remanufacture and worked with corporate sales and early design teams to make them available in the aftermarket stage.
Figure 5 depicts the reman decision-making process for the enterprise.
5.1.2. The Product Development Phase
The product development phase is more efficient if the design engineers receive quick feedback from the customers on the defects associated with the returned products. Many companies with whom the authors consulted in the telecom and automotive industries, already use the returns data to correct or to improve design issues and some companies have their own “
Design for Service” or “
Design for Remanufacturing” guidelines [
35] to incorporate knowledge gained from the product returns operations. A simple example is the port on a cell phone that was exposed to rain during customer usage of the phone, which caused water damage to many of the cell phones, shortly after product launch. This problem was addressed by repositioning the port to the bottom of the phone, thereby, reducing the exposure to rain and preventing a large number of similar failures.
A tier one, automotive supplier increased its remanufacturing volume throughput by 150% by using lean principles [
61], and streamlined their remanufacturing product development process [
12] and developed remanufacturing process improvements during a cross-functional product development workshop with a shared database of new ideas.
In the case of product being sold as a part of a
product-service system (PSS) or
product-as-a-service (PaaS) as mentioned in previous section, the OEMs could also consider using
design-for-PSS guidelines, see e.g., Sundin et al. [
64] where multiple uses are facilitated with repairs and remanufacturing occurring in between the product usages.
5.1.3. The Process Development Phase
The biggest challenge for a remanufacturer is the uncertainty of returns and demands for their products [
48,
58]. This affects the ability of the plant manager to schedule operations. Furthermore, the uncertainty of the condition of the returned product is another challenge that companies must address. By the time the returned products arrive on the inbound dock, the lack of information results in increased processing of the product [
57]. The returned product condition, such as if the cell phone has a damaged display or that the audio is not clear, can be traced from the customer via online exchanges or through retail stores that handle returns. The information about the returned product, helps the remanufacturing process to be better prepared in terms of required labor and the plant routing required to handle the returned product to be remanufactured with minimal expense. If the product is returned by the customer in a box that has not been opened or the product was never used, then the product can be rerouted for sale, without additional work. In summary, significant savings are achievable if the product condition information flows effectively with the product to the remanufacturing plant.
The lead author of this paper, documented these aspects in the telecom sector where the product defect information is communicated to the returns plant so that plant routing steps were eliminated with a 5–10% reduction in processing costs. These companies redesigned their process routing in the remanufacturing plant based on the product defect data information from customers that was received before the product was returned. The inputs received from customers were used to drive product routings, automatically, instead of being based upon additional human interactions. For example, if the device had an audio problem, the plant routings were redirected automatically, to repair that problem when the device is delivered to the plant. In fact, each device has its own defined path based on its historical data, which is a prerequisite for remanufactured products, just like in hospitals, every patient should be treated by the doctor as a different case, based on her/his needs. This product-specific focused process is possible through “end-to-end” data collection and based upon the company’s capacity to convert that data into action using material routing software solutions.
Equipped with real time data on product defects, companies can organize their remanufacturing work force to focus on the products with planners and managers to manage specific product lines [
65]. This is important because there are extensive product-specific data that reveal important trends to be analyzed especially for remanufacturing products. These companies have further reduced their inventory costs by using better forecasting tools [
62].
Figure 6 shows the reverse supply chains and remanufacturing activities in a typical manufacturing system.
5.1.4. The Production Phase
The first author of this paper, during his work in the automotive remanufacturing industry, increased availability of cores using the following process changes:
When the product was in the pre-production phase, companies have benefitted by considering the need for function test facilities or other production equipment later in the aftermarket remanufacturing plant. If these needs were identified early, companies can negotiate purchases for reduced cost because of increased quantity for such requirements coming from the prototype, production and remanufacturing requirements for such equipment. Another company in the automotive industry, used salvageable scrap, from the production plant as seed stock, which are products used in the beginning to prime the remanufacturing operation before the plant begins to receive returns.
A major telecom service provider had challenges with managing the inventory from product returns in their remanufacturing facility. The product returns were not sent for remanufacturing immediately but were stored on shelves within the plant for several months. During this waiting time, the electronic products lost value. Finally, they were liquidated or were written off as losses. The lead author worked with the remanufacturing facility to develop disposition strategies for returned inventory and instead of being shelved upon arrival, these products were rerouted to specific locations to be remanufactured immediately, if possible. Once they were remanufactured, the products were routed into reverse channels for sale at higher prices. Earlier, the company monetized the product opportunity from the new stock (the OEM’s provided seed or new stock to prime the remanufacturing process at a time when there are no returns from the customers). This lack of seed stock resulted in a lack of cores for remanufacturing the product later, when there was a customer demand. A carefully, crafted product disposition process and a tool was developed, based on product information, launch date, compliance, yield, total returns, reject rate and processing time. All product’s core availabilities were ranked based on risk, as high, medium and low. A careful core management strategy with a decision-making tool for returns helped reduce inventory by 60% and increased customer inventory available for sale by 88%. Another remanufacturing case study [
66] focused on stabilizing the remanufacturing process that was developed for a German engine manufacturer, optimizing the process steps, improving the cooperation with customers and suppliers and improving both information and materials flows in remanufacturing and in the entire product life cycle. The improved material and information flow resulted in a 69% reduction in the remanufacturer’s lead time.
5.1.5. The after Sales Phase
In the after sales phase, the biggest challenge is the need for better forecasting models [
40] to reduce the uncertainties in returns and demand. When the historical sales data of product distribution are known, the data can be used for forecasting when these products are likely to be returned, and provides valuable information to schedule and manage the remanufacturing and returns plant operations. It is easier to predict the returns in the OES channel within the warranty period, because the manufacturer has visibility to returns. During the warranty period, the product returns happen because of poor product documentation that confuses customers or predictable early product design defects. When a company is in the IAM (independent aftermarket) channel or after the warranty expires there is uncertainty in returns and demands [
56,
62]. Therefore, it is more difficult to predict returns and schedule plant operations. Umeda et al. [
67] developed a model based on empirical data from return rates for remanufacturing of a single-use camera. In their model, a simple normal distribution function was used to predict returns when using average life as an indicator for timing of returns. Companies have developed better forecasting models [
63] to support this phase of their systems. If the return’s trend’s data are used, it is possible to reduce the need for new seed stock during the remanufacturing phase as experienced by the authors in the telecom industry. The telecom industry device manufacturers generally provide a 5% seed stock volume to prime the operation. If a significant quantity of a certain product is returned during the first few weeks after product launch because of a certain defect, the service providers can obtain better seed stock volume from the device manufacturer.
Good analyses of demand data have helped companies to consolidate their remanufacturing operations to a centralized facility in the US. This explains the emergence of Dallas Fort Worth, Texas, as a central location for remanufacturing for the telecom industry. Many telecom service providers used to have mini remanufacturing centers in various cities in their retail stores that were expensive because of the need for multiple test stands and capabilities. Especially, with the need for more advanced test capabilities because of the advanced features in current cell phones and other portable devices, it is expensive to replicate them in multiple locations. The plant consolidation reduced the operational costs by 50–60%. Some telecom companies have taken the extra step to collaborate with their manufacturing supply base to reduce the repair facilities globally. Instead of receiving the product returns and forwarding them to a manufacturer or a contractor to be remanufactured, they consolidated the returns facility at one location, where the service provider and the manufacturer can work together, thereby, reducing costs for both organizations. This effort required an open, collaborative mindset to improve the efficiency and effectiveness of the system.
5.2. Integrating Connected Products within the Remanufacturing Industry (Wave 2)
Industry 3.0 focused on the automation of a single machine and process [
68], and now Industry 4.0 drives, end-to-end digitalization of all physical assets and the entire supply chain [
37,
55,
69,
70]. The rise of Industry 4.0 is leading to drastic and rapid growth of data volume (big data), driven by:
The Wave 1, is currently in progress and was documented by the authors from their work experiences. Wave 2, is coming from connected devices and it is not yet clear how it will emerge in company business processes as illustrated for Wave 1. Several advanced uses of new technologies and their potential applications to remanufacturing and returns operations were discussed in
Section 4, with connected products and advanced technologies, and, later on, in
Section 5, their applications to the three different business models of product life cycle management for remanufactured products.
According to Statista [
74], we already reached twenty-two billion connected devices by 2018 and the number is estimated to reach 50 billion by 2030. The IoT expands the traditional way of manufacturing, as companies strive to create value for their customers from real time data captured by built-in sensors in their products, for example.
As companies create more connected products, as discussed by Michael Porter [
2], the data driven revolution will require remanufacturers to make many changes. Gartner [
75] predicted that the number of inter-connected devices will increase from six billion in 2016 to twenty-one billion in 2020.
The Wave 2 transformation with smart, connected products will speed up the processes and will uncover opportunities that were not possible in Wave 1. Some of the changes will increase the speed of data access and improve the tracking of products, which will open new revenue opportunities for the OEMs, which could only be performed, via, partnerships in Wave 1.
Some companies such as Hewlett-Packard (HP) have implemented this method through their “instant ink program”. HP added sensors to home printers, so they can track when the ink supply is low, they can replace them, thereby, creating improved customer services and revenue opportunities for HP. Moreover, in the automotive business, a smart car could contact the car workshop to make an appointment when a certain mileage has been reached and then the owner is notified that the car has been scheduled for a workshop visit.
There are many cost reduction opportunities when companies utilize AI and machine learning, so the remanufacturing plant personnel are better prepared to process the returned products, based on constant communication among the machines in the remanufacturing plant. This will be achieved in more nearly, “real time” than was possible in pre-AI systems, by taking demand data from the retail stores to the plant.
5.3. Integrating AI and Using Advanced Analytics (Wave 3)
We are moving to the world of interaction analytics made possible by AI. There is so much unstructured data coming from speech, text and vision and can be converted to useful information and to do it at scale, only possible by using AI. If you take the telecom provider discussed in
Section 5, as an example, the product defect data flow from the retail store explained in
Section 5 came from customers E-mails, etc., can be analyzed and proper action to improve efficiency for the service provider and provide better employee training about customer’s needs. That is what integrated AI and interaction analytics can do to improve the returns and remanufacturing processes.
The next phase, which the authors of this paper call “the Wave 3 transformation”, will be built upon expanded usage of advanced analytics and integrated AI to improve the quality and proficiency of product-service system performance. The authors believe that Wave 3 will bring the design for autonomous repair [
76] to a new level. Rail track inspection and repair is a good example and that also requires a product design for making the repair happen with minimal or no human involvement. In addition, when product have become smarter more
design-for-PSS/PaaS will happen autonomously. As companies integrate new technologies into their products, they have to enhance the digital capability with better features from a consumer’s perspective instead of just a straight replacement of the existing features. The same thinking, with a potential upgrade to the product using remanufacturing integrating current consumer needs, will elicit more interest from consumers for remanufactured products.
Figure 7 depicts the three digital product life cycle waves as described in this paper.
Some companies, for example Pitt Ohio, a 700 million USD freight company [
77] use a variety of factors such as freight weight, driving distance and other factors in “real time” to calculate the time it takes for the driver to arrive at a destination with a 99% accuracy rate. This type of “real time” analytics has many possibilities in remanufacturing, such as in scheduling the demand in the remanufacturing factory based on expected core returns, a workshop mechanic calling in “real time” for a replacement part or dynamically rerouting a delivery truck because of traffic problems. The authors now review the current state in the industry as companies explore what is needed to successfully go digital.
6. Recommendations for Remanufacturers to Go Digital
A survey of 1155 executives was conducted by PwC [
78] at global manufacturing companies in 26 countries. They asked executives about their views on implementation of Industry 4.0 and digital operations. They found that only 10% of global manufacturing companies were Digital Champions, which is the highest in digital maturity as defined by PwC, while almost two-thirds had barely or not yet begun their digital journey. Automotive (20%) and electronics (14%) had the largest share of the Digital Champions. The interviewers found that two-thirds of the companies did not have a clear digital vision and or a strategy to support the digital transformation process within their companies. These findings agree with what the authors of this paper found on the remanufacturing side. The most advanced industries were the automotive and telecom industries, and they will continue to be ahead of other industries in deploying digital remanufacturing solutions. Both automotive and telecom industries have gone through many years of process and technology innovations such as lean production systems launched by Toyota and followed by other companies. Therefore, they are well positioned for adoption of digital systems in comparison with companies in many other sectors. The key success factors recommended for remanufacturing companies to go digital include:
Have a mindset for digital innovation.
Be open to experimentation.
Be open to work with outside partners to build a digital ecosystem to meet customer needs.
Be willing to share data among the closed loop supply chain stakeholders.
In summary, company leaders need to think big in implementing innovations. They should start with small experiments, collaborate with outside partners as required and scale up rapidly when they are ready to do so.
Before the data of returned products are obtained, the managers must have a plan to expand their capacity for analytics so they can convert the data into actions [
69,
77,
79]. Company leaders frequently misuse data. The CEO of a midsize industrial manufacturer analyzed the profit margins of each sales person and recommended actions. This is an excellent example of misuse of data, this analytical work should be done by the sales department, and they should provide the results to the CEO. If the company is not cautious about the high volumes of data, they can be misused and analysis paralysis may result, thereby, negatively affecting the productivity of the employees.
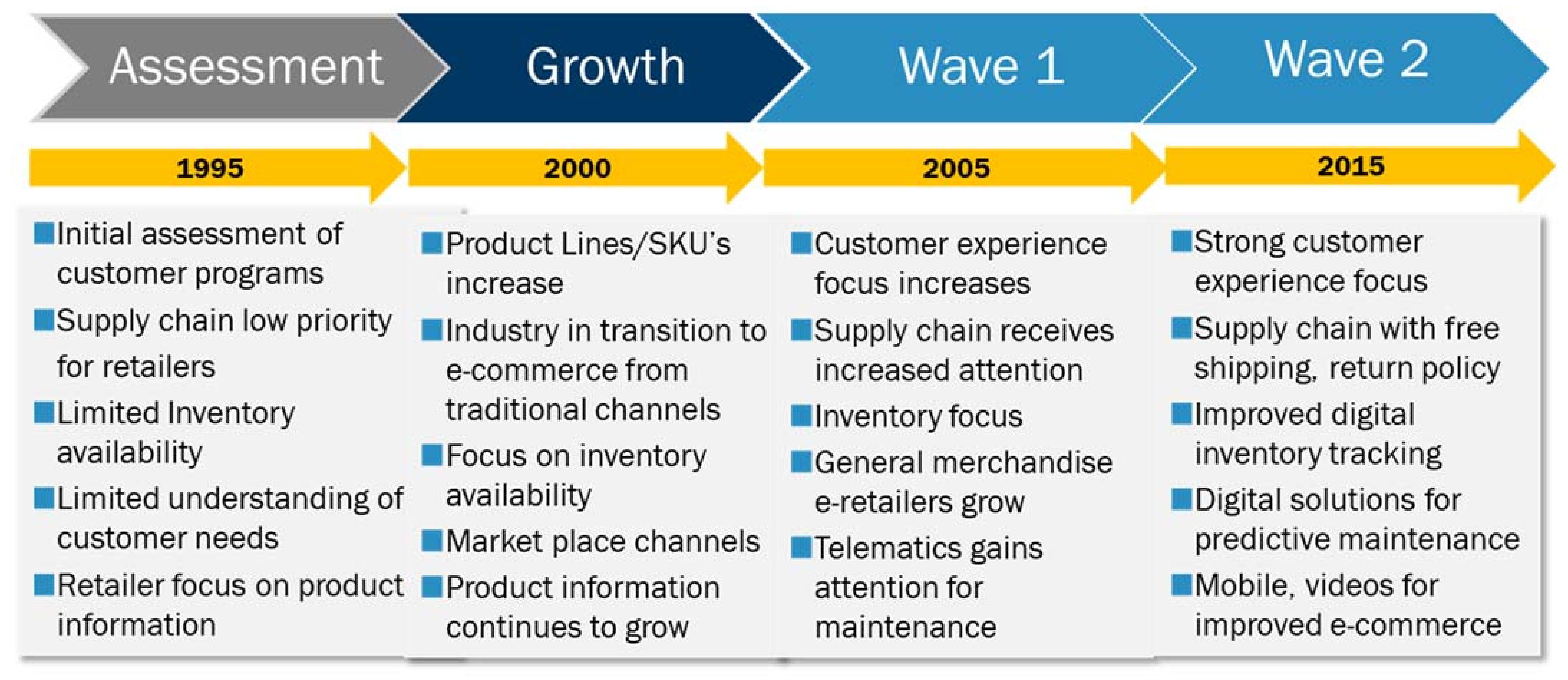
In
Figure 8, the authors of this paper outlined the growth of the automotive aftermarket in the last 25 years based upon their experience and upon the brief literature review made for this paper. They documented the increasing influence of technology on the supply chain such as web applications for e-commerce, the use of videos for online selling, and increased use of mobile applications for managing inventories. Wave 1 of data driven transformations were triggered by technology companies such as Amazon entering the automotive industry in 2005 and Wave 2 started with the digital telematics that were previously used to a lesser extent by the aftermarket companies.
Even though lean efforts have made progress [
80] in the past, a PwC global study based on a survey of executives in 2018 [
81] found that only 30% of new digital entrants have implemented digital solutions for predictive maintenance
Kerin et al. [
82] in their review of applications of Industry 4.0 technologies in remanufacturing, concluded that greater automation is required in the currently highly manual remanufacturing processes to enable more effective utilization of Industry 4.0 concepts. This requires significant investment in equipment and infrastructure, and the up-skilling of personnel to become more digitally competent.
Many authors [
83,
84,
85] highlighted that predictive maintenance will become a major application of IoT and Industry 4.0 in remanufacturing. This means that there is a huge untapped potential to be engaged to improve the efficiency and effectivity of the remanufacturing sector.
The authors recommend the following efforts with data available during Wave 1 transformation and to expand on it during future transformation waves using technologies and their applications in the remanufacturing product life cycle, as defined in
Section 4.
Develop forward and reverse distribution channels to meet emerging customer expectations based upon survey and industry data.
Focus on E-commerce with selected product portfolio data.
Acquire/JV/partners to bridge capability gaps from industry data.
Improve product design from returns/defects data (OEM).
Monitor real time customer behavior (forward and reverse supply chain) data, reduce response time to drive change.
Locate products-in-use and motivate customer behavior for increased core returns from point of use data.
Continue to reduce “order to delivery” lead time by tracking real time logistics data.
Reduce processing costs by using returns data.
Track real time inventory based on customer demand data.
Forecast/schedule effectively and efficiently to reduce inventory costs and improve customer experiences from point of sale data.
7. Conclusions and Next Steps
In conclusion, the authors reviewed how companies, in diverse industrial sectors, are increasingly using existing data to guide their remanufacturing and reverse supply chain systems. The opportunities outlined in the Wave 2 transformations increase the company’s opportunities via more “real time” data, analytics and real “time actions”. The quarterly and yearly analyses and mathematical models that were used periodically can be used in real time as the network design models and inventory models for improved logistics and parts availability for customers. The advanced methods and heuristics available to perform these analyses can provide expanded opportunities for companies to transition to the next step. The focus of this research, to a large extent, was on the automotive, telecom and retail sectors based on the authors’ experiences. There is much potential to build upon this research, to expand the remanufacturing sector’s insights into the positive benefits of involving digital technologies on job creation in multiple industries and of the benefits from expanding the “product-as-a-service” concepts by using remanufacturing, as an example.
The reverse supply chain and the remanufacturing industry will continue to increase in importance as companies implement new digital technologies, thereby, increasing the speed of product delivery and reduced costs to the customers along with providing environmentally friendly, remanufactured products as well. Industries have to address multiple issues such as, for example, the automotive replacement parts, where increasing parts quality, parts proliferation, and labor intensity will continue to challenge the remanufacturing parts profitability [
60]. Accelerated shift towards electric power trains will shift the industry towards finding new ways to remanufacture the products as well.
Digitization of the product life cycle to enable more effective and efficient reverse supply chain and remanufacturing will provide significant competitive advantages for the OEMs and will reduce counterfeit products in the market via enhanced product traceability. The reverse supply chain and the remanufacturing digital industry transformation will provide significant benefits to the OEMs, customers, suppliers and the society-at-large to satisfy the needs of the online, price conscious, environmentally friendly customers.
Besides these technological trends there are also societal changes needed to further facilitate the transition to a more circular economy e.g., consumer attitudes of reused and remanufactured products. This was highlighted by e.g., Kabel et al., 2021 [
63] who found that consumers are expecting high product quality, low price and low risk, had a positive evaluation and were therefore, more willing to engage in sustainable purchasing behavior of remanufactured products, in this case, remanufactured robotic lawn mowers. More specifically, they found that consumers valued performance and price reductions, and were concerned about the length of user-time the remanufactured robotic lawn mower will provide. Further, the environmental knowledge among consumers was sufficient but was not fully translated into positive evaluations and sustainable purchases of remanufactured robotic lawn mowers [
63]. The way we are using and buying products whether they have already been used by someone else or were owned and used by a company, the attitude about using used products influences the rate of transitions towards the circular economy. The psychological dimensions related to those changes need to be studied further along with necessary technological changes highlighted in the digitalization trends presented in this paper.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







