
Innovative System for Scheduling Production Using a Combination of Parametric Simulation Models



 ,
,
Abstract
:1. Introduction
- in custom manufacturing, where orders are created to meet the demand of a particular customer entity and not for a simple market situation;
- in a more complex warehouse production environment that produces multiple products with significant changes, leading to production sequences that significantly affect throughput;
- when product delivery to customers on time is a key performance indicator;
- when the manufacturing process is expensive and, as a result, you have a limited resource system with orders competing for equipment assignment;
- in situations where you make several products at once and each product flows through the system differently; and
- when unplanned but probable failures—such as machine failures or late arrival of materials—require scheduling.
- Comprehensive decisions because they involve the development of detailed plans for allocating tasks to resources over time.
- Planning decisions at short intervals to be taken repeatedly. The average lifetime of the schedule is very short and requires constant updating of the schedule based on the current state.
- Although a short-term decision, planning is relevant to the company’s financial results because it determines delivery times and product costs, which in the long run affects the company’s service level as well as its ability to compete on production costs and delivery times.
- As a decision-making process at the core of manufacturing company operations, the constraints and goals affecting planning are extremely specific to that company. The nature and use of resources in a chemical commodity plant have little to do with the production of ball carriers or the assembly of highly customized electronic devices.
- Scheduling is a relatively structured decision. Its operational nature means that scheduling requires relatively well-defined data, constraints, and objectives.
2. Materials and Methods
- pj—processing time required by task j;
- rj—release date. The earliest time when job j can start its processing; and
- dj—required completion/completion date.
- Cj—task completion time j.
- Fj—flowtime (time that task j spends in the system (Fj = Cj − rj));
- Lj—lateness (time deviation from the planned end time (Lj = Cj − dj). Lj can acquire both positive and negative values);
- Ti = max {0, Lj}—delay of task j (tardiness); and
- Ei = max {0, −Lj}—advance of the problem j (earliness).
- —the total time spent in the system;
- —total tardiness;
- —the maximum time the task stays in the system;
- —maximum tardiness;
- —number of tardy jobs or total unit penalty,where otherwise; and
- —maximum completion time.
2.1. Approaches Used for Scheduling
2.1.1. Precise Design Algorithms
2.1.2. Approximate Algorithms
2.2. Dispatching Rules
2.3. Metaheuristic Methods
- Evolutionary computational algorithms, which fall into three main categories: genetic algorithms, evolutionary strategies, and evolutionary programming;
- Explorative local search represented by greedy random adaptive search procedure (GRASP), variable neighborhood search (VNS), and iterated local search (ILS);
- Hill climbing—HC [50];
- Tabu search—TS [51];
- Simulated annealing (SA);
- Neural networks (NN) are advanced artificial intelligence technologies that simulate “brain learning” and the decision-making process; and
- Threshold algorithms accept a transition if the difference between the current solution and the neighbor’s solution is less than the given threshold.
- representation of the problem or solution;
- initialization;
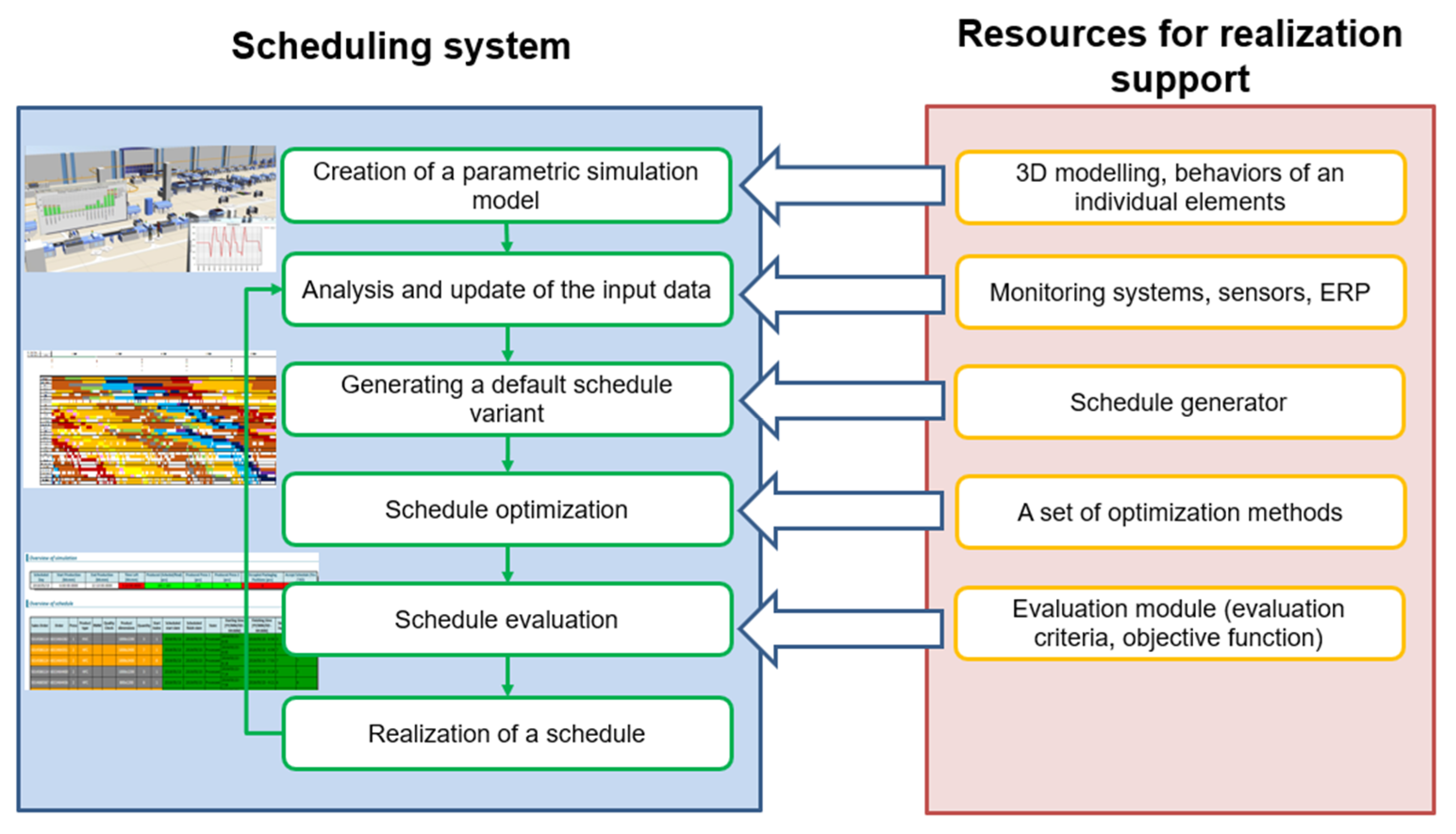
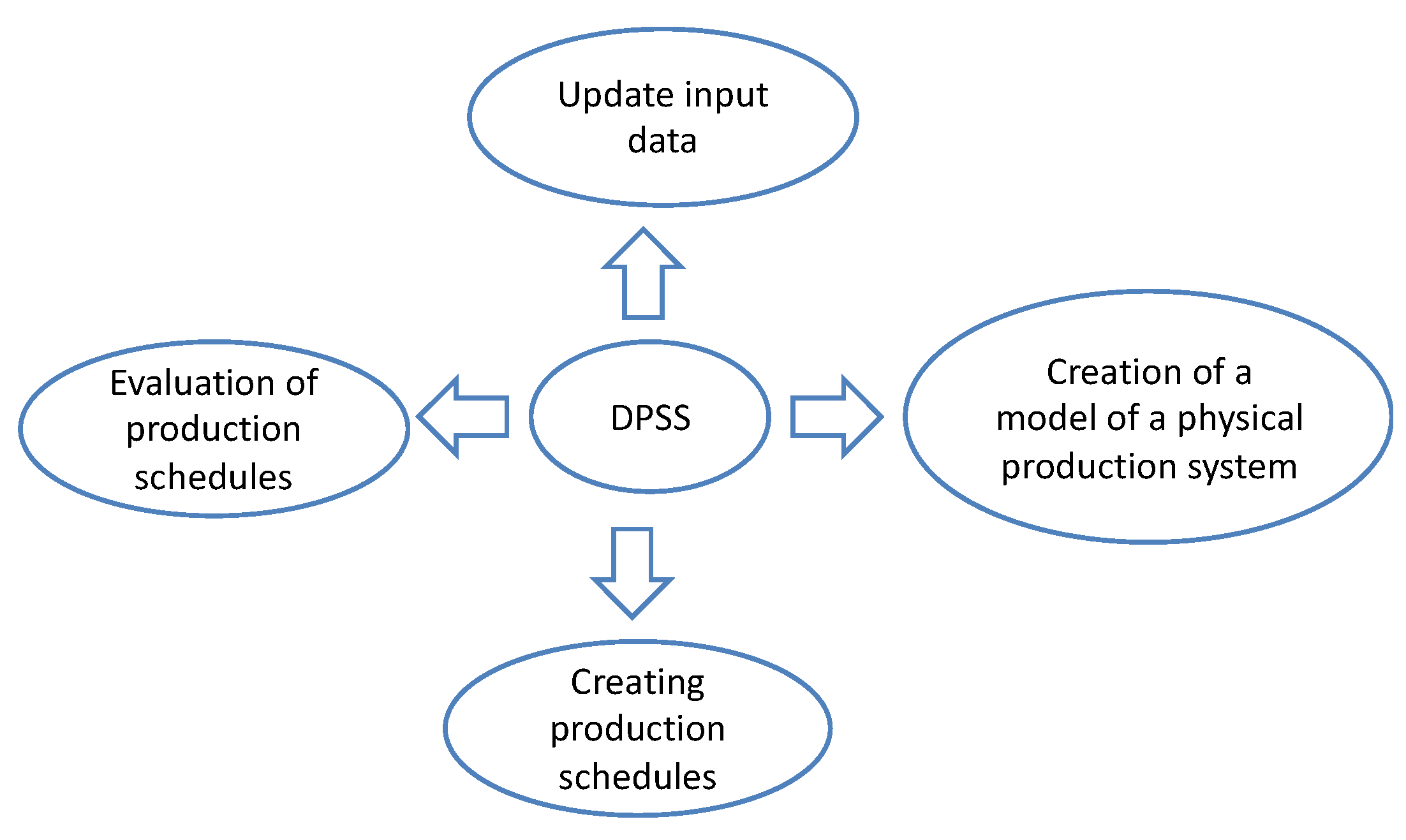
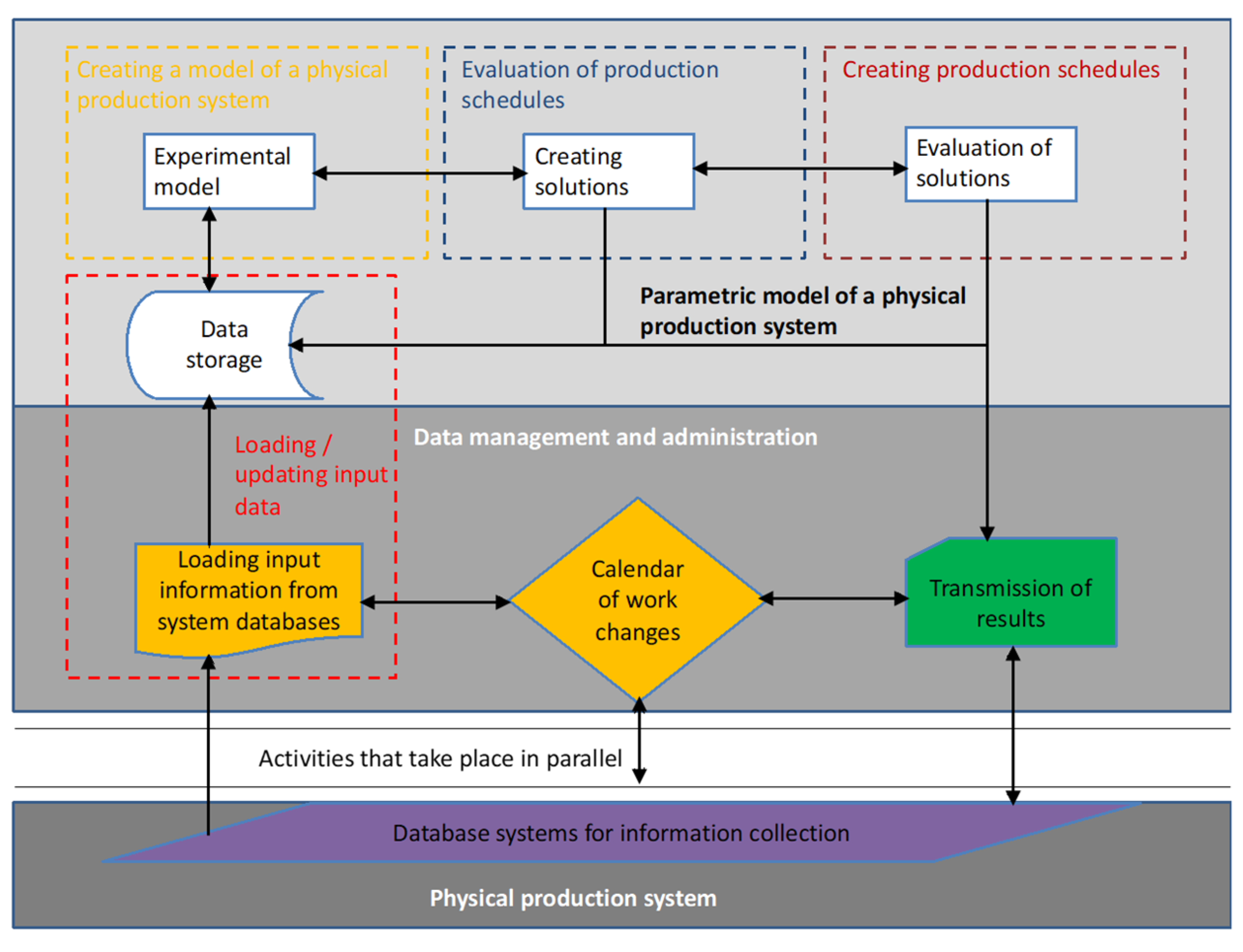
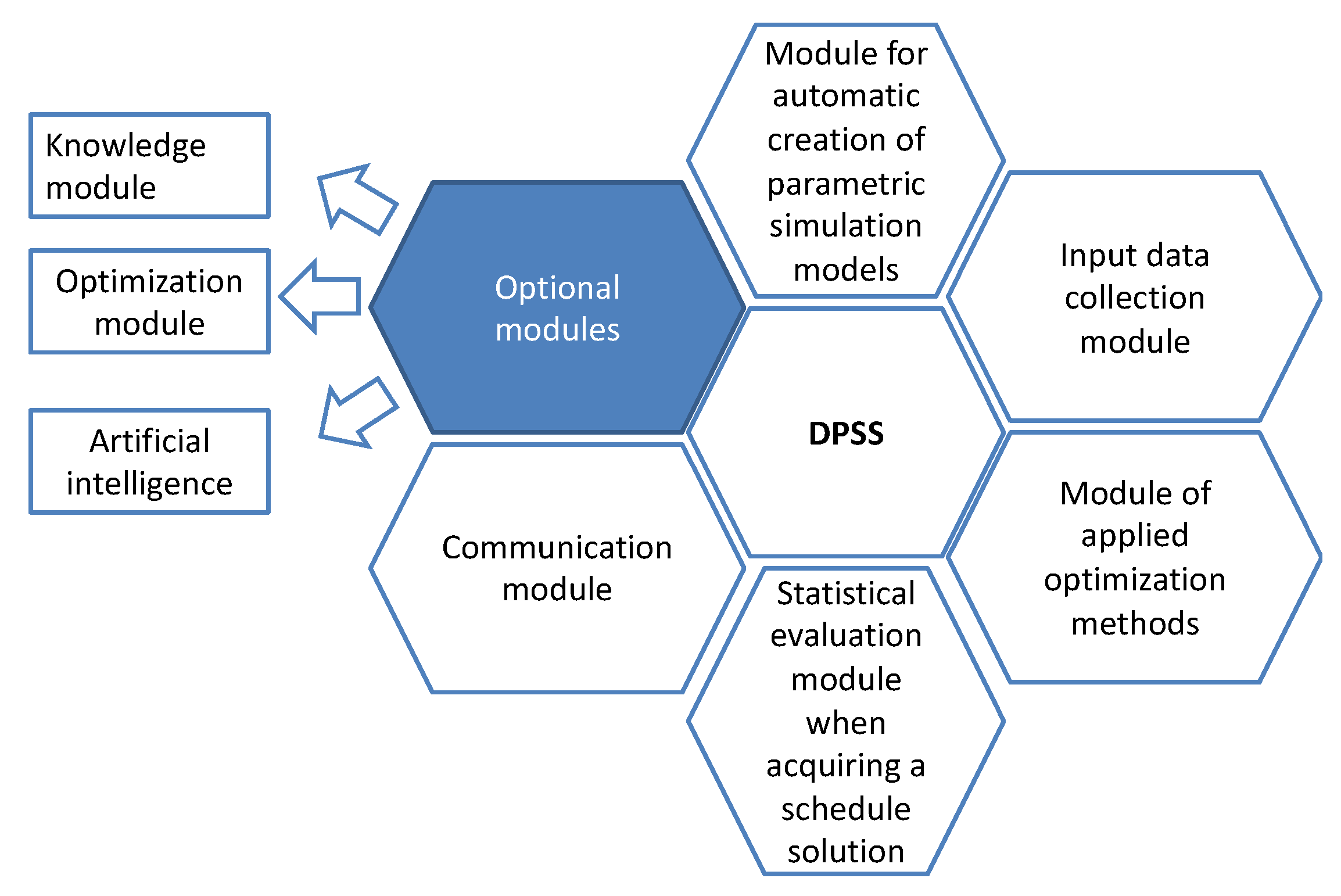
2.4. Proposal of a General Approach to the Creation of a Scheduling System
3. Results
The Concept of the Proposed DPSS Solution
4. Discussion
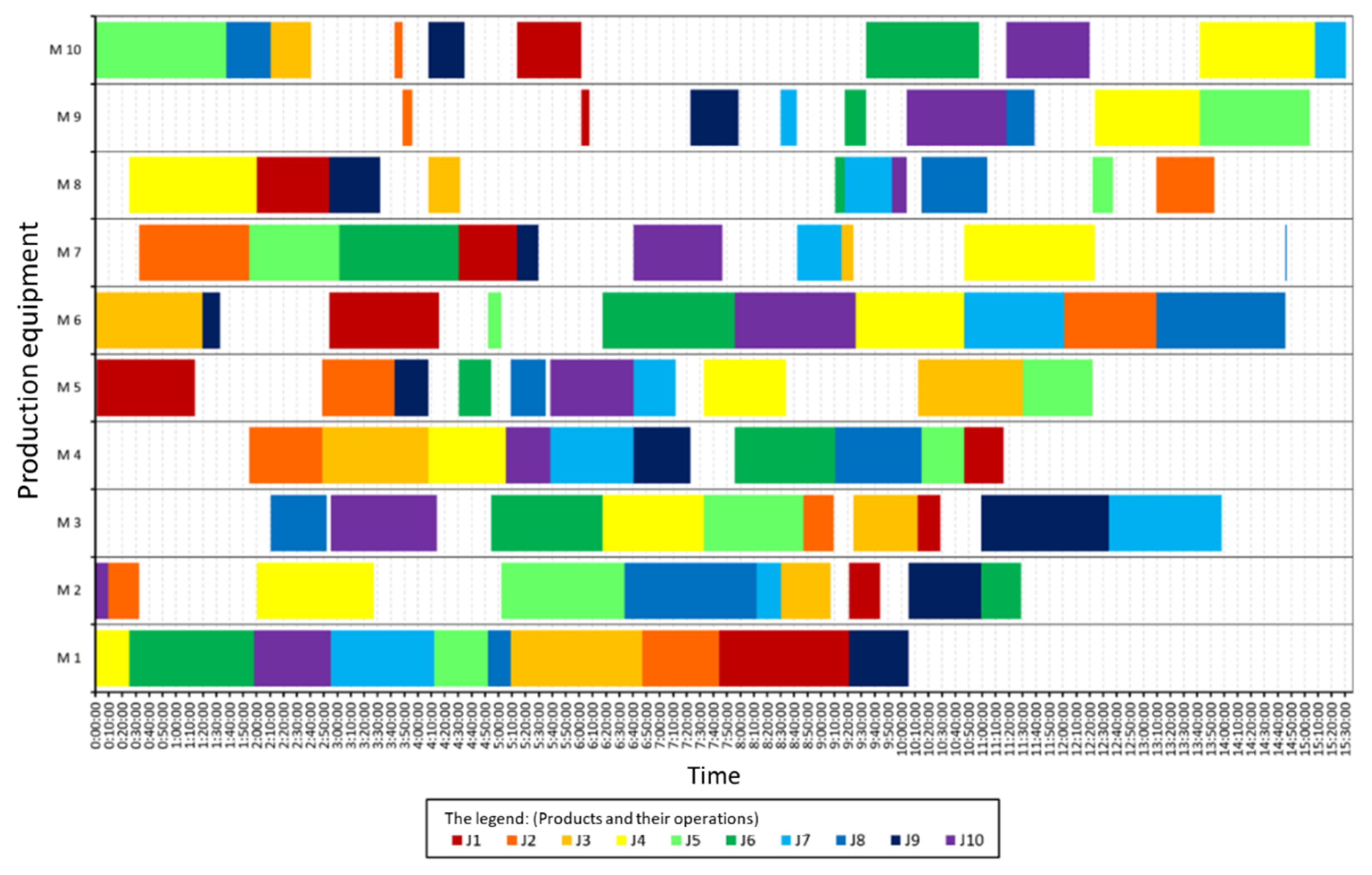
4.1. Testing of an Innovative DPSS System on a Fictitious Production System
4.1.1. Application of Priority Rules in Solving Production Scheduling
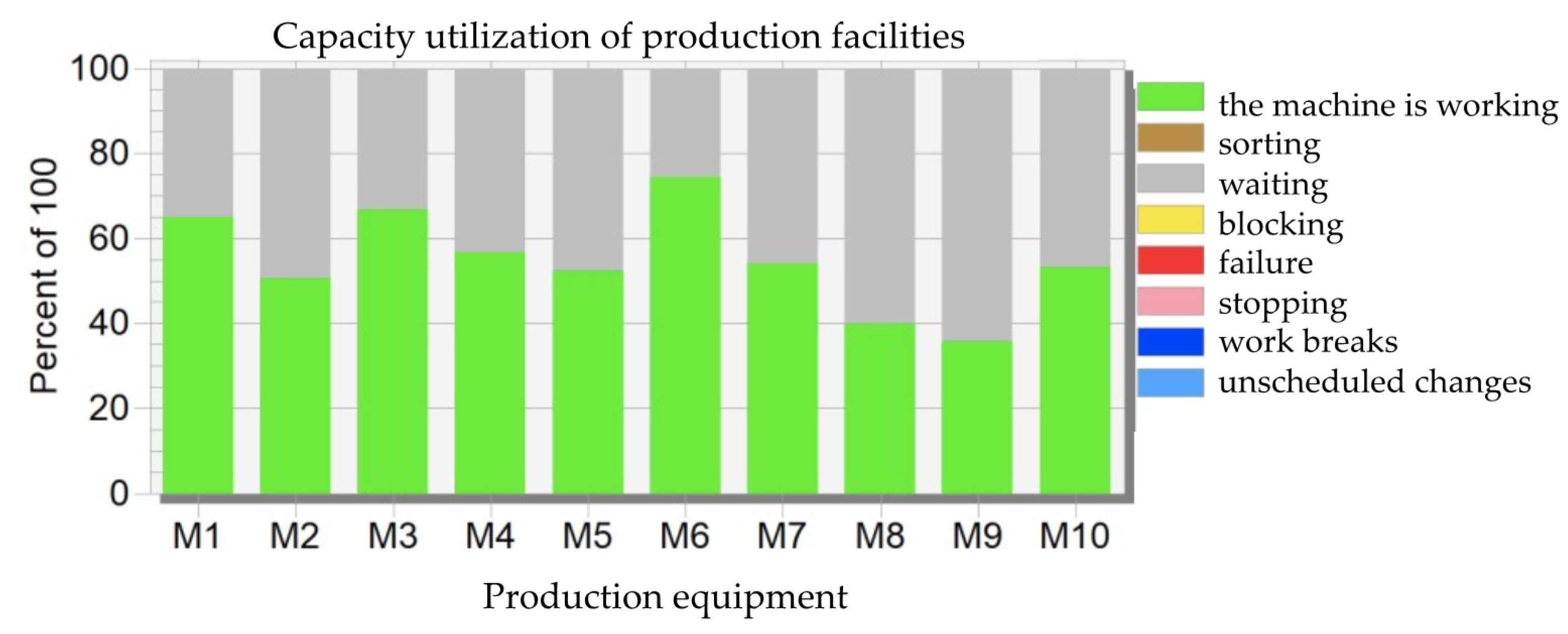
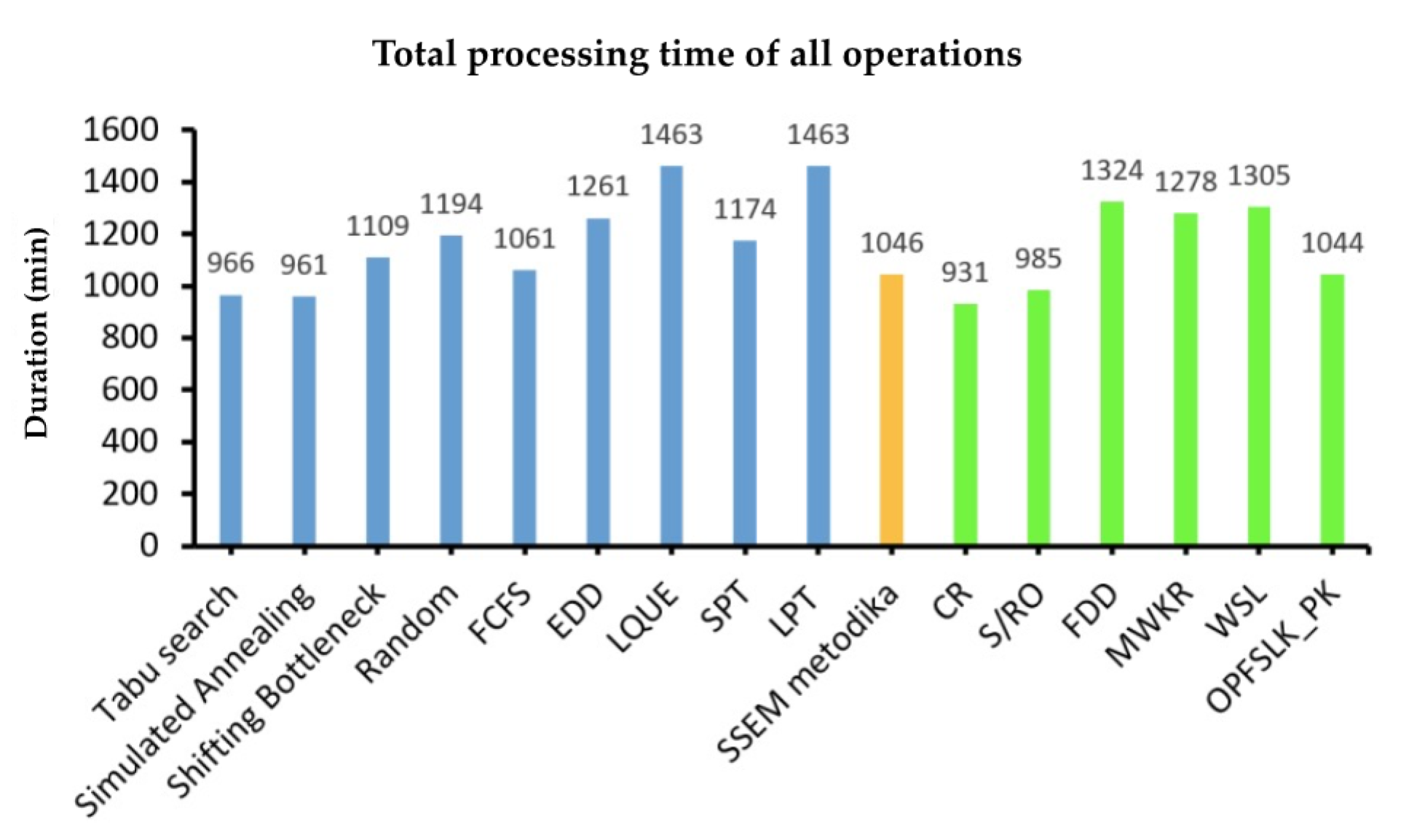
4.1.2. Validation and Verification of the Innovative DPSS System
- Total processing time for all tasks from the experiment;
- Capacity utilization of production resources; and
- The total duration for which the applied system reached the solution.
4.1.3. Application of the DPSS System to a Solution without an Initial Schedule
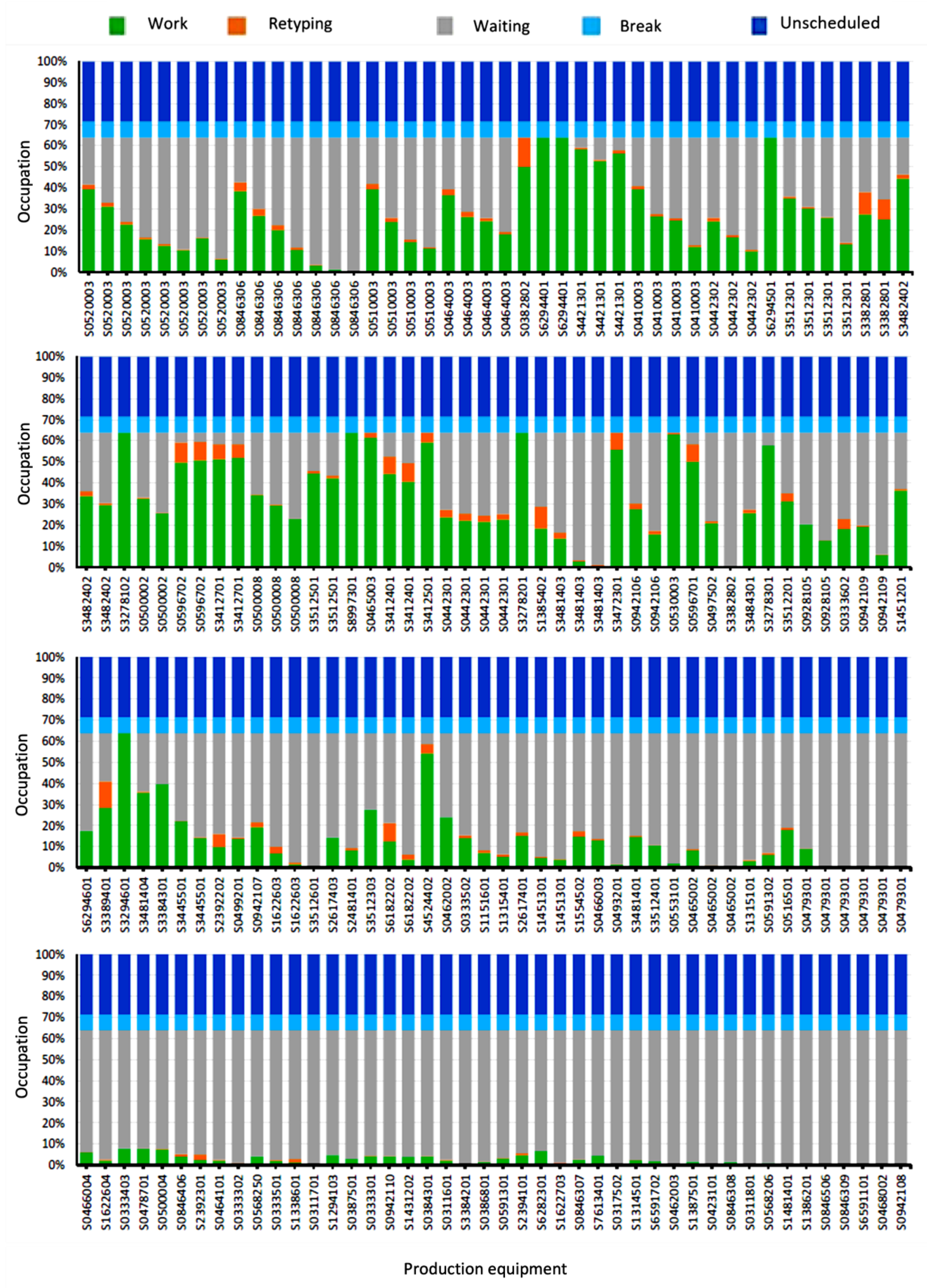
4.2. Testing of the Innovative DPSS System on a Real Production System
4.2.1. Data Provided by the Company
4.2.2. Creating a Simulation Model of a Physical Production System
4.2.3. Setting Up a Parametric Simulation Model for Experimentation
4.2.4. Results of Performed Experiments
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
List of Abbreviations and Symbols
| ACO | Ant Colony Optimization |
| APS | Advanced Planning and Scheduling |
| CR | Critical Ratio |
| DPSS | Dynamic Production Scheduling System |
| ECT | Earliest Creation Time |
| EDD | Earliest Due Date |
| ERP | Enterprise Resource Planning |
| FDD | Flow Due Date |
| FIFO | First In First Out (FCFS—First Come, First Served) |
| GRASP | Greedy Random Adaptive Search Procedure |
| HC | Hill Climbing |
| ILS | Iterated Local Search |
| JSSP | Job Shop Scheduling Problem |
| LCT | Longest Creation Time |
| LIFO | Last In First Out |
| LPS | Longest Process Sequence |
| LPT | Longest Processing Time |
| LTPT | Longest Total Processing Time |
| LTWR | Least Total Work Remaining |
| LWT | Longest Waiting Time |
| MES | Manufacturing Execution System |
| MTWR | Most Total Work Remaining |
| MWKR | Most Work Remaining |
| NN | Neural Networks |
| OPFSLK/PK | Operational Flow Slack per Processing Time |
| S/RO | Slack/Remaining operations |
| SA | Simulated Annealing |
| SCADA | Supervisory Control of Data Acquisition |
| SPS | Shortest Process Sequence |
| SPT | Shorted Processing Time |
| SSEM | Scheduling using Simulation and Evolutionary Methods |
| STPT | Shortest Total Processing Time |
| SWT | Shortest Waiting Time |
| VNS | Variable Neighborhood Search |
| WSL | Waiting Slack |
References
- Leusin, M.E.; Frazzon, E.M.; Uriona Maldonado, M.; Kück, M.; Freitag, M. Solving the job-shop scheduling problem in the industry 4.0 era. Technologies 2018, 6, 107. [Google Scholar] [CrossRef] [Green Version]
- Castrillon, O.; Sarache, W.; Giraldo, J. Job shop methodology based on an ant colony. Dyna 2009, 76, 177–184. [Google Scholar]
- Lohmer, J.; Lasch, R. Production planning and scheduling in multi-factory production networks: A systematic literature review. Int. J. Prod. Res. 2021, 59, 2028–2054. [Google Scholar] [CrossRef]
- Yu, H.; Han, S.; Yang, D.; Wang, Z.; Feng, W. Job shop scheduling based on digital twin technology: A survey and an intelligent platform. Complexity 2021, 2021, 1–12. [Google Scholar] [CrossRef]
- Ojstersek, R.; Brezocnik, M.; Buchmeister, B. Multi-objective optimization of production scheduling with evolutionary computation: A review. Int. J. Ind. Eng. Comput. 2020, 359–376. [Google Scholar] [CrossRef]
- Kamoshida, R. Concurrent optimization of job shop scheduling and dynamic and flexible facility layout planning. In Proceedings of the 5th International Conference on Industrial Engineering and Applications (ICIEA 2018), Singapore, 26–28 April 2018; pp. 289–293. [Google Scholar] [CrossRef]
- Bonney, M. Reflections on production planning and control (PPC). Gestão Produção 2000, 7, 181–207. [Google Scholar] [CrossRef]
- Pinedo, M.; Xiuli, C. Operations Scheduling with Applications in Manufacturing and Services; McGraw-Hill: New York, NY, USA, 1999; p. 310. [Google Scholar]
- Pinedo, M.L. Scheduling: Theory, Algorithms, and Systems, 4th ed.; Springer: New York, NY, USA, 2012. [Google Scholar]
- Framinan, J.M.; Leisten, R.; García, R.R. Manufacturing Scheduling Systems; Springer: Berlin, Germany, 2014. [Google Scholar]
- Nguyen, S.; Mei, Y.; Zhang, M. Genetic programming for production scheduling: A survey with a unified frame-work. Complex Intell. Syst. 2017, 3, 41–66. [Google Scholar] [CrossRef] [Green Version]
- Stastny, J.; Skorpil, V.; Balogh, Z.; Klein, R. Job shop scheduling problem optimization by means of graph-based algorithm. Appl. Sci. 2021, 11, 1921. [Google Scholar] [CrossRef]
- Stastny, J.; Skorpil, V.; Cizek, L. Traveling salesman problem optimization by means of graph-based algorithm. In Proceedings of the 39th International Conference on Telecommunications and Signal Processing (TSP), Vienna, Austria, 27–29 June 2016; p. 207. [Google Scholar]
- Weng, M.X.; Ren, H. An efficient priority rule for scheduling job shops to minimize mean tardiness. IIE Trans. 2006, 38, 789–795. [Google Scholar] [CrossRef]
- Baptiste, P.; Flamini, M.; Sourd, F. Lagrangian bounds for just-in-time job-shop scheduling. Comput. Oper. Res. 2008, 35, 906–915. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Zhang, S.-Y.; Gao, Z.; Yang, L.-X. Feature-based initial population generation for the optimization of job shop problems. J. Zhejiang Univ. Sci. C 2010, 11, 767–777. [Google Scholar] [CrossRef]
- Sun, L.; Cheng, X.; Liang, Y. Solving job shop scheduling problem using genetic algorithm with penalty function. Int. J. Intell. Inf. Process. 2010, 1, 65–77. [Google Scholar]
- Liu, B.; Wang, L.; Jin, Y.-H. An effective hybrid PSO-based algorithm for flow shop scheduling with limited buffers. Comput. Oper. Res. 2008, 35, 2791–2806. [Google Scholar] [CrossRef] [Green Version]
- Tasgetiren, M.F.; Liang, Y.C.; Sevkli, M. A particle swarm optimization algorithm for makespan and total flowtime minimi-zation in the permutation flowshop sequencing problem. Eur. J. Oper. Res. 2007, 177, 1930–1947. [Google Scholar] [CrossRef]
- Ge, H.-W.; Sun, L.; Liang, Y.-C.; Qian, F. An effective PSO and AIS-based hybrid intelligent algorithm for job-shop scheduling. IEEE Trans. Syst. Man, Cybern. Part A Syst. Hum. 2008, 38, 358–368. [Google Scholar] [CrossRef]
- Baker, K.R.; Trietsch, D. Principles of Sequencing and Scheduling; John Wiley and Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Chen, H.; Wang, F.; Helian, N.; Akanmu, G. User-priority guided Min-Min scheduling algorithm for load balancing in cloud computing. In Proceedings of the 2013 National Conference on Parallel Computing Technologies (PARCOMPTECH), Bangalore, India, 21–23 February 2013; pp. 1–8. [Google Scholar]
- Abhishek, K.; Leyffer, S.; Linderoth, J.T. FilMINT—An outer approximation-based solver for convex mixed-integer nonlinear programs. INFORMS J. Comput. 2010, 22, 555–567. [Google Scholar] [CrossRef]
- Adams, J.; Balas, E.; Zawack, D. The shifting bottleneck procedure for job shop scheduling. Manag. Sci. 1998, 34, 391–401. [Google Scholar] [CrossRef]
- Al-Azzoni, I.; Down, D. Linear programming-based affinity scheduling of independent tasks on heterogeneous computing systems. IEEE Trans. Parallel Distrib. Syst. 2008, 19, 1671–1682. [Google Scholar] [CrossRef]
- Bangsow, S. Manufacturing Simulation with Plant Simulation and SimTalk; Springer: New York, NY, USA, 2010. [Google Scholar]
- Bangsow, S. Tecnomatix Plant Simulation Modeling and Programming by Means of Examples; Springer: Berlin/Heidelberg, Germany, 2015; p. 713. [Google Scholar]
- Bertrand, M. The use of workload information to control job lateness in controlled and uncontrolled release production systems. J. Oper. Manag. 1983, 3, 79–92. [Google Scholar] [CrossRef]
- Blum, C.; Roli, A. Metaheuristics in combinatorial optimization: Overview and conceptual comparison. J. ACM Comput. Surv. 2003, 35, 268–308. [Google Scholar] [CrossRef]
- Bockmayr, A.; Kasper, T. Branch-and-Infer: A Framework for Combining CP and IP; Springer: Berlin, Germany, 2004; Volume 27, pp. 59–88. [Google Scholar]
- Bonami, P.; Biegler, L.T.; Conn, A.R.; Cornuéjols, G.; Grossmann, I.E.; Laird, C.D.; Lee, J.; Lodi, A.; Margot, F.; Sawaya, N.; et al. An algorithmic framework for convex mixed integer nonlinear programs. Discret. Optim. 2008, 5, 186–204. [Google Scholar] [CrossRef]
- Brucker, P. Scheduling Algorithms; Springer: Berlin, Germany, 2007; p. 379. [Google Scholar]
- Brusco, M.; Stahl, S. Branch and Bound Applications in Combinatorial Data Analysis; Springer: New York, NY, USA, 2005; p. 221. [Google Scholar]
- Cornuéjols, G. Valid inequalities for mixed integer linear programs. Math. Program. 2007, 112, 3–44. [Google Scholar] [CrossRef] [Green Version]
- Christin, D.; Reinhardt, A.; Mogre, P.S.; Steinmetz, R. Wireless Sensor Networks and the Internet of Things: Selected Challenges; Technische Universitat Darmstadt: Darmstadt, Germany; p. 25.
- Fera, M.; Fruggiero, F. Production Scheduling Approaches for Operations Management; InTech: Palm Beach, FL, USA, 2013; p. 248. [Google Scholar]
- Fu, M.C. Optimization for simulation. Theory vs. practice. Inf. J. Computing. 2002, 14, 192–215. [Google Scholar] [CrossRef]
- Grossmann, I.E. Review of nonlinear mixed-integer and disjunctive programming techniques. Optim. Eng. 2002, 3, 227–252. [Google Scholar] [CrossRef]
- Harjunkoski, I.; Maravelias, C.T.; Bongers, P.; Castro, P.M.; Engell, S.; Grossmann, I.E.; Hooker, J.; Mendez, C.; Sand, G.; Wassick, J. Scope for industrial applications of production scheduling models and solution methods. Int. J. Comput. Appl. Chem. Eng. 2013, 62, 161–193. [Google Scholar] [CrossRef] [Green Version]
- Herrmann, W.J. Handbook of Production Scheduling; Springer: New York, NY, USA, 2006; p. 318. [Google Scholar]
- Holthaus, O.; Rajedran, C. New dispatching rules for scheduling in a job shop—An experimental study. Int. J. Adv. Manuf. Technol. 1997, 13, 148–153. [Google Scholar] [CrossRef]
- Hooker, J.N. Integrated Methods for Optimization, 2nd ed.; Springer: New York, NY, USA, 2012; p. 640. [Google Scholar]
- Integrated Manufacturing Technology Initiative (IMTI). Integrated Manufacturing Technology Roadmapping Project: Mod-eling and Simulation. 2000. Available online: http://simula.cesga.es/document/docs/Integrated%20Manufacturing%20Technology.pdf (accessed on 24 July 2000).
- Kaban, A.K.; Othman, Z.; Rohman, D.S. Comparison of dispatching rules in job-shop scheduling problem using simulation: A case study. Int. J. Simul. Model. 2012, 11, 129–140. [Google Scholar] [CrossRef]
- Karimi-Nasab, M.; Seyedhoseini, S.M. Multi-level lot sizing and job shop scheduling with compressible process times: A cutting plane approach. Eur. J. Oper. Res. 2013, 259, 598–616. [Google Scholar] [CrossRef]
- Klapka, J.; Dvorak, J.; Popela, P. Metody Operacniho Vyýzkumu; VUTIUM: Brno, Czech Republic, 2001. [Google Scholar]
- Kopanos, G.M.; Puigijaner, L.; Georgiagis, M.C. Efficient mathematical frameworks for detailed production scheduling in food processing industries. Comput. Chem. Eng. 2012, 207, 206–216. [Google Scholar] [CrossRef]
- Novas, J.M.; Henning, G.P. A comprehensive constraint programming approach for the rolling horizon-based scheduling of automated wet etch stations. Comput. Chem. Eng. 2012, 42, 189–205. [Google Scholar] [CrossRef]
- Panwalkar, S.; Iskander, W. A survey of scheduling rules. Oper. Res. 1977, 25, 45–61. [Google Scholar] [CrossRef]
- Piana, S.; Engell, S. Hybrid evolutionary optimization of the operation of pipeless plants. J. Heuristics 2011, 16, 311–336. [Google Scholar] [CrossRef]
- Pinedo, M.L. Planning and Scheduling in Manufacturing and Services; Springer: New York, NY, USA, 2009; p. 506. [Google Scholar]
- Pinedo, M.L. Scheduling Theory, Algorithms and Systems, 5th ed.; Springer: New York, NY, USA, 2016; p. 670. [Google Scholar]
- Pranzo, M.; Meloni, C.; Pacciarelli, D. A new class of greedy heuristics for job shop scheduling problems. In Proceedings of the Second International Workshop (WEA 2003), Ascona, Switzerland, 26–28 May 2003; Volume 2647, pp. 223–236. [Google Scholar]
- Shaw, P. Constraint Programming and Local Search Hybrids; Springer: New York, NY, USA, 2010; Volume 45, pp. 271–303. [Google Scholar]
- Terekhov, D.; Tran, T.T.; Down, G.D.; Beck, C.J. Integrating queueing theory and scheduling for dynamic scheduling problems. J. Artif. Intel. Res. 2014, 50, 535–572. [Google Scholar] [CrossRef] [Green Version]
- Vaessens, R.J.M.; Aarts, E.H.L.; Lenstra, J.K. Job shop scheduling by local search. INFORMS J. Comput. 1996, 8, 302–317. [Google Scholar] [CrossRef] [Green Version]
- Watson, J.P.; Howe, A.; Whitley, L. Deconstructing Nowicki and Smutnicki’s i-TSAB Tabu Search Algorithm for the Job-Shop Scheduling Problem. 2006. Available online: https://www.cs.colostate.edu/~howe/papers/WatsonCOR06.pdf (accessed on 11 May 2005).
- Wenqi, H.; Aihua, Y. An improved shifting bottleneck procedure for the job shop scheduling problem. Comput. Oper. Res. 2004, 31, 2093–2110. [Google Scholar] [CrossRef]
- Wight, O.W. Production and Inventory Management in the Computer Age; Van Nostrand Reinhold Company: New York, NY, USA, 1984; p. 310. [Google Scholar]
- Xhafa, F.; Abraham, A. Metaheuristics for Scheduling in Industrial and Manufacturing Applications; Springer: Berlin, Germany, 2008; p. 346. [Google Scholar]
- Yoshitomi, Y. A genetic algorithm approach to solving stochastic job-shop scheduling problems. Int. Trans. Oper. Res. 2002, 9, 479–495. [Google Scholar] [CrossRef]
- Min, J.; Yong, H.; Cheng, T.C.E. Single-Machine Scheduling with Periodic Maintenance to Minimize Makespan. 2007. Available online: https://core.ac.uk/download/pdf/61005778.pdf (accessed on 11 December 2014).
- Johnson, D.B. Efficient algorithms for shortest paths in sparse networks. J. ACM 1977, 24, 1–13. [Google Scholar] [CrossRef]
- Lawler, E.L.; Lenstra, J.K.; Kan, A.H.R.; Shmoys, D.B. Chapter 9: Sequencing and scheduling: Algorithms and complexity. In Handbooks in Operations Research and Management Science; Elsevier: Amsterdam, The Netherlands, 1993; Volume 4, pp. 445–522. [Google Scholar]
- Graves, S.C.; Rinnooy Kan, A.H.G.; Zipkin, P.H. Logistics of production and inventory. In Handbooks in Operations Research and Management Science; Elsevier: Amsterdam, The Netherlands, 1993; Volume 4. [Google Scholar]
- Tseng, F.T.; Stafford, E.F., Jr.; Gupta, J.N.D. An empirical analysis of integer programming formulations for the permutation flowshop. OMEGA Int. J. Manag. Sci. 2004, 32, 285–293. [Google Scholar] [CrossRef]
- Rossi, F.; Van Beek, P.; Walsh, T. Handbook of Constraint Programming; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Vavrik, V.; Gregor, M.; Grznar, P. Computer simulation as a tool for the optimization of logistics using automated guided vehicles. Procedia Eng. 2017, 192, 923–928. [Google Scholar] [CrossRef]
- Więcek, D.; Więcek, D.; Dulina, L. Materials requirement planning with the use of activity-based costing. Manag. Syst. Prod. Eng. 2020, 28, 3–8. [Google Scholar] [CrossRef] [Green Version]
- Bubenik, P. Scheduling system for minimizing the costs of production. J. Mech. Eng. 2004, 50, 291–297. [Google Scholar]
- Bučková, M.; Skokan, R.; Fusko, M.; Hodoň, R. Designing of logistics systems with using of computer simulation and emulation. Transp. Res. Procedia 2019, 40, 978–985. [Google Scholar] [CrossRef]
- Kaylani, H.; Anas, M.A. Simulation approach to enhance production scheduling procedures at a pharmaceutical company with large product mix. Procedia Cirp 2016, 41, 411–416. [Google Scholar] [CrossRef] [Green Version]
- Mason, S.J.; Fowler, J.W.; Carlyle, W.M.; Montgomery, D.C. Heuristics for minimizing total weighted tardiness in complex job shops. Int. J. Prod. Res. 2005, 43, 1943–1963. [Google Scholar] [CrossRef]
- Uzsoy, R.; Cheng-Shuo, W. Performance of decomposition procedures for job shop scheduling problems with bottleneck machines. Int. J. Prod. Res. 2000, 38, 1271–1286. [Google Scholar] [CrossRef]
- Mönch, L.; Zimmermann, J. A computational study of a shifting bottleneck heuristic for multi-product complex job shops. Prod. Plan. Control 2010, 22, 25–40. [Google Scholar] [CrossRef]
- Demirkol, E.; Uzsoy, R. Decomposition methods for reentrant flow shops with sequence-dependent setup times. J. Sched. 2000, 3, 155–177. [Google Scholar] [CrossRef]
- Diaz-Elsayed, N.; Jondral, A.; Greinacher, S.; Dornfeld, D.; Lanza, G. Assessment of lean and green strategies by simulation of manufacturing systems in discrete production environments. CIRP Ann. 2013, 62, 475–478. [Google Scholar] [CrossRef] [Green Version]
- Čuboňová, N.; Císar, M. Design of camera mount and its application for monitoring machining process. Adv. Sci. Technol. Res. J. 2015, 9, 34–40. [Google Scholar] [CrossRef]
- Císar, M.; Kuric, I.; Čuboňová, N.; Kandera, M. Design of the clamping system for the CNC machine tool. MATEC Web Conf. 2017, 137, 1003. [Google Scholar] [CrossRef] [Green Version]
- Kuric, I.; Tlach, V.; Sága, M.; Císar, M.; Zajačko, I. Industrial robot positioning performance measured on inclined and parallel planes by double ballbar. Appl. Sci. 2021, 11, 1777. [Google Scholar] [CrossRef]
- Šteininger, J.; Hrček, S.; Smetanka, L.; Skyba, R. Optimisation procedure of inner geometry in spherical roller bearings with regard to their durability. Sci. J. Sil. Univ. Technol. Ser. Transp. 2020, 106, 173–181. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Rules | Description | Type |
|---|---|---|---|
| 1 | FIFO | First In First Out | Static |
| 2 | LIFO | Last In First Out | Static |
| 3 | SPT | Shortest Processing Time | Static |
| 4 | LPT | Longest Processing Time | Static |
| 5 | SPS | Shortest Process Sequence | Static |
| 6 | LPS | Longest Process Sequence | Static |
| 7 | STPT | Shortest Total Processing Time | Static |
| 8 | LTPT | Longest Total Processing Time | Static |
| 9 | ECT | Earliest Creation Time | Dynamic |
| 10 | LCT | Longest Creation Time | Dynamic |
| 11 | SWT | Shortest Waiting Time | Dynamic |
| 12 | LWT | Longest Waiting Time | Dynamic |
| 13 | LTWR | Least Total Work Remaining | Dynamic |
| 14 | MTWR | Most Total Work Remaining | Dynamic |
| Products | Available Production Equipment | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | M10 | |
| Operation Number | Operation Number | Operation Number | Operation Number | Operation Number | Operation Number | Operation Number | Operation Number | Operation Number | Operation Number | |
| J1 | 7 | 8 | 9 | 10 | 1 | 3 | 4 | 2 | 6 | 5 |
| J2 | 7 | 1 | 8 | 3 | 4 | 9 | 2 | 10 | 6 | 5 |
| J3 | 5 | 6 | 8 | 9 | 10 | 1 | 7 | 4 | 3 | 2 |
| J4 | 1 | 3 | 5 | 4 | 6 | 7 | 8 | 2 | 9 | 10 |
| J5 | 3 | 5 | 6 | 7 | 8 | 4 | 2 | 9 | 10 | 1 |
| J6 | 1 | 10 | 4 | 6 | 3 | 5 | 2 | 7 | 8 | 9 |
| J7 | 1 | 4 | 9 | 2 | 3 | 8 | 6 | 7 | 5 | 10 |
| J8 | 3 | 5 | 2 | 6 | 4 | 9 | 10 | 7 | 8 | 1 |
| J9 | 8 | 9 | 10 | 6 | 3 | 1 | 5 | 2 | 7 | 4 |
| J10 | 2 | 1 | 3 | 4 | 5 | 7 | 6 | 8 | 9 | 10 |
| Products | Available Production Equipment | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | M10 | |
| Duration of Operations | Duration of Operations | Duration of Operations | Duration of Operations | Duration of Operations | Duration of Operations | Duration of Operations | Duration of Operations | Duration of Operations | Duration of Operations | |
| J1 | 97 | 23 | 17 | 29 | 73 | 82 | 43 | 54 | 6 | 48 |
| J2 | 57 | 23 | 23 | 54 | 54 | 69 | 82 | 43 | 7 | 6 |
| J3 | 98 | 37 | 48 | 32 | 78 | 79 | 9 | 24 | 47 | 30 |
| J4 | 25 | 87 | 75 | 58 | 61 | 81 | 97 | 95 | 78 | 86 |
| J5 | 40 | 92 | 74 | 32 | 52 | 10 | 67 | 15 | 82 | 97 |
| J6 | 93 | 30 | 83 | 75 | 24 | 98 | 89 | 7 | 16 | 84 |
| J7 | 77 | 18 | 84 | 62 | 31 | 74 | 33 | 35 | 12 | 23 |
| J8 | 17 | 98 | 42 | 64 | 26 | 96 | 1 | 49 | 21 | 33 |
| J9 | 44 | 54 | 95 | 42 | 25 | 13 | 16 | 38 | 36 | 27 |
| J10 | 57 | 9 | 79 | 33 | 62 | 90 | 66 | 11 | 74 | 62 |
| Available Production Equipment | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | M7 | M8 | M9 | M10 | |
| Product | Product | Product | Product | Product | Product | Product | Product | Product | Product | |
| Initial sequence of product processing | J6 | J2 | J8 | J2 | J1 | J3 | J2 | J1 | J3 | J5 |
| J7 | J10 | J10 | J7 | J2 | J9 | J6 | J9 | J2 | J8 | |
| J10 | J7 | J6 | J10 | J9 | J1 | J5 | J3 | J7 | J3 | |
| J2 | J3 | J2 | J9 | J7 | J7 | J1 | J7 | J1 | J2 | |
| J3 | J1 | J7 | J6 | J6 | J6 | J7 | J4 | J9 | J9 | |
| J10 | J9 | J3 | J3 | J10 | J10 | J9 | J10 | J10 | J1 | |
| J9 | J8 | J9 | J1 | J8 | J2 | J10 | J6 | J6 | J7 | |
| J5 | J5 | J1 | J8 | J3 | J5 | J3 | J2 | J8 | J10 | |
| J4 | J4 | J5 | J5 | J5 | J8 | J8 | J8 | J5 | J6 | |
| J8 | J6 | J4 | J4 | J4 | J4 | J4 | J5 | J4 | J4 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Micieta, B.; Staszewska, J.; Kovalsky, M.; Krajcovic, M.; Binasova, V.; Papanek, L.; Antoniuk, I. Innovative System for Scheduling Production Using a Combination of Parametric Simulation Models. Sustainability 2021, 13, 9518. https://doi.org/10.3390/su13179518
Micieta B, Staszewska J, Kovalsky M, Krajcovic M, Binasova V, Papanek L, Antoniuk I. Innovative System for Scheduling Production Using a Combination of Parametric Simulation Models. Sustainability. 2021; 13(17):9518. https://doi.org/10.3390/su13179518
Chicago/Turabian StyleMicieta, Branislav, Jolanta Staszewska, Matej Kovalsky, Martin Krajcovic, Vladimira Binasova, Ladislav Papanek, and Ivan Antoniuk. 2021. "Innovative System for Scheduling Production Using a Combination of Parametric Simulation Models" Sustainability 13, no. 17: 9518. https://doi.org/10.3390/su13179518
APA StyleMicieta, B., Staszewska, J., Kovalsky, M., Krajcovic, M., Binasova, V., Papanek, L., & Antoniuk, I. (2021). Innovative System for Scheduling Production Using a Combination of Parametric Simulation Models. Sustainability, 13(17), 9518. https://doi.org/10.3390/su13179518