
Life Cycle Environmental and Economic Comparison of Water Droplet Machining and Traditional Abrasive Waterjet Cutting


Abstract
:1. Introduction
2. Materials and Methods
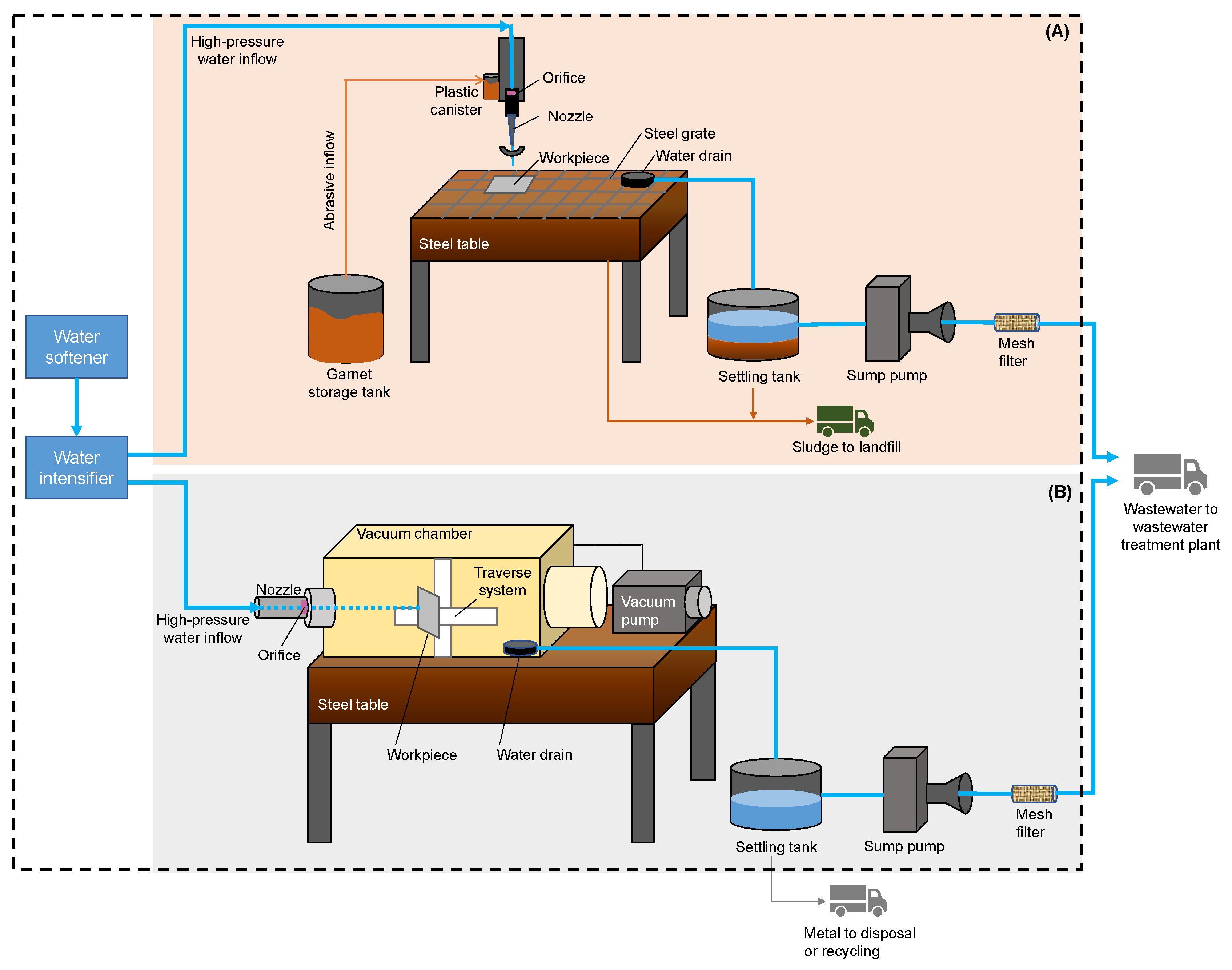
2.1. Description of Waterjet Systems
2.2. Life Cycle Assessment
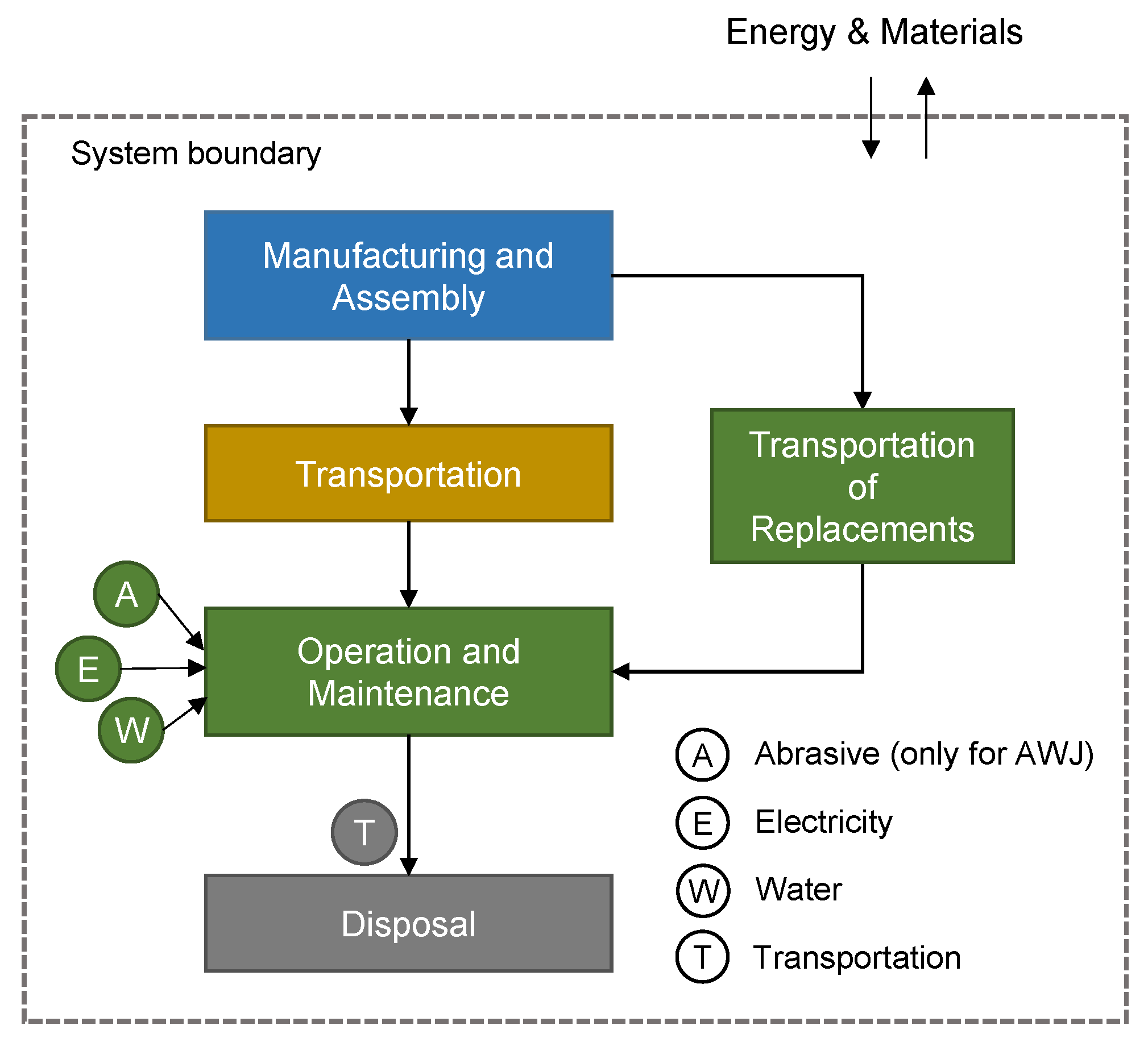
2.2.1. Goal and Scope Definition
2.2.2. Life Cycle Inventory (LCI) Analysis
2.2.3. Life Cycle Impact Assessment (LCIA)
2.3. Life Cycle Cost Assessment
Sensitivity Analysis
3. Results
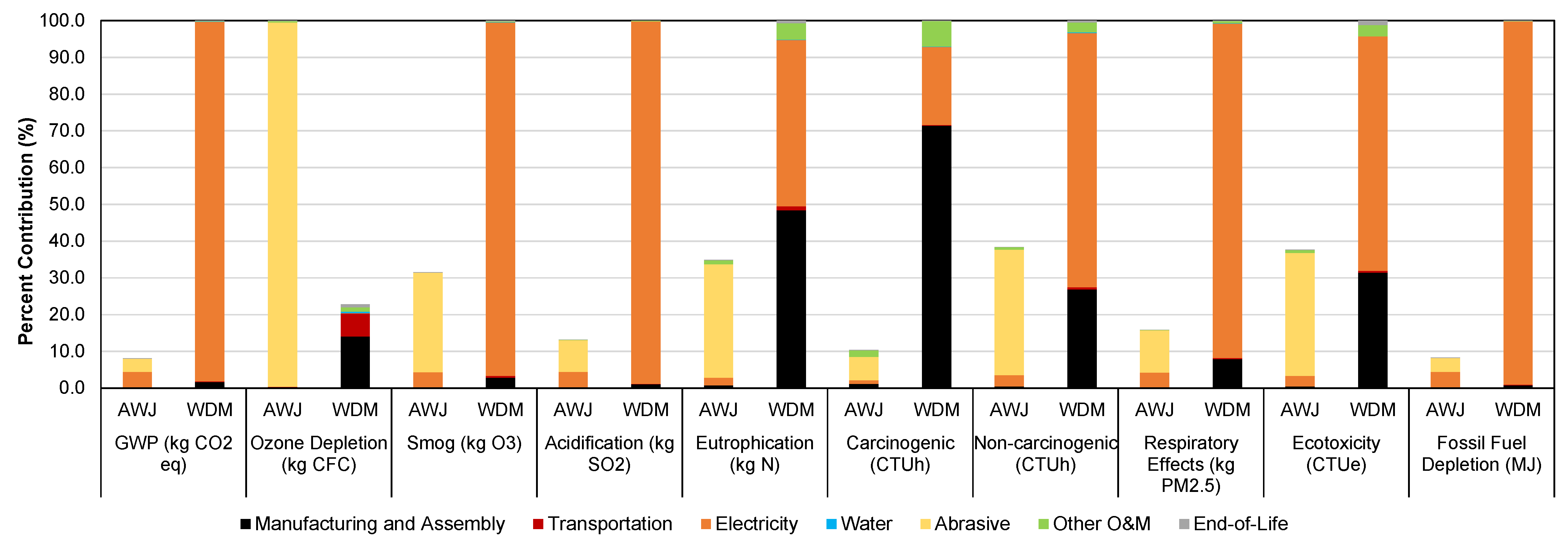
3.1. LCA Results
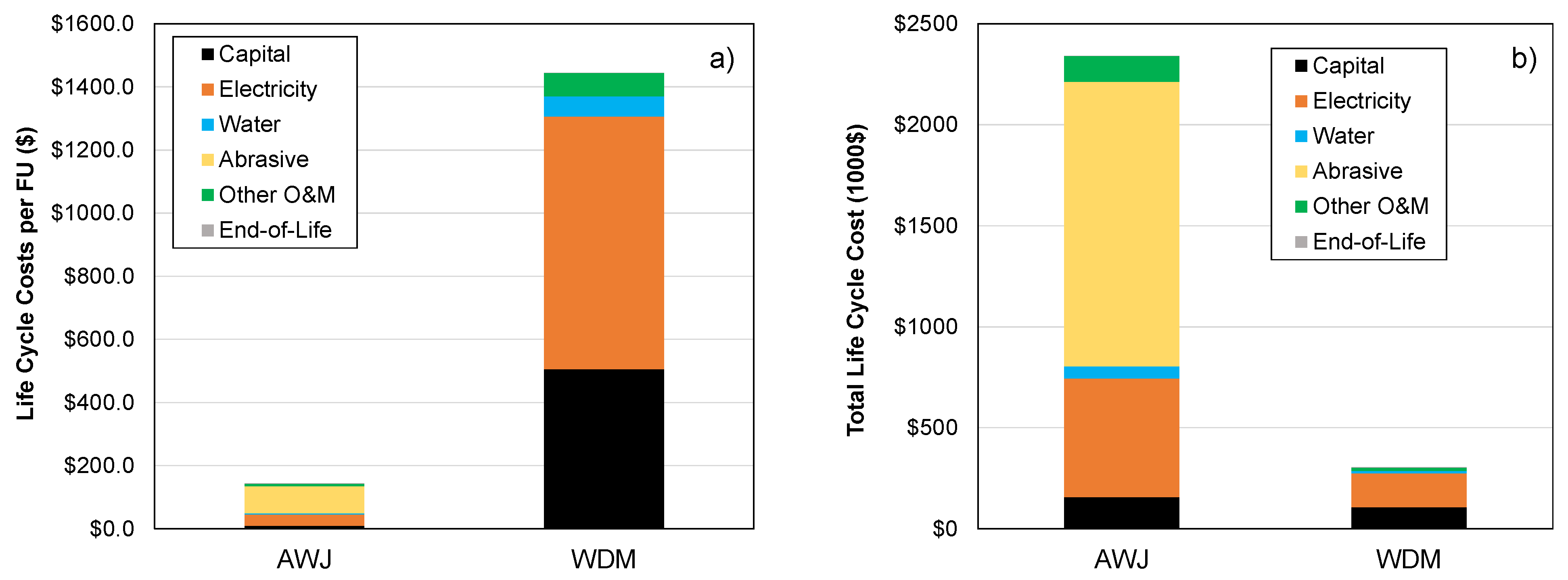
3.2. LCCA Results
3.3. Sensitivity Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grand View Research. Metal Cutting Machine Market Size, Share & Trends Analysis Report by Product (Laser, Waterjet, Plasma, Flame), by Application (Automotive, Aerospace & Defense, Marine), by Region, and Segment Forecasts, 2020–2027; Grand View Research: San Francisco, CA, USA, 2020. [Google Scholar]
- Axinte, D.A.; Karpuschewski, B.; Kong, M.C.; Beaucamp, A.T.; Anwar, S.; Miller, D.; Petzel, M. High Energy Fluid Jet Machining (HEFJet-Mach): From scientific and technological advances to niche industrial applications. CIRP Ann.—Manuf. Technol. 2014, 2, 751–771. [Google Scholar] [CrossRef]
- Grand View Research. Metal Cutting Machine (MCM) Industry Outlook: Rising Demand from Various Application Industries to Drive the Market Growth. 2018. Available online: https://www.grandviewresearch.com/blog/metal-cutting-machine-mcm-market-size (accessed on 24 June 2020).
- Hu, Y.; Kang, Y.; Wang, X.-C.; Li, X.-H.; Long, X.-P.; Zhai, G.-Y.; Huang, M. Mechanism and experimental investigation of ultra high pressure water jet on rubber cutting. Int. J. Precis. Eng. Manuf. 2014, 9, 1973–1978. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N.M. Cooling techniques for improved productivity in turning. Int. J. Mach. Tools Manuf. 2009, 49, 435–453. [Google Scholar] [CrossRef]
- Pervaiz, S.; Kannan, S.; Kishawy, H.A. An extensive review of the water consumption and cutting fluid based sustainability concerns in the metal cutting sector. J. Clean. Prod. 2018, 197, 134–153. [Google Scholar] [CrossRef]
- Dean, R.; Nelson, D.; Brown, M.; Couch, R.; Blanchard, M. Method and Apparatus for Forming High-Speed Liquid. U.S. Patent 7,380,918, 22 February 2005. [Google Scholar]
- Haller, K.K.; Poulikakos, D.; Ventikos, Y.; Monkewitz, P. Shock wave formation in droplet impact on a rigid surface: Lateral liquid motion and multiple wave structure in the contact line region. J. Fluid Mech. 2003, 490, 1–14. [Google Scholar] [CrossRef]
- Mitchell, B.R.; Klewicki, J.C.; Korkolis, Y.P.; Kinsey, B.L. Normal impact force of Rayleigh jets. Phys. Rev. Fluids 2019, 4, 1–23. [Google Scholar] [CrossRef]
- Mitchell, B.R.; Demian, S.A.R.; Korkolis, Y.P.; Kinsey, B.L. Experimental comparison of material removal rates in abrasive waterjet cutting and a novel droplet stream technique. Procedia Manuf. 2020, 48, 586–592. [Google Scholar] [CrossRef]
- Liamsanguan, C.; Gheewala, S.H. LCA: A decision support tool for environmental assessment of MSW management systems. J. Environ. Manag. 2008, 87, 132–138. [Google Scholar] [CrossRef] [PubMed]
- Abbatelli, D. Material Flows in the Waterjet Industry. 2014. Available online: https://pdfs.semanticscholar.org/74eb/3ce27a4bcebe25732567c902154190bb811f.pdf (accessed on 30 July 2019).
- Johnson, M. Sustainable Design Analysis of Waterjet Cutting through Exergy/Energy and LCA Analysis. 2009. Available online: http://usf.sobek.ufl.edu/content/SF/S0/02/75/47/00001/E14-SFE0003231.pdf (accessed on 24 December 2019).
- Jayakrishna, K.; Vimal, K.E.K.; Sethuram, L. Quantification of environmental impacts of abrasive water jet cutting process through sustainability analysis. Int. J. Environ. Sustain. Dev. 2019, 1, 101–119. [Google Scholar] [CrossRef]
- Henning, A.; Liu, H.T.; Olsen, C. Economic and technical efficiency of high performance abrasive waterjet cutting. J. Press. Vessel Technol. Trans. ASME 2012, 2, 1–6. [Google Scholar] [CrossRef]
- Radovanovic, M. Multi-objective optimization of abrasive water jet cutting using MogA. Procedia Manuf. 2020, 2019, 781–787. [Google Scholar] [CrossRef]
- Davis, D. The Reality of Waterjet Abrasive Recycling. 2016. Available online: https://www.thefabricator.com/thefabricator/article/waterjetcutting/the-reality-of-waterjet-abrasive-recycling (accessed on 20 January 2020).
- Rayleigh, L. On the capillary phenomena of jets. In Proceedings of the Royal Society of London; Royal Society: London, UK, 1879; Volume 29, pp. 71–97. [Google Scholar]
- Coullet, P.; Mahadevan, L.; Riera, C.S. Hydrodynamical models for the chaotic dripping faucet. J. Fluid Mech. 2005, 526, 1–17. [Google Scholar] [CrossRef] [Green Version]
- American Iron and Steel Institute. Profile 2019–2020; American Iron and Steel Institute: Washington, DC, USA, 2020. [Google Scholar]
- Bixler, T.S.; Houle, J.; Ballestero, T.; Mo, W. A dynamic life cycle assessment of green infrastructures. Sci. Total Environ. 2019, 692, 1146–1154. [Google Scholar] [CrossRef] [PubMed]
- WARDjet. WARDjet. 2020. Available online: https://wardjet.com/ (accessed on 20 January 2020).
- WARDjet. Cost to Run a Waterjet per Hour. 2020. Available online: https://wardjet.com/waterjet/cost-to-run-a-waterjet (accessed on 15 July 2020).
- Durham. Water and Sewer Rates in History. 2019. Available online: https://www.ci.durham.nh.us/businessoffice/tax-water-and-sewer-rates (accessed on 11 June 2020).
- EIA. Electric Power Monthly. 2019. Available online: https://www.eia.gov/electricity/monthly/epm_table_grapher.php?t=epmt_5_6_a (accessed on 15 July 2020).
- Waste Management. Hours and Rates. 2019. Available online: http://riverbend.wm.com/landfill-rates/index.jsp (accessed on 6 November 2020).
- MTI. Compact Stainless Steel Vacuum Glove Box. 2013. Available online: https://www.mtixtl.com/desktopstainlesssteelvacuumglovebox24x18x16withairlockchamberandgauges-eq-vgb-1.aspx%0D (accessed on 3 June 2020).
- Hypertherm. Echion 15 Waterjet Pump Quote. 2021. Available online: https://www.hypertherm.com/hypertherm/echion/echion-waterjet-pumps/ (accessed on 4 October 2021).
- Morris, G.; Fan, J. Reservoir Sedimentation Handbook; McGraw Hill Professional: New York, NY, USA, 1998. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Life Cycle Phases | Components | Amount | Unit | SimaPro Entry Used | Notes |
|---|---|---|---|---|---|
| Manufacturing and Assembly | Pretreatment filter | 36.74 | kg | Polystyrene, high impact {GLO}|market for|POS, U | GE water softener appliance; 1 softener per waterjet. |
| Pretreatment filter packaging | 4.536 | kg | Corrugated board box {RoW}|market for corrugated board box|APOS, U | Assuming corrugated board box represents a cardboard box. | |
| Intensifier and motor | 1394.79 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | Assuming carbon steel is the same as low-alloy steel. | |
| Sump pump | 27.22 | kg | Cast iron {GLO}|market for|APOS, U | Assuming a 27.22 kg sump pump made of iron; 1 pump per waterjet. | |
| Steel table | 680.39 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | Assuming carbon steel is the same as low-alloy steel. | |
| Steel grate | 28.35 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | ||
| Garnet storage pot | 227.00 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | ||
| THK ball screws | 27.21 | kg | Steel, chromium steel 18/8 {GLO}|market for|APOS, U | Assuming chromium steel and stainless steel are the same. There are 3 ball screws each with an assumed mass of 9.07 kg. | |
| Plastic tubing and canister | 1.67 | kg | Polyvinylchloride, suspension polymerized {GLO}|market for|APOS, U | Estimated based upon 7.01 m of plastic tubing. | |
| Transportation | Transportation of the pretreatment filter and packaging | 98.22 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | Assuming it traveled 2379.4 km directly from its facility (Jackson, MS) to Durham, NH. |
| Transportation of the intensifier and the sump pump | 3334.12 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | Assuming it traveled 2344.7 km directly from its facility (New Brighton, MN) to Durham, NH. | |
| Transportation of all other AWJ components | 4689.24 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | All components besides pretreatment filter, intensifier, and abrasive. Assuming it is directly transported from their facility (Tallmadge, Ohio) to Durham, NH. | |
| Operation and Maintenance | Electricity | 5,548,000 | kWh | Electricity, at eGrid, NEWE, 2010/kWh/RNA | Assuming it operates 8 h/day and 365 days/year over its service life. |
| Water | 17,520 | cubic meter | Tap water {GLO}|market group for|APOS, U | Rate of water use is 5 L/min. | |
| Transportation of abrasive and its packaging | 51,246,991.60 | tkm | Transport, freight, sea, transoceanic ship {GLO}|market for|APOS, U | Assuming abrasive directly traveled from Australia to Durham, NH. | |
| Abrasive | 2,543,020.26 | kg | Sand {GLO}|market for|APOS, U | Abrasive is used at a rate of 0.73 kg/min. | |
| Abrasive packaging | 5087 | kg | Kraft paper, bleached {GLO}|market for|APOS, U | Assuming 2 kg of packaging per ton of abrasive. Assuming it is bleached. | |
| Orifice replacement materials | 182.5 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | Approximate service life is 40 h. | |
| Orifice replacement transportation | 203.36 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | ||
| Orifice disposal | 3.41 | tkm | Municipal waste collection service by 21 metric ton lorry {GLO}|market for|APOS, U | ||
| Steel grate replacement materials | 3316.95 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | Approximate service life of 500 h. | |
| Steel grate replacement transportation | 3696.11 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | ||
| Steel grate disposal | 61.93 | tkm | Municipal waste collection service by 21 metric ton lorry {GLO}|market for|APOS, U | ||
| Nozzle replacement materials | 167.90 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | Approximate service life of 80 h. | |
| Nozzle replacement transportation | 187.10 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | ||
| Nozzle disposal | 3.13 | tkm | Municipal waste collection service by 21 metric ton lorry {GLO}|market for|APOS, U | ||
| Plastic tubing and canister replacement materials | 6.68 | kg | Polyvinylchloride, suspension polymerized {GLO}|market for|APOS, U | Approximate service life of 1460 h. | |
| Plastic tubing and canister replacement transportation | 7.44 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | ||
| Plastic tubing and canister disposal | 0.12 | tkm | Municipal waste collection service by 21 metric ton lorry {GLO}|market for|APOS, U | ||
| End-of-Life | Disposal transport of non-consumables | 107.74 | tkm | Municipal waste collection service by 21 metric ton lorry {GLO}|market for|APOS, U | Assuming all components are disposed at the Turnkey Landfill in Rochester, NH, which is 18.67 km from Durham, NH. |
| Landfill of the sump pump | 27.22 | kg | Municipal solid waste {RoW}|treatment of sanitary landfill|APOS, U | ||
| Landfill of the pretreatment filter | 36.74 | kg | Waste polystyrene {RoW}|treatment of waste polystyrene, sanitary landfill|APOS, U | ||
| Landfill of the pretreatment filter packaging | 4.536 | kg | Waste paperboard {RoW}|treatment of sanitary landfill|APOS, U | Assume Paperboard represents cardboard. | |
| Landfill of the intensifier and other steel components for AWJ | 6126.95 | kg | Scrap steel {RoW}|treatment of inert material landfill|APOS, U | Includes the disposal for the intensifier cover and motor, the steel table, the steel grate, the garnet storage pot, the ball screws, the orifice, and the nozzle. | |
| Landfill of plastic tubing | 2.79 | kg | Waste polyvinylchloride {RoW}|treatment of waste polyvinylchloride, sanitary landfill|APOS, U | Includes the disposal for all replacements. | |
| Landfill of abrasive | 2,543,020.26 | kg | Inert waste {RoW}|treatment of sanitary landfill|APOS, U |
| Life Cycle Phases | Components | Amount | Unit | Simapro Entry Used | Notes |
|---|---|---|---|---|---|
| Manufacturing and Assembly | Pretreatment filter | 36.74 | kg | Polystyrene, high impact {GLO}|market for|APOS, U | GE water softener appliance; 1 softener per waterjet. |
| Plastic filter housing | 4.13 | kg | Polystyrene, high impact {GLO}|market for|APOS, U | ||
| Pretreatment filter packaging | 4.536 | kg | Corrugated board box {RoW}|market for corrugated board box|APOS, U | Assuming corrugated board box represents a cardboard box. | |
| Vacuum chamber | 145.15 | kg | Steel, chromium steel 18/8 {GLO}|market for|APOS, U | ||
| Piping components from the intensifier to the chamber | 26.94 | kg | Steel, chromium steel 18/8 {GLO}|market for|APOS, U | ||
| 12” hose with fitting | 1.22 | kg | Steel, chromium steel 18/8 {GLO}|market for|APOS, U | ||
| Solenoid valve | 1 | kg | Steel, chromium steel 18/8 {GLO}|market for|APOS, U | ||
| Couplings | 1 | kg | Steel, chromium steel 18/8 {GLO}|market for|APOS, U | ||
| 4” hose and pneumatic valve | 28.12 | kg | Steel, chromium steel 18/8 {GLO}|market for|APOS, U | ||
| Traverse system | 25 | kg | Aluminium, cast alloy {GLO}|market for|APOS, U | ||
| ISO100 to Conflat Flange | 6.61 | kg | Aluminium, cast alloy {GLO}|market for|APOS, U | ||
| Fittings (6) | 1 | kg | Brass {RoW}|market for brass|APOS, U | Including all other fittings used (6). | |
| Mounting bracket filter housing | 1 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | Assuming mild steel is the same as low-alloy steel. | |
| Edwards GXS750 dry pump | 679 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | ||
| Accustream nozzle | 0.23 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | ||
| Echion 15 Pump | 775.00 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | ||
| Sump pump | 27.22 | kg | Cast iron {GLO}|market for|APOS, U | Assuming a 27.22 sump pump made of iron; 1 pump per waterjet. | |
| Garden hoses (2) | 4.39 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | ||
| Transportation | Transportation of all WDM components (non-consumables) | 2835.361 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | Assuming it traveled directly from the corresponding facilities to Durham, NH. |
| Operation | Electricity | 1,588,480 | kWh | Electricity, at eGrid, NEWE, 2010/kWh/RNA | Assuming it operates 8 h/day and 365 days/year over its service life. |
| Water | 3854.40 | cubic meter | Tap water {GLO}|market group for|APOS, U | Rate of water use is 0.511 L/min. | |
| Orifice replacement materials | 182.5 | kg | Steel, low-alloyed {GLO}|market for|APOS, U | Approximate service life of 40 h. | |
| Orifice replacement transportation | 163.89 | tkm | Transport, freight, lorry 16–32 metric ton, euro4 {RoW}|market for transport, freight, lorry 16–32 metric ton, EURO4|APOS, U | ||
| End-of-Life | Orifice disposal | 3.41 | tkm | Municipal waste collection service by 21 metric ton lorry {GLO}|market for|APOS, U | Assuming all components are disposed at the Turnkey Landfill in Rochester, NH, which is 18.67 km from Durham, NH. |
| Disposal transport (non-consumables) | 31.93 | tkm | Municipal waste collection service by 21 metric ton lorry {GLO}|market for|APOS, U | Assuming all components are disposed at the Turnkey Landfill in Rochester, NH, which is 18.67 km from Durham, NH. | |
| Landfill of all polystyrene components | 40.87 | kg | Waste polystyrene {RoW}|treatment of waste polystyrene, sanitary landfill|APOS, U | ||
| Landfill of pretreatment filter packaging | 4.536 | kg | Waste paperboard {RoW}|treatment of sanitary landfill|APOS, U | ||
| Landfill of all stainless-steel components | 203.43 | kg | Scrap steel {RoW}|treatment of inert material landfill|APOS, U | ||
| Landfill of all Aluminium components | 31.61 | kg | Waste Aluminium {RoW}|treatment of sanitary landfill|APOS, U | ||
| Landfill of fittings (6) | 1 | kg | Municipal solid waste {RoW}|treatment of sanitary landfill|APOS, U | No available waste treatment option specifically for brass. | |
| Landfill of all mild steel components | 1455.236 | kg | Scrap steel {RoW}|treatment of inert material landfill|APOS, U | ||
| Landfill of sump pump | 27.22 | kg | Municipal solid waste {RoW}|treatment of sanitary landfill|APOS, U | ||
| Landfill of garden hoses (2) | 4.39 | kg | Waste polyvinylchloride {RoW}|treatment of waste polyvinylchloride, sanitary landfill|APOS, U |
| Life Cycle Phases | Components | Amount | Notes |
|---|---|---|---|
| Manufacturing and Assembly | Capital cost of the AWJ | $68,780.00 | Cost from WARDJet [22] |
| Capital cost of the intensifier | $88,198.00 | ||
| Operation and Maintenance | Abrasive for AWJ operation and disposal over lifetime | $1,407,477.17 | Cost from WARDJet [23] |
| Cost of water use and disposal | $60,874.65 | Cost from Durham’s sewage disposal rate [24] | |
| Cost of electricity over lifetime | $587,692.92 | Cost from EIA [25] | |
| Orifice replacement | $14,557.33 | Lifetime of 40 h | |
| Nozzle lifetime operation | $38,573.03 | Lifetime of 80 h | |
| Steel grate lifetime operation | $72,806.25 | Lifetime of 500 h | |
| Intensifier operation | $1091.69 | ||
| Plastic tubing and canister lifetime operation | $247.53 | Assume lifetime is 1460 h | |
| End-of-Life | Disposal of non-consumable components | $7.10 | Includes steel table, garnet storage pot, and ball screws. Disposal costs of solid waste estimated from waste management’s disposal rate of $24.30/m3 [26] |
| Intensifier disposal | $8.66 |
| Life Cycle Phases | Components | Amount | Notes |
|---|---|---|---|
| Manufacturing and Assembly | Capital cost of all WDM components | $176,368.31 | Cost information from MTI Corporation [27] and Hypertherm Products [28] |
| Operation and Maintenance | Lifetime cost of water use and disposal | $6221.39 | |
| Lifetime cost of electricity | $163,935.39 | ||
| Lifetime cost of orifice | $14,557.40 | ||
| Total operational cost of intensifier | $1091.69 | ||
| End-of-Life | Disposal of all non-consumable WDM components | $13.23 | Disposal costs of solid waste estimated from waste management’s disposal rate of $24.30/m3 [26] |
| Impact Category | Unit | AWJ | WDM | % Difference 1 |
|---|---|---|---|---|
| Global warming potential (GWP) | kg CO2 eq | 89.2 | 1107 | 1141% |
| Ozone depletion (OD) | kg CFC-11 eq | 0.0000088 | 0.0000024 | −72.7% |
| Smog (SM) | kg O3 eq | 13.3 | 42.5 | 220% |
| Acidification (AC) | kg SO2 eq | 1.10 | 8.44 | 667% |
| Eutrophication (EU) | kg N eq | 0.084 | 0.27 | 221% |
| Respiratory effects (RE) | kg PM2.5 eq | 0.078 | 0.50 | 541% |
| Fossil fuel depletion (FFD) | MJ | 171 | 2080 | 1116% |
| Carcinogenic impact (CHH) | CTUh | 0.0000026 | 0.000029 | 1015% |
| Non-carcinogenic impact (NCHH) | CTUh | 0.000036 | 0.00010 | 178% |
| Ecotoxicity (ET) | CTUe | 802 | 2280 | 184% |
| Impacts | Adjusted Abrasive Use (−50%) | Adjusted Electricity Use (−50%) | Adjusted Electricity Use (+50%) | Adjusted Water Use (−50%) | Adjusted Water Use (+50%) | Adjusted Lifetime (+50%) | Adjusted Traverse Speed (+50%) |
|---|---|---|---|---|---|---|---|
| Results for AWJ | |||||||
| GWP | −42.0% | −27.1% | +27.1% | −0.012% | +0.012% | −0.012% | −33.3% |
| Ozone depletion | −93.0% | −0.0041% | +0.0041% | −0.0097% | +0.0097% | −49.8% | −33.3% |
| Smog | −80.5% | −6.85% | +6.85% | −0.0047% | +0.0047% | −49.9% | −33.3% |
| Acidification | −61.8% | −16.9% | +16.9% | −0.0045% | +0.0045% | −49.9% | −33.3% |
| Eutrophication | −83.0% | −2.91% | +2.91% | −0.0082% | +0.0082% | −48.9% | −33.3% |
| Carcinogenic | −57.7% | −4.59% | +4.59% | −0.029% | +0.029% | −44.1% | −33.3% |
| Non-carcinogenic | −83.3% | −4.04% | +4.04% | −0.0093% | +0.0093% | −49.4% | −33.3% |
| Respiratory effects | −68.0% | −12.9% | +12.9% | −0.019% | +0.019% | −49.7% | −33.3% |
| Ecotoxicity | −83.3% | −3.8% | +3.8% | −0.0015% | +0.0015% | −49.3% | −33.3% |
| Fossil fuel depletion | −43.0% | −26.9% | +26.9% | −0.0048% | +0.0048% | −49.9% | −33.3% |
| Life cycle cost | −29.9 | −12.6% | +12.6% | −1.30% | +1.30% | −18.9% | −33.3% |
| Results for WDM | |||||||
| GWP | −49.0% | +49.0% | −0.0163% | +0.0163% | −0.814% | −33.3% | |
| Ozone depletion | −0.403% | +0.403% | −0.730% | +0.730% | −36.1% | −33.3% | |
| Smog | −48.1% | +48.1% | −0.0255% | +0.0255% | −1.45% | −33.3% | |
| Acidification | −49.4% | +49.4% | −0.0101% | +0.0101% | −0.502% | −33.3% | |
| Eutrophication | −22.6% | +22.6% | −0.0491% | +0.0491% | −23.0% | −33.3% | |
| Carcinogenic | −10.6% | +10.6% | −0.0529% | +0.0529% | −33.6% | −33.3% | |
| Non-carcinogenic | −34.6% | +34.6% | −0.0614% | +0.0614% | −13.1% | −33.3% | |
| Respiratory effects | −45.6% | +45.6% | −0.0516% | +0.0516% | −3.56% | −33.3% | |
| Ecotoxicity | −31.9% | +31.9% | −0.00977% | +0.00977% | −15.2% | −33.3% | |
| Fossil fuel depletion | −49.5% | +49.5% | −0.00683% | +0.00683% | −0.374% | −33.3% | |
| Life cycle cost | −27.9% | +27.9% | −2.2% | +2.2% | −17.1% | −33.3% | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guglielmi, G.; Mitchell, B.; Song, C.; Kinsey, B.L.; Mo, W. Life Cycle Environmental and Economic Comparison of Water Droplet Machining and Traditional Abrasive Waterjet Cutting. Sustainability 2021, 13, 12275. https://doi.org/10.3390/su132112275
Guglielmi G, Mitchell B, Song C, Kinsey BL, Mo W. Life Cycle Environmental and Economic Comparison of Water Droplet Machining and Traditional Abrasive Waterjet Cutting. Sustainability. 2021; 13(21):12275. https://doi.org/10.3390/su132112275
Chicago/Turabian StyleGuglielmi, Giovanni, Benjamin Mitchell, Cuihong Song, Brad L. Kinsey, and Weiwei Mo. 2021. "Life Cycle Environmental and Economic Comparison of Water Droplet Machining and Traditional Abrasive Waterjet Cutting" Sustainability 13, no. 21: 12275. https://doi.org/10.3390/su132112275
APA StyleGuglielmi, G., Mitchell, B., Song, C., Kinsey, B. L., & Mo, W. (2021). Life Cycle Environmental and Economic Comparison of Water Droplet Machining and Traditional Abrasive Waterjet Cutting. Sustainability, 13(21), 12275. https://doi.org/10.3390/su132112275