
Chemical, Thermal, and Rheological Performance of Asphalt Binder Containing Plastic Waste

 ,
, 
 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
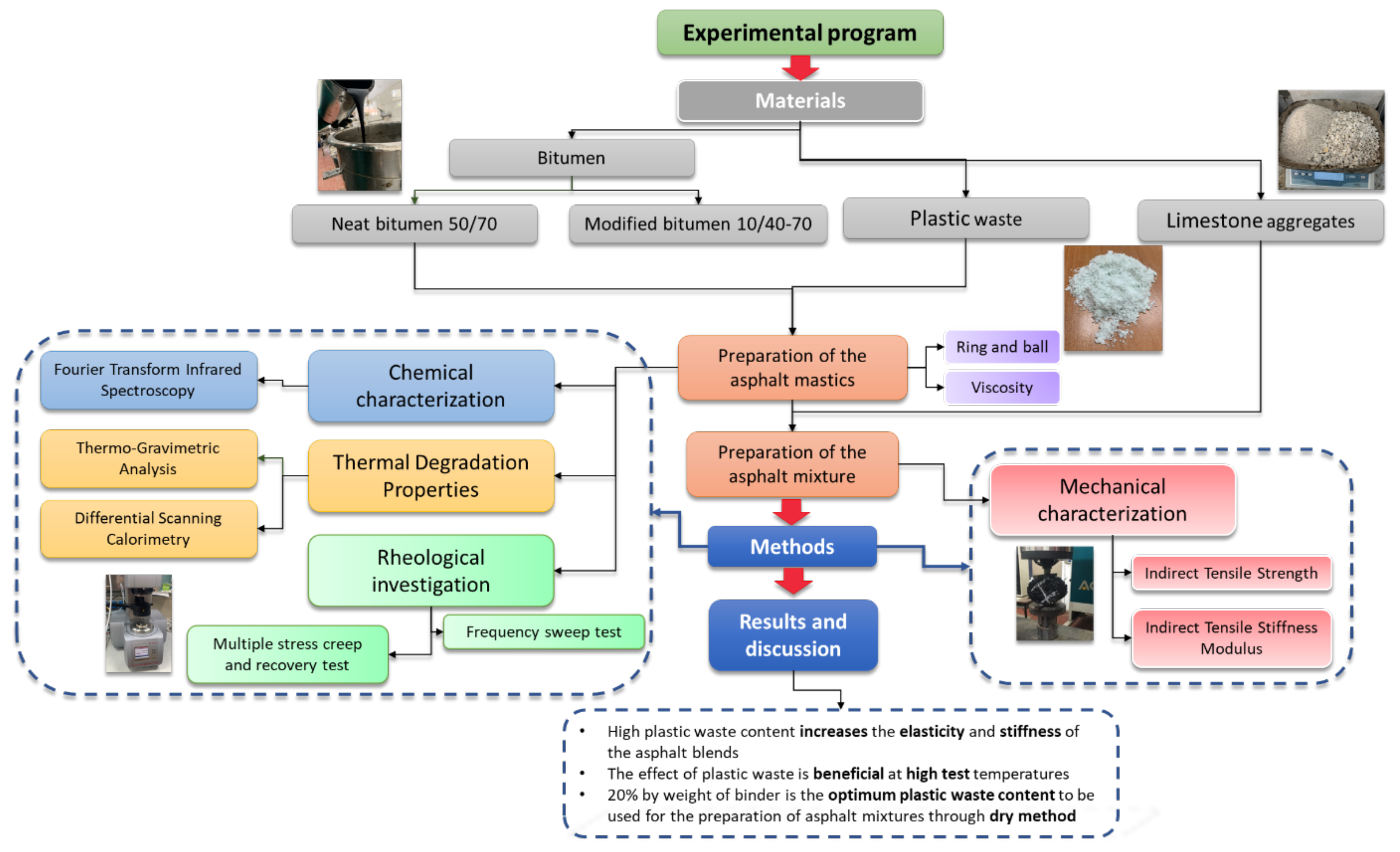
2. Materials and Methods
2.1. Materials
2.1.1. Binders
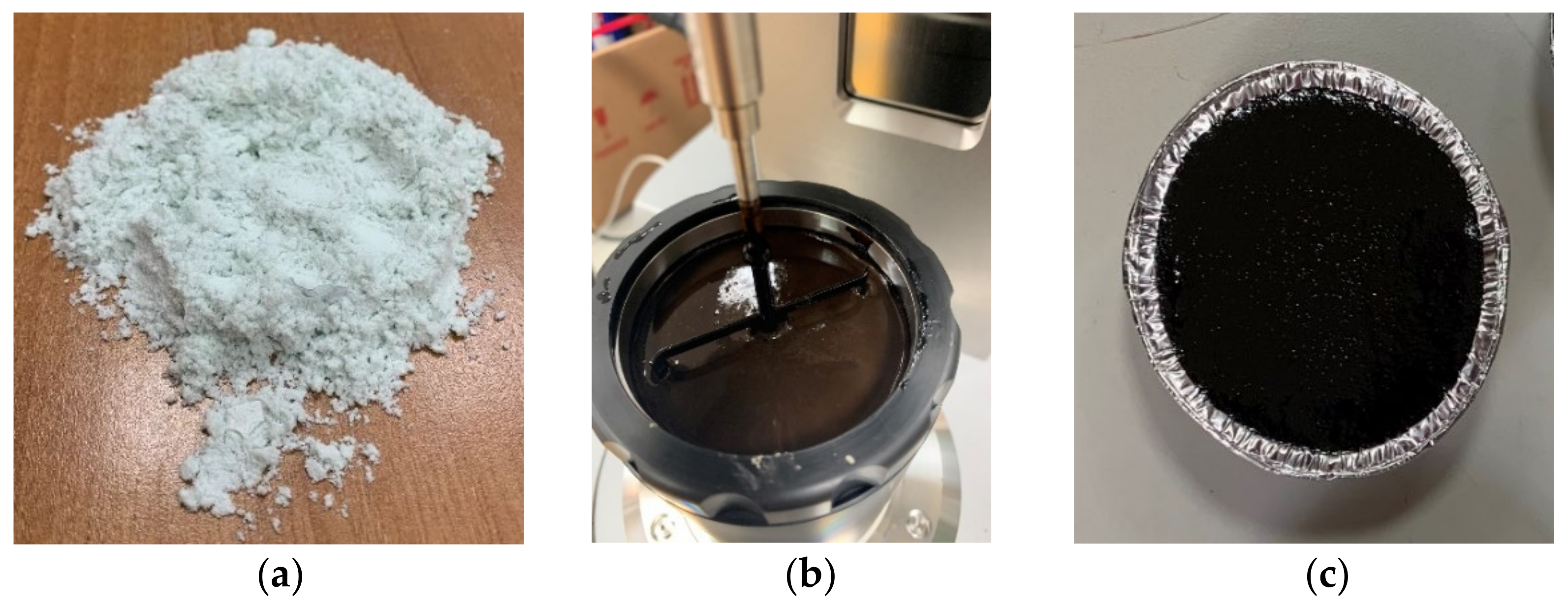
2.1.2. Plastic Waste
2.1.3. Preparation of the Bituminous Blends
- NB mixed with 10% PW by the weight of NB whose size ranges between 4 and 0.25 mm, (B1).
- NB mixed with 10% PW by the weight of NB whose size ranges between 4 and 0.063 mm, (B2).
- NB mixed with 20% PW by the weight of NB whose size ranges between 4 and 0.063 mm, (B3).
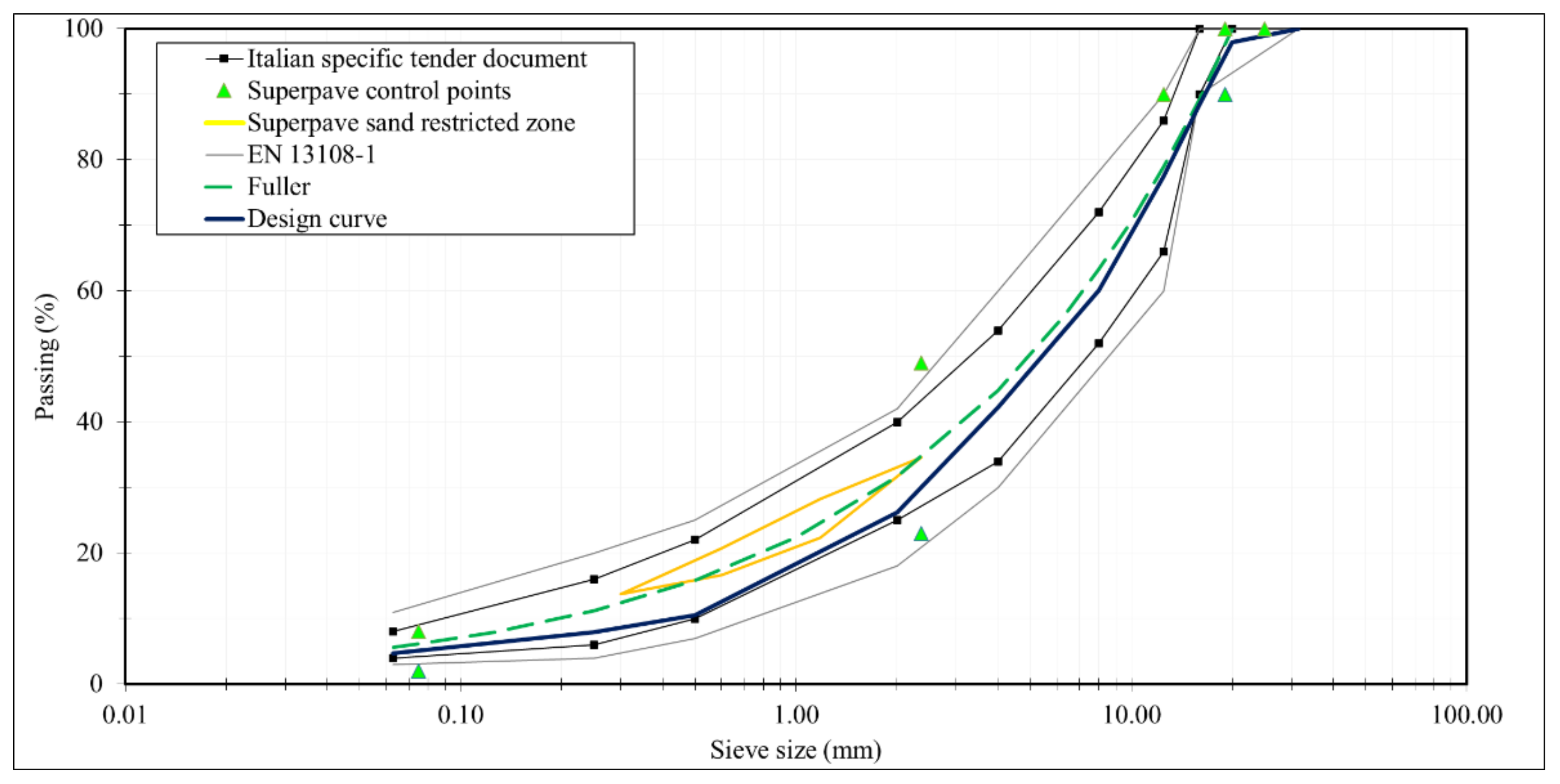
2.1.4. Grading Curve with Limestone Aggregates
- Special tender documents of southern Italy for a binder layer;
- Superpave requirements, according to the control points, defined for a nominal maximum aggregate size of 19 mm, and a sand restricted zone to be avoided for compatibility problems [52];
- Maximum-density gradation, according to the Fuller and Thompson equation, to be avoided (n = 0.45) [53].
2.1.5. Mix Design
- The aggregates were oven heated at 180 °C, and since NB and MB showed different viscosity values (see Section 2.1.3) and therefore required different mixing temperatures, NB, and MB were preheated respectively at 150 and 185 °C.
- The coarse aggregates and sand were blended with the bitumen for 4 min at the mixing temperature depending on binder type, after that the filler was added and the mixing continued for others 5 min (see Figure 4a).
2.2. Methods
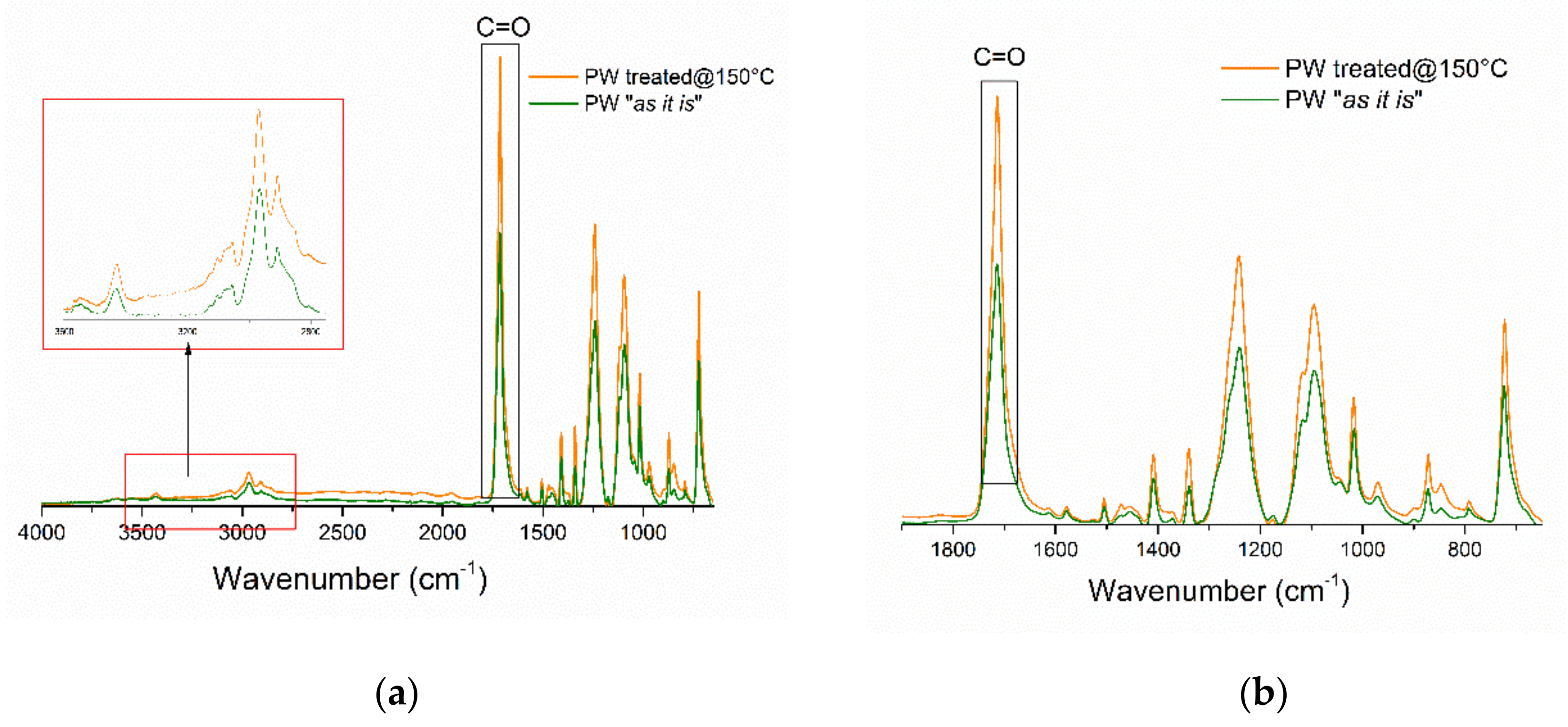
2.2.1. Chemical Characterization: Fourier Transform Infrared Spectroscopy-FTIR
2.2.2. Thermal Degradation Properties (TGA and DSC)
2.2.3. Properties Investigation of Asphalt Binders and Mixtures
3. Results and Discussion
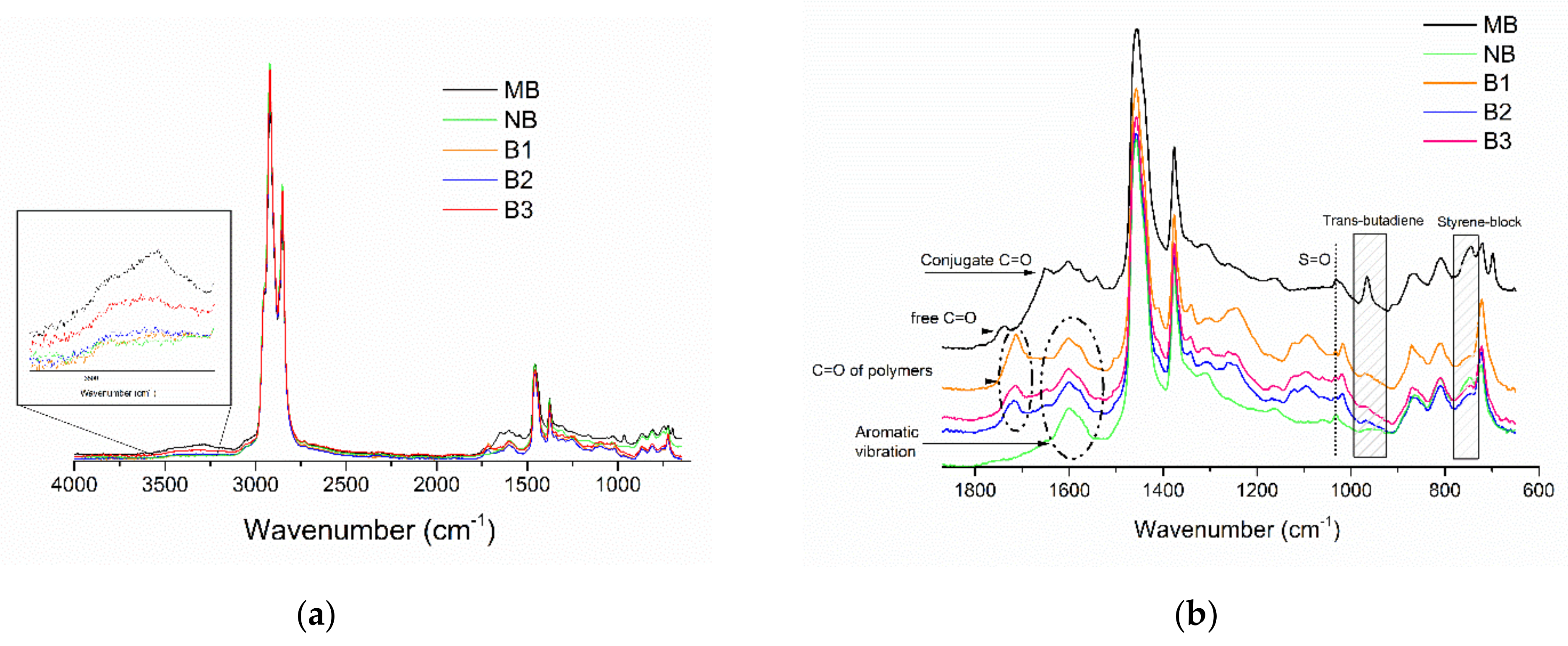
3.1. FTIR Characterization
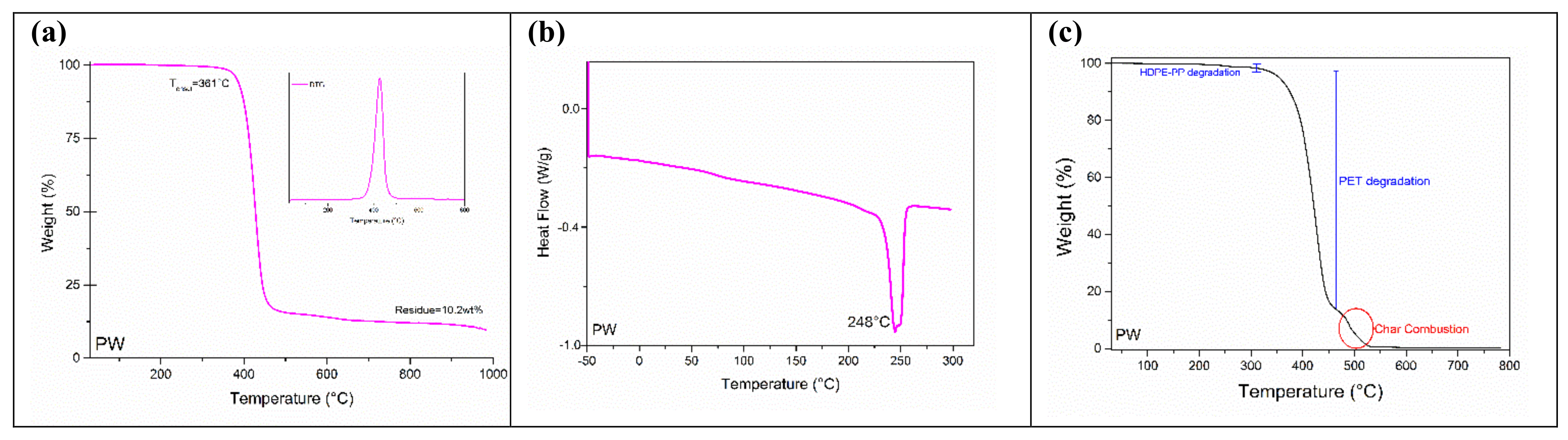
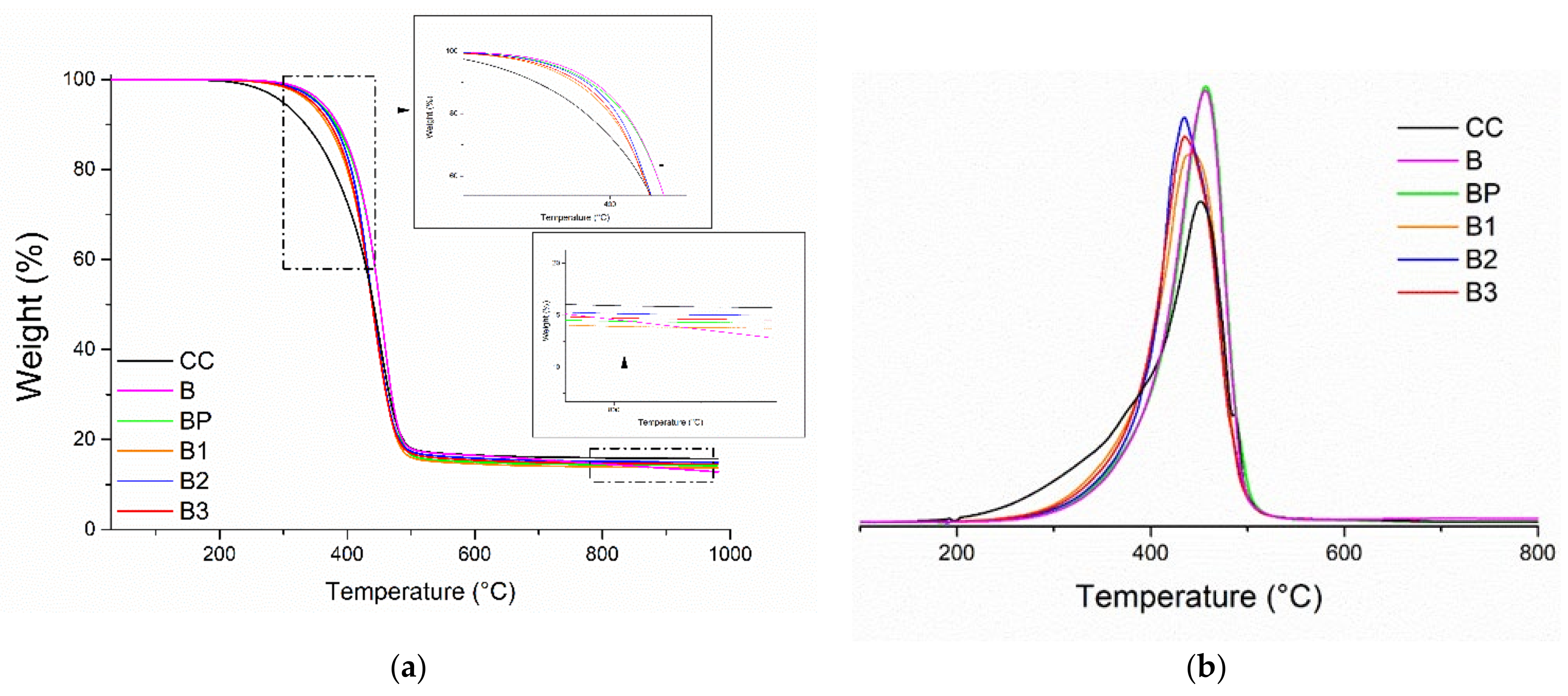
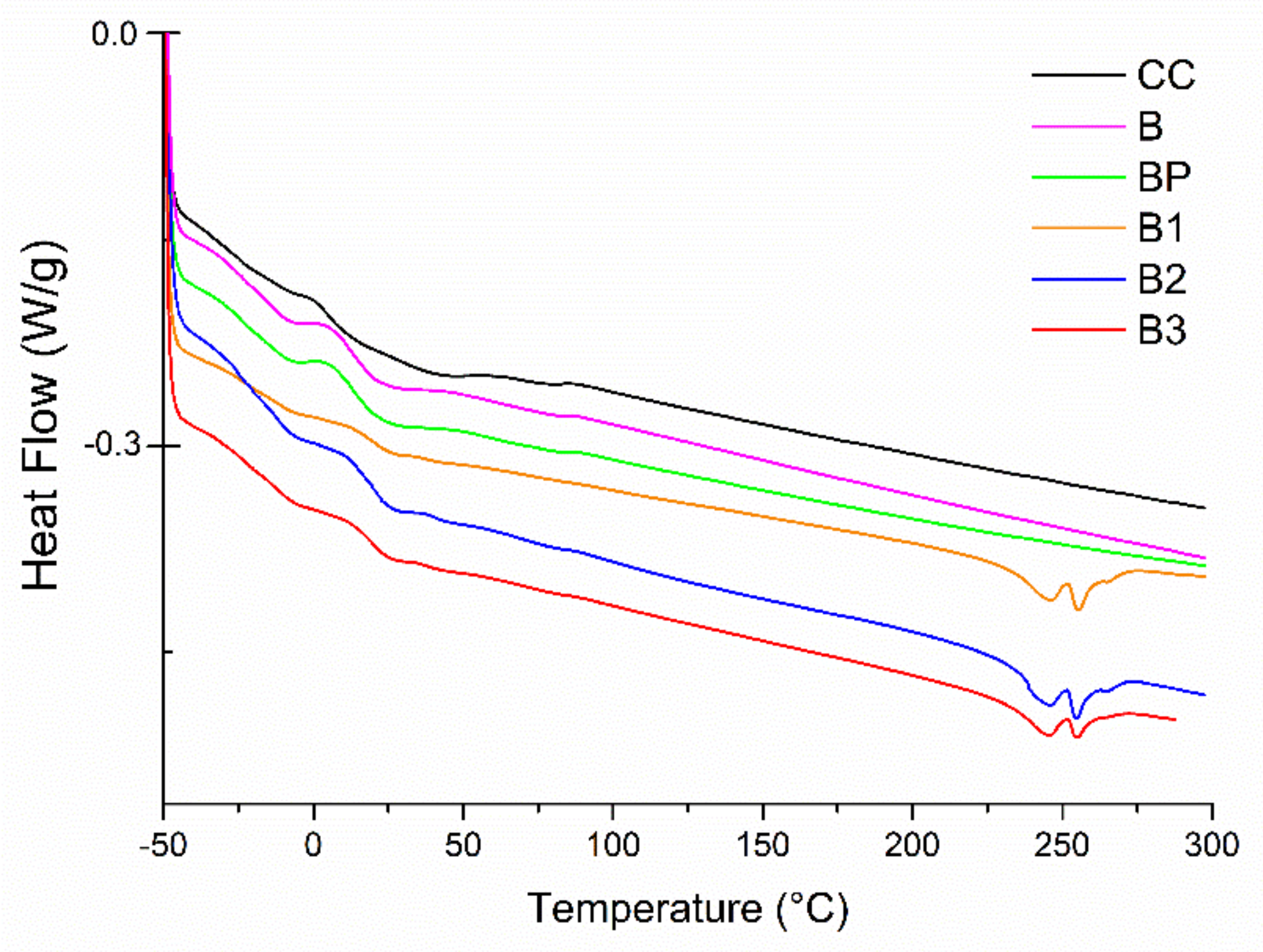
3.2. Thermal Analysis (TGA and DSC) of Neat Plastic Waste, Neat Bitumen, and Their Composites
3.3. Performance Results of Asphalt Binder and Mixtures
- The aggregates were preheated for 4 h at 180 °C.
- The PW stored at room temperature was added directly to the aggregates, before the bitumen. The first blending with coarse aggregates, sand, and PW was performed for 2 min to obtain a homogenous dispersion of all PW particles into the aggregates.
- The next steps involved the addition of the NB, preheated for 1 h at 150 °C, and further mixing, for approximately 5 min until the aggregates were fully coated with bitumen.
- The filler was then added, and further mixing was performed for 5 min.
- After the mixing phase, the mixture was put in the oven for 2 h until it reached a uniform compaction temperature.
4. Conclusions
- FTIR results highlight that the presence of PW does not affect the oxidation process of SBS-based bitumen, but significantly improves the aging resistance if compared to results obtained using other fillers such as crumb rubber.
- From the rheological and mechanical investigation, it can be seen that as the temperature increases, there is an increase of the beneficial effect produced by the addition of PW in both asphalt blends and mixtures.
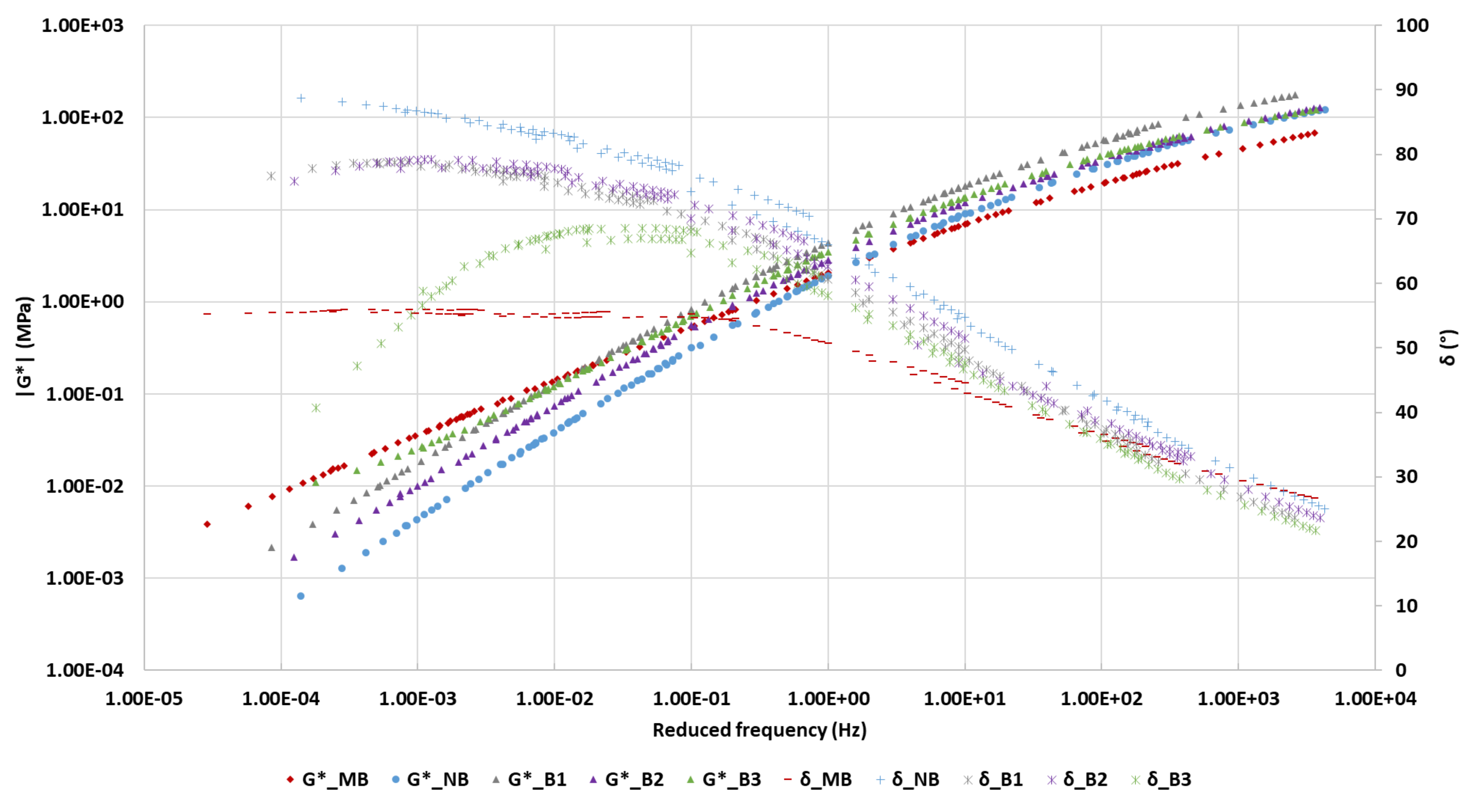
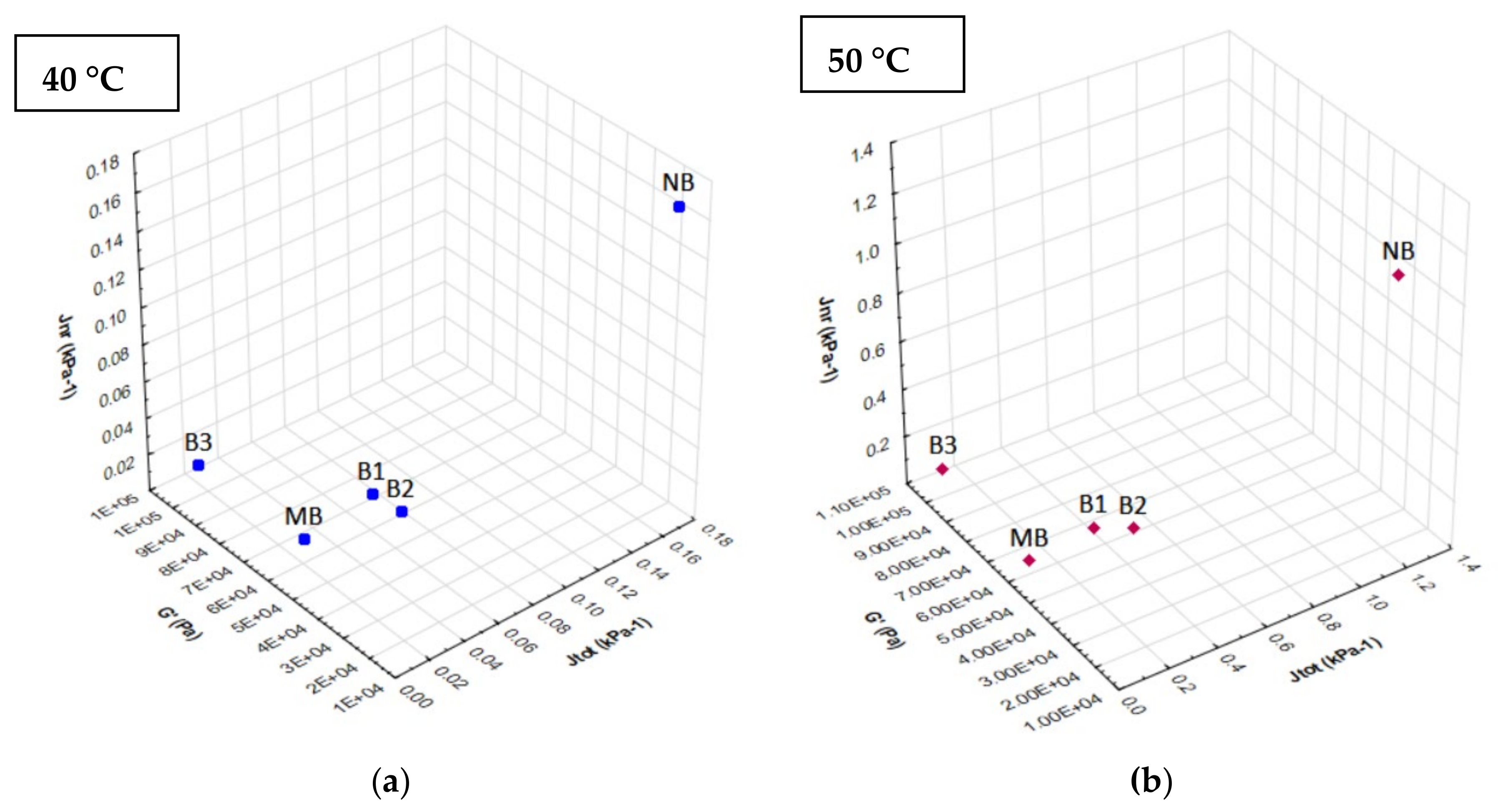
- A total of 20% PW by weight of NB with a size range between 4 and 0.063 mm was found to be the blend that performs better than the modified bitumen since in terms of stiffness and elasticity; particularly, PW is beneficial to the high temperature achieving lower phase angle and Jnr values (averagely 30% than the other asphalt solutions investigated).
- The adoption of PW as a modifier of the mixture through the dry method, shown by preliminary study on the mechanical characterization of the optimized asphalt mixture by means of Superpave method, was found to produce an increase of the ITS and ITSM at all test temperature in comparison to the asphalt mixtures made up of NB and MB, despite all mixtures having the same volumetric properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Oreto, C.; Veropalumbo, R.; Viscione, N.; Biancardo, S.; Russo, F. Investigating the environmental impacts and engineering performance of road asphalt pavement mixtures made up of jet grouting waste and reclaimed asphalt pavement. Environ. Res. 2021, 198, 111277. [Google Scholar] [CrossRef] [PubMed]
- Verdolotti, L.; Iucolano, F.; Capasso, I.; Lavorgna, M.; Iannace, S.; Liguori, B. Recycling and recovery of PE-PP-PET-based fiber polymeric wastes as aggregate replacement in lightweight mortar: Evaluation of environmental friendly application. Environ. Prog. Sustain. Energy 2014, 33, 1445–1451. [Google Scholar] [CrossRef]
- Schyns, Z.O.; Shaver, M.P. Mechanical recycling of packaging plastics: A review. Macromol. Rapid Commun. 2021, 42, 2000415. [Google Scholar] [CrossRef] [PubMed]
- Viscione, N.; Veropalumbo, R.; Oreto, C.; Biancardo, S.A.; Abbondati, F.; Russo, F. Additional procedures for characterizing the performance of recycled polymer modified asphalt mixtures. Measurement 2022, 187, 110238. [Google Scholar] [CrossRef]
- Nizamuddin, S.; Jamal, M.; Gravina, R.; Giustozzi, F. Recycled plastic as bitumen modifier: The role of recycled linear low density polyethylene in the modification of physical, chemical and rheological properties of bitumen. J. Clean. Prod. 2020, 266, 121988. [Google Scholar] [CrossRef]
- Gupta, A.; Lastra-Gonzalez, P.; Rodriguez-Hernandez, J.; González, M.G.; Castro-Fresno, D. Critical assessment of new polymer-modified bitumen for porous asphalt mixtures. Constr. Build. Mater. 2021, 307, 124957. [Google Scholar] [CrossRef]
- Hajikarimi, P.; Rahi, M.; Moghadas Nejad, F.; Babaii Ashourabadi, E.; Maniei, S.; MohammadGhasemi, P.; Fini, E.H. Introduction of Polymer Nanocomposites to Bitumen to Enhance its Thermomechanical Properties. J. Transp. Eng. Part B Pavements 2021, 147, 04021020. [Google Scholar] [CrossRef]
- Wu, S.; Montalvo, L. Repurposing waste plastics into cleaner asphalt pavement materials: A critical literature review. J. Clean. Prod. 2021, 280, 124355. [Google Scholar] [CrossRef]
- Vargas, C.; El Hanandeh, A. Systematic literature review, meta-analysis and artificial neural network modelling of plastic waste addition to bitumen. J. Clean. Prod. 2021, 280, 124369. [Google Scholar] [CrossRef]
- Leng, Z.; Sreeram, A.; Padhan, R.K.; Tan, Z. Value-added application of waste PET based additives in bituminous mixtures containing high percentage of reclaimed asphalt pavement (RAP). J. Clean. Prod. 2018, 196, 615–625. [Google Scholar] [CrossRef]
- Movilla-Quesada, D.; Raposeiras, A.C.; Silva-Klein, L.T.; Lastra-González, P.; Castro-Fresno, D. Use of plastic scrap in asphalt mixtures added by dry method as a partial substitute for bitumen. Waste Manag. 2019, 87, 751–760. [Google Scholar] [CrossRef] [PubMed]
- Arabani, M.; Pedram, M. Laboratory investigation of rutting and fatigue in glassphalt containing waste plastic bottles. Constr. Build. Mater. 2016, 116, 378–383. [Google Scholar] [CrossRef]
- Behl, A.; Sharma, G.; Kumar, G. A sustainable approach: Utilization of waste PVC in asphalting of roads. Constr. Build. Mater. 2014, 54, 113–117. [Google Scholar] [CrossRef]
- Ho, S.; Church, R.; Klassen, K.; Law, B.; MacLeod, D.; Zanzotto, L. Study of recycled polyethylene materials as asphalt modifiers. Can. J. Civ. Eng. 2006, 33, 968–981. [Google Scholar] [CrossRef]
- Punith, V.S.; Veeraragavan, A.; Amirkhanian, S.N. Evaluation of reclaimed polyethylene modified asphalt concrete mixtures. Int. J. Pavement Res. Technol. 2011, 4, 1. [Google Scholar]
- Bagampadde, U.; Kaddu, D.; Kiggundu, B.M. Evaluation of rheology and moisture susceptibility of asphalt mixtures modified with low density polyethylene. Int. J. Pavement Res. Technol. 2013, 6, 217–224. [Google Scholar]
- Sembiring, E.; Rahman, H.; Siswaya, Y.M. Utilization of polypropylene to substitute bitumen for asphalt concrete wearing course. Int. J. GEOMATE 2018, 14, 97–102. [Google Scholar] [CrossRef]
- Vila-Cortavitarte, M.; Lastra-González, P.; Calzada-Pérez, M.Á.; Indacoechea-Vega, I. Analysis of the influence of using recycled polystyrene as a substitute for bitumen in the behaviour of asphalt concrete mixtures. J. Clean. Prod. 2018, 170, 1279–1287. [Google Scholar] [CrossRef]
- Garcia-Morales, M.; Partal, P.; Navarro, F.J.; Gallegos, C. Effect of waste polymer addition on the rheology of modified bitumen. Fuel 2006, 85, 936–943. [Google Scholar] [CrossRef]
- Bulatović, V.O.; Rek, V.; Marković, K.J. Rheological properties and stability of ethylene vinyl acetate polymer-modified bitumen. Polym. Eng. Sci. 2013, 53, 2276–2283. [Google Scholar] [CrossRef]
- Singh, M.; Kumar, P.; Maurya, M.R. Effect of aggregate types on the performance of neat and EVA-modified asphalt mixtures. Int. J. Pavement Eng. 2014, 15, 163–173. [Google Scholar] [CrossRef]
- Sun, M.; Zheng, M.; Qu, G.; Yuan, K.; Bi, Y.; Wang, J. Performance of polyurethane modified asphalt and its mixtures. Constr. Build. Mater. 2018, 191, 386–397. [Google Scholar] [CrossRef]
- Bazmara, B.; Tahersima, M.; Behravan, A. Influence of thermoplastic polyurethane and synthesized polyurethane additive in performance of asphalt pavements. Constr. Build. Mater. 2018, 166, 1–11. [Google Scholar] [CrossRef]
- Xu, C.; Zhang, Z.; Zhao, F.; Liu, F.; Wang, J. Improving the performance of RET modified asphalt with the addition of polyurethane prepolymer (PUP). Constr. Build. Mater. 2019, 206, 560–575. [Google Scholar] [CrossRef]
- Colbert, B.W.; You, Z. Properties of modified asphalt binders blended with electronic waste powders. J. Mater. Civ. Eng. 2012, 24, 1261–1267. [Google Scholar] [CrossRef]
- Pugsley, A.; Zacharopoulos, A.; Smyth, M.; Mondol, J. Performance evaluation of the senergy polycarbonate and asphalt carbon nanotube solar water heating collectors for building integration. Renew. Energy 2019, 137, 2–9. [Google Scholar] [CrossRef]
- Al-Hadidy, A.I. Effect of laboratory aging on moisture susceptibility and resilient modulus of asphalt concrete mixes containing PE and PP polymers. Karbala Int. J. Mod. Sci. 2018, 4, 377–381. [Google Scholar] [CrossRef]
- Iqbal, M.; Hussain, A.; Khattak, A.; Ahmad, K. Improving the Aging Resistance of Asphalt by Addition of Polyethylene and Sulphur. Civ. Eng. J. 2020, 6, 1017–1030. [Google Scholar] [CrossRef]
- Padhan, R.K.; Sreeram, A. Enhancement of storage stability and rheological properties of polyethylene (PE) modified asphalt using cross linking and reactive polymer based additives. Constr. Build. Mater. 2018, 188, 772–780. [Google Scholar] [CrossRef]
- Kakar, M.R.; Mikhailenko, P.; Piao, Z.; Bueno, M.; Poulikakos, L. Analysis of waste polyethylene (PE) and its by-products in asphalt binder. Constr. Build. Mater. 2021, 280, 122492. [Google Scholar] [CrossRef]
- Brasileiro, L.L.; Moreno-Navarro, F.; Martínez, R.T.; del Sol-Sánchez, M.; Matos, J.M.E.; del Carmen Rubio-Gámez, M. Study of the feasability of producing modified asphalt bitumens using flakes made from recycled polymers. Constr. Build. Mater. 2019, 208, 269–282. [Google Scholar] [CrossRef]
- Veropalumbo, R.; Russo, F.; Viscione, N.; Biancardo, S.A.; Oreto, C. Investigating the rheological properties of hot bituminous mastics made up using plastic waste materials as filler. Constr. Build. Mater. 2021, 270, 121394. [Google Scholar] [CrossRef]
- Dalhat, M.A.; Al-Abdul Wahhab, H.I. Performance of recycled plastic waste modified asphalt binder in Saudi Arabia. Int. J. Pavement Eng. 2017, 18, 349–357. [Google Scholar] [CrossRef]
- Hu, C.; Lin, W.; Partl, M.; Wang, D.; Yu, H.; Zhang, Z. Waste packaging tape as a novel bitumen modifier for hot-mix asphalt. Constr. Build. Mater. 2018, 193, 23–31. [Google Scholar] [CrossRef]
- Merkel, D.R.; Kuang, W.; Malhotra, D.; Petrossian, G.; Zhong, L.; Simmons, K.L.; Zhang, J.; Cosimbescu, L. Waste PET Chemical Processing to Terephthalic Amides and Their Effect on Asphalt Performance. ACS Sustain. Chem. Eng. 2020, 8, 5615–5625. [Google Scholar] [CrossRef]
- Moghaddam, T.B.; Karim, M.R.; Soltani, M. Utilization of waste plastic bottles in asphalt mixture. Eng. Sci. Technol. Int. J. 2013, 8, 264–271. [Google Scholar]
- Haider, S.; Hafeez, I.; Ullah, R. Sustainable use of waste plastic modifiers to strengthen the adhesion properties of asphalt mixtures. Constr. Build. Mater. 2020, 235, 117496. [Google Scholar] [CrossRef]
- European Standard. EN 1427 Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method; European Standard: Brussels, Belgium, 2015. [Google Scholar]
- European Standard. EN 13702 Bitumen and Bituminous Binders. Determination of Dynamic Viscosity of Bitumen and Bitu-Minous Binders by the Cone and Plate Method; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. EN 14770. Bitumen and Bituminous Binders—Determination of Complex Shear Modulus and Phase Angle—Dynamic Shear Rheometer (DSR); European Standard: Brussels, Belgium, 2012. [Google Scholar]
- European Standard. EN 16659. Bitumen and Bituminous Binders—Multiple Stress Creep and Recovery Test (MSCRT); European Standard: Brussels, Belgium, 2015. [Google Scholar]
- European Standard. EN 12697-23. Bituminous Mixtures—Test Methods—Part 23: Determination of the Indirect Tensile Strength of Bituminous Specimens; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. Bituminous Mixtures—Test Methods—Part 12: Determination of the Water Sensitivity of Bituminous Specimens; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. EN1426 Bitumen and Bituminous Binders—Determination of Needle Penetration; European Standard: Brussels, Belgium, 2015. [Google Scholar]
- Veropalumbo, R.; Russo, F.; Oreto, C.; Biancardo, S.A.; Zhang, W.; Viscione, N. Verifying laboratory measurement of the performance of hot asphalt mastics containing plastic waste. Measurement 2021, 180, 109587. [Google Scholar] [CrossRef]
- European Standard. EN 1097-2. Tests for Mechanical and Physical Properties of Aggregates—Part 2: Methods for the Determination of Resistance to Fragmentation; European Standard: Brussels, Belgium, 2018. [Google Scholar]
- European Standard. EN 933-4. Test for Geometrical Properties of Aggregates—Part 4: Determination of Particle Shape—Shape Index; European Standard: Brussels, Belgium, 2008. [Google Scholar]
- European Standard. EN 933-3. Tests for Geometrical Properties of Aggregates—Part 3: Determination of Particle Shape—Flakiness Index; European Standard: Brussels, Belgium, 2012. [Google Scholar]
- European Standard. EN 933-8. Tests for Geometrical Properties of Aggregates—Part 8: Assessment of Fines—Sand Equivalent Test; European Standard: Brussels, Belgium, 2015. [Google Scholar]
- European Standard. EN 1097-6. Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption; European Standard: Brussels, Belgium, 2013. [Google Scholar]
- European Standard. EN 13108-1Bituminous Mixtures—Material Specifications—Part 1: Asphalt Concrete; European Standard: Brussels, Belgium, 2016. [Google Scholar]
- Asphalt Institute. Superpave Series No. 2 (SP-02); Asphalt Institute: Lexington, KY, USA, 1996. [Google Scholar]
- Fuller, W.B.; Thompson, S.E. The Laws of Proportioning Concrete. Trans. Am. Soc. Civ. Eng. 1907, 59, 67–143. [Google Scholar] [CrossRef]
- Russo, F.; Veropalumbo, R.; Biancardo, S.A.; Oreto, C.; Scherillo, F.; Viscione, N. Reusing Jet Grouting Waste as Filler for Road Asphalt Mixtures of Base Layers. Materials 2021, 14, 3200. [Google Scholar] [CrossRef] [PubMed]
- European Standard. EN 12697-31. Bituminous Mixtures—Test Methods—Part 31: Specimen Preparation by Gyratory Compactor; European Standard: Brussels, Belgium, 2019. [Google Scholar]
- Stanzione, M.; Russo, V.; Oliviero, M.; Verdolotti, L.; Sorrentino, A.; Di Serio, M.; Tesser, R.; Iannace, S.; Lavorgna, M. Synthesis and characterization of sustainable polyurethane foams based on polyhydroxyls with different terminal groups. Polymer 2018, 149, 149134–149145. [Google Scholar] [CrossRef]
- Yan, C.; Huang, W.; Ma, J.; Xu, J.; Lv, Q.; Lin, P. Characterizing the SBS polymer degradation within high content polymer modified asphalt using ATR-FTIR. Constr. Build. Mater. 2020, 233, 117708. [Google Scholar] [CrossRef]
- Verdolotti, L.; Di Maio, E.; Lavorgna, M.; Iannace, S. Hydration-induced reinforcement of rigid polyurethane-cement foams: Mechanical and functional properties. J. Mater. Sci. 2012, 47, 6948–6957. [Google Scholar] [CrossRef]
- Verdolotti, L.; Lavorgna, M.; Di Maio, E.; Iannace, S. Hydration-induced reinforcement of rigid polyurethaneecement foams: The effect of the co-continuous morphology on the thermal-oxidative stability. Polym. Deg. Stability 2013, 98, 64–72. [Google Scholar] [CrossRef]
- Liguori, B.; Iucolano, F.; Capasso, I.; Lavorgna, M.; Verdolotti, L. The effect of recycled plastic aggregate on chemico-physical and functional properties of composite mortars. Mater. Des. 2014, 57, 578–584. [Google Scholar] [CrossRef]
- Das, P.; Tiwari, P. Thermal degradation study of waste polyethylene terephthalate (PET) under inert and oxidative environments. Thermochim. Acta 2019, 679, 178340. [Google Scholar] [CrossRef]
- Naskara, M.; Chakia, T.K.; Reddy, K.S. Effect of waste plastic as modifier on thermal stability and degradation kinetics of bitumen/waste plastics blend. Thermochim. Acta 2010, 509, 128–134. [Google Scholar] [CrossRef]
- Özdemir, D.K.; Topal, A.; Gupta, J.; McNally, T. Aging effects on the composition and thermal properties of styrene-butadiene-styrene (SBS) modified bitumen. Constr. Build. Mater. 2020, 235, 117450. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Unit | Standard | Bitumen | |
|---|---|---|---|---|
| NB | MB | |||
| Penetration at 25 °C | dmm | EN 1426 [44] | 68 | 52 |
| Softening point (R&B) | °C | EN 1427 [38] | 46 | 87 |
| Dynamic viscosity at 135 °C | Pa s | EN 13702 [39] | 0.25 | 1.38 |
| Dynamic viscosity at 100 °C | 4.10 | 9.18 | ||
| Dynamic viscosity at 60 °C | 185 | 1560 | ||
| Sample | R&B | Viscosity at 100 °C | Viscosity at 135 °C |
|---|---|---|---|
| (°C) | (Pa × s) | (Pa × s) | |
| MB | 87.0 | 9.18 | 1.38 |
| NB | 46.0 | 4.10 | 0.25 |
| B1 | 56.8 | 19.73 | 1.56 |
| B2 | 55.2 | 8.83 | 4.93 |
| B3 | 86.3 | 15.62 | 2.45 |
| Los Angeles (%) EN 1097-2 [46] | Shape Index (%) EN 933-4 [47] | Flat Index (%) EN 933-3 [48] | Sand Equivalent (%) EN 933-8 [49] | Gsa (g/cm3) EN 1097-6 [50] | Gsb (g/cm3) EN 1097-6 [51] | |
|---|---|---|---|---|---|---|
| Coarse aggregate | ||||||
| Limestone 10/18 | 20.6 | 4 | 8 | n.d. * | 2.694 | 2.686 |
| Limestone 6/12 | 20.1 | 8 | 11 | n.d. | 2.713 | 2.687 |
| Fine aggregate | ||||||
| Limestone sand | n.d. | n.d. | n.d. | 95.3 | 2.718 | 2.679 |
| Limestone filler | n.d. | n.d. | n.d. | n.d. | 2.737 | 2.737 |
| Mixture | Va (%) | VMA (%) | VFA (%) | %Gmm at Ndes (%) | Dust Portion (-) |
|---|---|---|---|---|---|
| HMANB | 4.0 | 14.2 | 70.6 | 85.57% | 1.1 |
| HMAMB | 4.1 | 14.4 | 71.8 | 95.90% | 1.1 |
| Assignment | Groups Assignment | Samples | ||||
|---|---|---|---|---|---|---|
| MB | NB | B1 | B2 | B3 | ||
| υst C-H | Aliphatic species | 2900 | 2900 | 2900 | 2900 | 2900 |
| υst C=O | Free carbonyl | 1741 | n.d. | 1716 | 1716 | 1716 |
| υst C=O | Conjugate carbonyl | 1685 | n.d. | n.d. | n.d. | n.d. |
| υst C=C | Aromatic ring vibration | 1605 | 1601 | 1590 | 1590 | 1590 |
| δ C-H | Methylene | 1373 | 1373 | 1373 | 1373 | 1373 |
| υst S=O | Sufoxide | 1033 | 1030 | 1031 | 1031 | 1031 |
| υst C-O-C | Ether | n.d. | n.d. | 1015 | 1015 | 1015 |
| υst -HC=CH- | Trans-butadiene block | ~965 | n.d. | ~968 | ~968 | ~968 |
| δ C-H | Styrene block | ~748 | ~748 | ~748 | ~748 | ~748 |
| δ C=C | Aromatic ring vibration | 813 | 815 | 815 | 815 | 815 |
| Sample | Tonset (°C) | Tmax (°C) | Loss Weight (wt%) | Char (wt%) |
|---|---|---|---|---|
| PW | 361 | 427 | 90% | 10.20 |
| MB | 200 | 452 | 84.00 | 16.00 |
| NB | 276 | 456 | 85.75 | 14.25 |
| NBat150°-10 min | 278 | 456 | 87.00 | 13.00 |
| B1 | 275 | 442 | 86.20 | 13.80 |
| B2 | 275 | 434 | 85.00 | 15.00 |
| B3 | 276 | 435 | 85.30 | 14.30 |
| Sample | Jnr | Jtot | ||||||
|---|---|---|---|---|---|---|---|---|
| 40 °C | 50 °C | 40 °C | 50 °C | |||||
| 0.1 kPa | 3.2 kPa | 0.1 kPa | 3.2 kPa | 0.1 kPa | 3.2 kPa | 0.1 kPa | 3.2 kPa | |
| NB | 0.1628 | 0.1722 | 1.1230 | 1.2119 | 0.1647 | 0.1739 | 1.1266 | 1.2125 |
| MB | 0.0115 | 0.0185 | 0.0509 | 0.0787 | 0.0170 | 0.0219 | 0.0639 | 0.0903 |
| B1 | 0.0309 | 0.0493 | 0.1746 | 0.2981 | 0.0342 | 0.0515 | 0.1880 | 0.3030 |
| B2 | 0.0360 | 0.0462 | 0.2403 | 0.3575 | 0.0389 | 0.0484 | 0.2538 | 0.3621 |
| B3 | 0.0051 | 0.0205 | 0.0499 | 0.1204 | 0.0152 | 0.0224 | 0.0614 | 0.1258 |
| (a) | |||||
| Asphalt Mixture | Va | VMA | VFA | %Gmm atNdes | Dust Portion |
| (%) | (%) | (%) | (%) | (-) | |
| HMANB | 4 | 14.2 | 70.6 | 85.57% | 1.1 |
| HMAB3 | 4 | 14 | 71.8 | 97.64% | 1.1 |
| (b) | |||||
| Asphalt Mixture | ITS (MPa) | ITSM (MPa) | |||
| at 10 °C | at 10 °C | at 20 °C | at 40 °C | ||
| HMANB | 3.37 | 14853 | 8120 | 773 | |
| HMAMB | 2.97 | 15391 | 8613 | 1051 | |
| HMAB3 | 4.38 | 16498 | 9582 | 1440 | |
| 10 °C | 20 °C | 40 °C | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Asphalt Mixture | HMANB | HMAMB | HMAB3 | HMANB | HMAMB | HMAB3 | HMANB | HMAMB | HMAB3 |
| ITS (MPa) | 3.370 | 2.970 | 4.380 | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. |
| ITSM (MPa) | 14,853 | 15,391 | 16,498 | 8120 | 8613 | 9582 | 773 | 1051 | 1440 |
| Asphalt Binder | NB | MB | B3 | NB | MB | B3 | NB | MB | B3 |
| |G*| (MPa) | 20.080 | 13.284 | 25.807 | 3.601 | 3.181 | 5.901 | 0.853 | 0.995 | 0.274 |
| G′ (MPa) | 14.410 | 10.448 | 20.164 | 1.837 | 2.150 | 3.609 | 0.151 | 0.593 | 0.102 |
| G″ (MPa) | 13.8541 | 8.170 | 15.931 | 3.084 | 2.339 | 4.647 | 0.839 | 0.799 | 0.254 |
| δ (°) | 47.935 | 41.675 | 40.003 | 63.776 | 49.514 | 55.954 | 82.031 | 53.398 | 66.808 |
| Jnr (kPa−1) | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | 0.167 | 0.015 | 0.013 |
| Jtot (kPa−1) | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | 0.169 | 0.019 | 0.019 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Veropalumbo, R.; Russo, F.; Oreto, C.; Buonocore, G.G.; Verdolotti, L.; Muiambo, H.; Biancardo, S.A.; Viscione, N. Chemical, Thermal, and Rheological Performance of Asphalt Binder Containing Plastic Waste. Sustainability 2021, 13, 13887. https://doi.org/10.3390/su132413887
Veropalumbo R, Russo F, Oreto C, Buonocore GG, Verdolotti L, Muiambo H, Biancardo SA, Viscione N. Chemical, Thermal, and Rheological Performance of Asphalt Binder Containing Plastic Waste. Sustainability. 2021; 13(24):13887. https://doi.org/10.3390/su132413887
Chicago/Turabian StyleVeropalumbo, Rosa, Francesca Russo, Cristina Oreto, Giovanna Giuliana Buonocore, Letizia Verdolotti, Herminio Muiambo, Salvatore Antonio Biancardo, and Nunzio Viscione. 2021. "Chemical, Thermal, and Rheological Performance of Asphalt Binder Containing Plastic Waste" Sustainability 13, no. 24: 13887. https://doi.org/10.3390/su132413887
APA StyleVeropalumbo, R., Russo, F., Oreto, C., Buonocore, G. G., Verdolotti, L., Muiambo, H., Biancardo, S. A., & Viscione, N. (2021). Chemical, Thermal, and Rheological Performance of Asphalt Binder Containing Plastic Waste. Sustainability, 13(24), 13887. https://doi.org/10.3390/su132413887