1. Introduction
Concrete is one of the world’s most widely used building materials, and cement is the key ingredient of concrete, as reported by Zhang et al. [
1]. However, cement production is highly energy-intensive and contributes to pollution, including emissions of SO
2 and CO
2, as stated by Xing et al. [
2]. Around 8% of all manmade greenhouse gas emissions come from this sector, according to Sahoo et al. [
3]. Therefore, reducing the use of cement can lower CO
2 emission, leading to positive environmental and economic impacts. One way to achieve this is by using pozzolanic materials, such as fly ash, studied by Babu and Neeraja [
4], slag by Liu et al. [
5], marble dust utilization by Vardhan et al. [
6], rice husk ash by Ma et al. [
7], silica fume experimented by Ahmad et al. [
8], or copper mine tailings [
9,
10] as a partial replacement for cement.
Researchers have identified marble dust as another pozzolanic material that can partially replace cement in concrete, as studied by Tokyay [
11]. As marble belongs to one of the types of metamorphic rock, it is composed mainly of finely crystallized calcite grains resulting from low-intensity metamorphism of calcareous and dolomitic rocks. Calcium carbonate makes up to 99% of the content of the carbonated rock, which also contains magnesium oxide, silicon dioxide, aluminum oxide, ferric oxide, sodium oxide, potassium oxide, phosphorus pentoxide, manganese oxide, sulfur, fluorine, copper, lead, and zinc according to the analysis in Revuelta et al. [
12].
Marble dust (MD) is produced when marble stones are cut, ground, or polished, as reported by Nayak et al. [
13]; however, it does not lead to the production of CO
2 or any green gas emission. As the highest exporter of marble, India’s processing plants generate millions of tons of marble waste each year, as studied by Kumar et al. [
14]. Disposing of waste marble dust in the soil reduces its permeability and pollutes groundwater, as concluded by Rana et al. [
15]. To combat this problem, researchers have begun substituting marble dust for cement in concrete production, which can offer economic and environmental benefits, leading to the development of eco-friendly concrete. This concrete consumes less cement (which means a lower carbon footprint and reduced energy consumption) with the utilization of waste marble dust, thus making it an eco-friendly concrete since 1 ton of cement releases 0.94 tons of CO
2 into the atmosphere [
16].
According to Kuoribo and Mahmoud [
17], the optimal range for replacing cement with MD is between 5% and 20%. Compressive strength has been observed to decrease with increasing marble dust percentage in concrete. However, when utilized as a cement substitute, waste MD increases the concrete’s thermal efficiency, as studied by Li et al. [
18]. Moreover, it has also been reported that using MD as a substitute for cement does not affect hardened concrete’s durability or dimensional stability as long as the water/cement ratio remains unchanged. Zhang et al. [
19] concluded that when discarded marble powder is partially substituted for cement in concrete, between 5% to 15%, the compressive strength and splitting tensile strength of the concrete both increase significantly.
Aruntaş et al. [
20] and Ruiz-Sánchez et al. [
21] have documented that using 10% MD as an additive with cement lowers manufacturing costs and improves the long-term compressive strength of concrete. Studies have found that replacing 10% of cement with MD achieves the required strength without adversely affecting the mechanical properties, as shown by Vardhan et al. [
6]. According to the authors, replacing 10% of cement with MD yields the highest compressive strength and improves workability. Singh et al. [
22] concluded that replacing 15% of cement with marble slurry while maintaining a water–binder ratio between 0.35 and 0.4 improves the mechanical properties of the concrete. Further, the authors added that replacing 10% of the cement with marble slurry while maintaining a water–binder ratio of 0.45 increases compressive strength. Similarly, in 2010, Corinaldesi et al. [
23] reported that using 10% marble powder as a partial substitute for cement provides optimal compressive strength. In addition, Aruntas et al. [
20] and Arel et al. [
16] analyzed different percentages of MD as a replacement for cement. They found that 10% replacement with MD provides better results than 2.5%, 5%, and 7.5% replacement. However, Ergün et al. [
24] claimed that 5% cement replacement with marble dust yields the best results. Meanwhile, Shelke et al. [
25] found that using 8% MD as a partial substitute for cement yields better results in terms of compressive strength.
Rana et al. [
26] found that a 10% substitution of marble slurry for cement considerably increases compressive strength, permeability, porosity, morphology, and concrete corrosion. Sadek et al. [
27] critically investigated using marble MD as a cement alternative in cementitious composites and concluded that MD reduces environmental pollution and concrete production cost without compromising the engineering properties of cementitious composites, making it suitable for replacing cement within certain limits. Moreover, using MD as a cement substitute increases the durability of cementitious composites by improving resistance to carbonation, sulfate attack, chloride migration, and alkali–silica reaction, as stated by the authors. Aliabdo et al. [
28] and Gencel et al. [
29] also found that the addition of marble dust to cement mortar enhances its compressive strength, and a similar finding was observed for the split tensile strength of concrete.
Furthermore, few researchers have explored the possibility of using MD to replace fine aggregates in concrete. Kumar [
30] suggested that replacing 15% of fine aggregate with marble powder improves concrete’s durability and compressive strength by 4.5%. It has also been stated that using MD to replace cement and sand in concrete significantly increases its tensile strength. Concrete containing MD as a cement or fine aggregate replacement has lower porosity than concrete without marble dust. A lower water–cement ratio enhances the effectiveness of using MD as a sand replacement. Some researchers have come up with eco-friendly cement-based materials blended with recycled materials. A novel and feasible method suggested by Ma et al. [
31] proposes to crush recycled coarse aggregate into recycled manufactured sand that exhibits superior characteristics similar to those of natural-stone-derived manufactured sand which is intended for producing high-quality recycled mortar.
The existing literature mainly deals with fresh and hardened properties of concrete, containing marble dust as a replacement for cement or fine aggregate. Based on the review of the related literature, it was found that no work has been conducted on the manufacturing of eco-friendly self-cleaning concrete containing stearic acid to mitigate the hydrophilic property of concrete. Concrete structures are inherently hydrophilic and porous, and they tend to develop micro-cracks on the surface due to water absorption, which decreases durability. The hydrophilic property of concrete is still predominating, despite attempts being made to reduce the voids, pores, and capillary action of concrete by utilizing filler materials. This has a direct impact on the durability of concrete.
The effect of stearic acid on the watertightness properties of cementitious materials was observed by Na et al. [
32]. Albayrak et al. [
33] examined the effects of stearic acid as an additive to cement on the fineness and strength of concrete and showed that it increases both. Stearic acid is found to possess a water-repellent property in concrete, as concluded by Li et al. [
34] and Song et al. [
35]. The repelling behavior of concrete is an important property related to its ability to resist the penetration of oils, chemicals, and other liquids, often referred to as concrete impermeability or concrete resistance to permeation and hence making it self-cleaning concrete. This property is crucial in maintaining the appearance of concrete over time, as concrete that absorbs liquids may be prone to staining or coloration, which detracts from its aesthetic appeal. Several researchers have investigated using a titanium dioxide catalyst coating to make concrete hydrophobic, which can help repel dirt and pollutants on the concrete surface and induce self-cleaning properties, as interpreted by Subbiah et al. [
36]. Al-kheetan et al. [
37] added titanium dioxide to the fresh concrete mix, which is activated in the hardened concrete when exposed to the sun. The activated titanium dioxide changes its electric charge and creates a repelling force between the concrete and the dust and contaminants on its surface, allowing the concrete to clean itself. It has been reported, by Zhao et al., that activated titanium dioxide can help decompose airborne pollutants in congested cities [
38]. As Na et al. [
32] discovered the impact of stearic acid on the watertightness quality of cementitious materials, SA utilization in concrete affects the hydration and watertightness property of cement, i.e., stearic acid showed improvement of watertightness by reducing the amount of total pore volume, according to the authors.
An attempt has been made in this research work to utilize stearic acid (SA) in the concrete to make it water-repellent since stearic acid is 35% to 50% cheaper than titanium oxide, thus making it a self-cleaning concrete (SCC). The main application of self-cleaning concrete is to maintain the aesthetic appearance of structures for a long time with its greater durability.
The main objective of the study reported in this paper was to assess the influence of MD and SA on the mechanical properties of concrete, develop and evaluate predictive models for the desired responses, and finally optimize the concrete mixtures for construction applications. Response surface methodology (RSM) is employed for developing mathematical models for predicting the mechanical properties of concrete, mainly the compressive, flexural, and tensile strength of eco-friendly self-cleaning concrete.
2. Materials and Methods
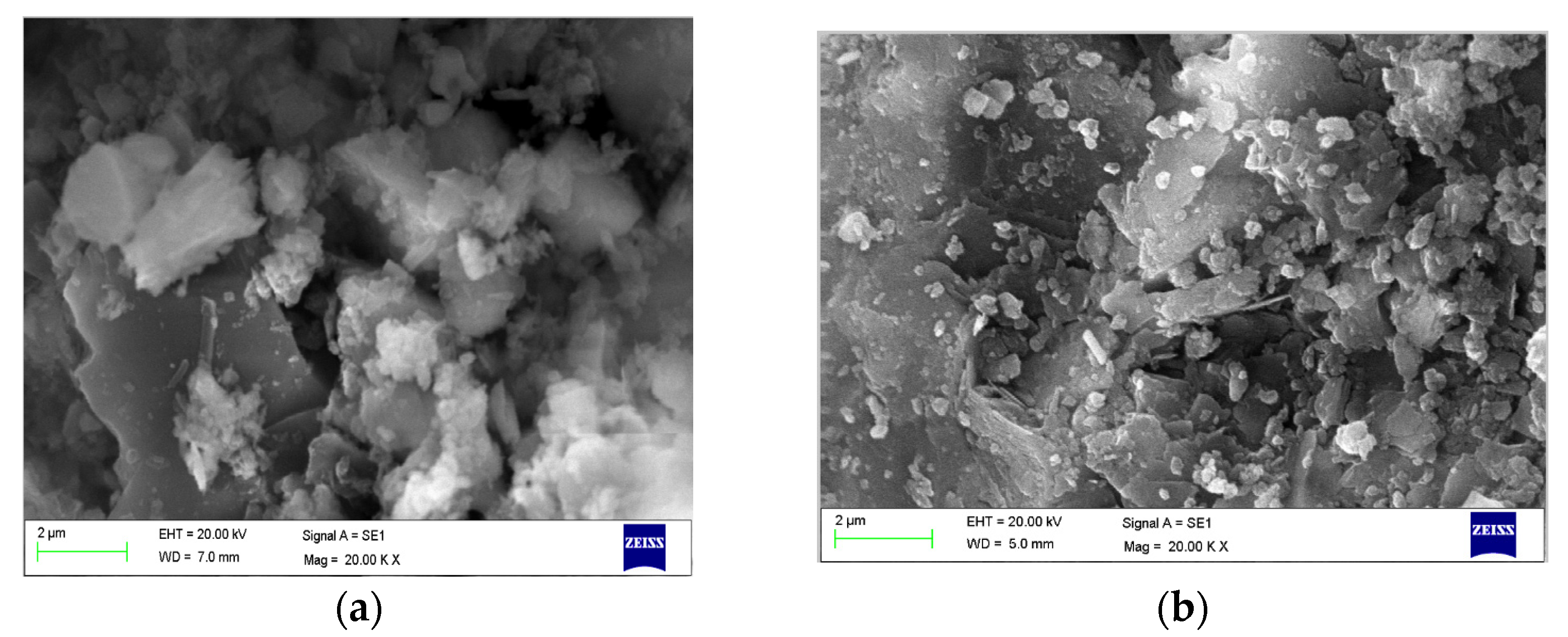
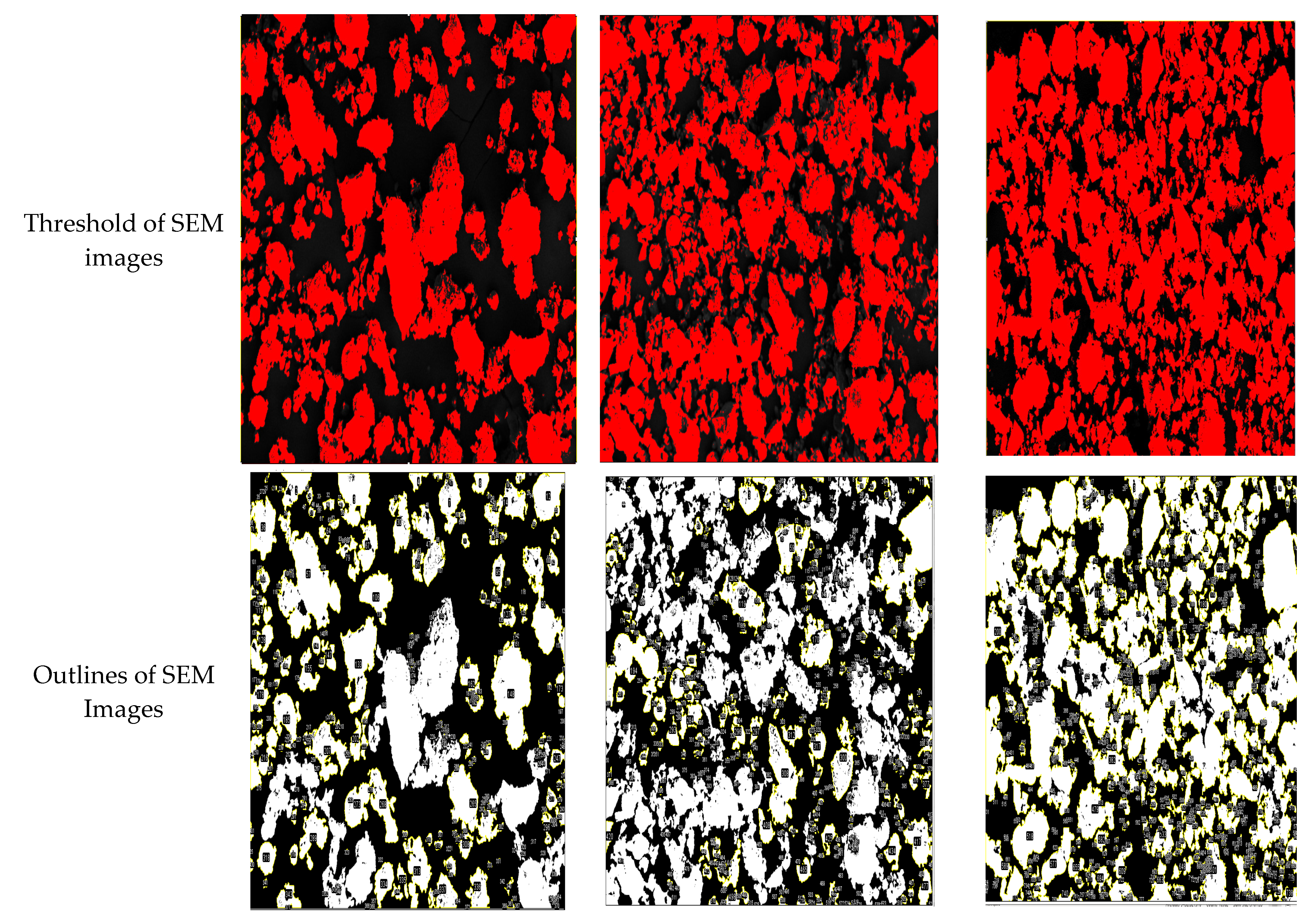
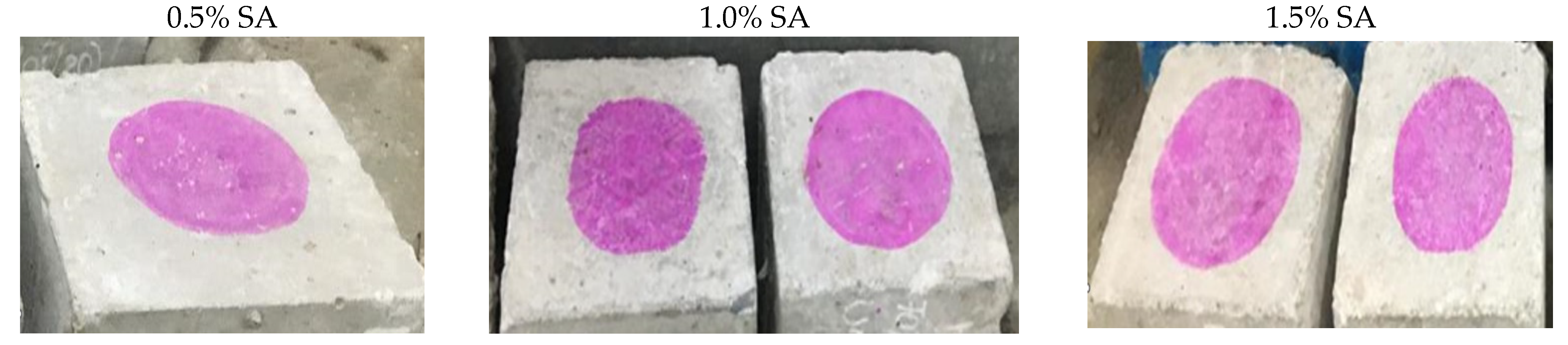
In this work, MD was used as a partial replacement for cement in different proportions, at 10%, 20%, and 30%, and the stearic acid is used as a surface coating at 0.5%, 1.0%, and 1.5% by weight of cement. The fresh concrete mixes were tested for workability with a slump cone test. Hardened concrete samples were tested for compressive strength, tensile strength, flexural strength, ultrasonic pulse velocity, density, Young’s modulus of elasticity, and self-cleaning property by discoloration test. These eco-friendly self-cleaning concrete samples were further characterized by SEM and EDX analysis.
A mix design of M25 grade was prepared using 53 grade ordinary Portland cement following IS 10262-2009 [
39] and IS 12269-2013 [
40] requirements and cast into the required samples. The fineness modulus of the fine aggregate used was 3.485 in the saturated surface dry (SSD) form, and the water absorption level of 2.3% with a specific gravity of 2.76, confirming it to be in zone II. The specific gravity of the coarse aggregate in the saturated surface dry form was 2.856, with a maximum size of 20 mm, confirming grading as per IS 383-1973 [
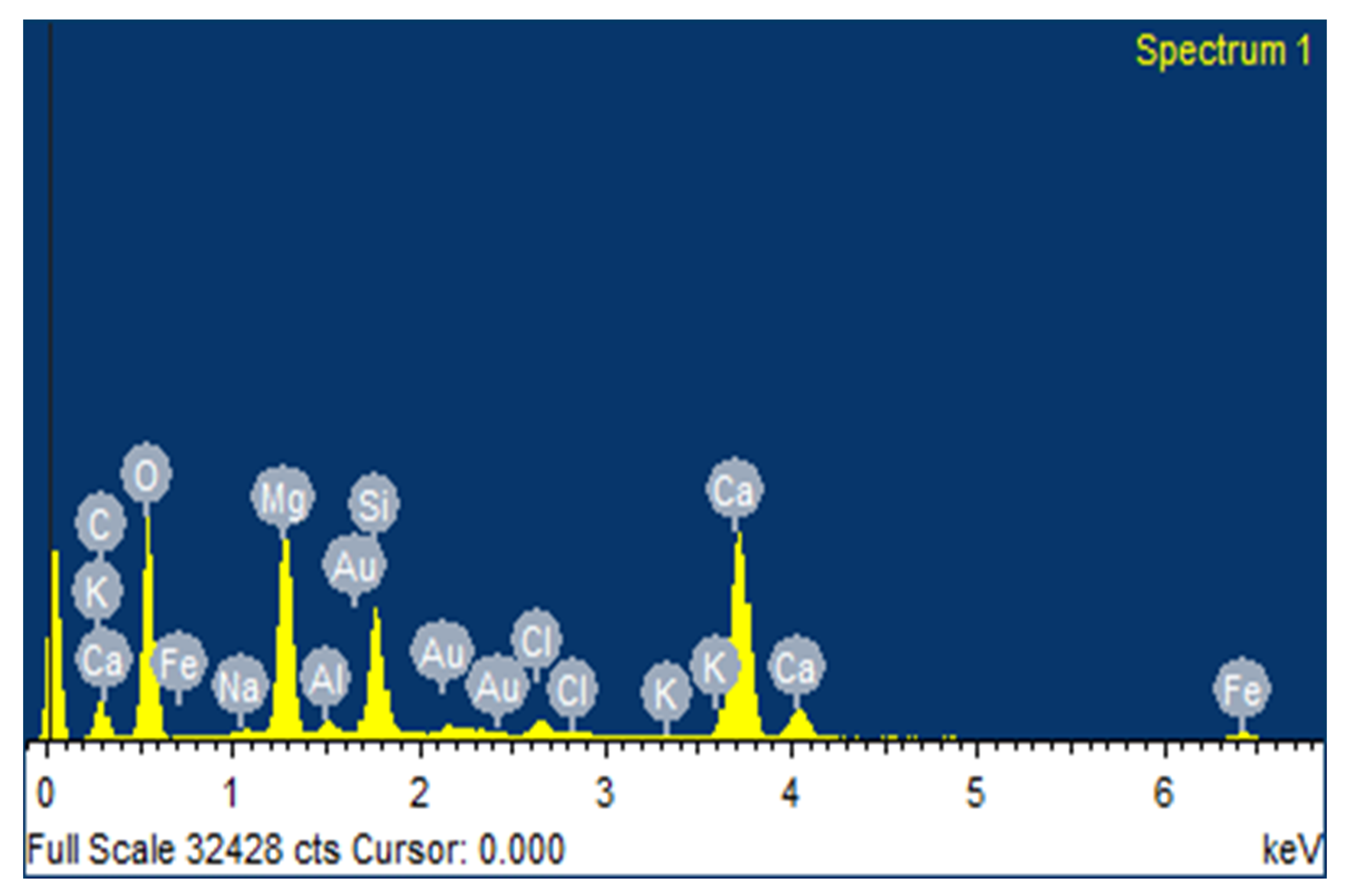
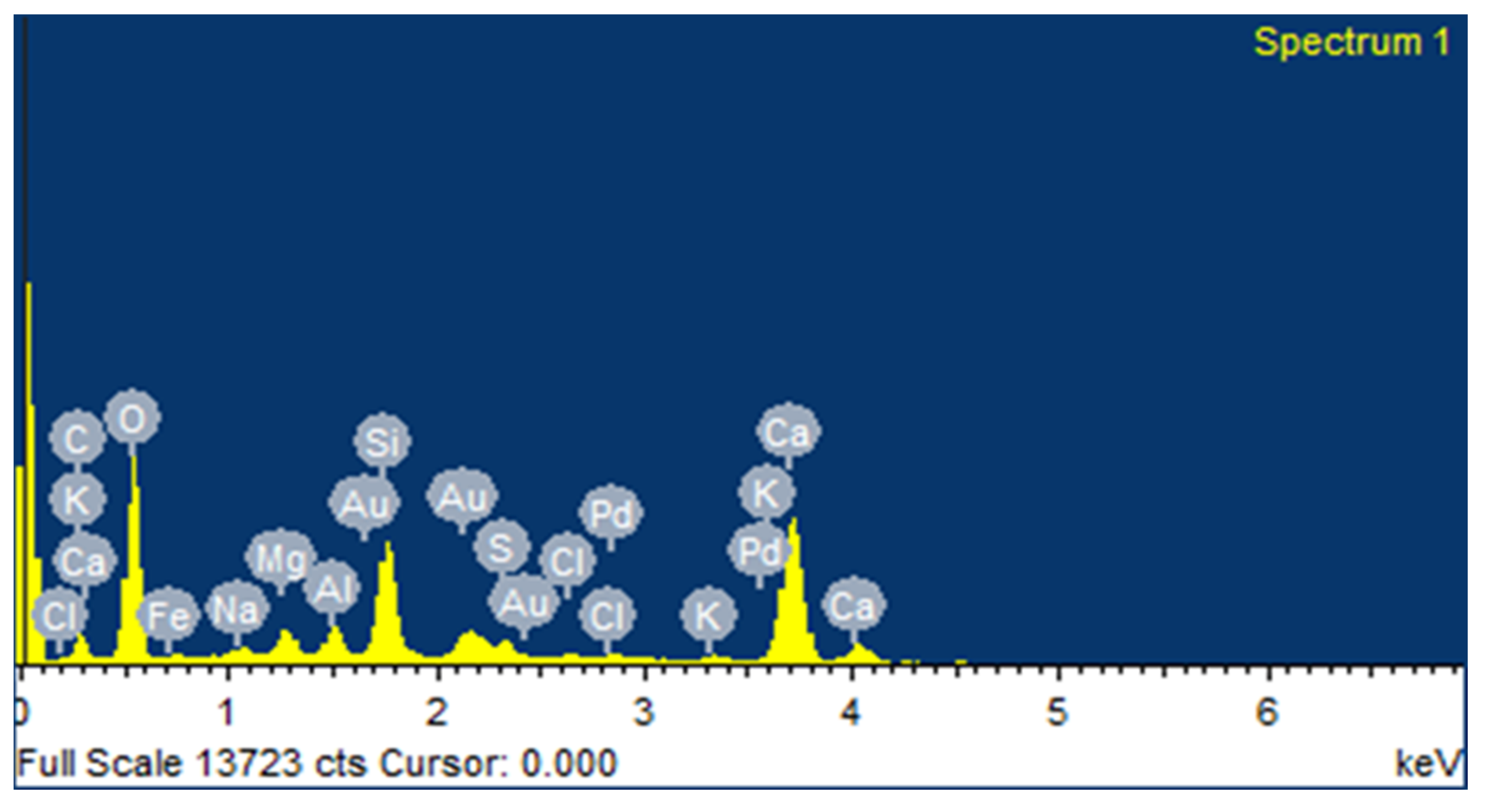
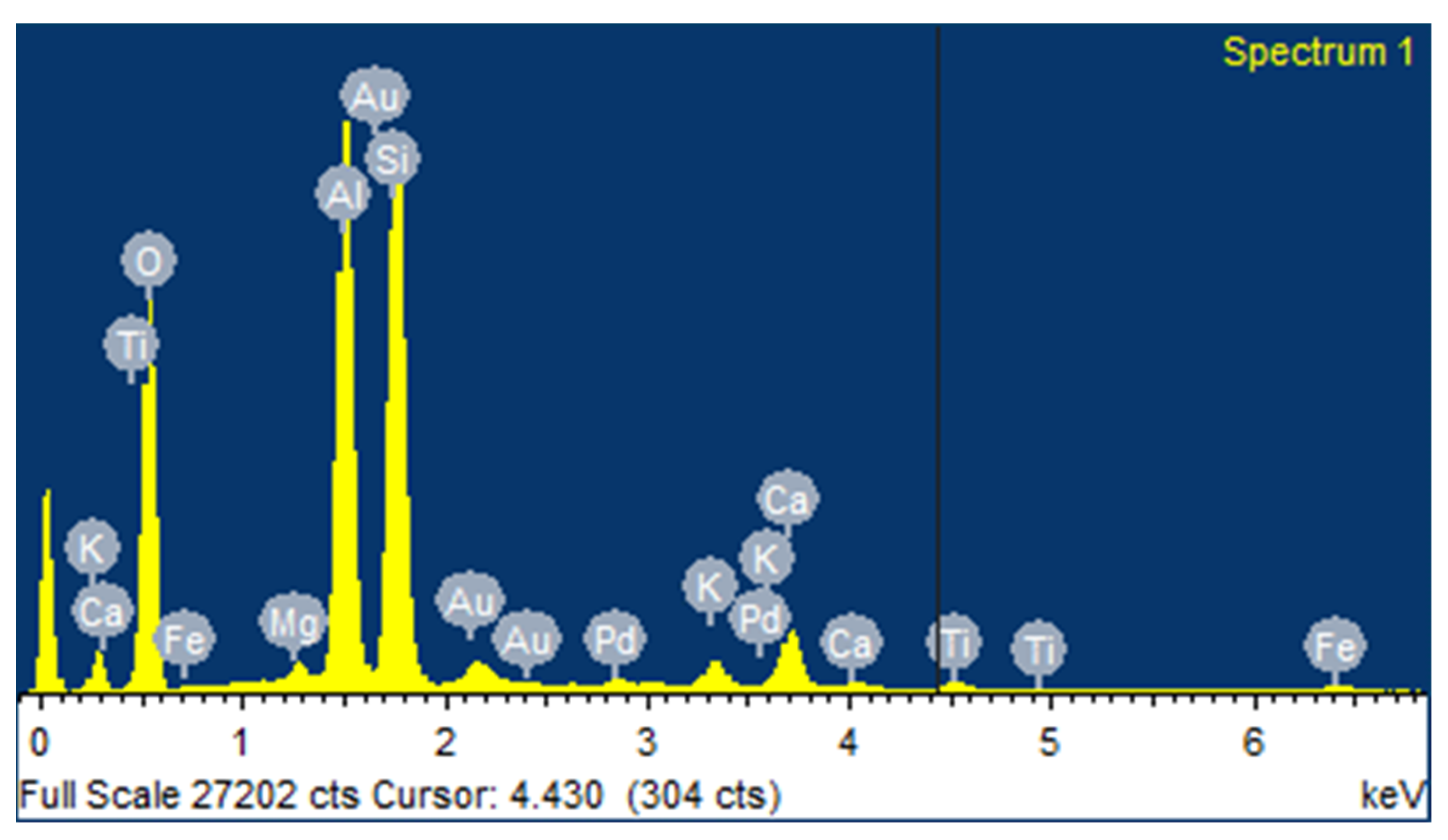
41]. The specific gravity of cement was 3.25, with a density of 3.10 g/cc. EDX analysis provides the chemical elements that constitute the marble dust as displayed in
Table 1. The specific gravity of MD varied from 2.84 to 2.89, and density was found to be 1.96 g/cc.
The MD used in this study mainly consisted of calcium with major silicon, sodium, and magnesium traces, while aluminum, chlorine, potassium, and iron were present in minor amounts. It primarily comprises pozzolanic chemical compounds, including calcium oxide, silica, and alumina. Through EDX analysis, it was observed that the weight percentage of silica was 57.84% in the MD, which is the maximum as compared with other elements, as indicated in
Table 1. The active SiO
2 in waste marble powder reacts with the Ca(OH)
2 in cement to form secondary calcium silicate hydrate, making it chemically stable and structurally dense concrete, as interpreted by Omar et al. [
42], which leads to an increment in compressive strength. It possesses a strong binding property as a result of the interaction between calcite (CaCO
3) and tricalcium aluminate (C3A), which results in calcium carboaluminates, as studied by Ulubeyli and Artir [
43]. The SA (C
18H
36O
2) used in this study has a density of 0.9408 g/cm
3 and specific gravity of 0.847 g/mL at 20 °C. Stearic acid is a saturated fatty acid that can deposit on the surface. This acid is insoluble in water but soluble in acetone and toluene.
Mixing Proportions and Manufacturing of Concrete Specimens
For the manufacturing of self-cleaning concrete, different proportions of MD coated with different concentrations of SA were used to prepare thirteen mixes with a water-to-cement ratio (w/c) of 0.45. The surface coating of MD was performed by soaking it in SA solutions. For every 5 g of SA, 100 milliliters of a mixture of acetone and toluene (3:1 by volume) were used to dissolve it under steady stirring for 15 min. Coated MD was allowed to dry at room temperature for two days, and the solvents were then removed entirely by vacuum drying. The MD was coated with SA to induce a self-cleaning property in the proposed concrete.
To evaluate the workability of the concrete mixes, a slump test was conducted in accordance with IS:7320–1974 (reaffirmed 1999) [
44]. The freshly mixed concrete was poured into designated molds, left to set at room temperature, and further cured for 28 days in water before testing.
The compressive, tensile, and flexural strength tests were performed as per the specifications of IS: 516-1959 [
45]; three specimens for each mix were cast, and the results are reported as the average.
Table 2 shows the mix proportions of all the SCC specimens.
4. RSM Analysis
Response surface methodology (RSM) is a mathematical and statistical technique of experimental design in which a group of independent variables, known as the input factors, affects the outcome of the dependent variables, known as the response variables, as studied by Abdulkadir et al. [
48] and Murali et al. [
49]. In concrete technology, the independent variables are usually the mixed ingredients, while the responses are the concrete properties of interest. When using RSM for concrete, three distinct steps are involved: (a) performing a series of experimental runs to collect empirical response data, (b) developing response surface models and using analysis of variance (ANOVA) to test their reliability and validity, and (c) optimization.
Hence, the analysis involves selecting a suitable mathematical model that adequately reflects the relationship between the input and output variables, as concluded by Al-Fakih et al. [
50], Balqis et al. [
51], Choo et al. [
52], Mohammed et al. [
53], and Mohammed et al. [
53,
54]. Different design configurations can be chosen to perform the RSM analysis, including the central composite design (CCD), the Box–Behnken design (BBD), the user-defined design (UDD), etc. The UDD option was chosen as the most suitable in this experiment based on the experimental runs conducted and the responses generated.
Table 6 shows the input variables and their limits used in the experiment, while
Table 7 shows the experimental runs based on the varying combinations of the input factors and their corresponding response values. The research only focused on nine mixes (M4 to M12), as these are the only mixes that contain the main input variables (MD and SA).
Based on the response data, the influence of the input factors can be mathematically modeled using either linear or higher-order polynomials as represented in general forms by Equations (1) and (2).
where y is the desired response,
i and
j are the linear and quadratic coefficients, b is the regression coefficient,
k is the number of variables to be investigated and optimized, and ε is the random error.
4.1. Response Surface Models and ANOVA
The developed predictive response models are shown in Equations (3)–(9). The equations are represented in coded factors of the variables which range from −1 to +1, where the lowest value of the variable is represented by −1, the intermediate value is represented by 0, and the highest value is represented by +1. In addition, the input variables MD and SA are represented by
and
, while the responses are represented by
SV (slump value in mm),
CS (compressive strength in MPa),
TS (tensile strength in MPa),
FS (flexural strength in MPa),
UPV (ultrasonic pulse velocity in m/s),
D (density in kg/m
3), and
ME (modulus of elasticity in
10
6 MPa).
SV,
CS,
TS, and
FS were all fitted with a linear model while quadratic models were found more suitable for
CS,
UPV,
D, and
ME.
Analysis of variance (ANOVA) was used to verify the models at a 0.1 level of significance corresponding to a 90% confidence interval. For this reason, any model or model term with a probability (
p-value) of less than 1% is considered significant, and insignificant for any model or model term with a
p-value of greater than 0.1.
Table 8 shows the summary of the ANOVA, where the significance status of each model and model term is presented. For example, the
p-value for the
SV model is more than 0.781, which is less than 0.1, hence the model is significant. However, the model term represented by
x1 (MD) is not significant (0.1111), which shows that the MD has less effect on the slump value of the concrete compared to the effect of the SA, which is significant due to its
p-value of less than 0.1 (0.0768). Generally, most of the developed models are significant except for
TS, whose
p-value exceeds 0.1. Additional assessment using the model validation parameters, as presented in
Table 9, is necessary to understand whether the models are strong enough to be used for the navigation of the design space.
One of the most important model validation parameters is the coefficient of determination (R2). R2 evaluates the strength of the correlation between the model and the dependent variable on a scale of 0–100%, as studied by Abdulkadir et al. [
55]. It gives an idea of how well the model fits the data. In this case, the R2 values for all the developed models ranged between 16% and 100%. While a low R2 indicates a low fit between the developed model and the response data, it is not always an indication of a problem with the data. The adequate precision value is used to assess the signal-to-noise ratio, and a value of more than 4 is desirable. All the developed models have an adequate precision value of more than 4.
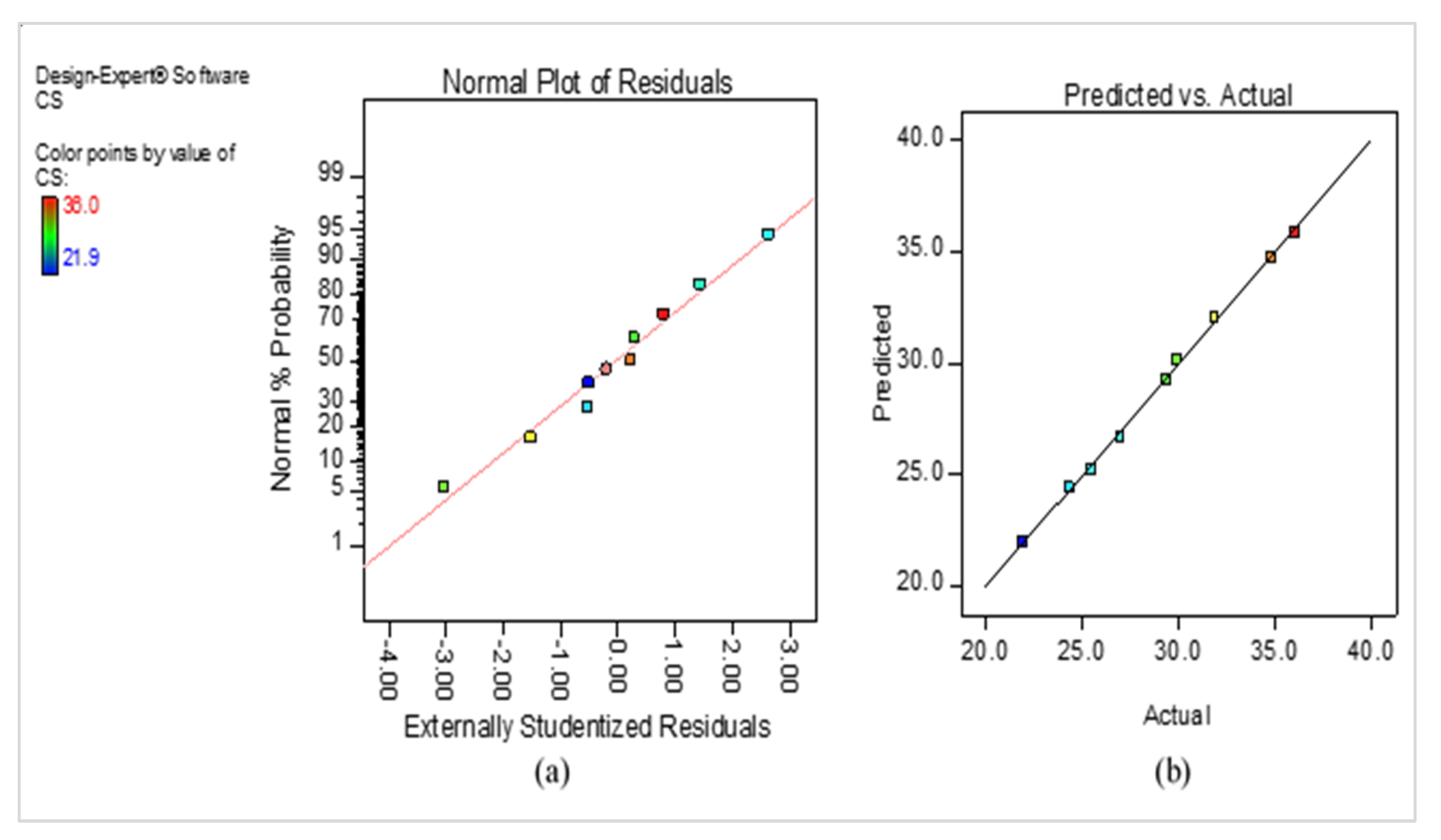
4.2. Model Diagnostic Plots
Furthermore, the strength of the developed models can be assessed using the model diagnostic tools. Two of the most important of these tools are the normal plot of residuals and the actual versus predicted plots. The normal plot of residuals assesses whether the error terms are normally distributed, which is indicated by more than 90% of the data points lying between −2 to +2 of the externally studentized residuals. On the other hand, the actual versus predicted plot shows how the results of the predicted responses correlate with the experimental results. The plot assesses the fit of the developed model and the variation resulting from random effects. Hence, the alignment of the data points shows the strength of the models. These conditions are satisfied by all the developed models. As an example, the diagnostic plots for the
SV and
CS models are shown in
Figure 12 and
Figure 13, respectively.
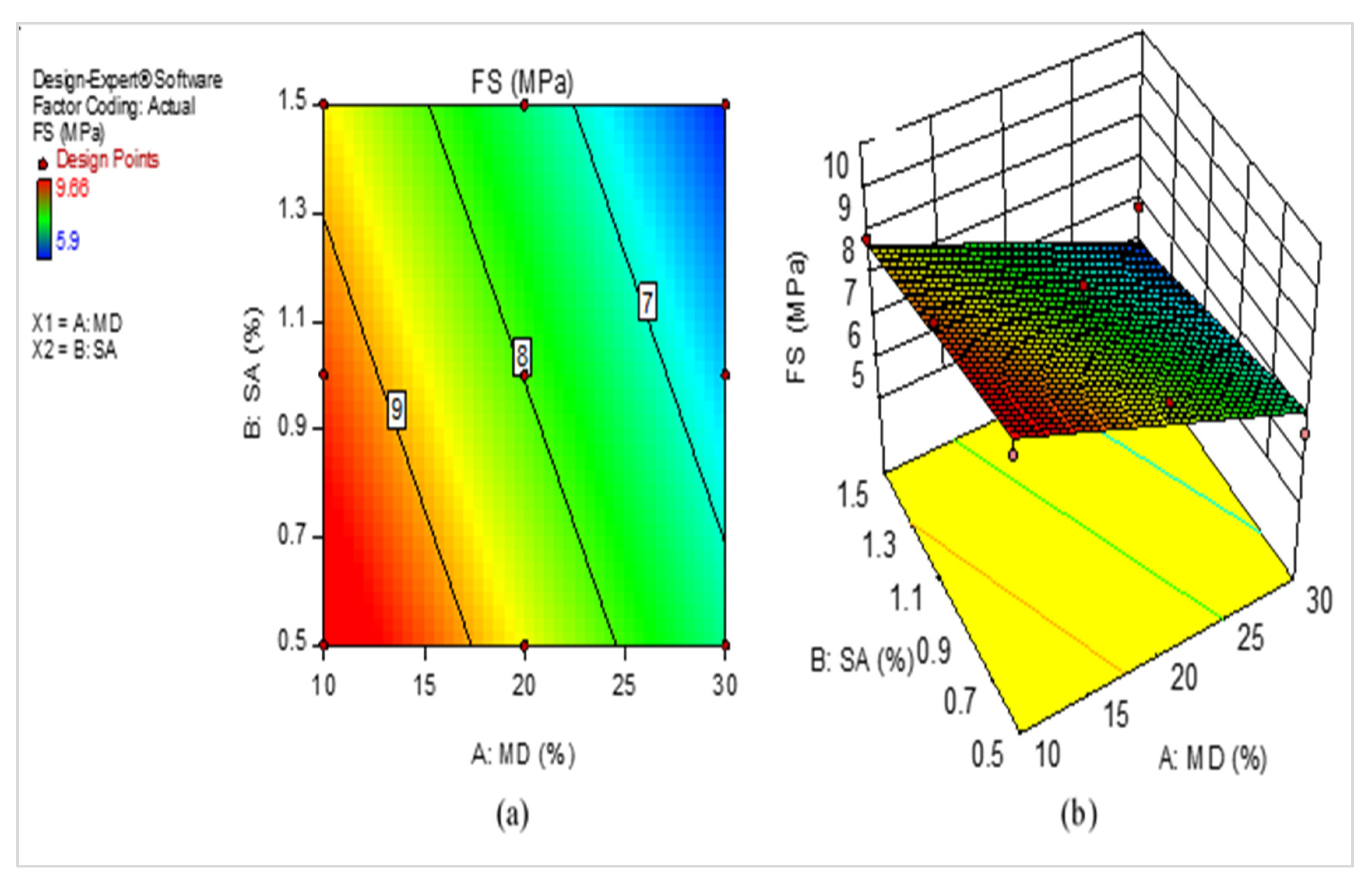
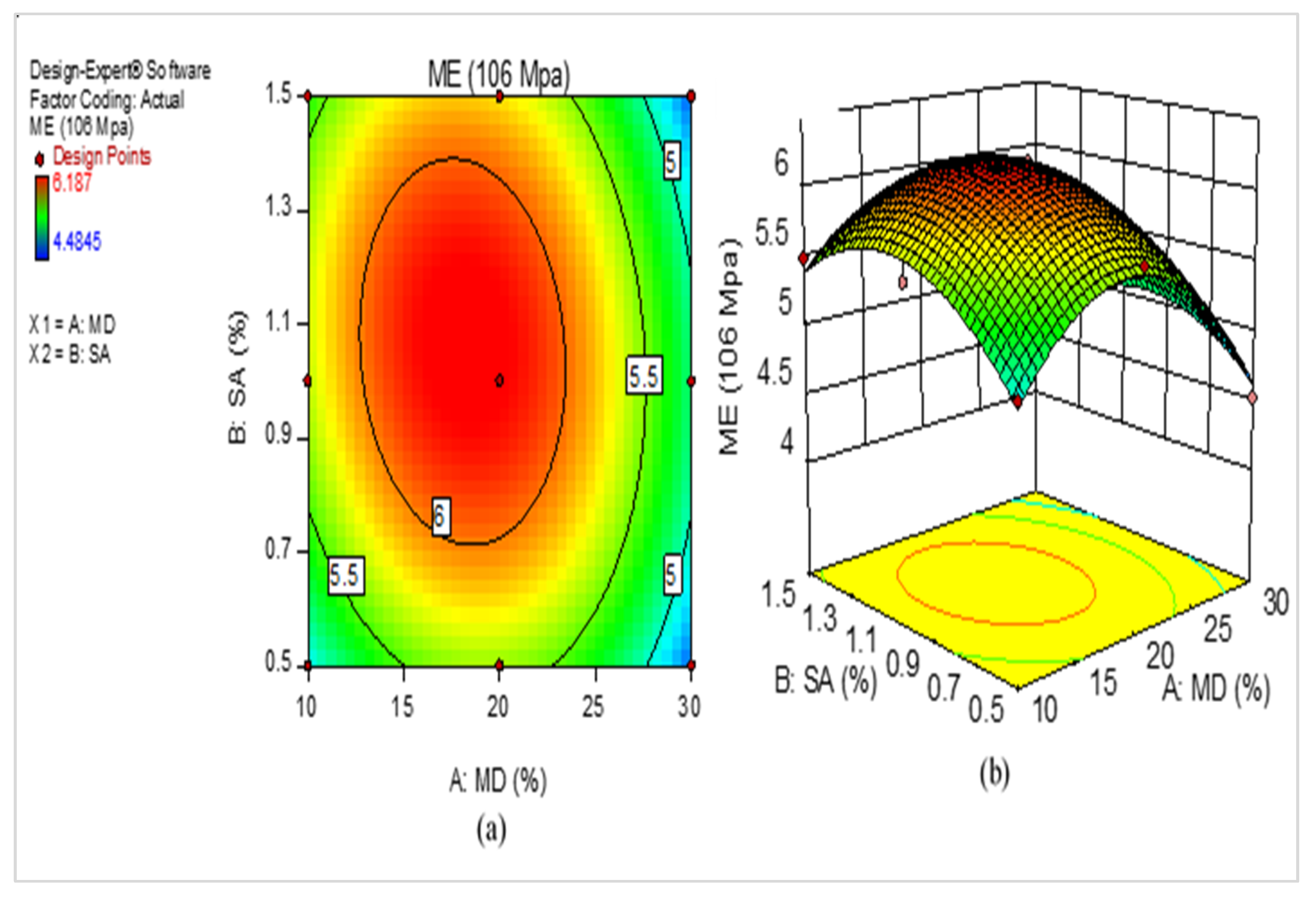
4.3. Model Graphs
The relationship between the input variables and their individual and combined effects on the response is illustrated using 2D contour and 3D response surface diagrams. Through a color gradient, these graphs demonstrate how the quantities of the independent variables influence the response. Using contours that depict various response levels at certain levels of the input factors, the 2D diagram demonstrates how the variables’ interaction influences the responses. In addition, the 3D response surface diagrams, as their name suggests, provide the same information as the 2D diagrams but in a 3D form. Examples of the model graphs are given in
Figure 14,
Figure 15 and
Figure 16 for the
FS,
UPV, and
ME models, respectively. The color gradient depicts the intensity of the responses relative to the levels of the input factors. Higher magnitudes are indicated by the red regions, intermediate values are represented by the green and yellow regions, and the lowest response values are shown by the blue regions of the graphs. The graphs show how the levels of the input factors affect the output factors. For example, high
FS values can be achieved by using less than 20% MD and less than 1.5% SA. These are the values below which the
FS values are bounded by the red zone (high-intensity zones) of the 2D and 3D model graphs. Similar interpretations can be made of the other model graphs.
4.4. Multi-Objective Optimization
A type of multiple-criteria decision-making called multi-objective optimization deals with optimization issues that require the simultaneous optimization of multiple objective functions. This strategy is recommended because identifying the optimal solutions between many conflicting objectives is a basic feature of real-world optimization issues. Various criteria and levels of priority are used to specify goals for the independent and dependent variables in order to fulfill the objective functions without compromising the responses. The optimization is assessed using the desirability value dj, with a range of values set as 0 < dj < 1. The higher the dj value (given as a percentage), the better the result.
Table 10 shows the optimization goals set for each of the input and output factors. The input factors were set “in range” in order for the system to select the most suitable amount of the material that could produce concrete with properties (responses) satisfying the stated objective functions. For the responses, the goal was set to “maximize” all the hardened properties (
CS,
TS,
FS,
UPV,
D, and
ME) while it was set at “in range” for the fresh properties (
SV). Furthermore, the level of importance was set at 3 (out of 5) which is the default configuration so that none of the variables will be compromised in favor of another. The solution obtained after running the optimization is shown in
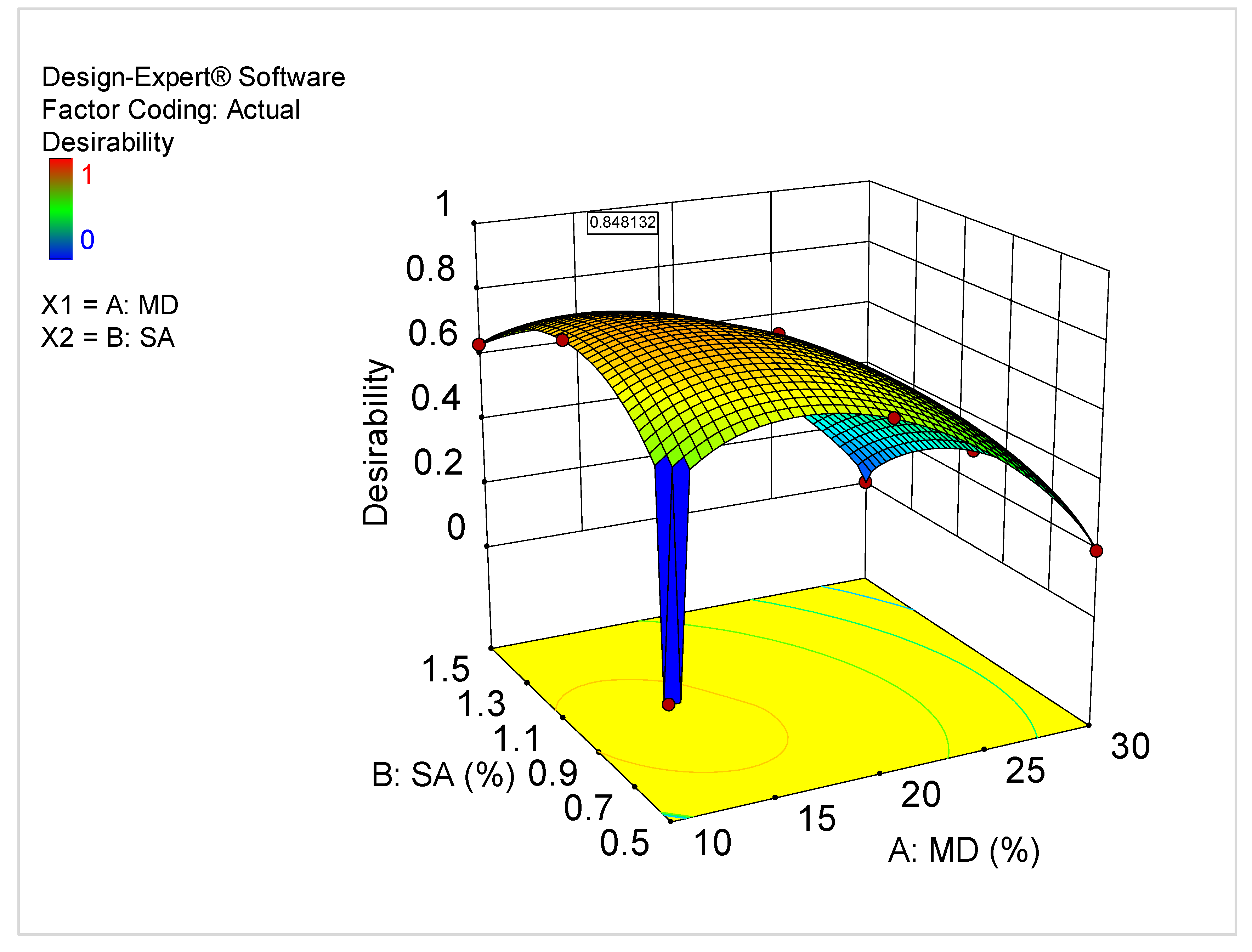
Figure 17 in the form of ramps. The result shows that at optimal input factors of 13.7% and 0.92% for MD and SA, respectively, an eco-friendly self-cleaning concrete can be produced with optimal response values of 145.6 mm, 32.9 MPa, 4.4 MPa, 9.0 MPa, 5189.82 m/s, 2646.65 kg/m
3, and 6.03
10
6 MPa, for
SV,
CS,
TS,
FS,
UPV,
D, and
ME, respectively. The optimization solution was attained at a desirability value of 85%, as shown in the 3D response surface diagram in
Figure 18. This is an excellent value considering the complexity of the multi-objective optimization process.
5. Discussion
The slump of the fresh concrete was observed to increase with SA content, due to the pearly or smoothening effect of SA (as it is a saturated fatty acid), which reduces the friction between the particles. The slump of the fresh concrete mix was observed to increase with 10% marble content and 0.5% and 1.0% of SA because the presence of the SA in the concrete mix gives flow to the concrete mix. This decrease in slump value with an increase in the percentage of MD may be because of the difference in the specific surface area of cement and MD. The specific surface area of MD is greater than that of the cement, so higher replacement increased the internal friction between particles and hence decreased the slump value. With 10% MD in the concrete mix and 0.5% of SA, the concrete compressive strength increases by 12.68% over the control mix. The compressive strength decreases up to 32.51% with 30% MD and 1% SA in the concrete mix. The test results are as per the findings of the literature review. The decrement in the compressive strength of the self-cleaning concrete is due to a) the lack of binding ability in MD; b) the replacement ratio increase resulting in less cement available to bind the concrete constituents, and c) MD acting only as a filler and not playing a prominent role in hydration. With an increase in the percentage of MD, the ultrasonic pulse velocity (UPV) value decreases for the concrete mixes. The decrease in UPV value is due to the difference in the hydraulicity of cement and MD. The hydraulicity of cement is higher than that of the MD, which increases the concrete compactness. However, the overall values of UPV test results obtained were in the excellent category range, which indicates that the quality of concrete is not affected by MD and SA addition. The results also showed that with an increase in the percentage of MD, the modulus of elasticity decreases, with a maximum decrement of 28.69% in the M12 mix. Moreover, SA coating in the concrete mix does not significantly affect the dynamic modulus of elasticity of the concrete. After 3 days of observation, M12 had better repelling properties than the control mix and all the other mixes.
The experimental work was modeled and optimized using the recommended input factors. After testing for the various properties, an experimental error between the experimental result and the predicted results is computed to find the accuracy of the optimization and, by extension, the developed predictive response models. An error margin of less than 10% is acceptable. The modeling and optimization results show that at optimal input factors of 13.7% and 0.92% for MD and SA, respectively, an eco-friendly self-cleaning concrete can be produced with optimal response values of 145.6 mm, 32.9 MPa, 4.4 MPa, 9.0 MPa, 5189.82 m/s, 2646.65 kg/m3, and 6.03 × 106 MPa, for SV, CS, TS, FS, UPV, D, and ME, respectively which is in agreement with the experimental results. The optimal response value is 32.9 MPa for the compressive strength of concrete with optimal input factors of 13.7% and 0.92% for MD and SA, respectively. The UPV test results and density obtained in the modeling and optimization of the concrete indicate the value of UPV to be 5189.82 m/s and a density of 2646.65 kg/m3. The modeling and optimization findings show a value that is very close to the UPV test value of M8 and the density of M5. Thus, it is concluded that the modeling value shows coherence with the experimental results.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}