1. Introduction
As a natural fibre, cotton was once considered the epitome of sustainability due to its biodegradable and compostable properties. Known for its incomparable functional and mechanical and physical properties, cotton is used in various applications and industries [
1,
2,
3]. Comprehensive research has uncovered several drawbacks to the sustainability of cotton fibre, including its excessive use of land, water, pesticides, and its contamination of water. Although organic cotton doesn’t use fertilizers, it cannot be viewed as a universal substitute for conventional cotton because it accounts for less than 1% of all cotton production [
4]. The global search for a more sustainable alternative has been initiated due to rising pollution, efforts to combat climate change, and the textile industry’s position as the second-most environmentally detrimental sector [
5].
Plants with a comparable chemical composition, such as hemp, are being considered promising research subjects due to their lower land, water, and pesticide requirements [
6,
7]. Hemp fibre falls into the category of bast fibres [
8]. It is derived from the hemp plant (Cannabis sativa). It is a member of the Cannabaceae family, the most well-known of which is the Cannabis genus, which consists of two main species: Cannabis sativa and Cannabis indica [
9,
10]. Each species has unique morphological characteristics, growth patterns, and chemical compositions. These plants can be differentiated by the presence of resinous structures primarily located in their stems, leaves, and flowers. These structures are responsible for the production of active compounds like tetrahydrocannabinol (THC) and cannabidiol (CBD). THC and CBD levels can vary between sativa and indica, with Cannabis sativa plants having generally higher THC levels and Cannabis indica plants having generally higher CBD levels [
11,
12]. Due to the presence of such cannabinoids, the cultivation and use of hemp plants can be subjected to legal regulations in some countries, while being completely restricted in others [
13,
14,
15].
Hemp cultivation can be done using environmentally sustainable practices which may result in positive effects on the soil. In particular, hemp has been observed to enhance the soil’s nutrient and water retention capabilities, stimulate microbial activity, and enhance soil structure [
16,
17,
18]. A water retting or dew retting process can be used to break down the parenchyma cells, after which the stalks are processed in decortication machines [
19,
20,
21]. The process of retting hemp usually takes 10 to 20 days, which helps to separate fibres from the plant’s stalk [
22]. Furthermore, these fibres can be produced via two distinct methods: dry spinning and wet spinning [
23,
24]. For this study, yarn made of wet-spun fibres is used. During the wet spinning process, the fibres undergo a preliminary treatment of immersion in heated water tanks. This step softens the pectin, which facilitates the subsequent drawing and separation of the fibres. Additionally, this treatment helps the development of fibre ribbons which ultimately enhances the strength and durability of the fibres [
25,
26,
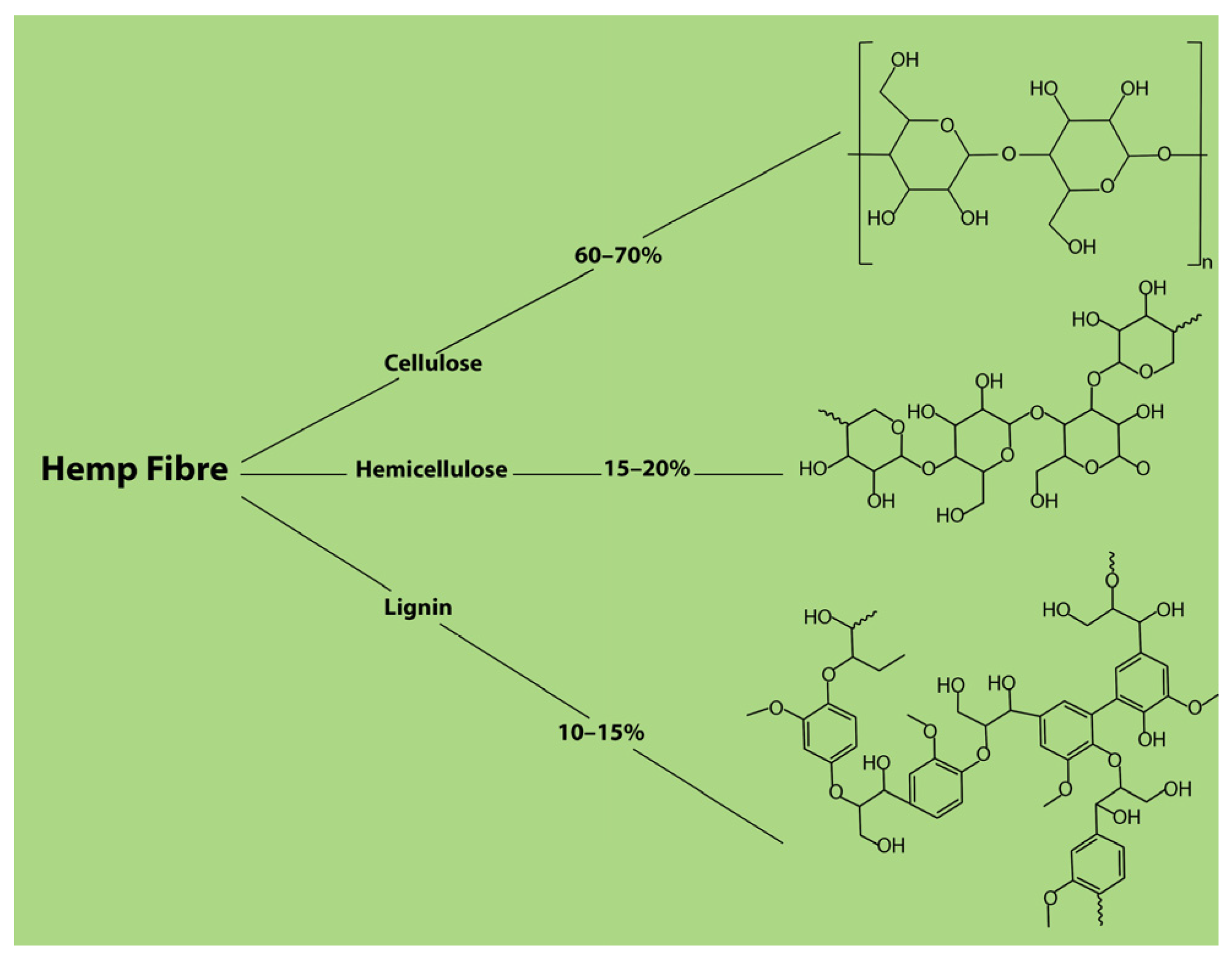
27]. The fibres are then aligned in parallel and twisted into yarn. The yarn can be bleached, which substantially affects variables such as the colour, strength, and uniformity of the yarn. Various chemical processes, such as sodium sulphite, sodium bisulphite, sodium hydroxide with EDTA, boiling with sodium hydroxide after treatment with hydrochloric acid, and boiling in oxalic acid, are used for bleaching. The chemical composition of hemp fibre can be seen in
Figure 1, which has been adapted from [
28]. Hemp fibres are currently being used in composites, insulation, and building materials. Investigating the mechanical and physical properties as well as the dyeing properties of this fibre and its bleached variant produces valuable findings that can improve the utilisation of hemp in the textile sector for high-value applications.
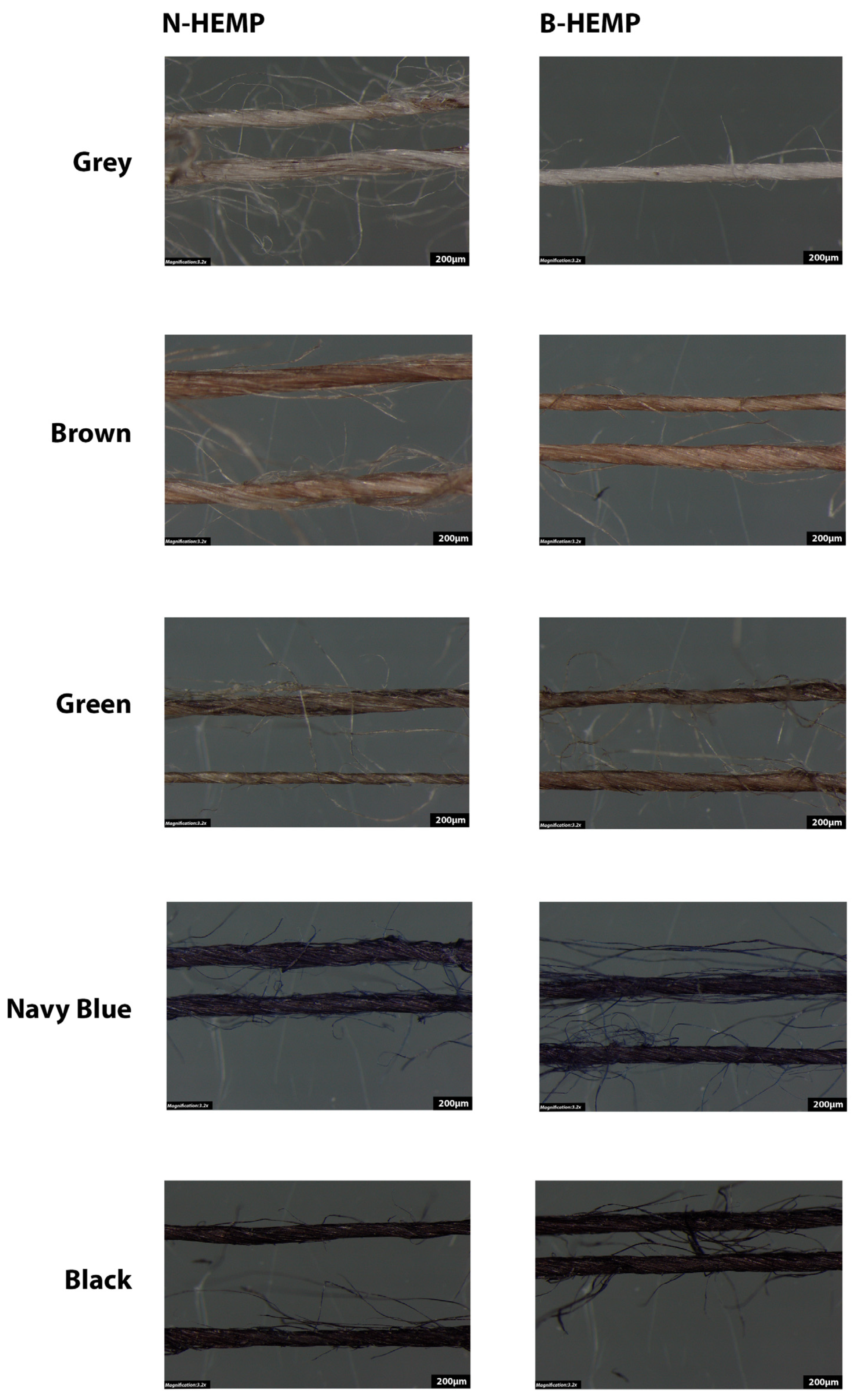
The main objective of this study is to investigate the physical, mechanical, and dyeing properties of 100% wet-spun hemp yarn, both in its natural and bleached states, for use in technical and traditional textiles. It is necessary to analyse the mechanical and physical characteristics of the yarns in both their unbleached and bleached conditions to see the modifications in the structure as induced by the process of bleaching. Additionally, within the scope of the study, the natural and bleached variants of the yarns were dyed using reactive dyes, and a comprehensive analysis was conducted to examine the effects of the dyeing process. Hemp fibres are commonly characterized by their natural colouration, which normally ranges from beige to brown to light yellow. The variation in fibre colour is dependent on the colour of the fibres present in the plant stem, the age of the plant, and the post-harvest processing of the fibres. Based on the preferred hues of the textile industry, five potential yarn colours were selected which were then achieved by the reactive dyeing process and were studied. Although academic work is abundant on the properties of cotton, there is a lack of information when it comes to wet-spun hemp yarn.
4. Conclusions
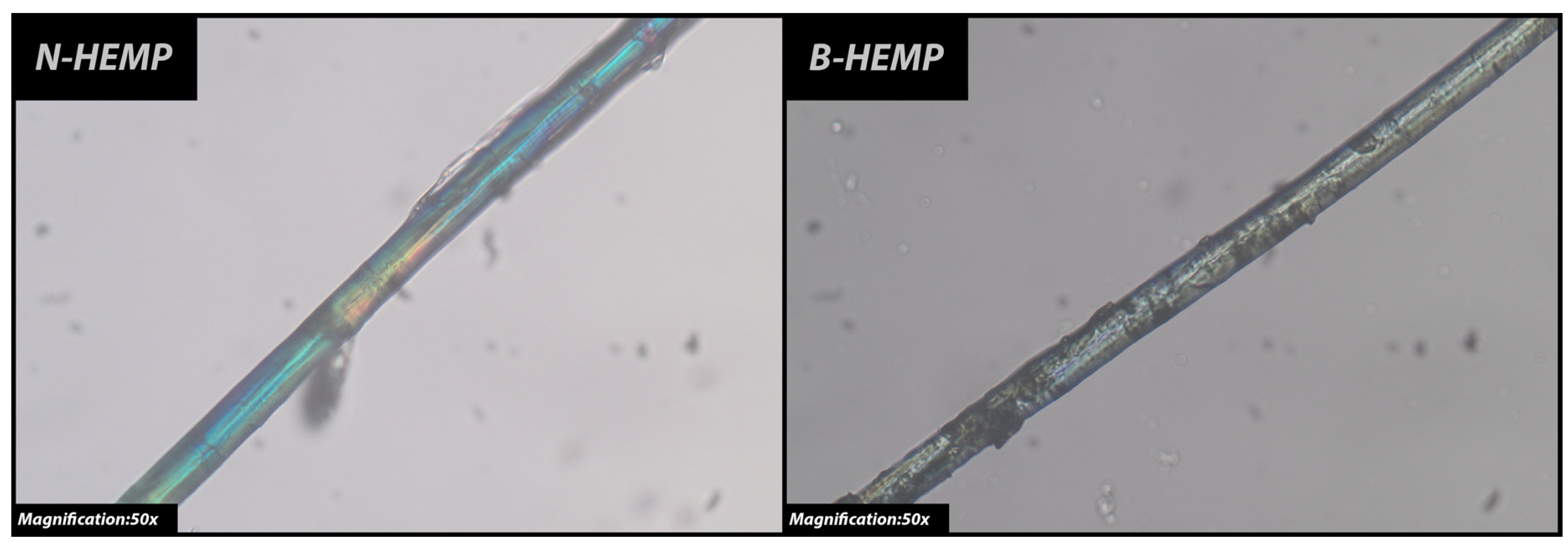
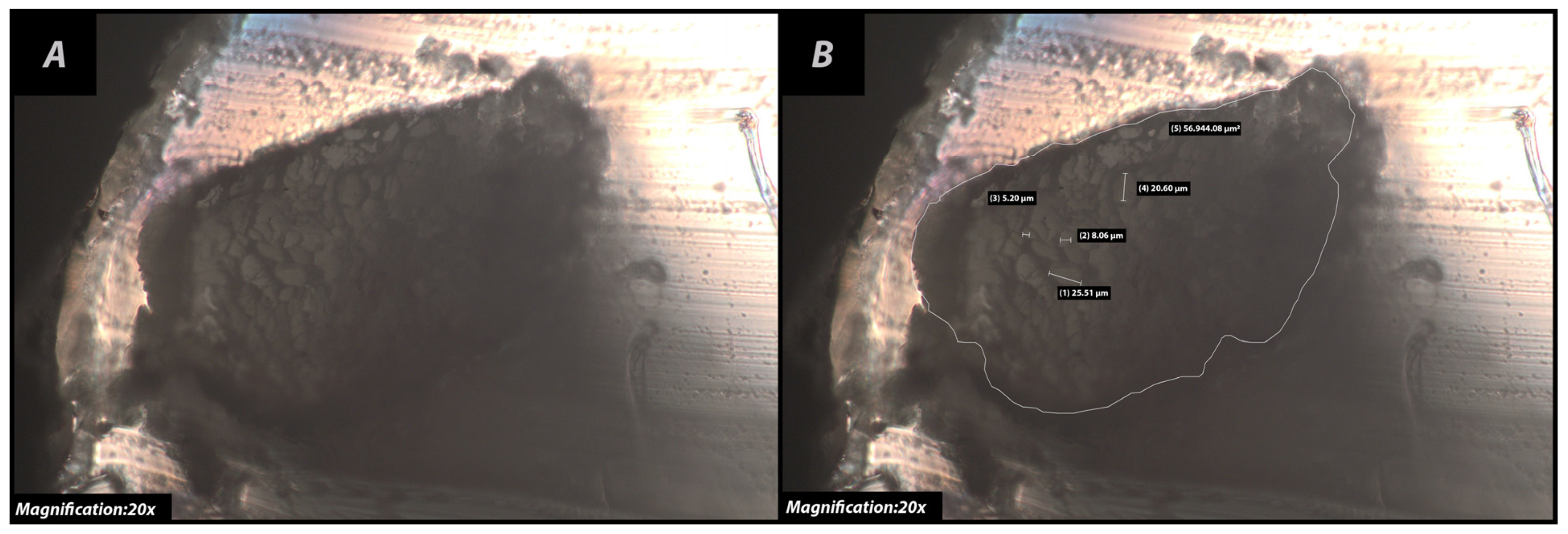
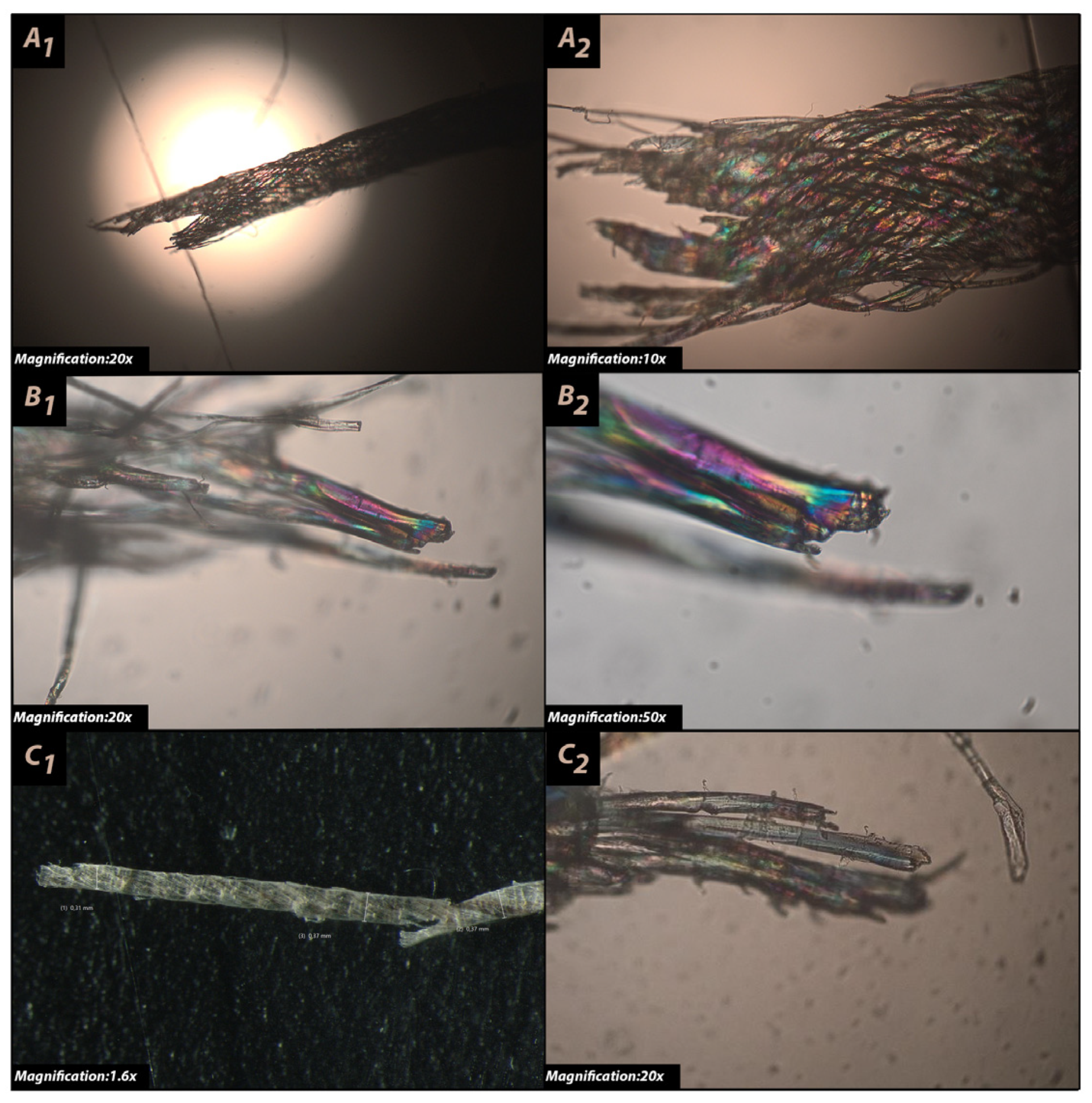
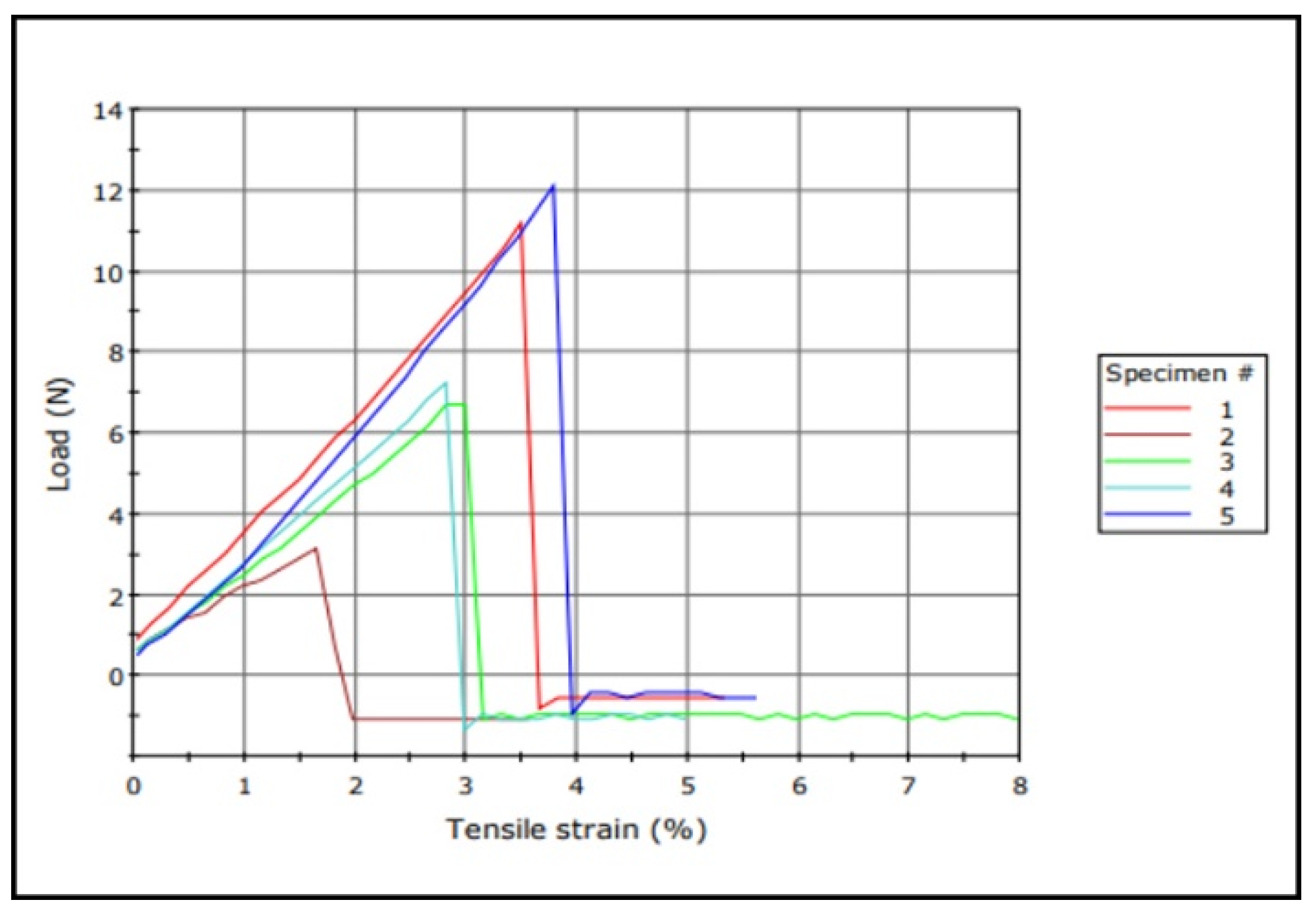
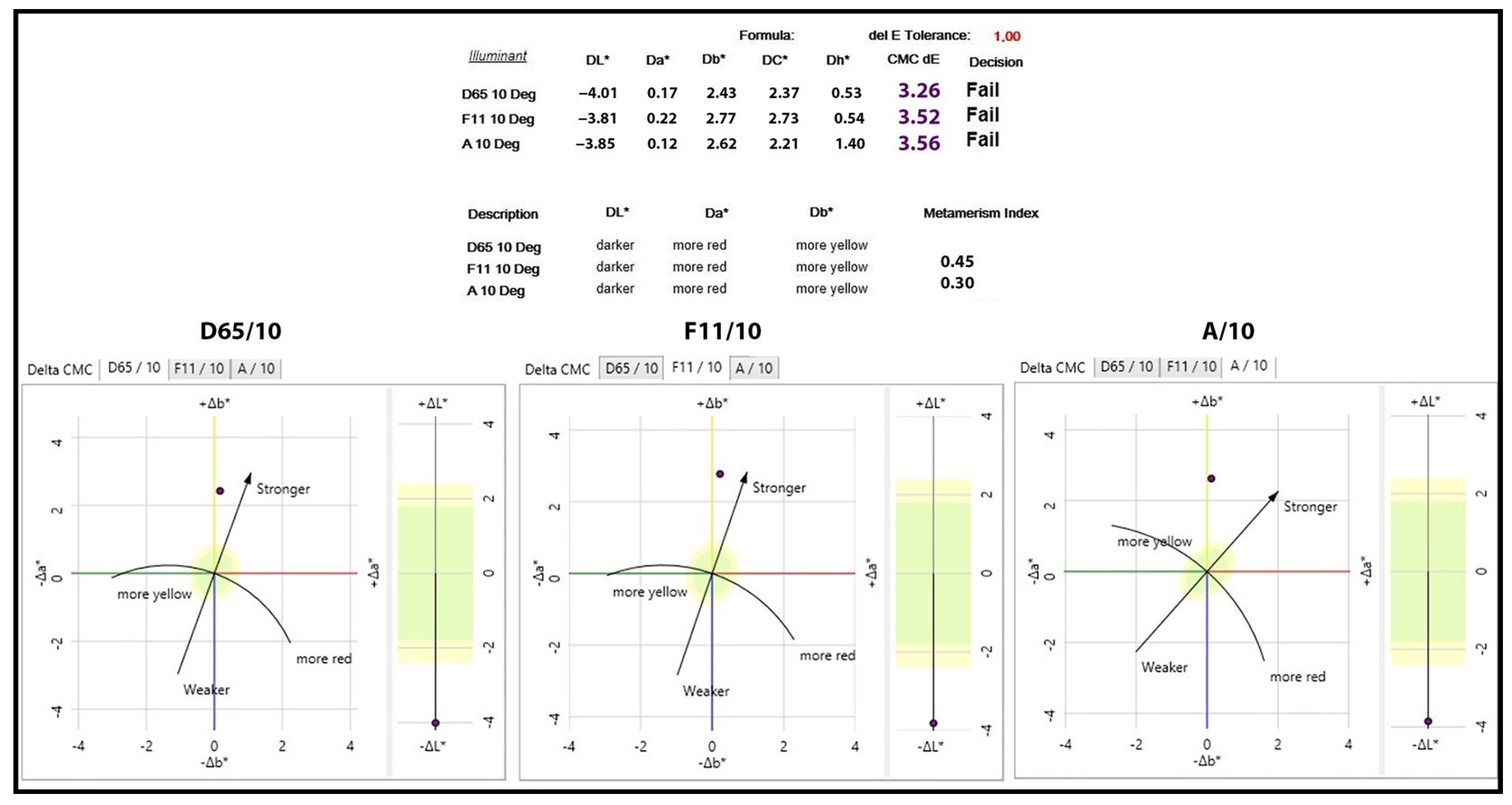
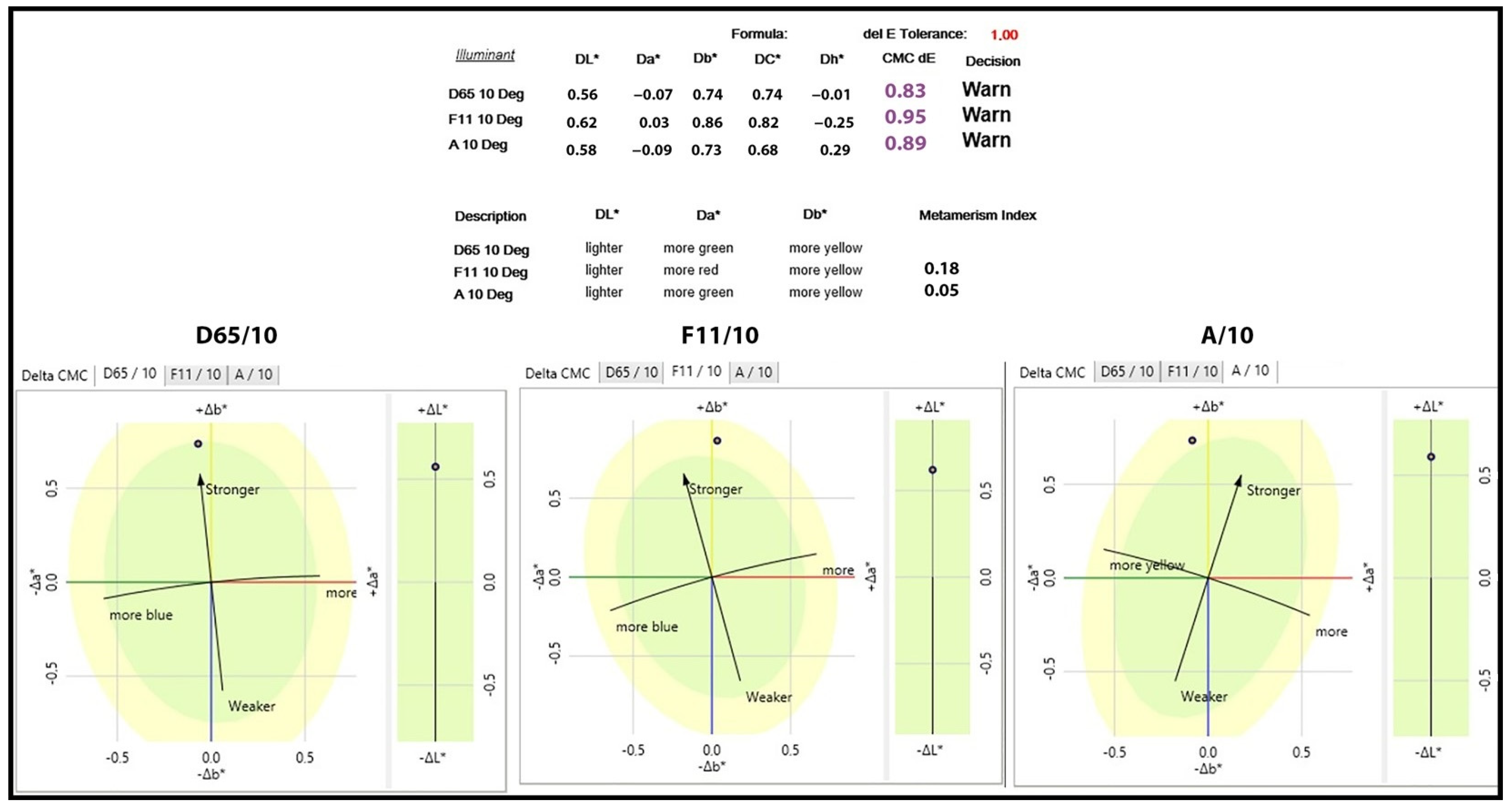
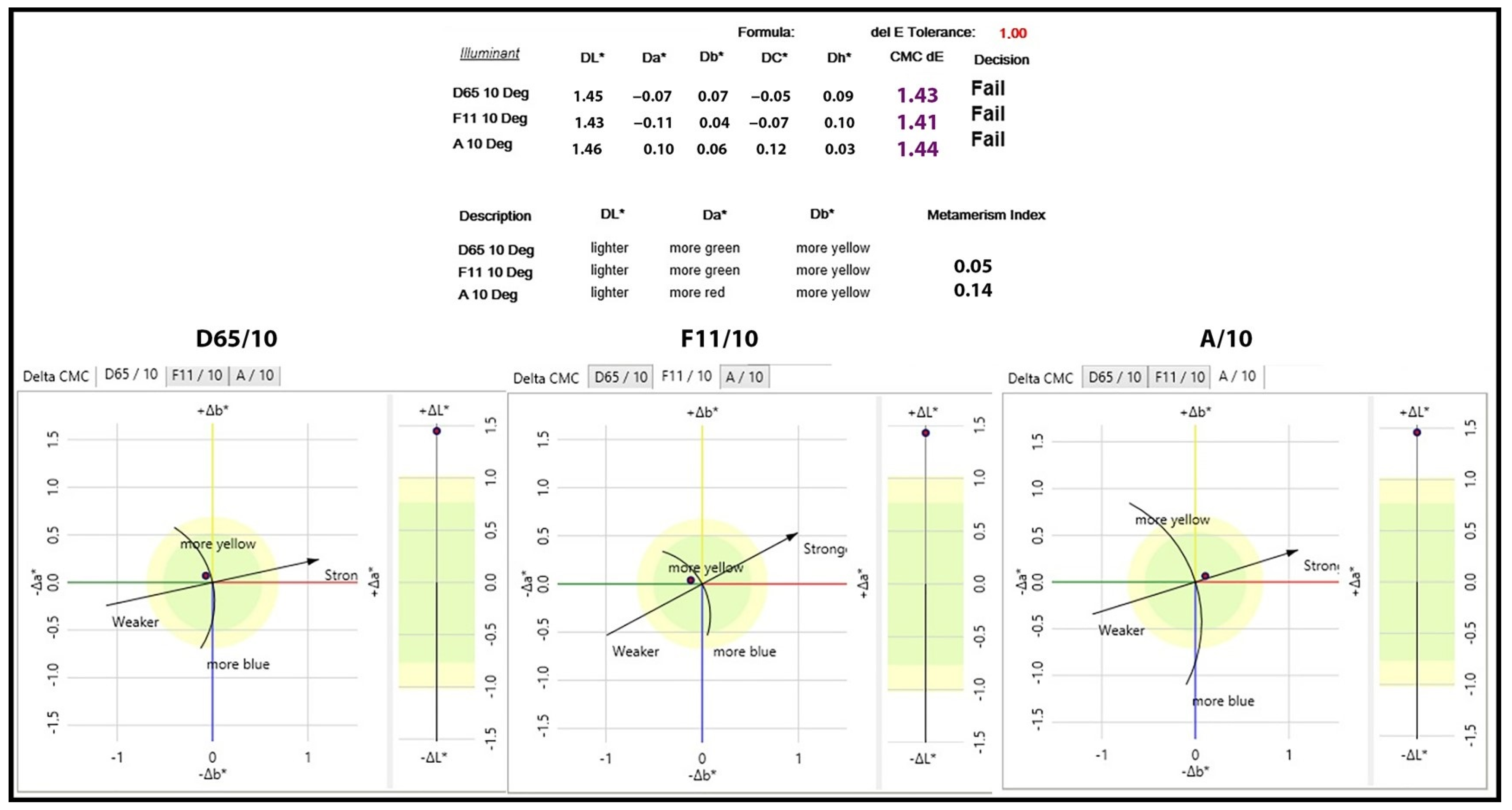
The objective of this study was to collect information on the mechanical and physical properties, as well as the dyeability, of wet-spun hemp yarn in its natural and bleached states to facilitate its use in the textile industry. The results indicate that bleach did not affect the yarn count, but had a positive effect on the yarn twist, as its value increased. On the other hand, bleach had a partially positive effect on the yarn’s evenness, as it enhanced overall evenness by reducing thick and thin places, however, the process increased the neps and hairiness. In B-HEMP, the surface appearance test revealed lower values of thick and thin places, indicating a more homogenous and uniform structure. Under a microscope, images of yarn samples revealed the presence of nodes and crystalline regions on the fibres, with nodes having a larger diameter than crystalline regions. On the bleached yarn, microscopic images also reveal surface irregularities and chemical accumulation. The results of the yarn cross-section fibre count determination test indicate that the B-HEMP has a higher fibre density, signifying enhanced yarn performance. During the FTIR test, no differences in wavelength range and intensity were detected, suggesting that the two materials have the same chemical composition. The initial weight loss temperature of B-HEMP was marginally higher than that of N-HEMP, as determined by thermogravimetric analysis. Furthermore, the residual weight is less than that of N-HEMP. This demonstrates that bleaching improved the thermal stability of the yarn. The results of strength tests indicate that the tensile strength, elongation, and tenacity of hemp yarns increased after the bleaching process. This finding suggests that the bleaching process improves yarn’s mechanical properties, resulting in a more durable structure. Throughout the strength tests performed on both unbleached and bleached wet-spun hemp yarns, various types of breakage points were identified. There were two distinct areas of weakness in the yarn: one where complete breakage occurred instantly and the other where gradual weakening led to strength loss. Due to the irregularities in the yarn, the strength test was repeated, with the yarn twisted into a double-ply. These findings suggest that double-plied yarns have a more uniform surface appearance, with less variation of thin and thick places. In comparison to the natural double-plied wet-spun hemp yarn, the bleached double-plied wet-spun hemp yarn showed superior maximum load and elongation at break values. However, the tenacity values were comparable. The bleached wet-spun hemp yarn has an increased overall strength. The evaluation of the strength of the dyed yarn revealed that dyed B-HEMP are superior to N-HEMP, particularly in the case of grey-coloured yarn. In contrast to natural wet-spun hemp yarns, alternative-coloured yarns have lower quality. Under varied lighting conditions, the grey colour values of bleached wet-spun hemp yarn and natural wet-spun hemp yarn differ according to colorimetric data analysis. The test revealed notable variations in colour results when dyeing wet-spun natural and bleached hemp yarns in brown under different lighting conditions, resulting in considerable variations in tone. The findings indicate that it is possible to produce hemp yarns in a green hue with uniform colouration, as there is no visual difference in terms of colour perception. Distinctive variations in colour between navy blue N-HEMP and B-HEMP can be observed by the analysis of their respective colour values, indicating a visually noticeable colour difference. Noticeable differences can be observed in the black-dyed hemp yarns. In summary, it can be concluded that the process of bleaching has had a positive effect on the wet-spun hemp yarn.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}