


Passive of CRFS Technology in Soil-Cement Application

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Involved
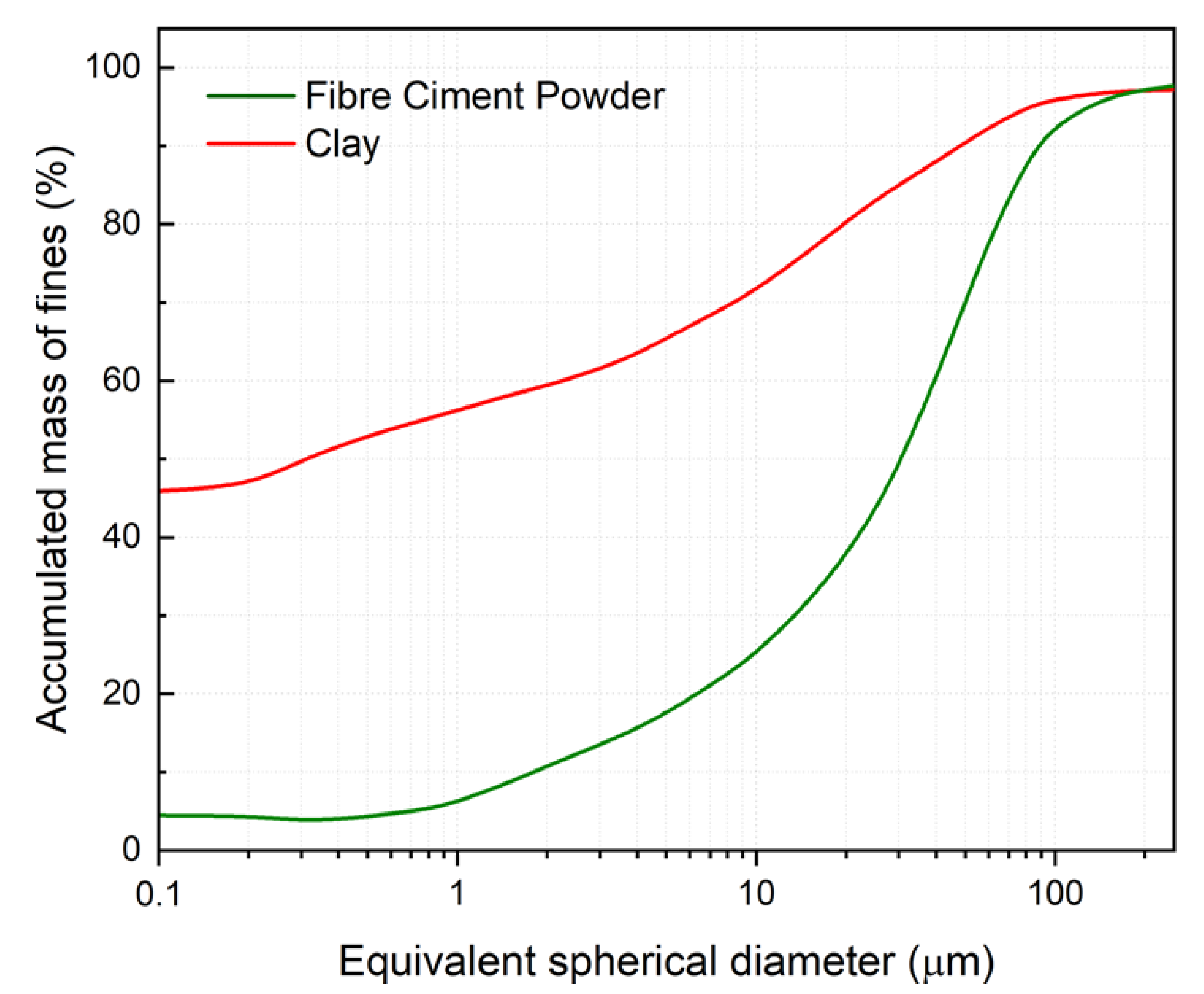
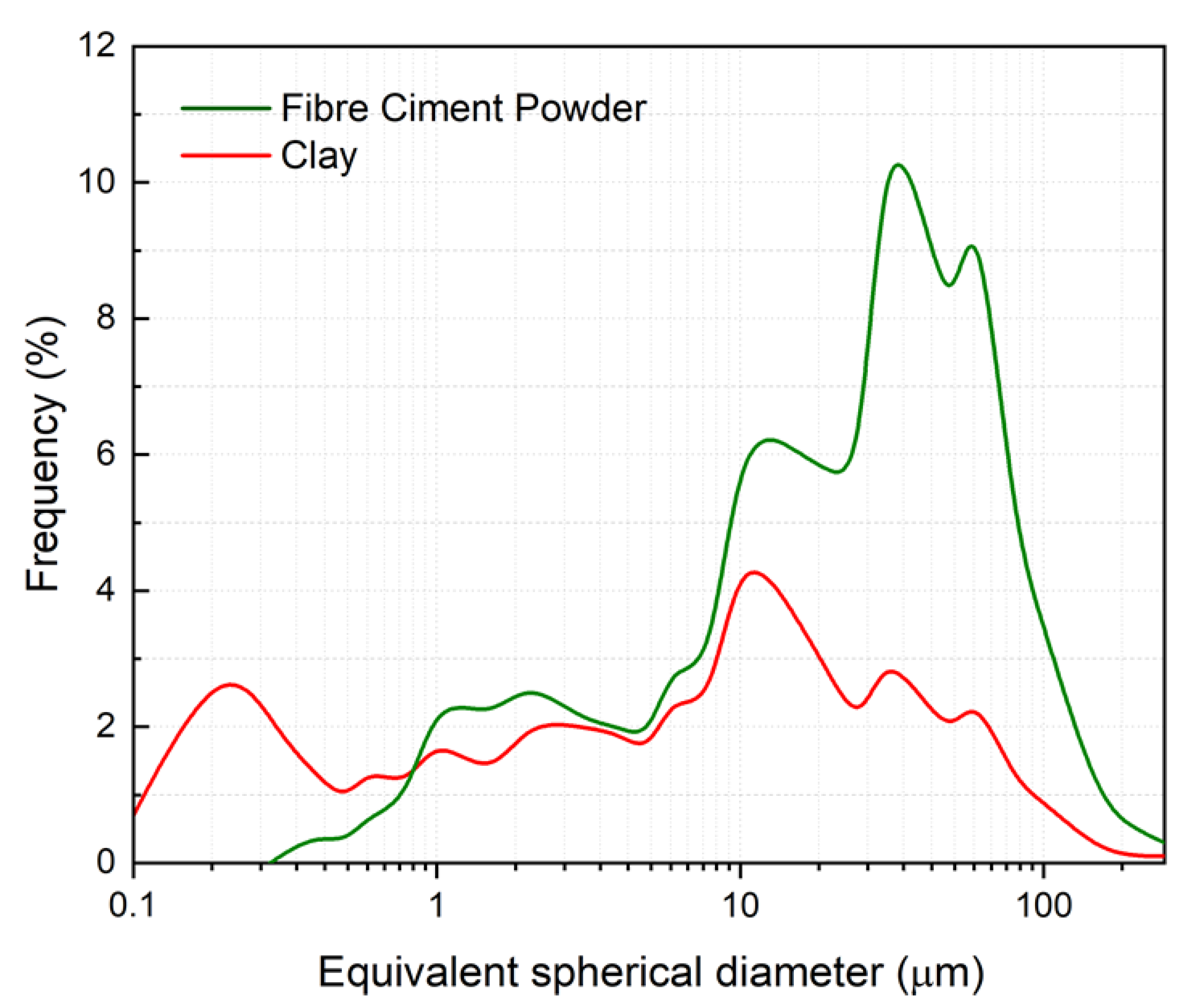
2.2. Particle Analysis
2.3. Atterberg Limits
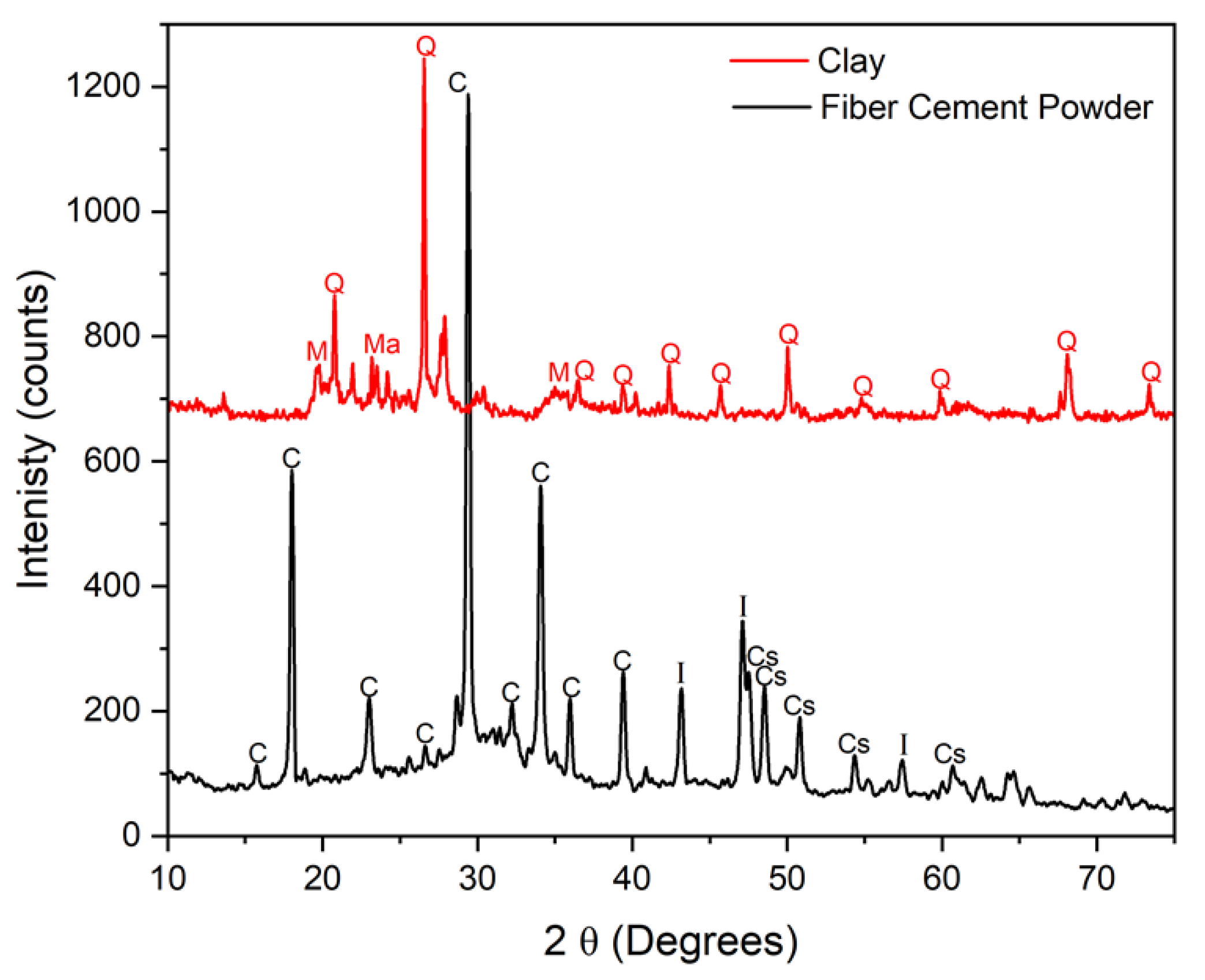
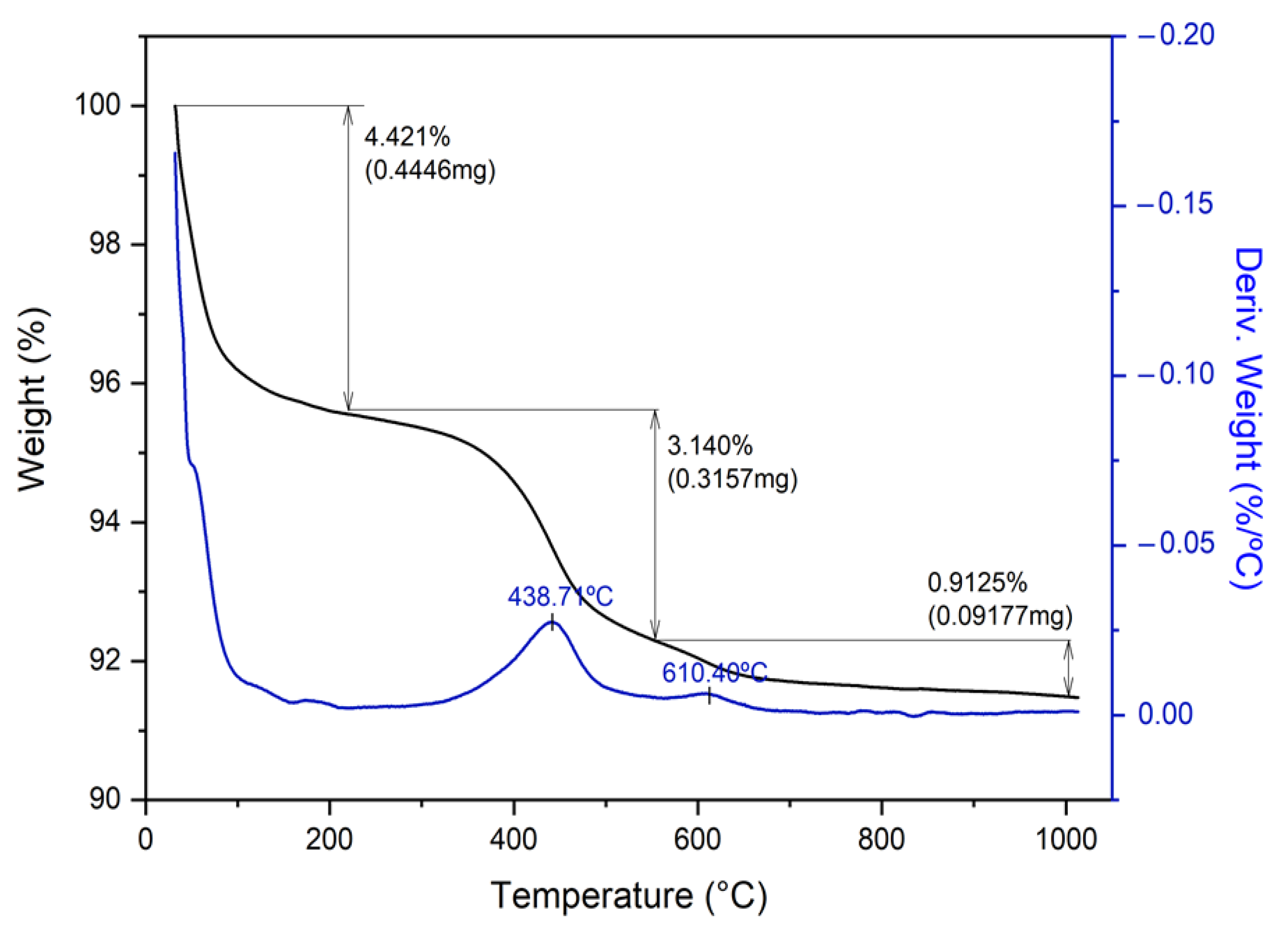
2.4. Chemical, Mineralogical, and Thermal Analysis
2.5. Specimens and Technological Tests
3. Results and Discussion
3.1. Characterization of Materials: Clay and Fiber Cement
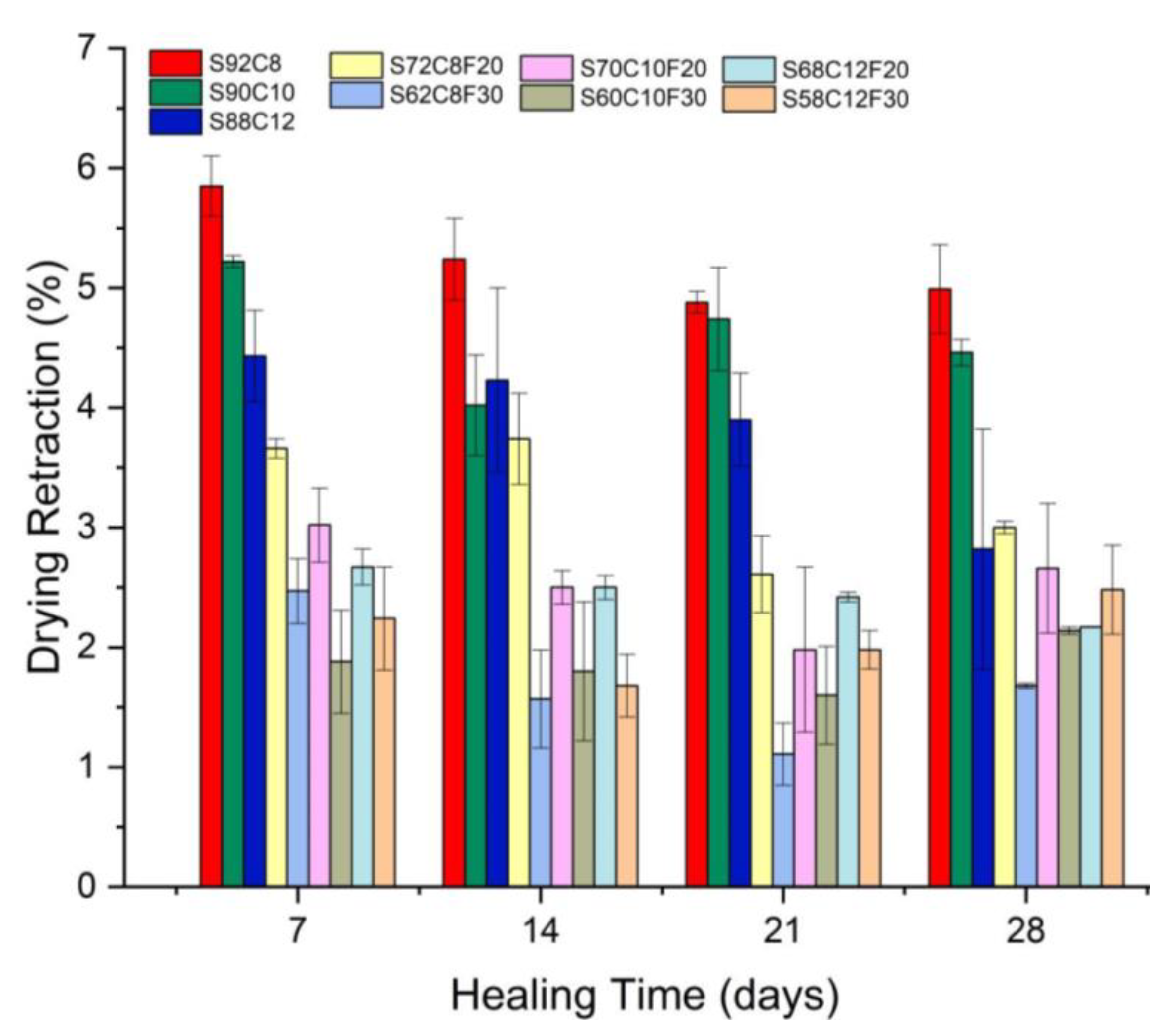
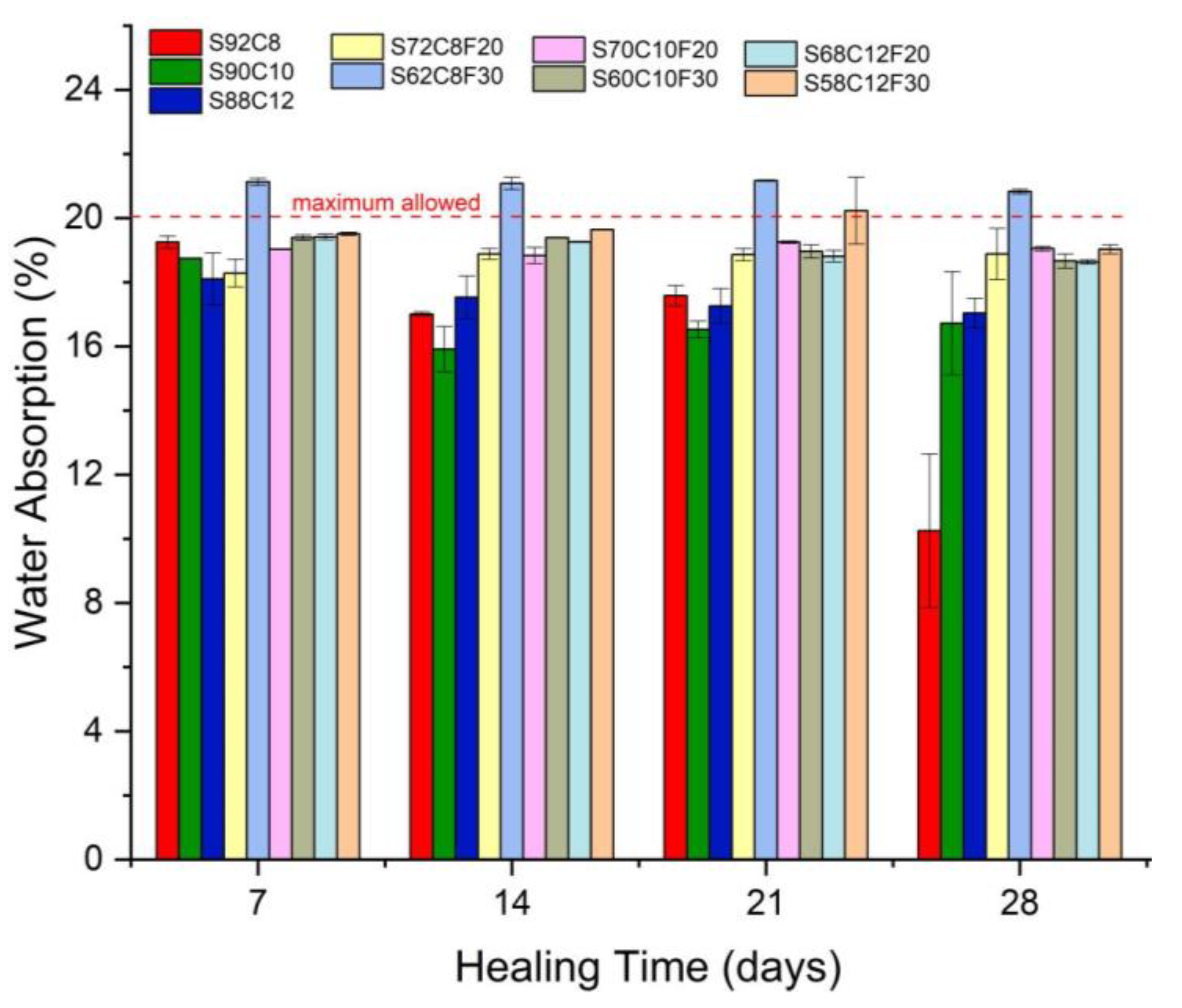
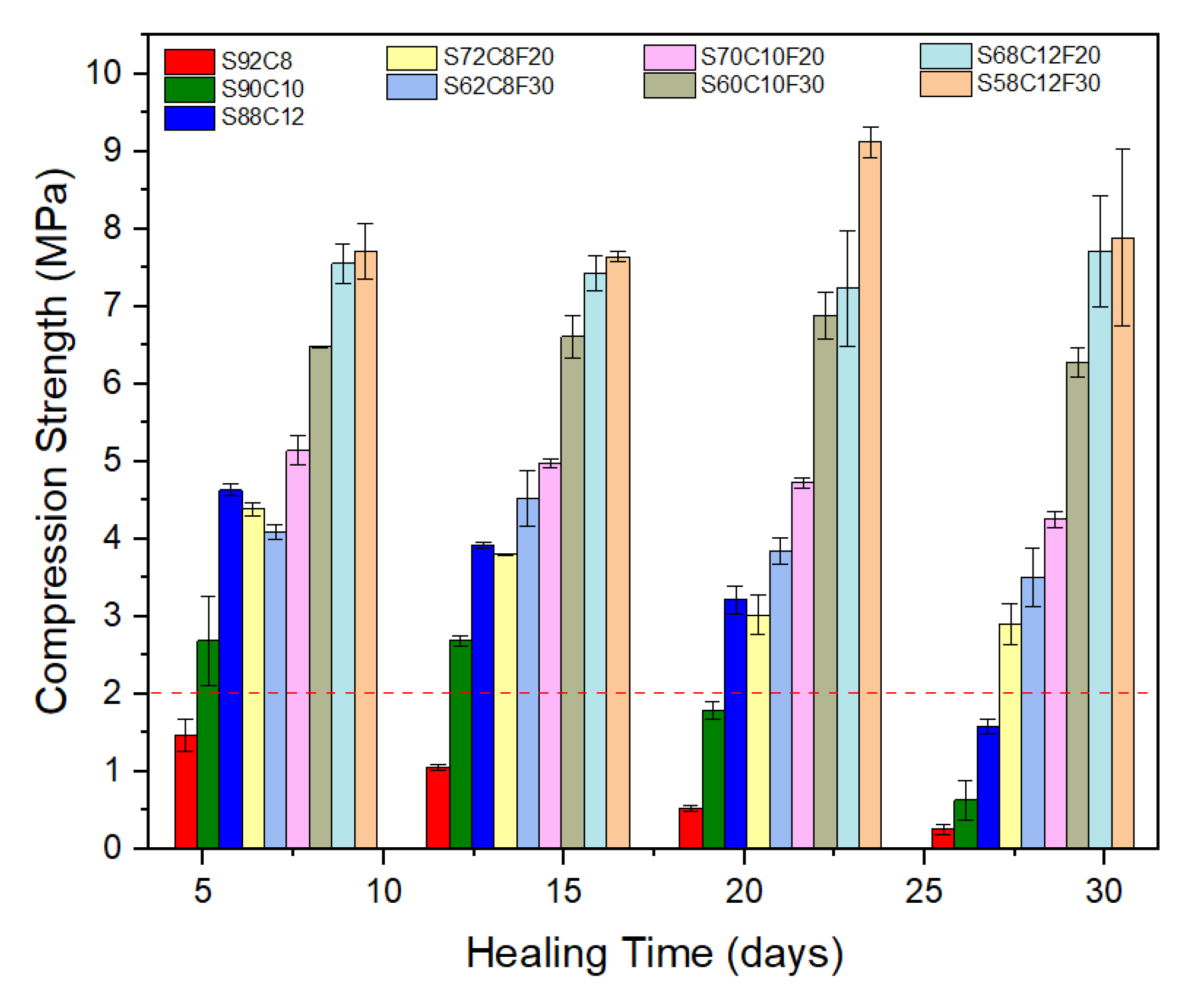
3.2. Technological Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- D’Agostino, R.; Portal G1. STF Proíbe em Todo o País Produção, Venda e uso de Materiais com Amianto. TV Globo, Brasília. 2017. Available online: https://g1.globo.com/politica/noticia/stf-proibe-em-todo-o-pais-producao-comercializacao-e-uso-de-materiais-com-amianto.ghtml (accessed on 7 October 2022).
- Borges, H.B.; Fernandes, V. The use of asbestos in Brazil: The clash of two rationalities in the supreme federal court. Ambiente Soc. 2014, 17, 189–208. [Google Scholar]
- Algranti, E.; Ramos-Bonilla, J.P.; Terracini, B.; Santana, V.S.; Comba, P.; Pasetto, R.; Mazzeo, A.; Cavariani, F.; Trotta, A.; Marsili, D. Reviews and Perspectives: Prevention of Asbestos Exposure in Latin America within a Global Public Health Perspective. Ann. Glob. Health 2019, 85, 49. [Google Scholar] [CrossRef] [Green Version]
- Stenzel, R.; Portal uol. Eternit Deixará de Usar Amianto em Fabricação de Telhas até 2018. Reuters Bras. 2017. Available online: https://economia.uol.com.br/noticias/reuters/2017/11/28/eternit-deixara-de-usar-amianto-em-fabricacao-de-telhas-ate-2018.htm. (accessed on 7 October 2022).
- Rocha, D.L.; Tambara, L.U.D., Jr.; Marvila, M.T.; Pereira, E.C.; Souza, D.; Azevedo, A.R.G. A Review of the Use of Natural Fibres in Cement Composites: Concepts, Applications and Brazilian History. Polymers 2022, 14, 2043. [Google Scholar] [CrossRef]
- AISS. Amianto: Rumo ao Banimento Blobal; Associação Internacional da Seguridade Social. Departamento de publicações da Federação Nacional das Caixas de Segurança contra os Acidentes de Trabalho na Indústria: Curitiba, Brasil, 2006. Available online: https://ww1.issa.int/pdf/prevention/amiante-portuguais.pdf (accessed on 23 August 2022).
- Gowthaman, S.; Nakashima, K.; Kawasaki, S. A state-of-the-art review on soil reinforcement technology using natural plant fibre materials: Past findings, present trends and future directions. Materials 2018, 11, 553. [Google Scholar] [CrossRef] [Green Version]
- Botero, E.; Ossa, A.; Sherwell, G.; Ovando-Shelley, E. Stress-strain behavior of a silty soil reinforced with polyethylene terephthalate (PET). Geotext. Geomembr. 2015, 43, 363–369. [Google Scholar] [CrossRef]
- Tassew, S.T.; Lubell, A.S. Mechanical properties of glass fibre reinforced ceramic concrete. Constr. Build. Mater. 2014, 51, 215–224. [Google Scholar] [CrossRef]
- Castilho, T.W.; Rodrigues, R.A.; Lodi, P.C. Use of Recycled Polyethylene Terephthalate Strips in Soil Improvement. Geotech. Geol. Eng. 2021, 39, 5943–5955. [Google Scholar] [CrossRef]
- Oluremi, J.R.; Adedokun, S.I.; Yohanna, P.; Fadiran, D.A.; Azeez, I.O. Evaluation of compacted laterite soil admixed with cement and hair fibres as road construction material. J. Engg. Res. 2020, 8, 55–71. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Balogun, O.A.; Romanovski, V.; Danso, H.; Ademati, A.O.; Adetula, Y.V. Recycling of synthetic waste wig fibre in the production of cement-adobe for building envelope: Physio-hydric properties. Environ. Sci. Pollut. Res. 2022, 29, 34075–34091. [Google Scholar] [CrossRef]
- Elbaz, Y.; Arab, M.G.; Omar, M. Effect of Macro-Synthetic Fibres on Treated Sandy Soil with Alkali Activated Binders. In Geo-Congress; ASCE: Reston, VA, USA, 2022; pp. 615–623. [Google Scholar]
- Brasse, K.; Tracz, T.; Zdeb, T. The Effect of the Type and Amount of Synthetic Fibres on the Effectiveness of Dispersed Reinforcement in Soil-Cements. Materials 2020, 13, 3917. [Google Scholar] [CrossRef] [PubMed]
- Tang, Q.; Shi, P.; Zhang, Y.; Liu, W.; Chen, L. Strength and Deformation Properties of Fibre and Cement Reinforced Heavy Metal-Contaminated Synthetic Soils. Adv. Mater. Sci. Eng. 2019, 2019, 5746315. [Google Scholar] [CrossRef] [Green Version]
- Ige, O.; Danso, H. Physico-mechanical and thermal gravimetric analysis of adobe masonry units reinforced with plantain pseudo-stem fibres for sustainable construction. Constr. Build. Mater. 2021, 273, 121686–121695. [Google Scholar] [CrossRef]
- Raavi, S.S.D.; Tripura, D.D. Predicting and evaluating the engineering properties of unstabilized and cement stabilized fibre reinforced rammed earth blocks. Constr. Build. Mater. 2020, 262, 120845–120857. [Google Scholar] [CrossRef]
- Salih, M.M.; Osofero, A.I.; Imbabi, M.S. Constitutive models for fibre reinforced soil bricks. Constr. Build. Mater. 2020, 240, 117806–117826. [Google Scholar] [CrossRef]
- Araya-Letelier, G.; Concha-Riedel, J.; Antico, F.C.; Valdés, C.; Cáceres, G. Influence of natural fibre dosage and length on adobe mixes damage-mechanical behavior. Constr. Build. Mater. 2018, 174, 645–655. [Google Scholar] [CrossRef]
- Ospina, D.; Villegas, V.E.; Leguizamón, G.R.; Rondón-Lagos, M. Analyzing biological and molecular characteristics and genomic damage induced by exposure to asbestos. Cancer Manag. Res. 2019, 11, 4997–5012. [Google Scholar] [CrossRef] [Green Version]
- ATHERNIT. FAQ (Perguntas Frequentes): Qual o Prazo de Validade e Garantia da Telha? Available online: https//www.eternit.com.br/faq/ (accessed on 7 October 2022).
- Andreola, F.; Barbieri, L.; Lancellotti, I.; Leonelli, C.; Manfredini, T. Recycling of industrial wastes in ceramic manufacturing: State of art and glass case studies. Ceram. Int. 2016, 42, 13333–13338. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials—A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- ETERNIT. Catálogo Técnico—Telhas de Fibrocimento CRFS (Cimento Reforçado com Fibras Sintética). 2020/21. Available online: https://www.eternit.com.br/wp-content/uploads/2019/10/ETE08220_Cat%C3%A1logo-Fibrocimento-Revis%C3%A3o-2020_B.pdf (accessed on 23 August 2022).
- PROJETO EELA. Cerâmica Vermelha—Projeto EELA No Brasil; Mauricio, F.H., Jr., e Joaquim, A.P., Eds.; INT/MCTIC: Rio Janeiro, Brazil, 2017; 135p. [Google Scholar]
- ABNT. NBR 6457; Soil Samples—Preparation for Compaction Tests and Characterisation Tests. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2016.
- ABNT. NBR 6459; Soil—Determination of Liquidity Limit. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2017; 5p.
- ABNT. NBR 7180; Soil—Determination of Plasticity Limit. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2016; 3p.
- ABNT. NBR 8492; Soil-Cement Brick—Dimensional Analysis, Compressive Strength Determination and Water Absorption—Test Method. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2013; 4p.
- ABNT. NBR 10836; Soil-Cement Block—Dimensional Analysis, Compressive Strength Determination and Water Absorption—Test Method. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2016; 3p.
- Netto, R.d.C.B. Ceramic Tests; SENAI-SP Editora: São Paulo, Brazil, 2019; 448p. [Google Scholar]
- Santos, G.R. Characterization of Clays in the Municipalities of Sidrolândia and Rio Verde in Mato Grosso/MS. Master’s Thesis, Universidade Federal de Mato Grosso do Sul, Campo Grande, Brazil, 2007. [Google Scholar]
- Grun, E. Caracterização de Argilas Provenientes de Canelinha/SC e Estudo de Formulações de Massa Cerâmicas. Master’s Thesis, Universidade do Estado Santa Catarina, Joinville, Brazil, 2007. [Google Scholar]
- Leite, S.Q.M.; Colodete, C.H.A.; Dieguez, L.C.; San Gil, R.A.S. Extração de ferro de esmectita brasileira com emprego do método ditionito-citrato-bicarbonato. Química Nova 2000, 23, 297–302. [Google Scholar] [CrossRef] [Green Version]
- Brito, I.P.; Almeida, E.P.; Neves, G.A.; Menezes, R.R.; Silva, V.J.; Santana, L.N.L. Assessment of new clay deposits of Paraíba State for application as ceramic raw materials. Ceramica 2015, 61, 391–398. [Google Scholar] [CrossRef]
- ABNT. NBR 7175; Cal Hidratada para Argamassas: Requisitos. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2003; 4p.
- Sales, J.C.; Morais, J.E.V.; Sancho, E.O.; Ferreira, A.C.; Nascimento, J.P.C.; Castro, A.J.N.; Guimarões, G.F.; Sombra, A.S.B.; Braga, W.A. The Clay for Producing Red Ceramic in Northeastern Brasil. In Proceedings of the 60° Congresso Brasileiro de Cerâmica, São Paulo, Brazil, 15–18 May 2016. [Google Scholar]
- Zauberas, R.T.; Riella, H.G. Firing Defects Caused by Quartz in Monoporozas. Cerâmica Ind. 2001, 6, 40–45. [Google Scholar]
- Aguiar, M.C.; Borlini, M.C. Estudos de Caracterização de Argilas do Vale do Mulembá visando contribuir para a Sustentabilidade da Confecção de Panelas de Barro do Espírito Santo. In XVII Jornada de Iniciação Científica—CETEM; Anais CETEM/MCT: Rio de Janeiro, Brazil, 2009. [Google Scholar]
- Batista, M.A.; Costa, A.C.S.; Bigham, J.M.; Paesano, A., Jr.; Berndt, G.; Inoue, T.; Nonaka, A.G. Etructural and Magnetic Characterization of Maghemites Prepared from A1-Substituted Magnetites. Rev. Bras. Ciência Solo 2013, 46, 1569–1575. [Google Scholar] [CrossRef] [Green Version]
- Guimarães, B.M.; Prati, C.; Duarte, M.A.H.; Bramante, C.M.; Gandolfi, M.G. Physicochemical properties of calcium silicate-based formulations MTA repair HP and MTA vitalcem. J. Appl. Oral Sci. 2018, 26, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Leite, F.H.G. Isolação Térmica Usando Resíduo Lama de Cal. Master’s Thesis, Engenharia e Ciências dos Materiais—Universidade Estadual do Norte Fluminense Darcy Ribeiro, Rio de Janeiro, Brazi, 13 September 2018. [Google Scholar]
- ABNT. NBR 10833; Manufacture of Brick and Block of Soil-Cement with Use of a Manual or Hydraulic Brickmaking Machine —Procedure. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2013; 3p.
- Almeida, K.S.; Soares, R.A.L.; Matos, J.M.E. Characterization of clay deposit in the central region of piauí for use in the ceramic industry. Rev. Matéria 2020, 25, 1–13. [Google Scholar] [CrossRef]
- Kaljuvee, T.; Stub, I.; Húlan, T.; Uibu, M.; Einard, M.; Traksmaa, R.; Viljus, M.; Jefimova, J.; Trikkel, A. Thermal Behavior of Ceramic Bodies Based on Estonian Clay from the Arumetsa Deposit with Oil Shale Ash and Clinker Dust Additives. Processes 2022, 10, 46. [Google Scholar] [CrossRef]
- Murmu, A.L.; Patel, A. Towards sustainable bricks production: An overview. Constr. Build. Mater. 2018, 165, 112–125. [Google Scholar] [CrossRef]
- Ruviaro, A.S.; Taylana, L.S.; Scolaro, P.; Matos, P.R.; Pelisse, F.J. Use of calcined water treatment plant sludge for sustainable cementitious composites production. Clean. Produc. 2021, 327, 129484. [Google Scholar]
- Santos, P.d.S. Tecnologias das Argilas; Editora Edgard Blücher: São Paulo, Brazil, 1989; Volume 1. [Google Scholar]
- Chindaprasirt, P.; Jamsawang, P.; Sukontasukkul, P.; Jongpradist, P.; Likitlersuang, S. Comparative mechanical performances of cement-treated sand reinforced with fibre for road and pavement applications. Transp. Geotech. 2021, 30, 100626. [Google Scholar] [CrossRef]
- ABNT. NBR 8491; Soil-Cement Brick—Requirements. Brazilian Association of Standards and Techniques (ABNT): São Paulo, Brazil, 2012; 5p.
- Ng, K.S. Tensile Behavior of Fibre Reinforced Cemented Soil: A Short Review. AIP Conf. Proceeding 2018, 2020, 020001. [Google Scholar]
- Saygili, A.; Dayan, M. Freeze-thaw behavior of lime stabilized clay reinforced with silica fume and synthetic fibres. Cold Reg. Sci. Technol. 2019, 161, 107–114. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Subtitle | Clay (S) | Cement (C) | Fiber Cement Powder (F) |
|---|---|---|---|
| S92C8 | 92% | 8% | ─ |
| S72C8F20 | 72% | 20% | |
| S62C8F30 | 62% | 30% | |
| S90C10 | 90% | 10% | ─ |
| S70C10F20 | 70% | 20% | |
| S60C10F30 | 60% | 30% | |
| S88C12 | 88% | 12% | ─ |
| S68C12F20 | 68% | 20% | |
| S58C12F30 | 58% | 30% |
| Samples | % Weight | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | K2O | TiO2 | MgO | CaO | SO3 | Others | PF | |
| Clay | 49.39 | 20.88 | 12.72 | 2.19 | 2.13 | 1.73 | 1.11 | - | 0.52 | 9.30 |
| Fibrocement | 13.17 | 2.87 | 4.00 | 0.72 | 0.40 | 1.61 | 74.28 | 2.40 | 0.44 | - |
| Sample | Liquid Limit (LL) | Plastic Limit (LP) | Plasticity Index (PI) |
|---|---|---|---|
| % | % | % | |
| Clay | 39.67 | 25.01 | 14.66 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carvalho, A.A.d., Jr.; Leite, K.d.S.; Matos, J.M.E.d. Passive of CRFS Technology in Soil-Cement Application. Sustainability 2023, 15, 5562. https://doi.org/10.3390/su15065562
Carvalho AAd Jr., Leite KdS, Matos JMEd. Passive of CRFS Technology in Soil-Cement Application. Sustainability. 2023; 15(6):5562. https://doi.org/10.3390/su15065562
Chicago/Turabian StyleCarvalho, Antônio Alves de, Jr., Kelson de Sousa Leite, and José Milton Elias de Matos. 2023. "Passive of CRFS Technology in Soil-Cement Application" Sustainability 15, no. 6: 5562. https://doi.org/10.3390/su15065562
APA StyleCarvalho, A. A. d., Jr., Leite, K. d. S., & Matos, J. M. E. d. (2023). Passive of CRFS Technology in Soil-Cement Application. Sustainability, 15(6), 5562. https://doi.org/10.3390/su15065562