




Sustainable Approach to Metal Coin Canceling Methods, Using 3D Modeling and Finite Element Method Analysis


Abstract
:1. Introduction
1.1. Coin Minting and Withdrawal
1.2. Coin Canceling
2. Using of 3D Modeling and FEM Analysis in Coinage Field
3. Computing the Virtual Model
4. Finite Element Model, Analysis and Simulation
5. Results and Discussion
6. Conclusions
- -
- The withdrawal of more than 80% issued nickel coins and their canceling and metal recycling, even during wartime, can be considered today as a sustainable procedure for that time;
- -
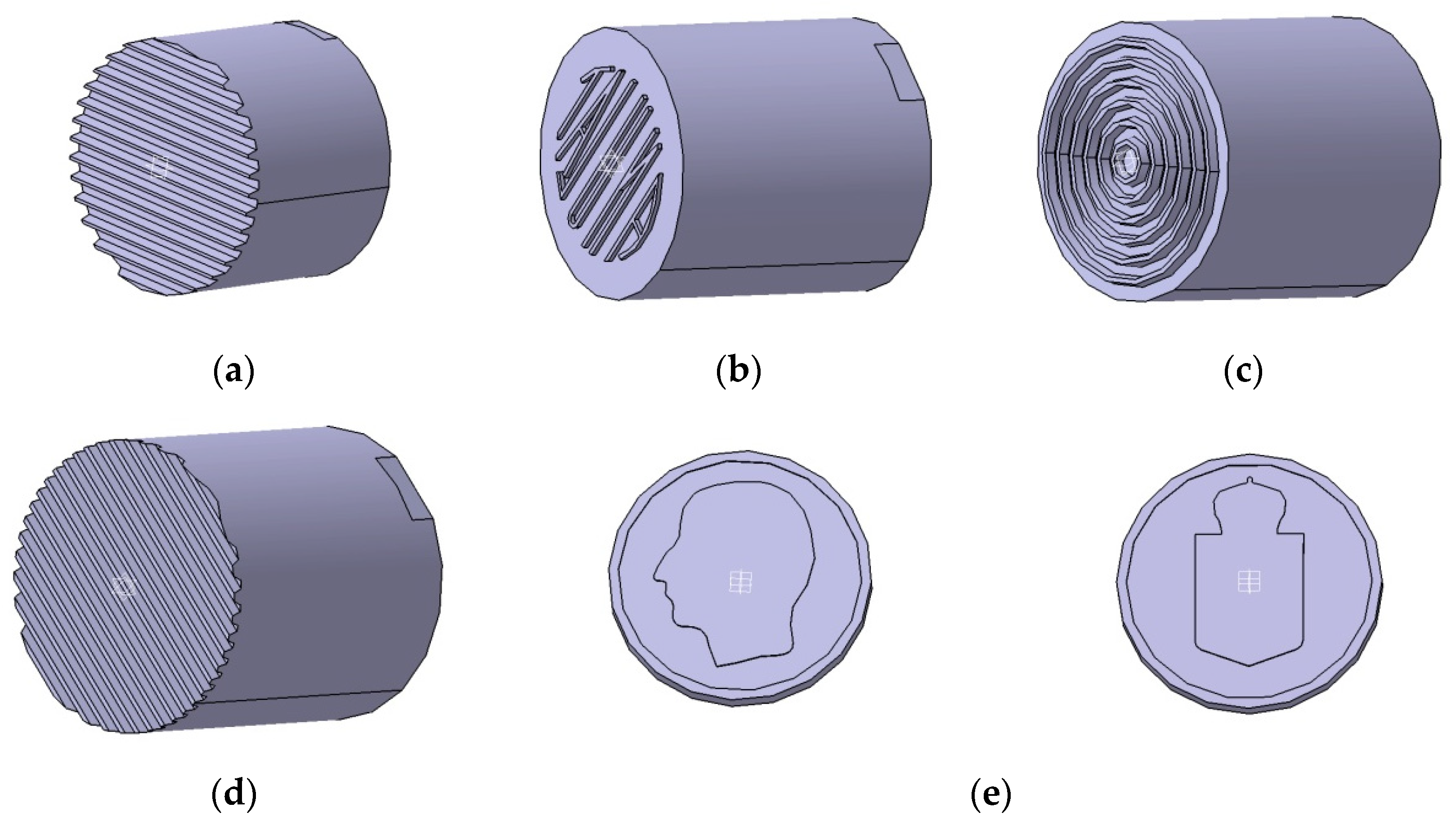
- The three studied models indicate that the coin canceling was carried out using different types of pressing machines. These generated different loads, not necessarily well adapted to the applied canceling method;
- -
- The research reveals that the similar applied pattern used for both coin faces assured a longer die lifetime, and the different patterns used on the coin faces led to the destruction of overloaded dies;
- -
- The improper mating and usage of canceling dies resulted in defects being impressed on the resulting pieces. These defects are closely related to those described by other authors for properly struck coins.
- -
- It was found that it is easier to relate the impressed canceling pattern to the adequate value estimation for the resulting piece;
- -
- By the proposed sustainable approach, this paper obtained results which are useful in further research on other different metal coin canceling and recycling techniques, as well as for establishing the market value of the pieces;
- -
- The research based on the finite element analysis presented in this paper offers flexibility regarding the inputs (striking loads, materials of the coins and dies, discretization), but also there are some limitations to be improved regarding the geometrical modeling, given the size and the detailed complexity of the studied coins.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhong, W.; Liu, Y.; Hu, Y.; Li, S.; Lai, M. Research on the Mechanism of Flash Line Defect in Coining. Int. J. Adv. Manuf. Technol. 2012, 63, 939–953. [Google Scholar] [CrossRef]
- Alexandrino, P.; Leitão, P.J.; Alves, L.M.; Martins, P.A.F. Finite Element Design Procedure for Correcting the Coining Die Profiles. Manuf. Rev. 2018, 5, 3. [Google Scholar] [CrossRef]
- Xu, J.P.; Liu, Y.Q.; Li, S.Q.; Wu, S.C. Fast Analysis System for Embossing Process Simulation of Commemorative Coin–CoinForm. Comput. Model. Eng. Sci. 2008, 38, 201–215. [Google Scholar]
- Buzdugan, G.; Luchian, O.; Oprescu, C.C. Romanian Coins and Banknotes; Editura Sport Turism: Bucureşti, Romania, 1977; pp. 256–259. [Google Scholar]
- Finance Ministry. National Mint, Ten Years of Activity; Monitorul Oficial şi Imprimeriile Statului: Bucureşti, Romania, 1945; pp. 81–87.
- Petean, I.; Paltinean, G.A.; Taut, A.C.; Avram, S.E.; Pripon, E.; Barbu Tudoran, L.; Borodi, G. Ag and Sn Implications in 3-Polker Coins Forgeries Evidenced by Non destructive Methods. Materials 2023, 16, 5809. [Google Scholar] [CrossRef] [PubMed]
- Dabija, D.-C.; Csorba, L.M.; Isac, F.-L.; Rusu, S. Managing Sustainable Sharing Economy Platforms: A Stimulus–Organism–Response Based Structural Equation Modelling on an Emerging Market. Sustainability 2023, 15, 5583. [Google Scholar] [CrossRef]
- Petean, I.; Paltinean, G.A.; Pripon, E.; Borodi, G.; Barbu Tudoran, L. Silver Depreciation in 3-Polker Coins Issued during 1619–1627 by Sigismund III Vasa King of Poland. Materials 2022, 15, 7514. [Google Scholar] [CrossRef] [PubMed]
- Krause, C.; Mishler, C. Standard Catalog of World Coins; Krause Publications: Iola, KS, USA, 2001. [Google Scholar]
- Snyder, B. World Mints Deface Coins with “Waffle Designs”. Mint Errors News 2004, 5, 10. [Google Scholar]
- de Olivier, F.; Michel, P. Euro 4, Monnaies et Billets; Edition Les Chevau-Lègers: Paris, France, 2007; p. 205. [Google Scholar]
- Coin World. Available online: https://www.coinworld.com/news/us-coins/canceled-coins-can-sometimes-return-to-the-co.html (accessed on 15 December 2023).
- Error-Ref. Available online: https://www.error-ref.com/canceled-waffled/ (accessed on 20 September 2023).
- Romanian Government. The Official Monitor of Romania; Monitorul Oficial şi Imprimeriile Statului: Bucureşti, Romania, 1941; No. 189; Part I; pp. 4708–4709.
- Romanian Coins. Available online: https://romaniancoins.org/ (accessed on 20 September 2023).
- Brekelmans, W.A.M.; Mulders, L.H.G.; Ramaekers, J.A.H. The Coining Process: Analytical Simulations Evaluated. CIRP Ann. Manuf. Technol. 1988, 37, 235–238. [Google Scholar] [CrossRef]
- Catalogue Euro. Coins and Banknotes; Leuchtturm Albenverlag GmbH & Co. KG: Geesthacht, Germany, 2019; p. 529. [Google Scholar]
- Xu, J.P.; Khan, K.A.; Sayed, T.E. A Novel Method to Alleviate Flash-Line Defects in Coining Process. Precis. Eng. 2012, 37, 389–398. [Google Scholar] [CrossRef]
- Li, Q.; Zhong, W.; Liu, Y.; Zhang, Z. A New Locking-Free Hexahedral Element with Adaptive Subdivision for Explicit Coining Simulation. Int. J. Mech. Sci. 2017, 128–129, 105–115. [Google Scholar] [CrossRef]
- Keran, Z.; Kondic, Z.; Piljec, P.; Runje, B. Accuracy of Model Force Prediction in Closed Die Coining Process. J. Mech. Eng. 2018, 64, 225–232. [Google Scholar]
- Peng, Y.; Xu, J.; Wang, Y. Predictions of Stress Distribution and Material Flow in Coining Process for Bi-Material Commemorative Coin. Mater. Res. Express 2022, 9, 066505. [Google Scholar] [CrossRef]
- Huang, T.-C.; Ho, C.-T. Are Customers Always Right? The Importance of Sincerity and Keenness in Creating Retail Sustainable Development. Sustainability 2023, 15, 5579. [Google Scholar] [CrossRef]
- Arndt, C.; Crusenberry, C.; Heng, B.; Butler, R.; TerMaath, S. Reduced-Dimension Surrogate Modeling to Characterize the Damage Tolerance of Composite/Metal Structures. Modelling 2023, 4, 485–514. [Google Scholar] [CrossRef]
- Gavrilă, C.C.; Lateş, M.T. 3D Modelling and FEM Analysis on Die Clash Mint Error. IOP Conf. Ser. Mater. Sci. Eng. 2020, 898, 012040. [Google Scholar] [CrossRef]
- Ghionea, I.G. CATIA v5. In Application in Mechanical Engineering; Editura Bren: Bucureşti, Romania, 2009. [Google Scholar]
- Ghionea, I.G. CATIA v5. In Parametric Design and Programming Applications; Editura Printech: Bucureşti, Romania, 2021. [Google Scholar]
- Hilbert, H. Stanzereitechnik; Carl Hanser Verlag: Munchen, Germany, 1938; Volume I, pp. 14+196. [Google Scholar]
- Lee, H.H. Finite Element Simulations with ANSYS Workbench 14. Theory, Applications, Case Studies; Schroff Development Corporation: Mission, KS, USA, 2012. [Google Scholar]
- Geru, N.; Chircă, D.; Bane, M.; Ripoşan, I.; Marin, M.; Coşmeleaţă, G.; Biolaru, T. Metallic Materials. Structure, Properties, Uses; Editura Tehnică: Bucureşti, Romania, 1985. [Google Scholar]
- Romanovski, V.P. Stamping and Cold Molding; Editura Tehnica: Bucureşti, Romania, 1970; pp. 427–428. [Google Scholar]
- Iliescu, C.; Tureac, O. Cold Pressing Technology; Editura Universităţii: Braşov, Romania, 1987; pp. 262–267. [Google Scholar]
- Gavrilă, C.C.; Lateş, M.T. 3D Modelling and FEM Analysis on Holed Metal Coin Striking Die Mint Error. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1256, 012001. [Google Scholar] [CrossRef]
- Gavrilă, C.C.; Lateş, M.T. 3D Modelling and FEM Analysis on Metal Coin Edge Punching Error. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1169, 012006. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coin Nominal Value | Year | Issued Pieces | Withdrawn Pieces | Remaining Pieces 1 |
|---|---|---|---|---|
| 50 lei | 1937 | 12,000,000 | 16,731,147 | 3,268,853 |
| 1938 | 8,000,000 | |||
| 100 lei | 1936 | 16,750,000 | 17,030,101 | 2,969,899 |
| 1938 | 3, 250,000 |
| The Canceling Dies | Contact Pressure, MPa | Penetration in the Material, mm | ||
|---|---|---|---|---|
| Coin Obverse Canceling Die | Coin Reverse Canceling Die | Coin Obverse Canceling Die | Coin Reverse Canceling Die | |
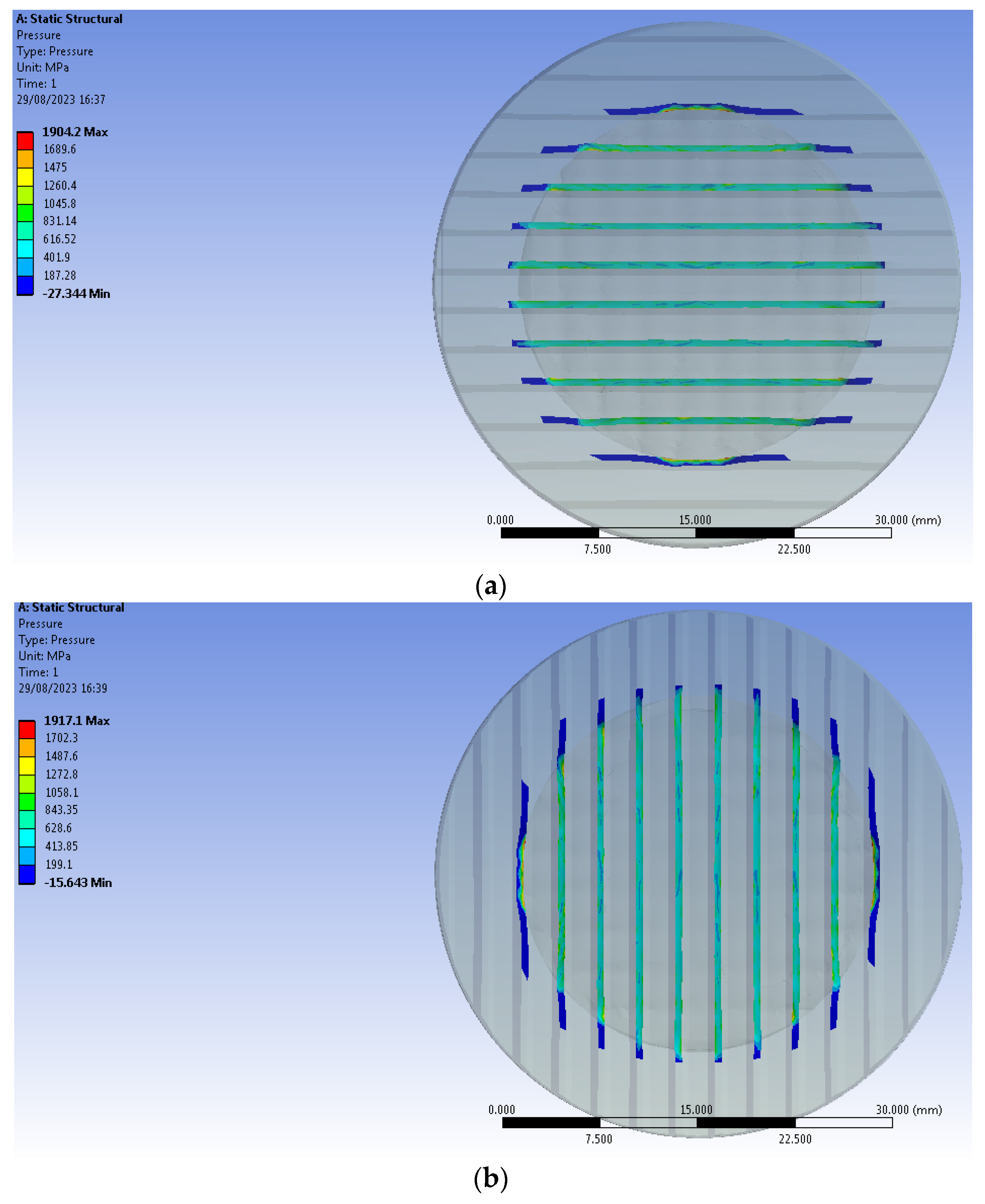
| On both faces, parallel lines | 1904.2 | 1917.1 | 0.00010705 | 0.0001047 |
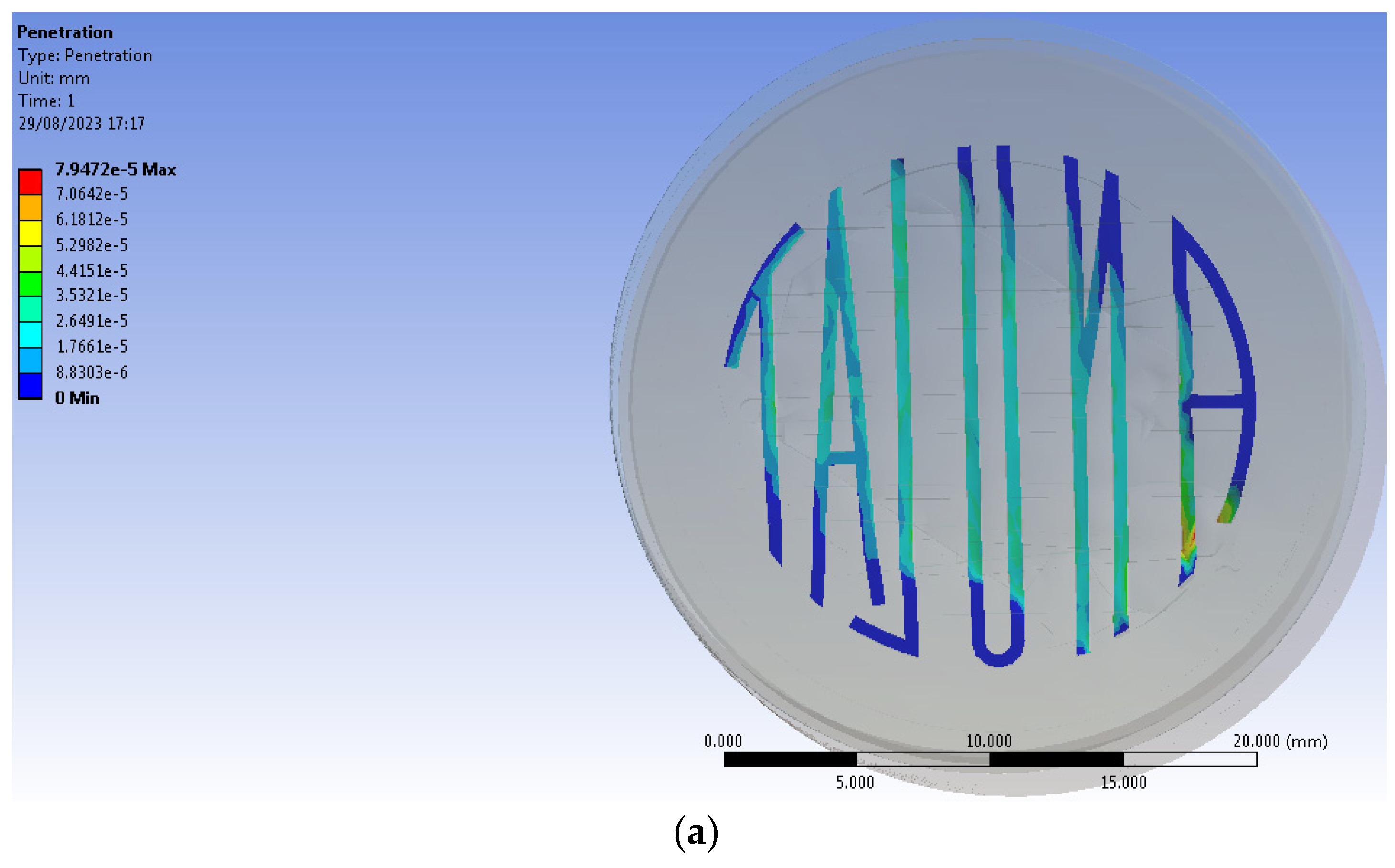
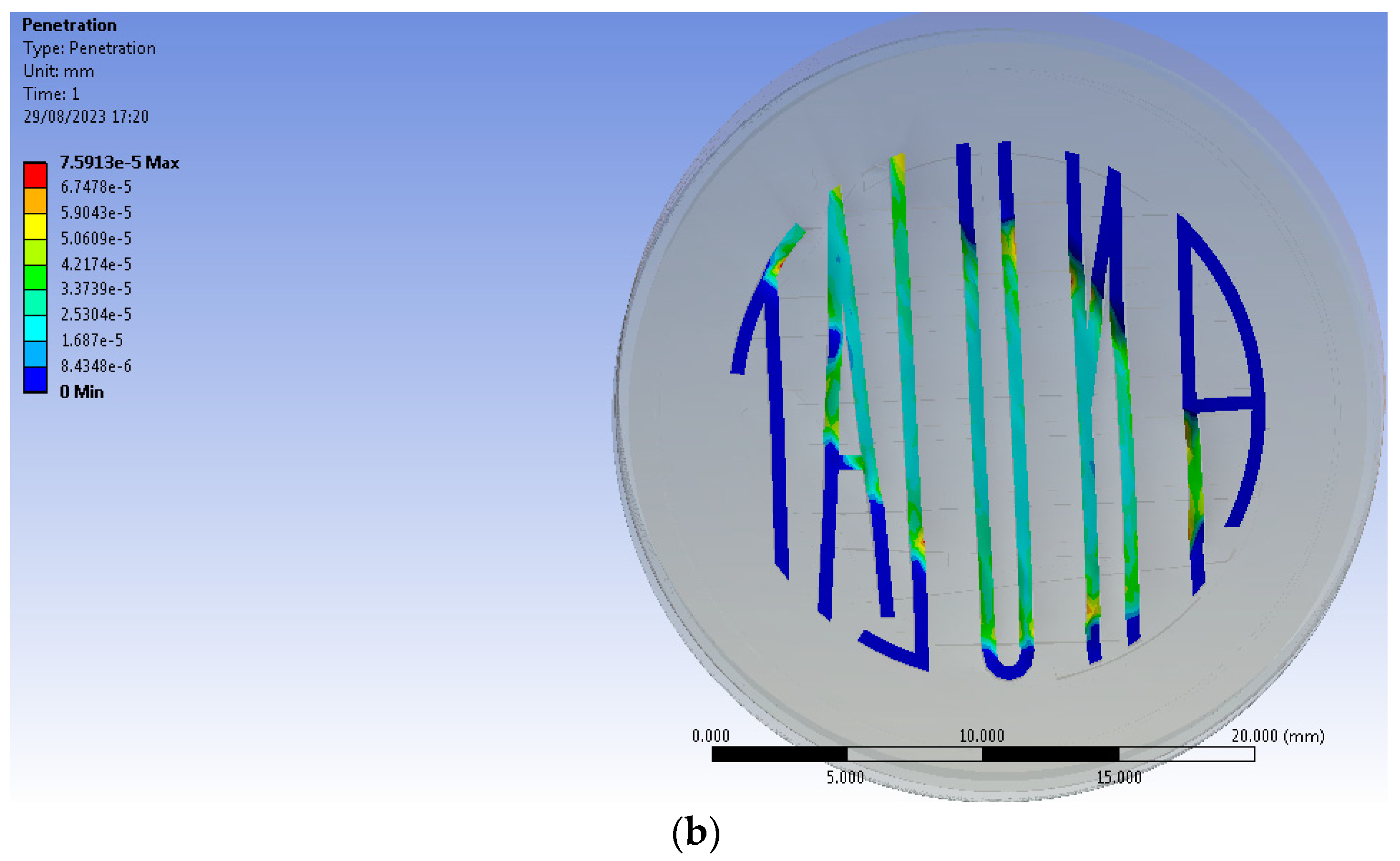
| On both faces, the inscription “ANULAT” | 3543 | 3412.3 | 0.000079472 | 0.000075913 |
| Concentric circles on coin obverse combined with fine parallel lines on coin reverse | 999.05 | 695.81 | 0.000024889 | 0.000016272 |
| The Canceling Dies | Contact Pressure, MPa | Penetration in the Material, mm | ||
|---|---|---|---|---|
| Coin Obverse Canceling Die | Coin Reverse Canceling Die | Coin Obverse Canceling Die | Coin Reverse Canceling Die | |
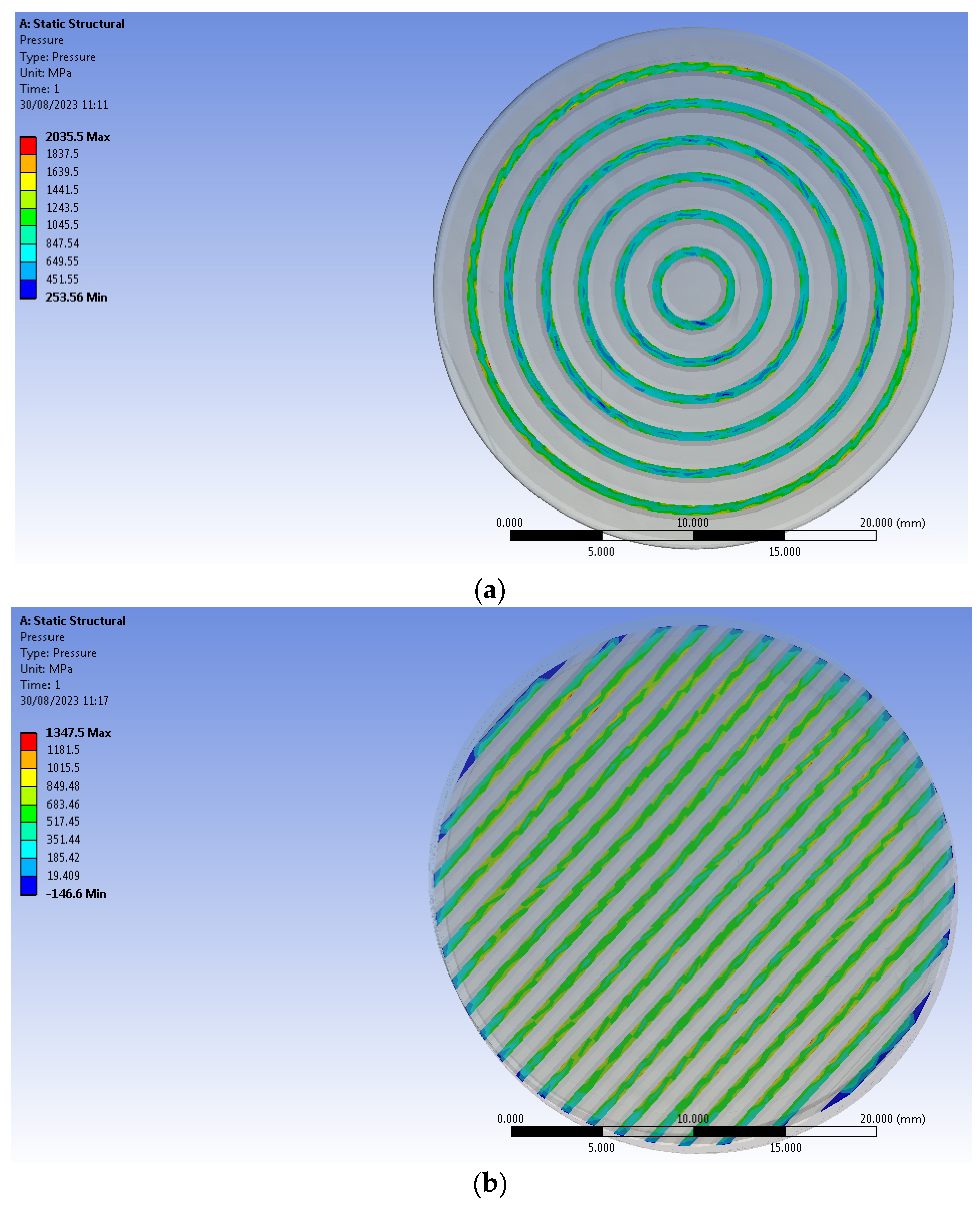
| Concentric circles on coin obverse combined with fine parallel lines on coin reverse | 2035.5 | 1347.5 | 0.000050711 | 0.000031489 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gavrilă, C.C.; Lateş, M.T.; Grebenişan, G. Sustainable Approach to Metal Coin Canceling Methods, Using 3D Modeling and Finite Element Method Analysis. Sustainability 2024, 16, 2322. https://doi.org/10.3390/su16062322
Gavrilă CC, Lateş MT, Grebenişan G. Sustainable Approach to Metal Coin Canceling Methods, Using 3D Modeling and Finite Element Method Analysis. Sustainability. 2024; 16(6):2322. https://doi.org/10.3390/su16062322
Chicago/Turabian StyleGavrilă, Cornel Cătălin, Mihai Tiberiu Lateş, and Gavril Grebenişan. 2024. "Sustainable Approach to Metal Coin Canceling Methods, Using 3D Modeling and Finite Element Method Analysis" Sustainability 16, no. 6: 2322. https://doi.org/10.3390/su16062322
APA StyleGavrilă, C. C., Lateş, M. T., & Grebenişan, G. (2024). Sustainable Approach to Metal Coin Canceling Methods, Using 3D Modeling and Finite Element Method Analysis. Sustainability, 16(6), 2322. https://doi.org/10.3390/su16062322