1. Introduction
Over the past century, scientists and environmental regulators have focused on particulate matter (PM) as one of the major areas of air pollution study and control.
Particulate matter is released as particles and includes ash, dust or rapidly agglomerating aerosols from various industrial processes via stack emissions to air [
1]. The main sources of particulate include the combustion of coal, oil, gasoline/petrol, diesel, wood, biomass and high temperature industrial processes, such as smelters and steel mills.
The composition of particulate matter is highly variable and may include substances such as sulfates, nitrates, hydrogen ions, ammonium, elemental carbon, silica, alumina, organic compounds, trace elements, trace metals, particle bound water and biogenic organic species [
2].
The subject of particulate continuous emission monitoring to satisfy regulatory requirements is of relatively new interest as a result of recent changes in legislation. With the advent of emission limits defined in terms of mass concentration (expressed in mg/m
3), instead of in terms of color or opacity as in the past, the issue of continuous particulate monitoring has become a new and growing regulatory requirement [
3].
Operators of industrial stacks use continuous particulate monitoring instrumentation for a variety of process and environmental purposes: (i) to provide better feedback on a process, (ii) to provide continuous control, (iii) to satisfy environmental legislation. Therefore, particulate emission monitoring can be categorized by the quality and type of information provided.
Gross failure detection or broken bag detection is the simplest form of particulate monitoring since it is just a qualitative monitoring. An alarm is activated to detect a significant increase of particulate loading, indicating a filter failure. Instruments used for filter failure detection do not necessarily need to be accurate, nor have the sensitivity to measure dust levels in normal conditions. In these cases, there is no regulatory need to calibrate the instrument since the output is in terms of a relative dust output rather than an absolute level. Units of measurement are usually a percentage of full scale or a factor of normal emissions [
4].
For concentration measurements in mg/m3 aimed at assessing the compliance with the relevant directives, the absolute level of particulate is the issue of critical importance and the instrument must provide a calibrated output on a continuous basis. Calibration gives in situ continuous emission monitors the ability to monitor particulate in absolute terms. It consists of isokinetic or gravimetric sampling in which a sample of flue gas is collected and weighed.
Particulate emission monitoring is a challenging technical field, not only because of the specific accuracy and performance of particulate monitors, but also due to the harsh environment in which they must continuously operate.
Several studies available in literature focus on in-field tests of commercially available particulate matter continuous emission monitoring systems (PM CEMS) in industrial applications. Since the adoption of a technology should be driven by its effectiveness and value in the targeted application, the aim of the present paper is to provide a comparative analysis of the currently available technologies for measuring particulate releases to atmosphere. To do this, after a description of the relevant legislation, an overview of the main industrial stationary sources and a description of the main types of sampling systems offered by manufacturers are presented. The techniques most commonly used for particulate monitoring are opacity, dynamic opacity, light scattering, beta attenuation, triboelectric and electrodynamic.
3. Overview of Stationary Emission Sources
Major stationary sources, such as electric power plants, oil processing plants, cement production plants, and municipal waste combustors, pose several environmental problems, also in terms of dust emission. In addition, continuous monitoring systems at these sources often work in arduous operating conditions. This fact makes it important to understand the nature and concentration of the emitted dust.
Therefore, this paragraph provides an overview of the main stationary industrial emission sources and a description of emitted particulate matter features. In terms of particulate emissions, one of the most problematic processes in the petroleum refining chain is the fluid catalytic cracking (FCC) of heavier fractions, because of their higher hetero-atom concentration, metal contents and coking tendency. Fluid catalytic cracking (FCC) is used in the oil refining industry to convert heavy fractions to lighter products. Several process and catalyst innovations have been made to tackle the above-mentioned problems. A new generation of FCC catalyst technology has emerged with tailor-made catalysts for higher structural stability and attrition strength, more complete CO combustion during regeneration, reducing SO
x emissions from FCC stacks [
5,
6].
Loss of catalyst is a major source of dust emission in FCC sections. The catalyst used in the FCC process is produced in the form of fine powder usually below 180 μm. It comprises of 5%–40% zeolite in a matrix of alumina, semisynthetic clay derived gel or natural clay [
7]. In their study of the microstructure of FCC, Bass and Ritter [
8] described in great detail the chemical composition and morphology of recently developed catalysts, which are a combination of gel, clay and zeolite.
Loss of catalyst powder has been receiving attention for highly abrasive dust emissions [
9,
10,
11,
12]. The highly abrasive dust produced in FCC is critical for the installation of proper continuous emission monitoring systems. Data on particulate monitoring systems in FCC units are given by Antwerp Total Refinery [
13].
At the Antwerp Total Refinery, both FCC units are operating in partial combustion mode. Part of the coke remains on the catalyst and therefore it is burned and partially converted into CO2 and CO. CO-rich gas passes via cyclones to a downstream boiler where the combustion is completed, generating high pressure steam.
Before 2005, catalyst particles passed the CO boiler unchanged and were emitted via stack to the environment. Since 2005, an electrostatic precipitator (ESP) has been removing the majority of these particles.
For the installation of the ESPs, the refinery installed a PM CEMS for ESP monitoring and legal compliance. The installed PM CEMS was provided by Sick/Maihak (Germany), type FW56-I-Ex. The measurement principle is based on light absorption.
To avoid dust abrasion and deposits, PM CEMS was supplied with flushing air to keep the optical parts free. Since this aspect was proven critical, the system was modified. Currently, air supply to the mirror is independent from that to the transmitter/receiver and each one is equipped with its own flow indicator [
13].
The use of advanced duct monitoring technologies is a high priority also for operators of waste incinerators and much data on the application of PM CEMS for compliance with the particulate emission standard of waste combustors can be found in the literature.
Eli Lilly and Company conducted a demonstration of commercially available PM CEMS on a liquid hazardous waste incinerator at Lilly’s Clinton Labs in Clinton, Indiana. The objective of this demonstration was to evaluate the performance and reliability of PM CEMS in a moisture-saturated flue gas over several months of operation [
14].
The company had the primary objective of determining how to make instrumentation work accurately in their applications. Technical concerns were primarily related to application in a wet flue gas [
15]. The two instruments used in this test were the Sigrist (model KTNRM/SIGAR 4000) and the Groupe Environment S. A. (ESA) Model Beta 5M.
Results showed that the selected PM CEMS required significant, unit-specific operation and development time in order to achieve acceptable calibration. The initial failure of the ESA unit to operate properly supported the need for an initial break-in period. The endurance data for the ESA and Sigrist units were encouraging. Uptime of the ESA and Sigrist monitors were near or above the suggested requirements [
15].
Another field study to evaluate the performance of three commercially available PM CEMS was conducted at the US Department of Energy (DOE) Toxic Substances Control Act (TSCA) Incinerator [
16]. The three monitors were Durag F-904 K beta monitor, The Environment SA Beta 5M (ESA) and Sigrist CTNR extractive light-scattering monitor.
Several important conclusions were drawn from the results of this field study. The light scattering device required only minor maintenance and operated trouble-free throughout the study, while the beta gauge monitors had several operational problems and required a more rigorous maintenance. The beta gauge that reported emissions on a dry basis was particularly hampered with problems arising from condensation formation. Results from this test however establish the suitability of beta gauge technology for monitoring PM emissions from incinerators [
16].
Other types of stationary emission sources are stacks attached to the raw mill, rotary kiln, coal mill, grate cooler, cement mill in a cement plant [
17].
Majority of particulates emitted from cement industry may range from 0.05 to 5.0 μm in diameter [
18]. In both wet and dry process plants with dust control technology, about 85% of escaping particles were less than 10 μm in diameter, while in dry plants having bag houses, about 45% of escaping particles was of 2.5 μm diameter [
19,
20]. The particulate matter contains elemental content (Ca
2+, NO
3−, SO
42−, As, Cd, Co, Cr, Cu, Fe, Mn, Ni, Pb and Zn) of the principal raw materials, products, combustion material from the kiln stack in a cement plant [
21]. Among the elements of environmental concern (As, Cd, Cr, Ni, Pb), As, Cd and Pb showed higher concentration in stack emitted particles [
21]. Another noteworthy characteristic of the aerosol from cement plants is that its size distribution is very stable [
20].
In the steel industry, PM CEMS have been used for providing qualitative information on the operation and maintenance of filter bags, but not so much for the quantitative estimation of emissions [
22]. These plants are considered major sources of PM 10 and PM 2.5 emissions. A significant reduction of particulate emissions of sinter plants, until 5 mg/Nm
3, can be achieved by fabric filters on a continuing basis [
23].
There are studies in the literature for testing the applicability of continuous PM CEMS for quantitative evaluation of steel plants’ emissions. In [
22] different continuous emission monitoring systems for PM were compared in field conditions at a steel melting shop. The tests were performed using four commercially available monitoring instruments based on probe electrification and light scattering. Results of the tests showed that the compared instruments were not suitable for the quantitative estimation of dust emissions in widely varying field conditions. Another problem concerning the use of these monitors in quantitative measurement of emissions was the calibration of continuous PM concentration monitors. PM concentrations below 2 mg/m
3, which predominate in the steel melting shop for most of the time, cannot be measured very reliably [
22].
Coal combustion has been recognized as one of the major sources of fine particulates. Morphological analysis shows that the PM from pulverized coal-fired plant is composed of regular, spherical particles. In contrast, PM from circulating fluidized bed plants consists of particles of various shapes, including agglomerates of spherical, flake-like and floccus-like particles [
24].
Particulate emissions from coal-fired power stations with high efficiency ESPs result in concentration lower than 100 mg/m
3. The size distribution shows that PM 50 constitute 54.7% of total dust, while PM 10 and PM 2.5 respectively 19.9% and 1.3% [
25].
As far as biomass combustion plants are concerned, it has been shown that small combustion boilers for district heating have considerably lower emission values than limits in regulations [
26,
27].
Cyclones and ESP (in larger installations) are used as abatement technologies. It is interesting that emissions are highest for the medium sized boilers [
26]. While smaller boilers (<2 MW) use multi-cyclones only, larger boilers (>2 MW) have to apply ESP to meet the emission limit value (50 mg/Nm
3 for boilers >2 MW). Low emission values of the smallest boilers are most likely because only wood chips are used as fuels, compared to saw dust and wood wastes in medium sized boilers.
Concerning the split of the size category 350 kW–2 MW it can be seen that the average values for boilers in the category 350 kW to 1 MW are approximately 10 mg/Nm
3 lower than those of the category 1 to 2 MW [
26]. Data on PM emissions of the analyzed stationary sources are summarized in
Table 2.
Table 2.
Data on emissions of major stationary sources.
Table 2.
Data on emissions of major stationary sources.
| Process | PM size and concentration | PM composition | PM CEMS | References |
|---|
| FCC—refinery | ~180 μm | 5%–40% zeolite in a matrix of alumina (highly abrasive) | light absorption (critical aspect related to dust abrasion and deposits on optics) | [7,8,13] |
| Cement plants | 0.05–5.0 μm
| Elemental content (Ca2+, NO3−, SO42−, As, Cd, Co, Cr, Cu, Fe, Mn, Ni, Pb, Zn)
Elements of environmental concern (As, Cd, Cr, Ni, Pb) | probe electrification and light scattering (problems with calibration for concentration below 2mg/m3) | [18,21,22] |
| Coal combustion | PM 50 (54.7% )
PM 10 (19.9% )
PM 2.5 (1.3%) | pulverized coal-fired plant: regular, spherical particles
circulating fluidized bed plants: agglomerates of spherical, flake-like and floccus-like particles | - | [24,25] |
| Biomass combustion | 0–100 kW: 14.4 mg/Nm3
100–350 kW: 34.8 mg/Nm3
350 kW–1 MW: 57.5 mg/Nm3
1 MW–2 MW: 67.0 mg/Nm3
350–2.000 kW: 61.2 mg/Nm3
2–5 MW: 9.4 mg/Nm3
> 5 MW: 10.9 mg/Nm3 | - | - | [26] |
4. Particulate Matter Continuous Emission Monitoring Technologies
The main analytical principles used in instruments to measure dust concentrations are described below. These principles are opacity, light scattering, beta attenuation, probe electrification (triboelectric effect, electrodynamic device).
PM CEMS based on such technologies must be calibrated by gravimetric and isokinetic sampling to provide a continuous output of dust concentration in mg/m3. In fact, gravimetric sampling is the only method that gives real concentration. Gravimetric measurement consists in taking off a partial gas flow via a filter head probe. The dust content is determined by weighting the dust collector mass before and after extraction. Gravimetric sampling is carried out isokinetically: it means that the collected particles have the same velocity in the sampling nozzle as elsewhere in the stream. This increases the accuracy and reliability of results.
4.1. Opacity
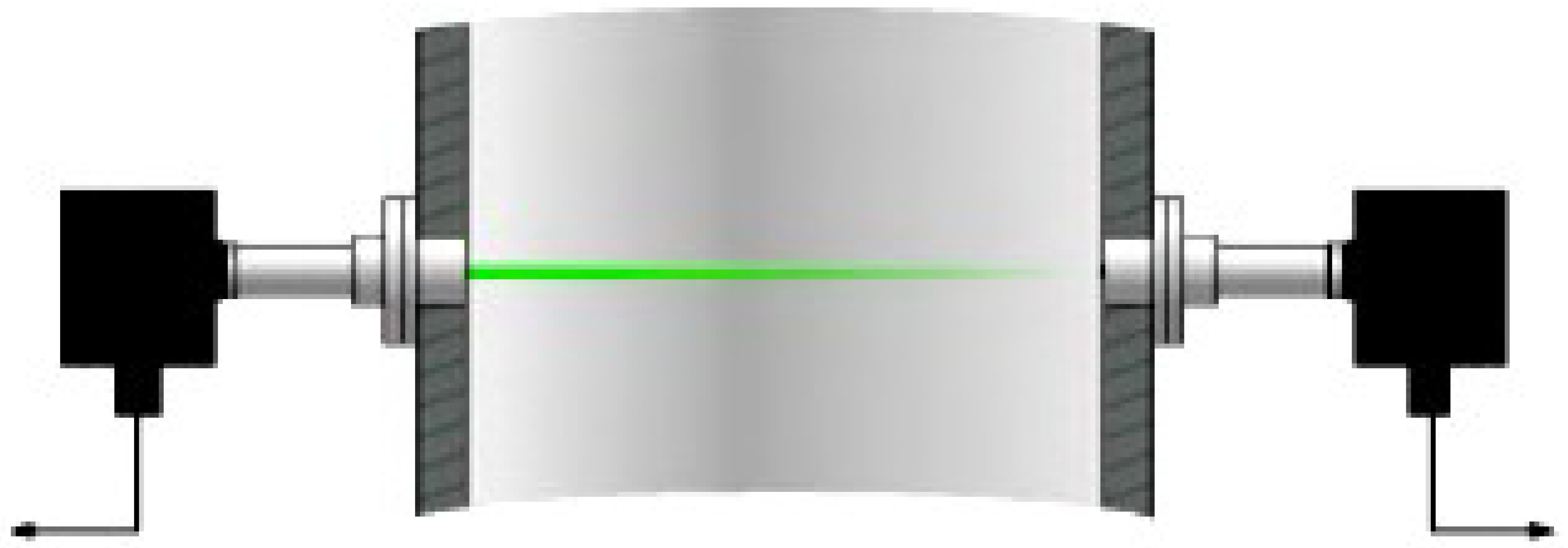
Opacity meters measure the decrease in light intensity due to absorption and scattering as the beam crosses the stack according to Beers-Lambert’s Law. The basic operational principle of these instruments is that a collimated beam of visible light is directed through a gas stream toward receiving optics (
Figure 1). The receiving optics measure the decrease in light intensity, and the instrument electronics convert the signal to an instrument output. Technical description of commercial opacity meters is given in
Table 3. These instruments measure smoke density in transmission, opacity, Ringelmann units or optical density (extinction) and/or mass concentration of particulate in mg/Nm
3 [
28].
Figure 1.
Opacity measurement setup [
29].
Figure 1.
Opacity measurement setup [
29].
The intensity of the light at the detector, I, is compared with the reference light intensity, I
o, to give the transmittance T, as shown in Equation (1):
Transmittance can be converted to opacity Op (Equation (2)) or optical density D (Equation (3)):
The loss of light intensity can be correlated to particulate mass concentration measured by manual gravimetric sampling.
There are two formats for opacity devices. Single path monitors simply project a beam across a duct to a receiver. Dual beam devices have a reflector mirror on the opposite side of the stack from the light source and the beam is projected between two transceivers. This enables each transceiver to compensate for gradual window contamination by using clean mirrors inserted periodically into the beam path. In this way, any errors caused by misalignment of the sensors may be compensated for.
The dual-pass opacity meter allows all the instrument electronics to be incorporated into one unit. Incorporating the light source and detector into one instrument also allows direct measurement of the loss of light. In fact, the source intensity and the loss of light are measured and compared at the same time. This helps prevent inaccurate readings due to the degradation of the light source intensity that is a common problem in basic meters.
A opacity meter used as PM CEMS should use a red or near infrared light source, and not the white light source used on traditional opacity monitors since the extinction-to-mass concentration for a given aerosol type is dependent on particle size within the visible light spectrum but nearly independent of particle size at the infrared wavelength. Some manufacturers have started using a green LED to monitor both opacity and PM concentration simultaneously [
30].
Opacity measurements are dependent on particle size, composition, shape, color and refractive index. These properties may change with fuel type and thus calibration is necessary with variation of process conditions [
31,
32]. In general, the measurement sensitivity of opacity meters is not fine enough to detect small changes in PM concentration.
An alternative type of cross stack optical dust monitor is the dynamic opacity device. While traditional opacity instruments measure the intensity of received light, the dynamic opacity technology instead measures the ratio of signal scintillation to absolute light intensity. This offers a significant advantage over traditional opacity methods, as the ratiometric measurement is unaffected by lens contamination allowing the instrument to operate with lens contamination exceeding 90%. In fact, since both the reduction in light intensity and the variation in intensity caused by lens contamination are affected by the same proportion, it results in no net effect. This therefore greatly reduces costly process intervention for lens maintenance and servicing.
The dynamic opacity device is suitable for stacks after bag filters, cartridge filters, cyclones, electrostatic precipitators, variable flue gas velocities, including low velocity flue gases, variable particulate size and type [
29].
Table 3.
Technical data of commercial opacity meters [
33,
34,
35,
36].
Table 3.
Technical data of commercial opacity meters [33,34,35,36].
| Model | STACK 602 | DR 290 | DR 220 | LAND 4200 | LAND 4500 III | DUSTHUNTER T200 |
|---|
| Measurement | Ratiometric opacity technology | Optical transmission of visible light | Optical transmission of visible light | Path transmissometry | Path transmissometry | Transmittance measurement |
| Sensors | Cross-stack | Double pass | Double pass | Double pass | Cross stack, double pass | Cross-duct |
| Light Source | Modulated LED (green spectrum) | Wide Band
Diode-White
SWBD LED white, 450–680 nm | LED, green 530 nm | High intensity LED red 623 ± 20 nm | High Intensity LED Green 520 ± 20 nm | Not available |
| Duct/stack diameter | 1–15 m | 1–18 m | 0.4–15 m | 0.3–9.7 m | 0.5–10 m | 0.5–12 m |
| Max Temperature flue gas | 600 °C | 600 °C | 600 °C | 600 °C | 600 °C | 600 °C |
| Measurement range | 10–1,000 mg/m3 | 0.5–15/
500–10,000 mg/m3 | 2–10,000 mg/m3 | 0–100/0–999 mg/m3 | 0–10/
0–10,000 mg/m3 | 0–200/
0–10,000 mg/m³ |
| Standard Compliance | EN 14181
EN 13284-2 | EN 13284-2
EN 14181
EN 15267-3 | | | EN 15267-1
EN 15267-2
EN 15267-3
EN 14181 | EN 14181
EN 15267-3 |
| Comments | applications with electrostatic precipitator
large diameter emission stacks
variable flue gas velocities, including low velocity flue gases
variable particulate size and type | suitable for systems with variable gas speed
super-wide band diode (SWBD) reduces influence of variable particle sizes
| filter monitoring
suitable for applications with variable gas speed | process/non-compliance
performance reduced for pathlengths >7.5 m | | measurement independent of gas velocity, humidity and particle charge |
4.2. Light Scattering
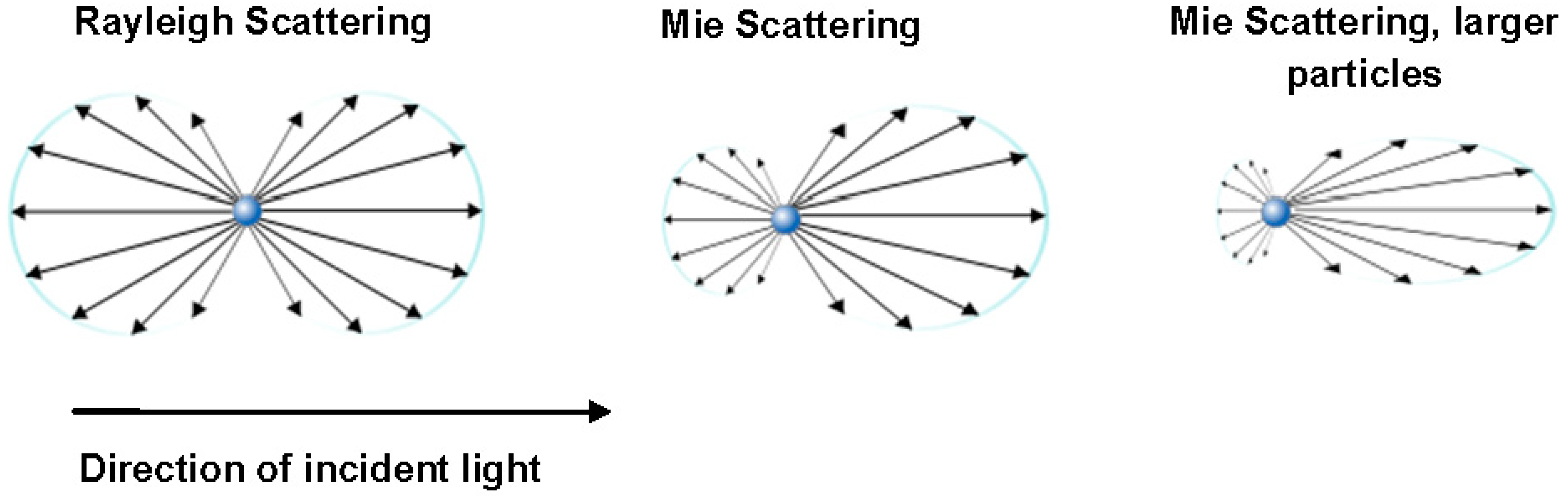
Scattering is due to reflection and refraction of the light by the particle. The amount of light scattered is based on the concentration of particles and the properties of the particles in the light’s path (e.g., size, shape, and color of the particles) [
37,
38]. If the wavelength of the incident light is much larger than the radius of the particle, a type of scattering called Rayleigh scattering occurs. If the wavelength of the incident light is about the same size as the radius of the particle, Mie scattering will occur (
Figure 2).
Figure 2.
Mie and Rayleigh scattering.
Figure 2.
Mie and Rayleigh scattering.
A light scatter instrument measures the amount of light scattered in a particular direction (forward, side, or backward) and outputs a signal proportional to the amount of particulate matter in the stream. The dust concentration is derived by correlating the output of the instrument to manual gravimetric measurements [
4].
Some components included in these instruments to minimize the effect of interference and degradation of the light source are: (i) the use of a pulsed light and (ii) parallel measurement of the light source intensity. The use of the pulsed light source limits the possibility of other sources’ interference, because the instrument only measures the reflected light while the instrument light source is on. The parallel measurement of the light source intensity accounts for degradation of the light source because a reference of the source intensity is measured along with each scattered light measurement.
For scattered light measurements, back and forward scattering are used. They are shown in
Figure 3. Back scatter devices are particularly suitable for
in situ applications in small ducts, where low levels of dust are present. Low angle of back scatter measurement increases the effective penetration of the measurement volume into the stack but makes the instrument less sensitive to fine dust.
There are three types of forward scatter devices available currently: (i) the extractive type, (ii) probe configuration and (iii) cross duct configuration.
The extractive type draws a sample from the stack via a sampling nozzle and then presents it to a forward scattering photometer. The advantage of this system is the ability to heat the sampling system, where there are significant amounts of moisture in the stack. The sensor measures the amount of light scattered back from particles in the stack illuminated by a modulated laser [
36].
Figure 3.
Light-scattering configurations: (
a) backward scattering (
b) probe forward scattering (
c) cross forward scattering [
36].
Figure 3.
Light-scattering configurations: (
a) backward scattering (
b) probe forward scattering (
c) cross forward scattering [
36].
The probe forward scatter instrument has a measurement volume at the tip of a probe and measures the light scattered at a forward angle to the incident beam (typically coming from a laser diode). If the instrument is located in a representative position, it can provide high accuracy measurement in a variety of low and high dust applications.
The cross duct forward scatter instrument has a transmitter and a receiver opposite each other on the stack. A diode laser projects a beam of light into the stack: part of the beam is attenuated and some is scattered by the particulate. The receiver has a large lens behind which are two photo-detectors, the nearer lens detects a transmission signal and the further, the scattered component.
Compared to forward scatter cross stack designs, probe forward scatter provides a representative measurement without the errors deriving from misalignment, vibration, near wall measurement sensitivity and the complexity of keeping a double head system clean. In addition, cross stack scatter has a varying response to dust along its measurement path [
4].
A technical description of commercial light scattering meters is given in
Table 4.
Table 4.
Technical data of commercial light scattering meters [
33,
34,
36,
39].
Table 4.
Technical data of commercial light scattering meters [33,34,36,39].
| Model | STACK 181 | DR 300-40 | DR 800 | SB50 | SB100 | C200 | SF100 | SP100 | FEW 200 | SIGRIST STACKGUARD |
|---|
| Principle | Low-angle forward light scattering | Backward light scattering (halogen lamp white) | Forward light scattering (laser diode, red 650nm) | Scattered light backward | Scattered light backward laser wavelength between 640 nm and 660 nm | Combination of transmissometry and Scattered light forward | Scattered light forward
Cross-duct version | Scattered light forward
probe version | Scattered light forward
(extractive type for wet gases) | Scattered light
(extractive type)
wavelength 650 nm |
| Duct/stack diameter | 250mm–3m (multi–sensor configuration required for stack >3m) | >0.3 m | >0.3 m | >0.5 m | <0.5 m | 0.5–8 m | 0.5–3 m
2.5–6 m | ≥0.25 m | - | - |
| Max flue gas temperature | 250 °C (optional 500 °C) | 320 °C | 220 °C | 600 °C | 600 °C | 300 °C | 300 °C | 400 °C | 220 °C | 160° C |
| Measurement range | 0–15/0–100 mg/m³ | 0.5–10/10–200 mg/m³ | 0.5–10/10–200 mg/m³ | 0–20/0–200 mg/m³ | 0–10/0–200 mg/m³ | scattered light:
0–5/0–200 mg/m3
transmission
0–200/0–10,000 mg/m3 | 0–5/0–200 mg/m³ | 0–5/0–200 mg/m³ | 0–5/0–200
mg/m³ | 0–100 mg/m³ PLA (polystyrene–latex–aerosol) |
| Standard Compliance | EN 15267-3
EN 14181
EN ISO 14956 | EN 13284-2
EN 14181 | EN 13284-2
EN 14181 | EN 15267-3
EN 14181 | EN 15267-3
EN 14181 | EN 15267-3
EN 14181
DIN ISO 14956 | EN 14181
EN 15267 | EN 14181
EN 15267 | EN 14181
EN 15267 | EN 14181 |
| Comments | after electrostatic precipitator
both constant and variable flue gas velocities
variable particulate size | variable stack gas speed
low to medium dust concentration | variable stack gas speed
low to medium dust concentration | low to medium concentration | low to medium concentration | very low and high dust concentration | very low to medium dust concentration
small to medium duct diameters
| very low to medium dust concentration
small to medium duct diameters | very low to medium dust concentration
gas sampling and return combined in one probe | steam-saturated and corrosive gases |
4.3. Beta Attenuation
β-gauge samplers are the only systems which continuously measure the mass concentration of particulate by extraction. The particles are collected isokinetically on a filter tape and the change in transmission of β-particles from a radioactive source is monitored. The particulate laden gas is extracted via a small nozzle from the duct. The extraction rate is controlled by a duct flow sensing system. The captured material is placed on a constantly moving sticky tape and then presented to a β gauge to measure the mass (
Figure 4).
The two main components of a beta attenuation measuring system are the beta source, in general Carbon-14, and the detector. Many different types of detectors can quantify beta particle counts, but the ones most widely used are the Geiger Mueller counter or a photodiode detector.
Beta systems do not provide short term dynamic monitoring of particulates and a single point measurement may not always be representative. The heated isokinetic sampling train is prone to maintenance problems. Measurements are made against a reference measurement already on the tape in mg/m3.
The advantage is that they are not affected by chemical composition, size or color changes in the particles, and the use of a heated probe obviates water effects. Technical description of commercial Beta attenuation meters is given in
Table 5.
Figure 4.
Beta attenuation for dust monitoring on stacks [
40].
Figure 4.
Beta attenuation for dust monitoring on stacks [
40].
Table 5.
Technical data of commercial beta attenuation meters [
34,
41].
Table 5.
Technical data of commercial beta attenuation meters [34,41].
| Model | F-904-20 | BETA 5M |
|---|
| Principle | Beta gauge measurement with Isokinetic sampling | Beta gauge measurement with Isokinetic sampling |
| Source | | very low activity Carbon 14 source |
| Duct/stack diameter | >0.5 m | - |
| Velocity | - | 4 to 40 m/s |
| Max flue gas temperature | 0–250 °C, optional up to 500 °C | 170 °C |
| Measurement range | 0–1/0–1000 mg/m3 | 2–4000 mg/m3 |
| Standard Compliance | EN 14181
| ISO 10473
EN 13284-2
EN 14181
ISO 9096 |
| Comments | unaffected by particle size, color or moisture
measuring of very low emission dust concentration
small diameter stack monitoring of dust concentration | independent of particulate characteristics |
4.4. Triboelectric Effect
Triboelectric devices (
Figure 5) detect three separate effects when particulate strikes or passes close to a conductor placed in a particle laden gas stream: (i) when a particle strikes the conductor, a charge transfer takes place between particle and conductor; (ii) as the particle strikes the conductor it rubs on the surface and causes a frictional charge; (iii) as charged particles pass close to the conductor they induce a charge of equal and opposite magnitude in the conductor. The amount of charge generated by the first two effects depends on the velocity of the particle, its mass and the charge history of the particle, while the third effect is an inductive charge. The size of the charge is dependent on the proximity of the particle to the conductor and the charge history of the particle [
40].
Figure 5.
Probe Electrification device [
33].
Figure 5.
Probe Electrification device [
33].
Since the response of the probe is sensitive to gas velocity, these systems are most suited to situations where the gas flow is fairly constant. Probe electrification does not work well in wet gas streams with water droplets or when the particles are subject to a varying electrical charge.
Triboelectric monitors are very sensitive to low levels of particulate concentration. They work best where the particulate material is non-conductive. Like other dust monitors, this system has to be calibrated against an extractive method at each individual site.
4.5. Electrodynamic Device
Like other probe electrification devices, the sensor measures the current created by particles passing and colliding with a grounded sensor rod inserted into stack.
The sensor electronics filter out the DC current created by particle collisions on the rod and measure an RMS signal within an optimized frequency bandwidth which results from the particles passing the rod. This signal, being independent of the rod surface condition, has a stable and repeatable relationship to dust concentration in many types of industrial applications.
Since the signal is not dependent on particle collisions (unlike triboelectric) the related problems of rod contamination and velocity dependence are minimized [
42]. In applications where the particle charge, particle size and particle distribution remain constant the resulting alternating current is proportional to dust concentration.
Technical description of commercial electrification devices is given in
Table 6.
Table 6.
Technical data of commercial electrification devices [
33,
34,
43].
Table 6.
Technical data of commercial electrification devices [33,34,43].
| Model | PFM 02 V | D-RX 250 | QAL 991 | VIEW 370 |
|---|
| Principle | Measurement with triboelectric sensor | Dust: measuring the transfer of electrical charge from dust particles to an electrode in flowing sample gas
Flow: measuring the differential pressure created by a multi point pitot tube | ElectroDynamic Probe Electrification technology | ElectroDynamic Probe Electrification technology |
| Duct/stack diameter | | >0.3 m | 0.5–3 m (multi-sensor configuration required for stack >3m) | 0.1–6 m |
| Flow velocity | from 3 m/s | 7–35 m/s | 8–20 m/s | 8–20 m/s |
| Max flue gas temperature | 280 °C | 350 °C | 250 °C/500 °C | 800 °C |
| Measurement range | 0–10/0–1000 mg/m³ | 0–10/0–500 mg/m³ | 0–1000 mg/m³ | 0–500 mg/m³ |
| Comments | | | constant velocity required outside its velocity range | constant velocity required outside its velocity range |
5. Comparison and Conclusions
The advent of emission limits, expressed in mg/m3, requires the use on industrial stacks of PM CEMS. The comparative analysis presented in this paper is driven by the fact that there are a variety of industrial processes which produce dust emissions in the environment. To satisfy legislation and industrial requirements, a full range of techniques are used in practice and provide a practical and robust solution for most industrial applications.
The most used PM CEMS in industrial applications, in accordance with the analyzed literature papers, are light scattering devices, opacity meters and electrification devices. Extractive types such as beta gauge are less used than in situ types.
One of the fundamental issues in obtaining good results from particulate instruments is to ensure that the instrument is fit for purpose for the intended application [
7,
8,
9,
10,
29]. As a result of the analysis carried out in the previous paragraph,
Table 7 shows the core application areas of the different technologies.
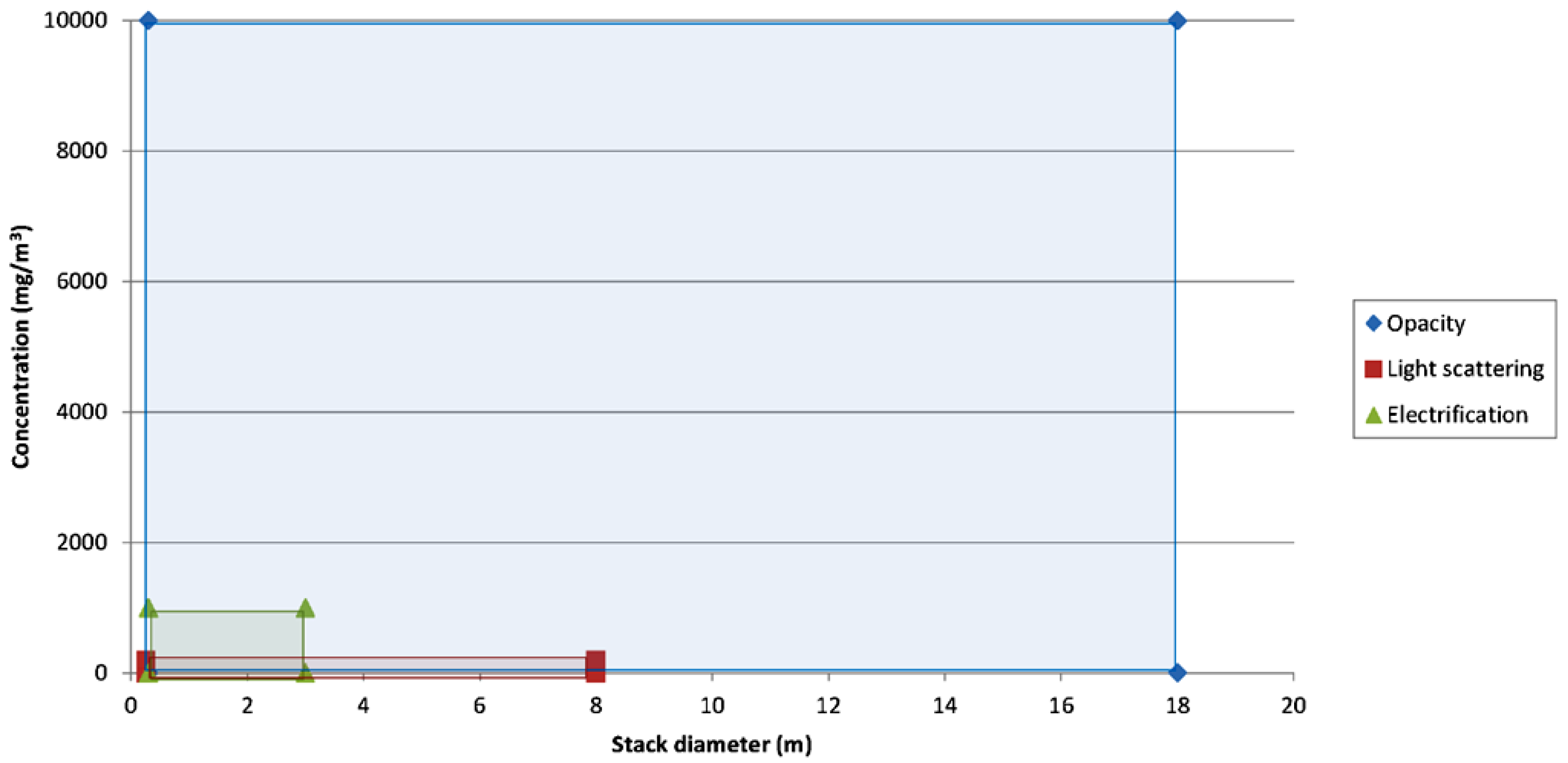
Scattering instruments in general can measure much lower emissions than opacity instruments and are therefore suitable for processes controlled by highly efficient bagfilters [
44]. Compared to backscatter, opacity and dynamic opacity systems, probe forward scattering technique may be used to accurately monitor very low dust concentrations.
As far as electrification devices are concerned, if compared to opacity systems, they do not suffer from misalignment and are suitable for measuring dust levels below 0.1 mg/m
3. In case of particle charging by electrostatic precipitators, electrification technologies are outside their application limits and light-scattering can provide an alternative solution. A comparison of opacity, light scattering and electrification, based on stack diameter and PM concentration is given in
Figure 6.
Concluding, the performance and suitability of any particulate monitor is application dependent [
29]. Each type of CEMS presents disadvantages or advantages over other types of CEMS for a targeted industrial application. The choice of a PM CEMS for a plant should be driven by the correlation between operating parameters and proper technical characteristics of PM CEMS.
Table 7.
Comparison of particulate monitoring technologies.
Table 7.
Comparison of particulate monitoring technologies.
| Measurement Technology | Stack diameter (m) | Concentration (mg/m3) | Filter Type | Velocity dependent |
|---|
| Min | Max |
|---|
| Probe Electrification | Triboelectric | | 0 | 1000 | Bag, Cyclone, Drier, Scrubber (no water droplets), None | No (for 8–20 m/s) |
| Electrodynamic | 0.5–3 | 0 | 1000 | Bag, Cyclone | Yes |
| Transmisometry | Ratiometric Opacity | 1–15 | 10 | 1000 | Bag (concentration dependent), Cyclone, EP, None | No |
| Opacity | 0.5–18 | 0 | 10000 | EP, None | No |
| Scattered light | Forward | 0.25–6 | 0.1 | 200 | Bag, Cyclone, EP | No |
| Back | 0.3–4 | 0.5 | 200 | Bag, Cyclone, EP | No |
Figure 6.
Comparison of opacity, light scattering and electrification: stack diameter and concentration.
Figure 6.
Comparison of opacity, light scattering and electrification: stack diameter and concentration.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







