The Effect of Electrolytic Jet Orientation on Machining Characteristics in Jet Electrochemical Machining

Abstract
:1. Introduction
2. Flow Field and Current Density Distribution Characteristics of Jet-ECM with Different Jet Orientations
2.1. Simulation of Flow Field and Current Density Distribution of Electrolyte Jet With Different Orientation
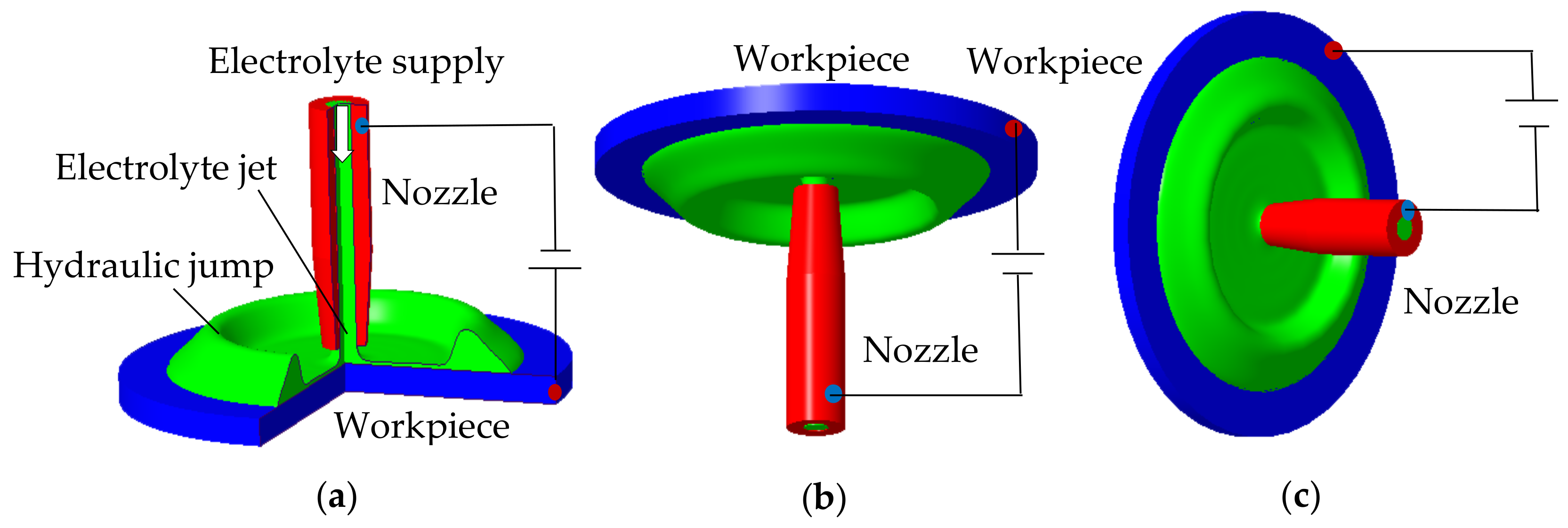
2.1.1. Physical Models
2.1.2. Governing Equations, Boundary Conditions, and Solutions
2.1.3. Results and Discussion
2.2. Experimental Observation of Flow Field Characteristics of Electrolyte Jet with Different Orientation
3. Experimental
4. Static Jet Electrochemical Machining Microstructures
4.1. Machining Micro-Dimples
4.1.1. Surface Morphologies and Surface Roughness
4.1.2. Geometric Dimensional Accuracy
4.2. Machining Micro-Holes
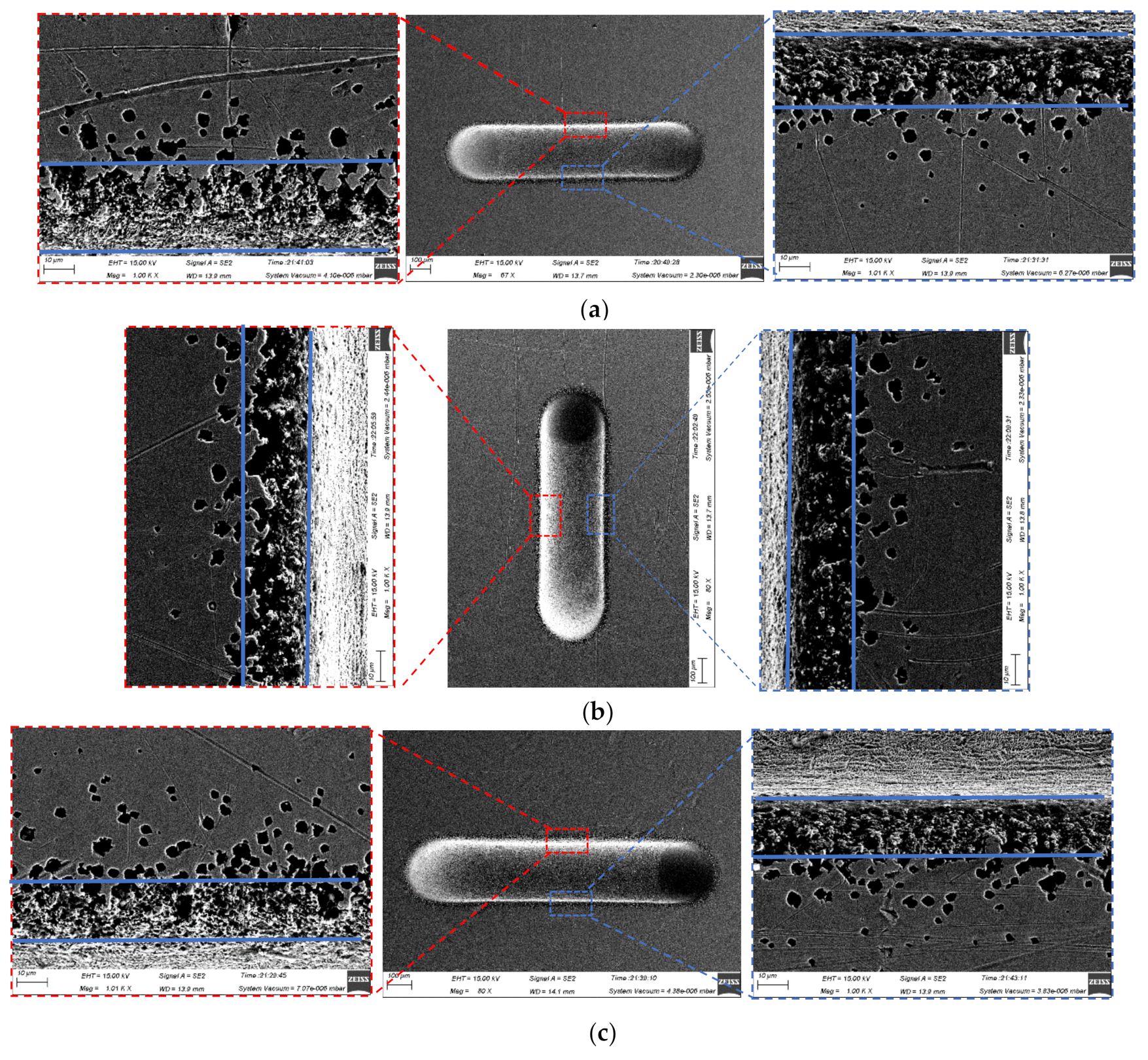
5. Fabrication of Microgrooves Using Translating Machining Method
6. Conclusions
- (1)
- The machining accuracy and surface morphologies of the formed micro-sized features, and material removal rate (MMR) are highly dependent on the jet orientation of the Jet-ECM.
- (2)
- The horizontal jet orientation is of great benefit to achieving accurate micro-sized features with excellent surface quality with either a static jet or a scanning jet for Jet-ECM, while the Jet-ECM processes with vertical jet orientations, including a vertically downstream orientation and upstream jet orientation, are not able to produce favorable microfeatures.
- (3)
- The Jet-ECM with a horizontal jet orientation has a smaller MMR than the ones with vertical jet orientations, which have almost the same MMR.
- (4)
- Enhancement of the machining localization and reduction of the MMR for horizontal jet electrochemical machining result largely from the improvement of the mass-transfer field. With the horizontal jet orientation, the reflection angle of the electrolyte is very big. Almost no hydraulic jump is observed, and, thus, the electrolyte film is extremely thin for the positive effect of the gravity, which indicates that there is little blockage of the mass transfer. Furthermore, the current density is more concentrated in the horizontal jet orientation.
Author Contributions
Funding
Conflicts of Interest
References
- Kunieda, M. Influence of micro indents formed by electro-chemical jet machining on rolling bearing fatigue life. ASME PED 1993, 64, 693–699. [Google Scholar]
- Goel, H.; Pandey, P.M. Performance evaluation of different variants of jet electrochemical micro-drilling process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 451–464. [Google Scholar] [CrossRef]
- Natsu, W.; Ikeda, T.; Kunieda, M. Generating complicated surface with electrolyte jet machining. Precis. Eng. 2007, 31, 33–39. [Google Scholar] [CrossRef]
- Natsu, W.; Ooshiro, S.; Kunieda, M. Research on generation of three-dimensional surface with micro-electrolyte jet machining. CIRP J. Manuf. Sci. Technol. 2008, 1, 27–34. [Google Scholar] [CrossRef]
- Kawanaka, T.; Kato, S.; Kunieda, M.; Murray, J.W.; Clare, A.T. Selective surface texturing using electrolyte jet machining. Procedia CIRP 2014, 13, 345–349. [Google Scholar] [CrossRef]
- Kawanaka, T.; Kunieda, M. Mirror-like finishing by electrolyte jet machining. CIRP Ann. 2015, 64, 237–240. [Google Scholar] [CrossRef]
- Kunieda, M.; Mizugai, K.; Watanabe, S.; Shibuya, N.; Iwamoto, N. Electrochemical micromachining using flat electrolyte jet. CIRP Ann. 2011, 60, 251–254. [Google Scholar] [CrossRef]
- Hackert-Oschätzchen, M.; Meichsner, G.; Zinecker, M.; Martin, A.; Schubert, A. Micro machining with continuous electrolytic free jet. Precis. Eng. 2012, 36, 612–619. [Google Scholar] [CrossRef]
- Kai, S.; Sai, H.; Kunieda, M.; Izumi, H. Study on electrolyte jet cutting. Procedia CIRP 2012, 1, 627–632. [Google Scholar] [CrossRef]
- Sen, M.; Shan, H.S. Response surface analysis of electro jet drilled holes. Int. J. Adv. Manuf. Technol. 2005, 31, 520–527. [Google Scholar] [CrossRef]
- Sen, M.; Shan, H.S. A review of electrochemical macro- to micro-hole drilling processes. Int. J. Mach. Tools Manuf. 2005, 45, 137–152. [Google Scholar] [CrossRef]
- Sen, M.; Shan, H.S. Electro jet drilling using hybrid NNGA approach. Robot. Comp. Integrat. Manuf. 2007, 23, 17–24. [Google Scholar] [CrossRef]
- Sen, M.; Shan, H.S. Analysis of hole quality characteristics in the electro jet drilling process. Int. J. Mach. Tools Manuf. 2005, 45, 1706–1716. [Google Scholar] [CrossRef]
- Mitchell-Smith, J.; Speidel, A.; Clare, A.T. Advancing electrochemical jet methods through manipulation of the angle of address. J. Mater. Process. Technol. 2018, 255, 364–372. [Google Scholar] [CrossRef]
- Speidel, A.; Mitchell-Smith, J.; Bisterov, I.; Clare, A.T. The dependence of surface finish on material precondition in electrochemical jet machining. Procedia CIRP 2018, 68, 477–482. [Google Scholar] [CrossRef]
- Mitchell-Smith, J.; Speidel, A.; Clare, A.T. Transitory electrochemical masking for precision jet processing techniques. J. Manuf. Process. 2018, 31, 273–285. [Google Scholar] [CrossRef]
- Datta, M.; Romankiw, L.T.; Vigliotti, D.R.; Von Gutfeld, R.J. Jet and laser-jet electrochemical micromachining of nickel and steel. J. Electrochem. Soc. 1989, 136, 2251–2256. [Google Scholar] [CrossRef]
- Pajak, P.T.; Desilva, A.K.M.; Harrison, D.K.; McGeough, J.A. Precision and efficiency of laser assisted jet electrochemical machining. Precis. Eng. 2006, 30, 288–298. [Google Scholar] [CrossRef]
- Goel, H.; Pandey, P.M.; Delhi, I.I.T.; Delhi, I.I.T. Experimental investigations into micro-drilling using air assisted jet electrochemical machining. In Proceeding of the 5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR), Guwahati, India, 12–14 December 2014; pp. 1–7. [Google Scholar]
- Clare, A.T.; Speidel, A.; Bisterov, I.; Jackson-Crisp, A.; Mitchell-Smith, J. Precision enhanced electrochemical jet processing. CIRP Ann. 2018, 67, 205–208. [Google Scholar] [CrossRef]
- Mitchell-Smith, J.; Speidel, A.; Gaskell, J.; Clare, A.T. Energy distribution modulation by mechanical design for electrochemical jet processing techniques. Int. J. Mach. Tools Manuf. 2017, 122, 32–46. [Google Scholar] [CrossRef]
- Hackert-Oschätzchen, M.; Paul, R.; Martin, A.; Meichsner, G.; Lehnert, N.; Schubert, A. Study on the dynamic generation of the jet shape in jet electrochemical machining. J. Mater. Process. Technol. 2015, 223, 240–251. [Google Scholar] [CrossRef]
- Ming, P.; Li, X.; Zhang, X.; Song, X.; Cai, J.; Qin, G.; Yan, L.; Zheng, X. Study on kerosene submerged jet electrolytic micromachining. Procedia CIRP 2018, 68, 432–437. [Google Scholar] [CrossRef]
- Lipiec, P.; Wyszynski, D.; Skoczypiec, S. Primary research on jet ECM processing of difficult to cut materials. Key Eng. Mater. 2013, 554, 1793–1799. [Google Scholar] [CrossRef]
- Hackert-Oschätzchen, M.; Paul, R.; Kowalick, M.; Martin, A.; Meichsner, G.; Schubert, A. Multiphysics simulation of the material removal in jet electrochemical machining. Procedia CIRP 2015, 31, 197–202. [Google Scholar] [CrossRef]
- Mahata, S.; Kunar, S.; Bhattacharyya, B. Micro dimple array fabrication by through mask electrochemical micromachining utilizing low-aspect ratio mask. J. Electrochem. Soc. 2018, 165, E129–E137. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Domain Conditions | Domain | Property |
| Fluid property | I | Electrolyte |
| Nozzle materials | II | SUS304 |
| Fluid property | III | Air |
| Initial values electrolyte | I | uini = 0, Pini = 0 |
| - | III | uini = 0, Pini = 0 |
| Gravity | I, III | gx = 0, gy = −g |
| Boundary Conditions | Boundary | Property |
| Initial interface | 5 | - |
| Inlet electrolyte | 1 | Laminar inflow, Φ = 1, u = 15 m/s |
| Outlet | 2,3,6,7 | P = 0 Pa |
| Domain | Material | Parameter |
|---|---|---|
| I | Electrolyte | σE = 16 S/m |
| III | Air | σA = 1 × 10−5 S/m |
| Boundary | Boundary Condition | Parameter |
|---|---|---|
| 4 | Electric potential | UA = 20 V |
| Nozzle wall | Electric potential | UC = 0 V |
| Parameters | Value or Variable |
|---|---|
| Electrolyte | NaNO3 aqueous solution |
| Concentration (wt.%) | 20% |
| Electrolyte temperature (℃) | 25 |
| Output pressure (MPa) | 1 |
| Nozzle inner diameter (μm) | 170 |
| Working gap (μm) | 100 |
| Workpiece material | Stainless steel SUS304 |
| Nozzle material | Stainless steel SUS304 |
| Electrical voltage (V) | 6–30 |
| Translating speed (μm/s) | 200 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Song, X.; Ming, P.; Li, X.; Zeng, Y.; Cai, J. The Effect of Electrolytic Jet Orientation on Machining Characteristics in Jet Electrochemical Machining. Micromachines 2019, 10, 404. https://doi.org/10.3390/mi10060404
Zhang X, Song X, Ming P, Li X, Zeng Y, Cai J. The Effect of Electrolytic Jet Orientation on Machining Characteristics in Jet Electrochemical Machining. Micromachines. 2019; 10(6):404. https://doi.org/10.3390/mi10060404
Chicago/Turabian StyleZhang, Xinmin, Xudong Song, Pingmei Ming, Xinchao Li, Yongbin Zeng, and Jintao Cai. 2019. "The Effect of Electrolytic Jet Orientation on Machining Characteristics in Jet Electrochemical Machining" Micromachines 10, no. 6: 404. https://doi.org/10.3390/mi10060404
APA StyleZhang, X., Song, X., Ming, P., Li, X., Zeng, Y., & Cai, J. (2019). The Effect of Electrolytic Jet Orientation on Machining Characteristics in Jet Electrochemical Machining. Micromachines, 10(6), 404. https://doi.org/10.3390/mi10060404