
Research on Precision Blanking Process Design of Micro Gear Based on Piezoelectric Actuator

Abstract
:1. Introduction
2. Experimental Device Design
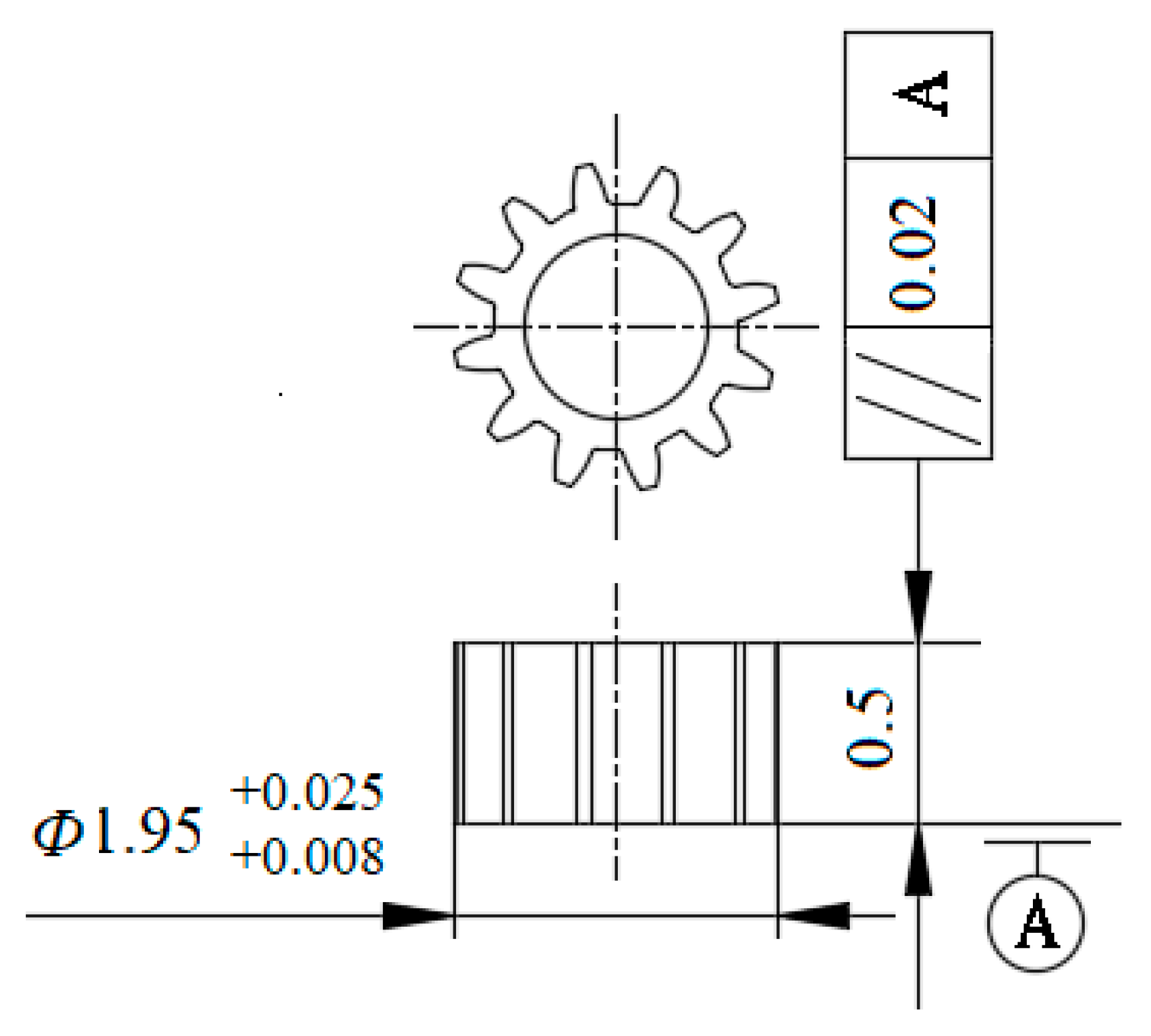
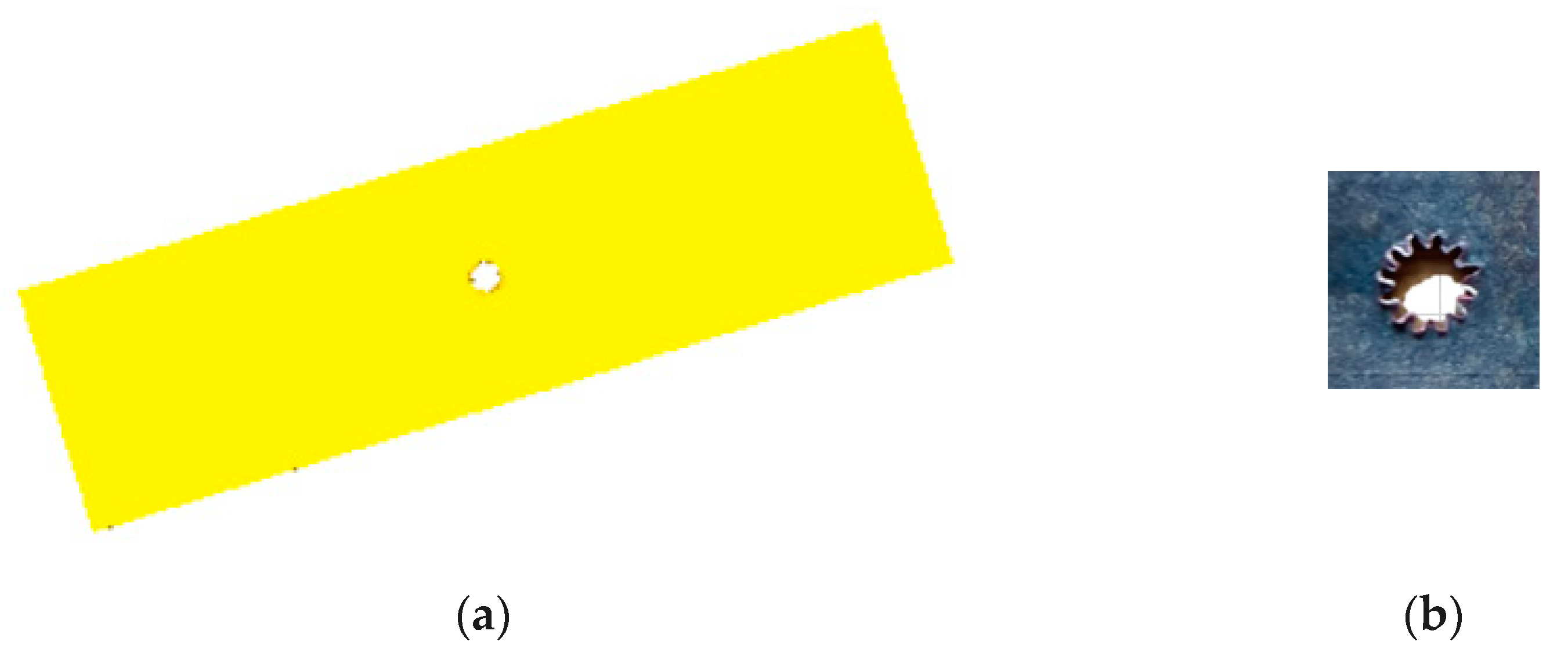
2.1. Micro Gear Parts
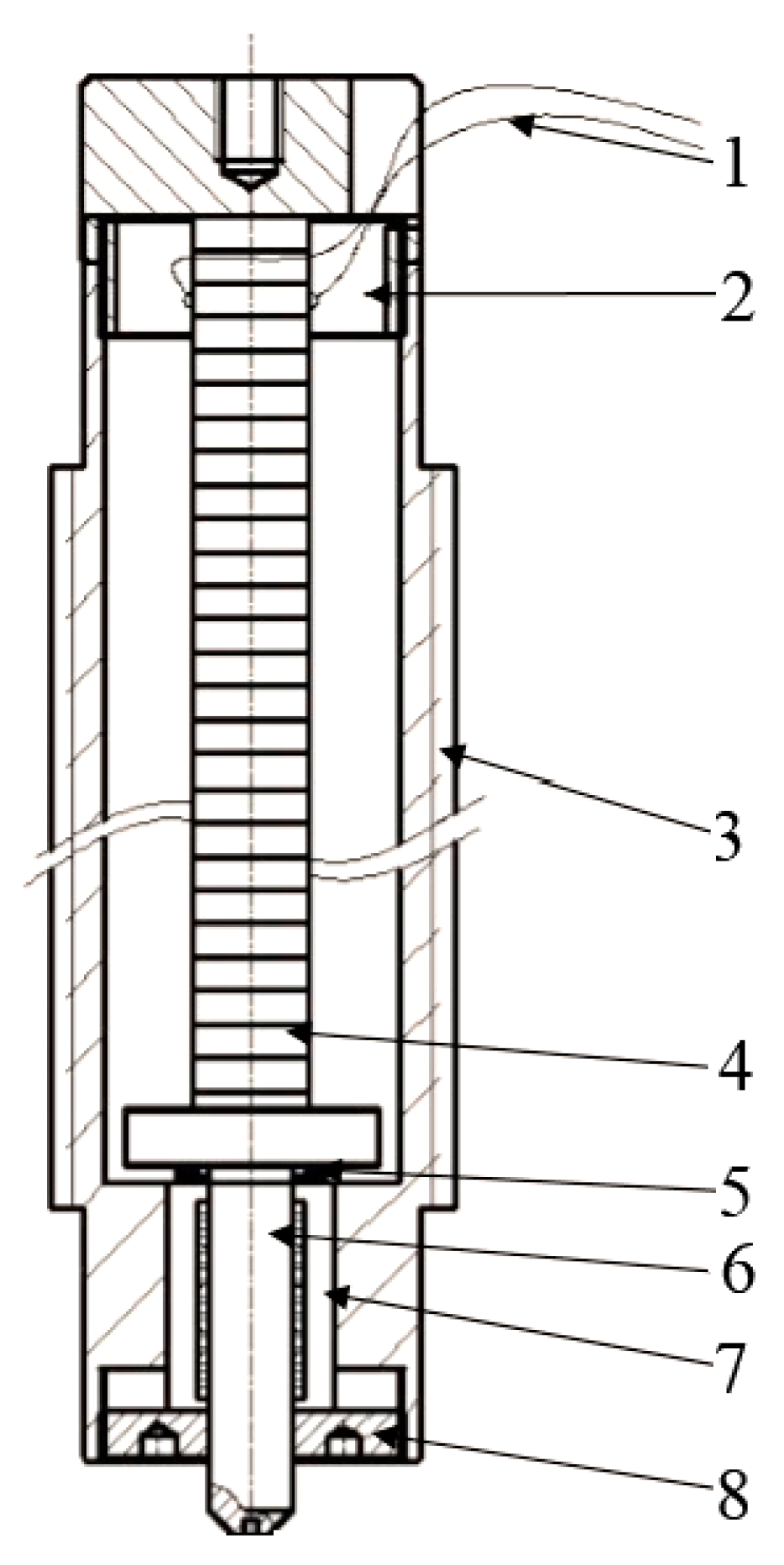
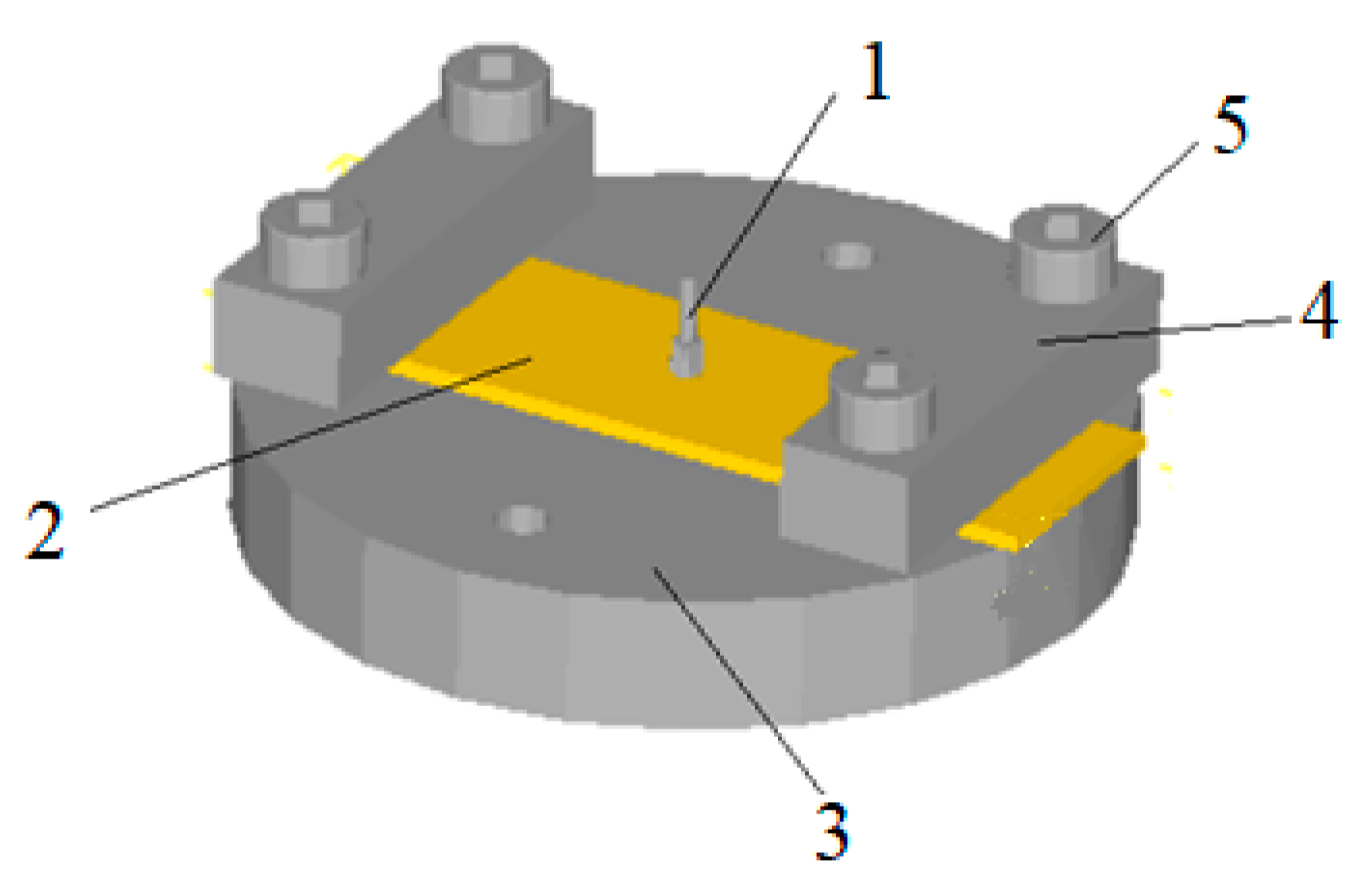
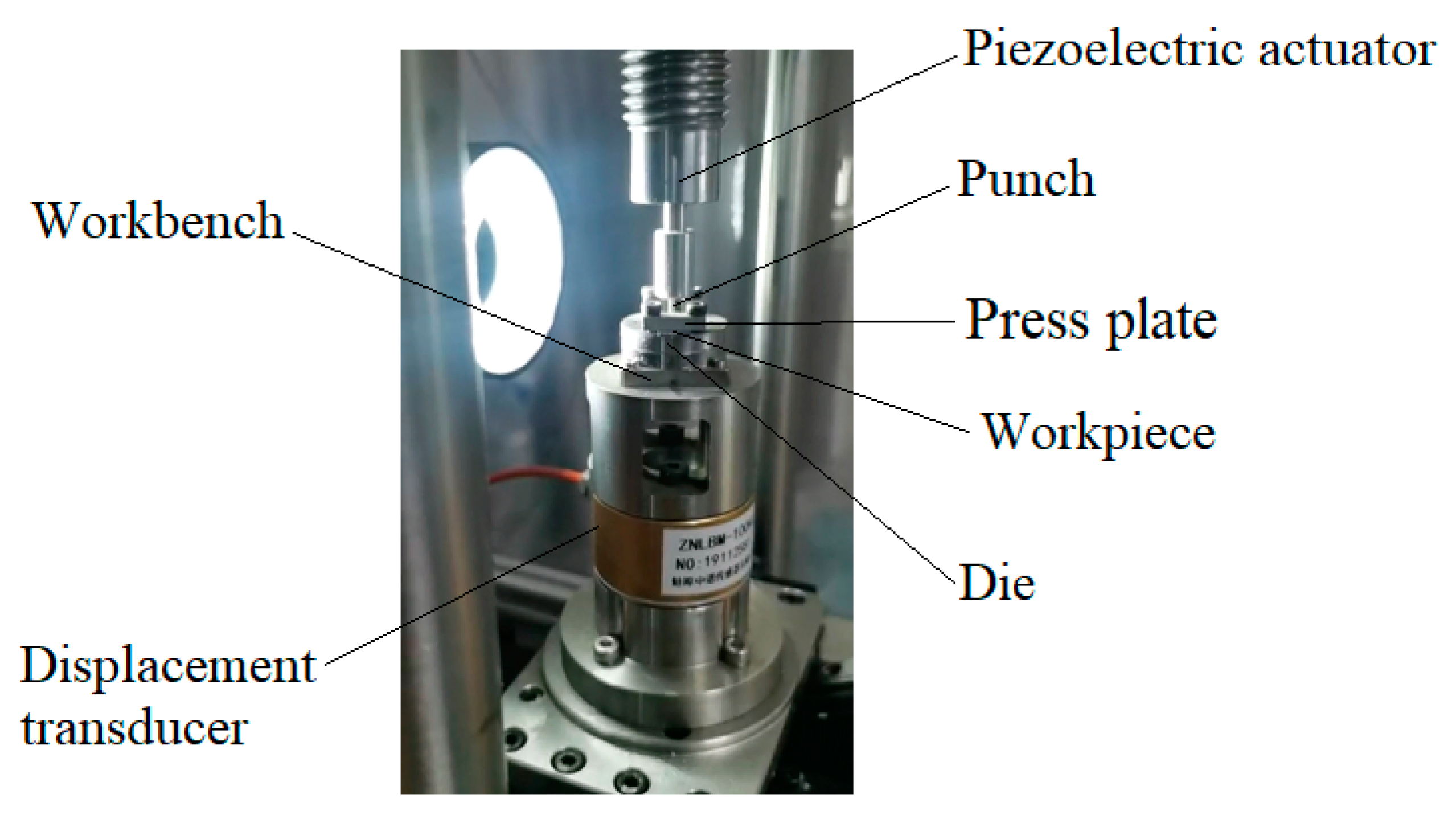
2.2. Structure of Experimental Device
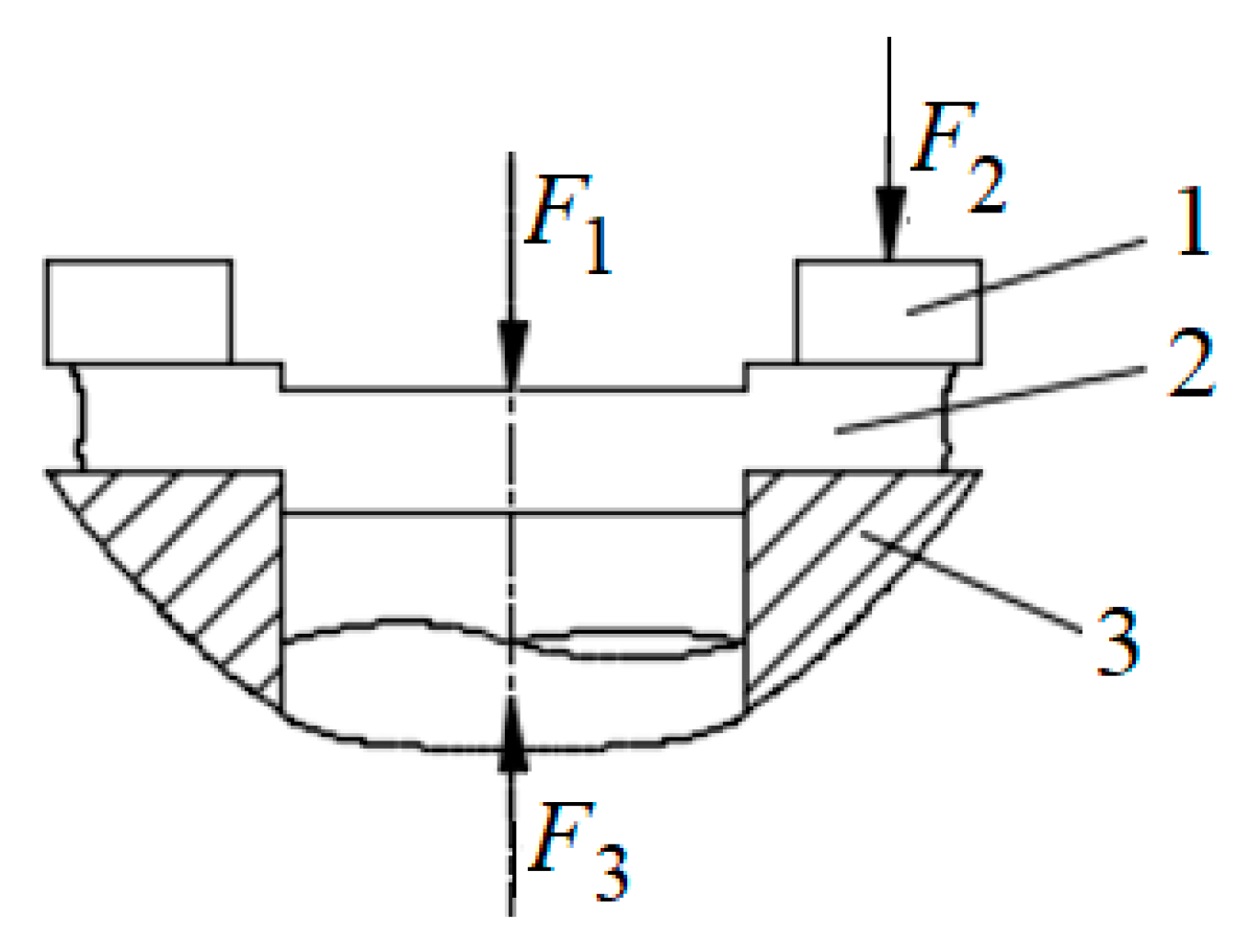
2.3. Calculation of Precision Blanking Process Force
2.3.1. Calculation of the Punching Force
2.3.2. Calculation of the Blank Holder Force
2.3.3. Calculation of the Counter Pressure
2.3.4. Total Pressure Calculation
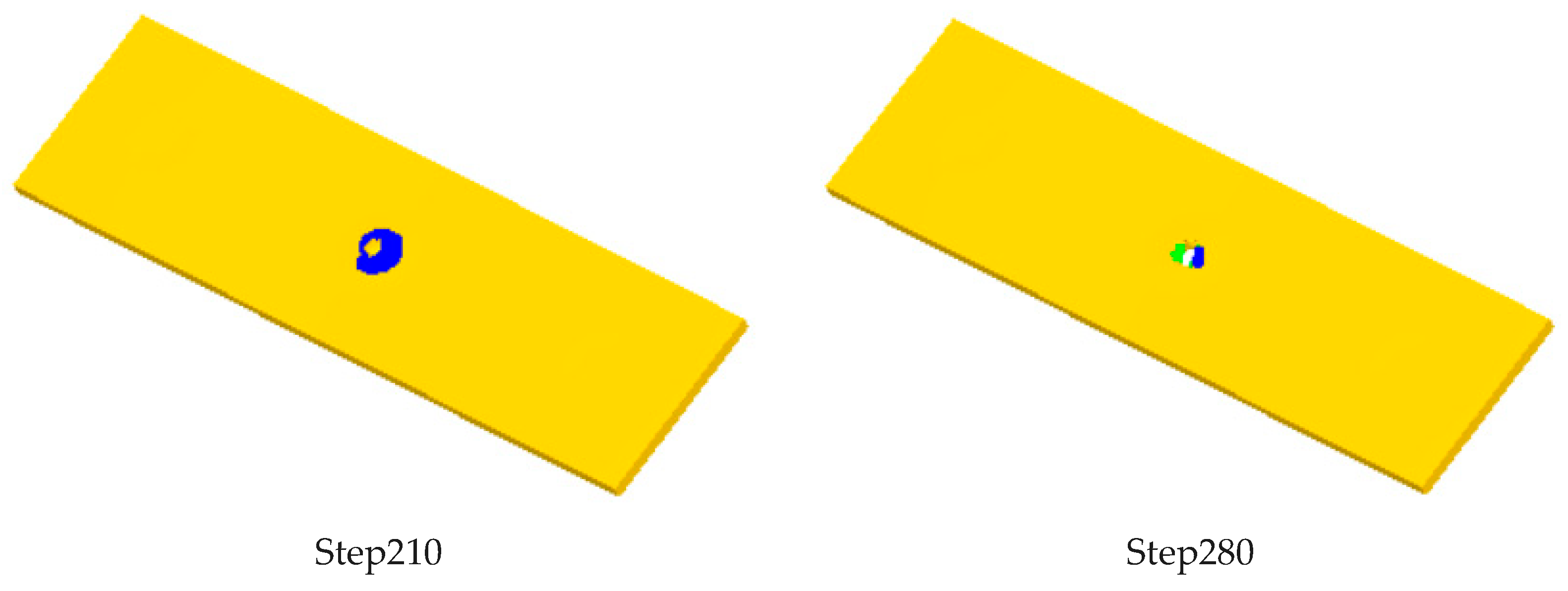
3. Simulation of Micro Gear Blanking
3.1. Simulation Model
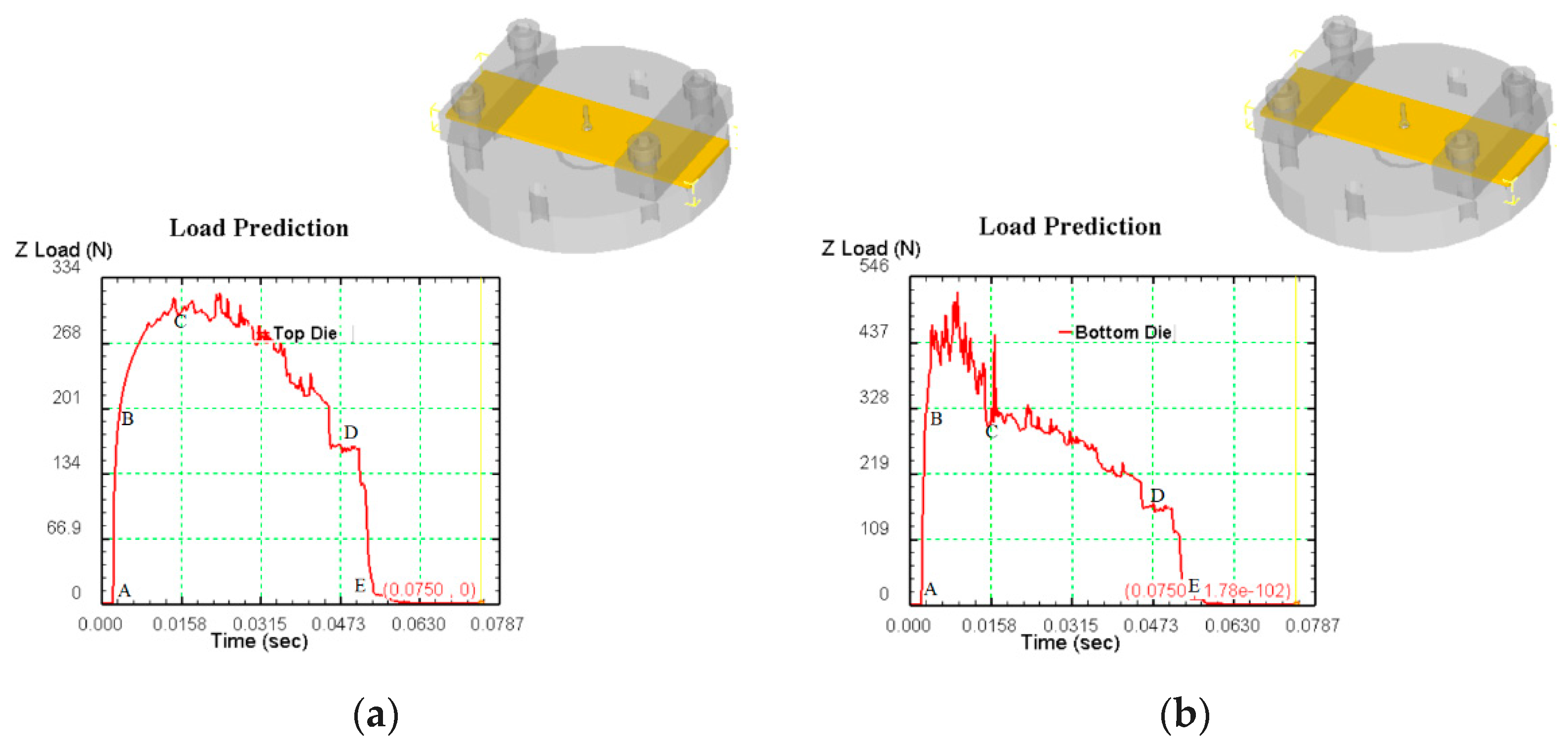
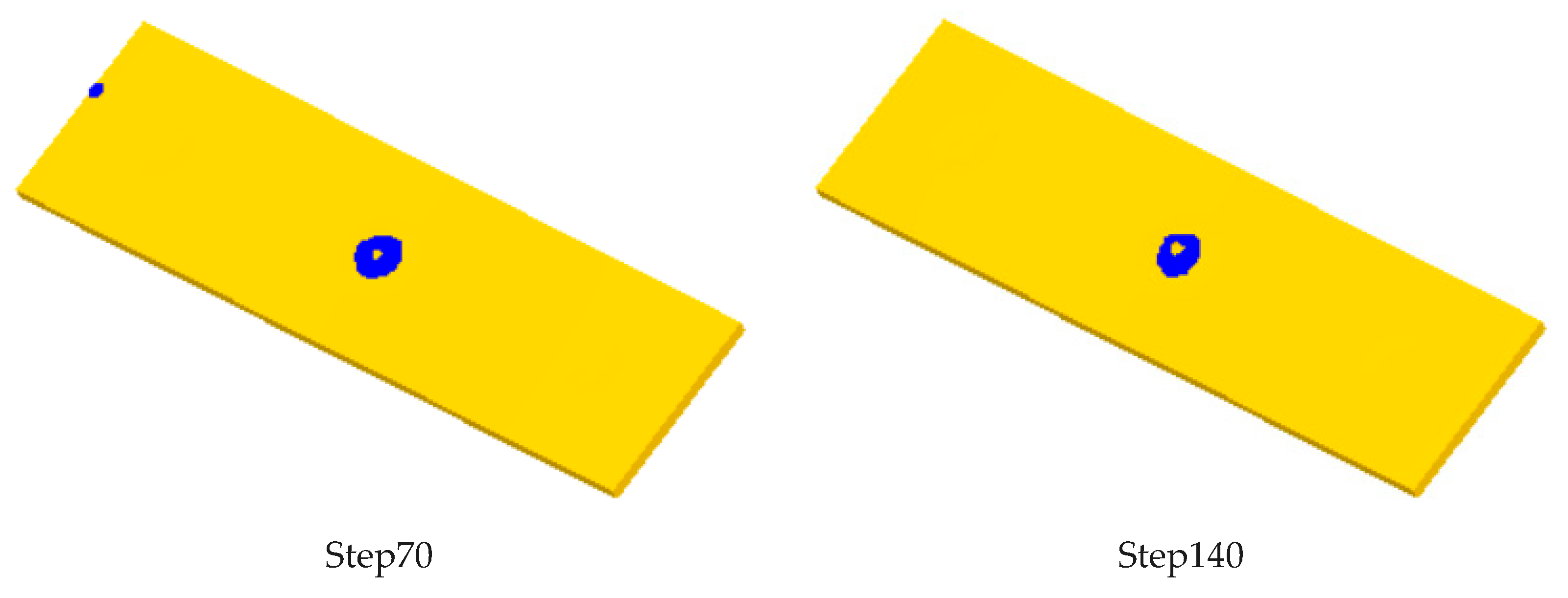
3.2. Analysis of Blanking Stress
4. Experiment of Micro Gear Forming
4.1. Structure of Micro Gear Forming Device
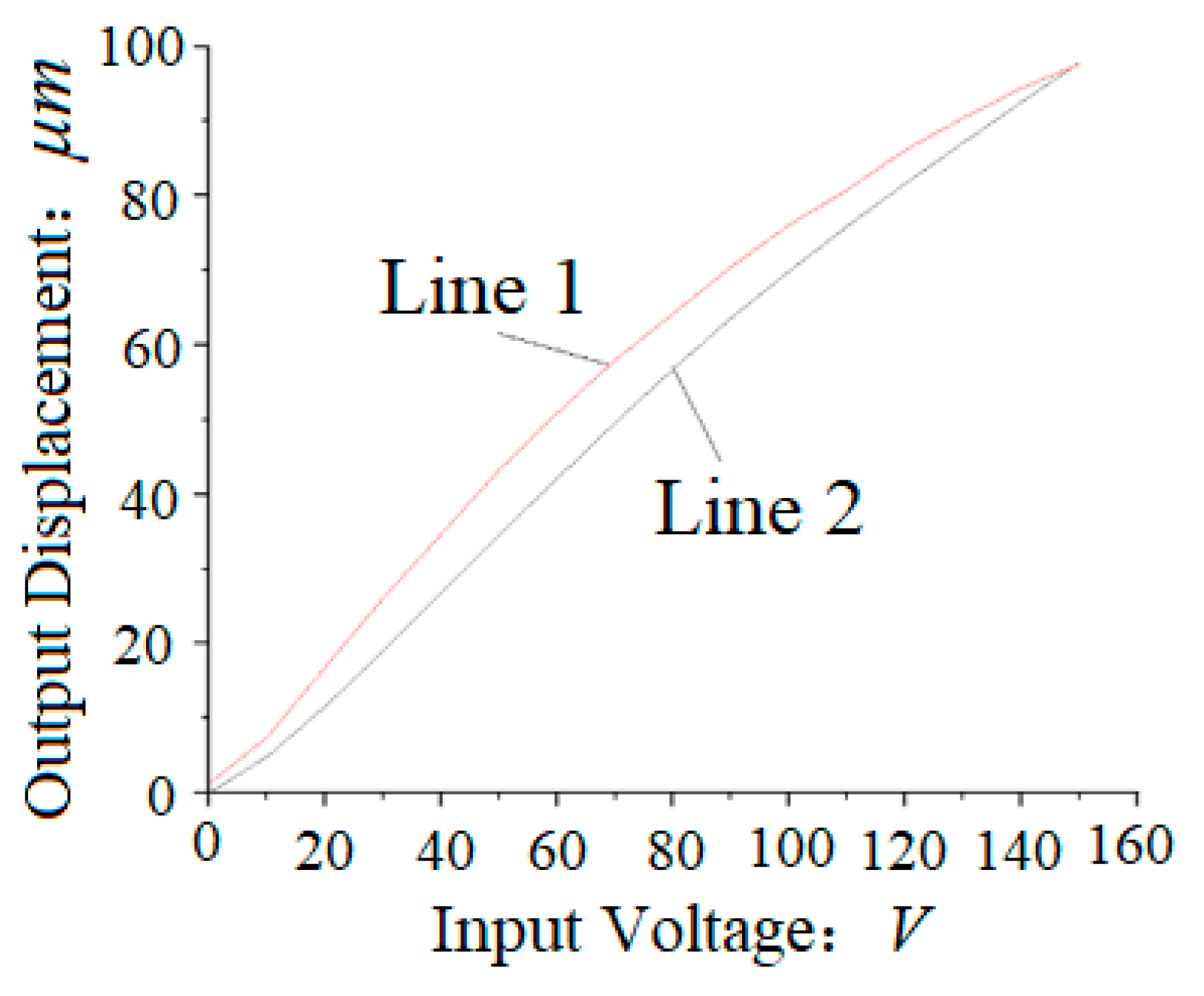
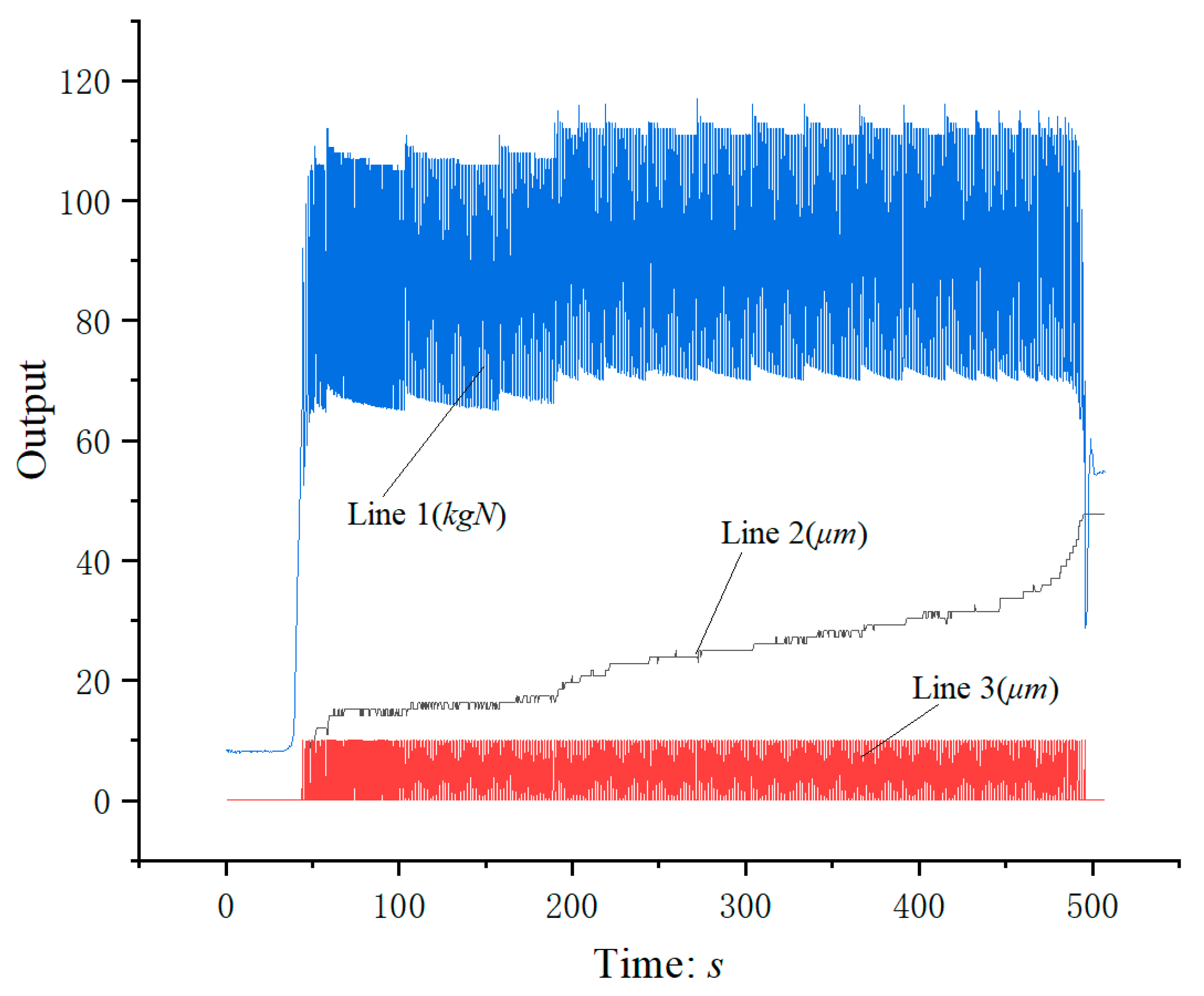
4.2. Change of Micro Gear Processing Parameters
4.3. Micro Gear Parts Formed by Blanking on the Device
5. Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Liu, H.X.; Lu, M.M.; Wang, X.; Shen, Z.B.; Gu, C.X.; Gu, Y.X. Micro-punching of aluminum foil by laser dynamic flexible punching process. Int. J. Mater. Form. 2013, 8, 183–196. [Google Scholar] [CrossRef]
- Ni, X.L.; Yin, H.Q.; Liu, L.; Yi, S.J.; Qu, X.H. Injection molding and debinding of micro gears fabricated by micro powder injection molding. Int. J. Min. Met. Mater. 2013, 1, 82–87. [Google Scholar] [CrossRef]
- Zhao, J.; Qin, Y.; Huang, K.; Hijji, H. Forming of micro-components by electrical-field activated sintering. MATEC Web Conf. 2015, 21, 10001. [Google Scholar] [CrossRef] [Green Version]
- Noveanu, D. Researches concerning a new method for obtaining spur gears by metal powder compaction in elastic dies. Metalurgia 2013, 65, 35–39. [Google Scholar]
- Wang, Y.; Chen, X.; Wang, Z.; Dong, S. Fabrication of micro gear with intact tooth profile by micro wire electrical discharge machining. J. Mater. Process. Technol. 2017, 9, 002. [Google Scholar]
- Gupta, K.; Jain, N.K. Comparative Study of Wire-EDM and Hobbing for Manufacturing High-Quality Miniature Gears. Mater. Manuf. Process. 2014, 29, 1470–1476. [Google Scholar] [CrossRef]
- Habib, S.; Okada, A. Study on the movement of wire electrode during fine wire electrical discharge machining process. J. Mater. Process. Technol. 2016, 227, 147–152. [Google Scholar]
- Gupta, K.; Jain, N.K. Analysis and optimization of micro-geometry of miniature spur gears manufactured by wire electric discharge machining. Precis. Eng. 2014, 38, 728–737. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Z.; Xu, J.; Wang, Y.; Li, J.; Liu, H. Sustainable production of micro gears combining micro reciprocated wire electrical discharge machining and precision forging. J. Clean. Prod. 2018, 188, 1–11. [Google Scholar] [CrossRef]
- Wang, Y.K.; Chen, X.; Wang, Z.L.; Dong, S.L. Fabrication of micro gear with intact tooth profile by micro wire electrical discharge machining. J. Mater. Process. Technol. 2018, 252, 137–147. [Google Scholar] [CrossRef]
- Maher, I.; Sarhan, A.A.; Barzani, M.M.; Hamdi, M. Increasing the productivity of the wire-cut electrical discharge machine associated with sustainable production. J. Clean. Prod. 2015, 108, 247–255. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, Y.; Zhang, Z.; Li, H.; Ming, W.Y.; Zhang, G.J. An analysis and optimization of the geometrical inaccuracy in WEDM rough corner cutting. Int. J. Adv. Manuf. Technol. 2014, 74, 917–929. [Google Scholar] [CrossRef]
- Li, J.; Liu, H.; Shen, Z.; Qian, Q.; Zhang, H.; Wang, X. Formability of micro-gears fabrication in laser dynamic flexible punching. J. Mater. Process. Technol. 2016, 234, 131–142. [Google Scholar] [CrossRef]
- Horiuchi, T.; Furuuchi, Y.; Nakamura, R.; Hirota, K. Micro-gear fabrication using optical projection lithography on copper-clad plastic substrates and electroplating of nickel. Microelectron. Eng. 2006, 83, 1316–1320. [Google Scholar] [CrossRef]
- Cannella, E.; Nielsen, E.K.; Stolfi, A. Designing a tool system for lowering friction during the ejection of in-die sintered micro gears. Micromachines 2017, 8, 214. [Google Scholar]
- Garner, S.; Ruiz, E.; Strong, J.; Zavaliangos, A. Mechanisms of crack formation in die compacted powders during unloading and ejection: An experimental and modeling comparison between standard straight and tapered dies. Powder Technol. 2014, 264, 114–127. [Google Scholar] [CrossRef]
- Akarachkin, S.A.; Ivashutenko, A.S.; Martyushev, N.V. Activation of mass transfer processes at spark plasma sintering of zirconium dioxide. IOP Conf. Ser. Mater. Sci. Eng. 2016, 124, 12042. [Google Scholar] [CrossRef] [Green Version]
- Zhong, J.M.; Wu, X.Y.; Xu, B.; Ruan, S.C. Laminated fabrication of micro-stepped gear mold based on WEDM and thermal diffusion welding. Inter. J. Adv. Manuf. Technol. 2015, 78, 1233–1240. [Google Scholar] [CrossRef]
- Álvarez, A.; de López Lacalle, L.N.; Olaiz, A.; Rivero, A. Large Spiral Bevel Gears on Universal 5-axis Milling Machines: A Complete Process. Procedia Eng. 2015, 132, 397–404. [Google Scholar] [CrossRef] [Green Version]
- Suzuki, Y.; Shiratori, T.; Murakawa, M.; Yang, M. Precision stamping process of metal micro gears. Procedia Manuf. 2018, 15, 1445–1451. [Google Scholar]
- Hirota, K. Precision blanking method with negative clearance. J. Serv. Theor. Pract. 2014, 185–189. [Google Scholar]
- Li, P.Z.; Wang, X.D.; Zhao, L.; Zhang, D.F.; Guo, K. Dynamic linear modeling, identification and precise control of a walking piezo-actuated stage. Mech. Syst. Signal Process. 2019, 128, 141–152. [Google Scholar] [CrossRef]
- Wang, W.; Wang, R.; Chen, Z.; Sang, Z.; Ju, B. A new hysteresis modeling and feedforward control of piezoelectric actuators based on asymmetric Prandtl-Ishlinskii model. Sensor. Actuat. A Phys. 2020, 316, 112431. [Google Scholar] [CrossRef]
- Li, P.Z.; Wang, X.D.; Sui, Y.X.; Zhang, D.F.; Wang, D.F.; Dong, L.J.; Ni, M.Y. Piezoelectric actuated phase shifter based on external laser interferometer: Design, control and experimental validation. Sensors 2017, 17, 838. [Google Scholar] [CrossRef] [Green Version]
- Bo, P.; González, H.; Calleja, A.; de Lacalle, L.N.; Bartoň, M. 5-axis double-flank CNC machining of spiral bevel gears via custom-shaped milling tools—Part I: Modeling and simulation. Precis. Eng. 2019, 62, 204–212. [Google Scholar] [CrossRef] [Green Version]
- Meek, D.S.; Walton, D.J. Calculation of involute substitute arc by two-point equal arc method. Modern Manuf. Eng. 1982, 10, 22–23. [Google Scholar]
- Yulong, L.; Kun, L. Established Formulas for Trapped-oil Area and Relief-load Area of External Spur-gear Pump. Trans. Chin. Soc. Agric. Mach. 2009, 40, 203–207. [Google Scholar]
- Krahmer, D.M.; Polvorosa, R.; De Lacalle, L.L.; Alonso-Pinillos, U.; Abate, G.; Riu, F. Alternatives for specimen manufacturing in tensile testing of steel plates. Exp. Tech. 2016, 40, 1555–1565. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Material composition | Cu 60.5%~63.5% |
| Tensile strength (Mpa) | 370 |
| Modulus of elasticity (Gpa) | 100 |
| Vickers hardness (HV) | 115 |
| Coefficient of linear expansion (*106) | 20.6 |
| Fatigue limit (Mpa) | 154 |
| Yield strength (Mpa) | 120 |
| Item | Value |
|---|---|
| Unilateral Gap CL (μm) | 5 |
| Addendum Circle Diameter of Punch dP0 (mm) | 1.95 |
| Root Circle Diameter of Die dD0 (mm) | 1.85 |
| Outer Diameter of Die dD (mm) | 25.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, C.; Shi, Y.; Liu, F. Research on Precision Blanking Process Design of Micro Gear Based on Piezoelectric Actuator. Micromachines 2021, 12, 200. https://doi.org/10.3390/mi12020200
Hu C, Shi Y, Liu F. Research on Precision Blanking Process Design of Micro Gear Based on Piezoelectric Actuator. Micromachines. 2021; 12(2):200. https://doi.org/10.3390/mi12020200
Chicago/Turabian StyleHu, Changjun, Yunyang Shi, and Fangfang Liu. 2021. "Research on Precision Blanking Process Design of Micro Gear Based on Piezoelectric Actuator" Micromachines 12, no. 2: 200. https://doi.org/10.3390/mi12020200
APA StyleHu, C., Shi, Y., & Liu, F. (2021). Research on Precision Blanking Process Design of Micro Gear Based on Piezoelectric Actuator. Micromachines, 12(2), 200. https://doi.org/10.3390/mi12020200