


Hybrid Dissection for Neutron Tube Shell via Continuous-Wave Laser and Ultra-Short Pulse Laser

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Cutting Method
2.2. Samples
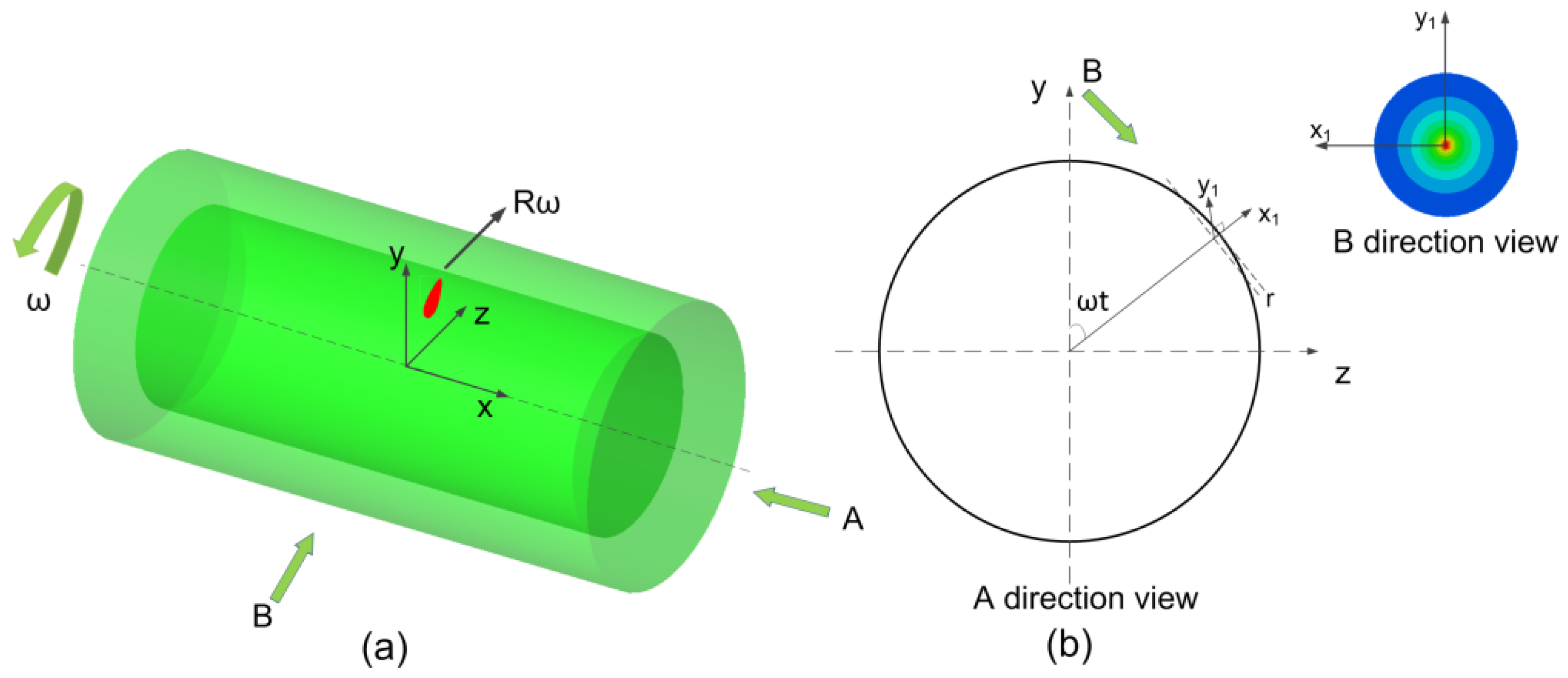
2.3. Numerical Modeling
3. Results and Discussion
3.1. Numerical Modeling Results and Discussion
3.2. Experimental Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Richards, W.; Barrett, J.; Springgate, M.; Shields, K. Neutron radiography inspection of investment castings. Appl. Radiat. Isot. 2004, 61, 675–682. [Google Scholar] [CrossRef]
- Lehmann, E.; Mannes, D.; Kaestner, A.; Grünzweig, C. Recent applications of neutron imaging methods. Phys. Procedia 2017, 88, 5–12. [Google Scholar] [CrossRef]
- Evans, L.; Minniti, T.; Fursdon, M.; Gorley, M.; Barrett, T.; Domptail, F.; Surrey, E.; Kockelmann, W.; Müller, A.V.; Escourbiac, F.; et al. Comparison of X-ray and neutron tomographic imaging to qualify manufacturing of a fusion divertor tungsten monoblock. Fusion Eng. Des. 2018, 134, 97–108. [Google Scholar] [CrossRef] [Green Version]
- Randall, R. Application of accelerator sources for pulsed neutron logging of oil and gas wells. Nucl. Instrum. Methods Sect. B 1985, 10–11, 1028–1032. [Google Scholar] [CrossRef]
- Jing, S.-W.; Gu, D.-S.; Qiao, S.; Liu, Y.-R.; Liu, L.-M. Development of pulse neutron coal analyzer. Rev. Sci. Instrum. 2005, 76, 045110. [Google Scholar] [CrossRef]
- Sudac, D.; Majetic, S.; Kollar, R.; Nad, K.; Obhodas, J.; Valkovic, V. Inspecting minefields and residual explosives by fast neutron activation method. IEEE Trans. Nucl. Sci. 2011, 59, 1421–1425. [Google Scholar] [CrossRef]
- Pfutzner, H.; Groves, J.; Mahdavi, M. Performance characteristics of a compact DT neutron generator system. Nucl. Instrum. Methods Phys. Res. 1995, 99, 516–518. [Google Scholar] [CrossRef]
- Zhou, X.; Lu, J.; Liu, Y.; Ouyang, X. A concise method to calculate the target current ion species fraction in D–D and D–T neutron tubes. Nucl. Instrum. Methods Phys. Res. A 2021, 987, 164836. [Google Scholar] [CrossRef]
- Qiao, Y.-H. Progress in studies and applications of neutrons tube. Nucl. Electron. Detect. Technol. 2008, 28, 1134–1139. [Google Scholar]
- Guo, W.-T.; Zhao, S.-J.; Yua, Z.-T.; Shi, G.-Y.; Jing, S.-W. Effect of target material on neutron output and sputtering yield of D-D neutron tube. Nucl. Instrum. Methods Phys. Res. Sect. B 2020, 473, 48–54. [Google Scholar] [CrossRef]
- Zhao, S.-J.; Guo, W.-T.; Yu, Z.-T.; Li, C.; Jing, S.-W. Design of magnetic circuit and extraction system of ECR ion source for intense neutron tube. Vacuum 2020, 178, 109450. [Google Scholar] [CrossRef]
- Chen, L.; Siores, E.; Wong, W. Kerf characteristics in abrasive waterjet cutting of ceramic materials. Int. J. Mach. Tools Manuf. 1996, 36, 1201–1206. [Google Scholar] [CrossRef]
- Wang, J.; Wong, W. A study of abrasive waterjet cutting of metallic coated sheet steels. Int. J. Mach. Tools Manuf. 1999, 39, 855–870. [Google Scholar] [CrossRef] [Green Version]
- Karatas, C.; Keles, O.; Uslan, I.; Usta, Y. Laser cutting of steel sheets: Influence of workpiece thickness and beam waist position on kerf size and striation formation. J. Mater. Process. Technol. 2006, 172, 22–29. [Google Scholar] [CrossRef]
- Tuomas, P.A.S. A study on the effect of cutting position on performance a study on the effect of cutting position on performance. Weld World 2014, 58, 193–204. [Google Scholar]
- Tamura, K.; Ishigami, R.; Yamagishi, R. Laser cutting of thick steel plates and simulated steel components using a 30 kW fiber laser. J. Nucl. Sci. Technol. 2016, 53, 916–920. [Google Scholar] [CrossRef]
- Seon, S.; Shin, J.S.; Oh, S.Y.; Park, H.; Chung, C.-M.; Kim, T.-S.; Lee, L.; Lee, J. Improvement of cutting performance for thick stainless steel plates by step-like cutting speed increase in high-power fiber laser cutting. Opt. Laser Technol. 2018, 103, 311–317. [Google Scholar] [CrossRef]
- Shin, J.S.; Oh, S.Y.; Park, H.; Chung, C.-M.; Seon, S.; Kim, T.-S.; Lee, L.; Lee, J. Cutting performance of thick steel plates up to 150 mm in thickness and large size pipes with a 10-kW fiber laser for dismantling of nuclear facilities. Ann. Nucl. Energy 2018, 122, 62–68. [Google Scholar] [CrossRef]
- García-López, E.; Medrano-Tellez, A.G.; Ibarra-Medina, J.R.; Siller, H.R.; Rodriguez, C.A. Experimental study of back wall dross and surface roughness in fiber laser Microcutting of 316L miniature tubes. Micromachines 2017, 9, 4. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kautek, W.; Kruger, J. Femtosecond pulse laser ablation of metallic, semiconducting, ceramic and biological materials. SPIE Proc. 1994, 2207, 600–611. [Google Scholar]
- Muthuramalingam, T.; Moiduddin, K.; Akash, R.; Krishnan, S.; Mian, S.H.; Ameen, W.; Alkhalefah, H. Influence of process parameters on dimensional accuracy of machined Titanium (Ti-6Al-4V) alloy in laser beam machining process. Opt. Laser Technol. 2020, 132, 106494. [Google Scholar] [CrossRef]
- Wang, X.; Zheng, H.; Chu, P.; Tan, J.; Teh, K.; Liu, T.; Ang, B.C.; Tay, G. High quality femtosecond laser cutting of alumina substrates. Opt. Lasers Eng. 2010, 48, 657–663. [Google Scholar] [CrossRef]
- Ahmmed, K.M.T.; Grambow, C.; Kietzig, A.-M. Fabrication of micro/nano structures on metals by femtosecond laser micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Lina, M.; Julius, S.; Virgilijus, V.; Romualdas, S.; Ona, B. Femtosecond laser micromachining of soda–lime glass in ambient air and under various aqueous solutions. Micromachines 2019, 10, 354. [Google Scholar]
- Criales, L.E.; Orozco, P.F.; Medrano, A.; Rodriguez, C.; Özel, T. Effect of fluence and pulse overlapping on fabrication of microchannels in PMMA/PDMS via UV laser micromachining: Modeling and experimentation. Mater. Manuf. Process. 2015, 30, 890–901. [Google Scholar] [CrossRef]
- Shanghai Baoshao Special Steel Co., Ltd., China. Available online: http://www.chinabshao.com (accessed on 10 November 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Parameters | CW Laser | Femtosecond Laser |
|---|---|---|
| Operation mode | Continuous wave | 500 fs (Pulse) |
| Central wavelength | 1080 nm | 1030 nm |
| Average power | 1000 W | 7 W |
| Repletion rate | N/A | 300 kHz |
| Focal length | 150 mm | 100 mm |
| Beam diameter | 100 μm | 30 μm |
| Beam mode | TEM00 Gaussion Mode | |
| Type | Mass Fraction | C | Si | P | S | Mn | Ni | Cr |
|---|---|---|---|---|---|---|---|---|
| Tube shell | Max (%) | 0.10 | 0.75 | 0.04 | 0.03 | 2 | 11 | 20 |
| Min (%) | 0.04 | - | - | - | - | 8 | 18 |
| Material Properties | Symbol | Value |
|---|---|---|
| Density | 7200 (kg·m−3) | |
| Thermal conductivity (solid/liquid) | 40/22 (W·(m·K)−1) | |
| Specific heat capacity (solid/liquid) | 720/800 (J·(kg·K)−1) | |
| Coefficient of thermal expansion | 4.95 × 10−5 (K−1) | |
| Fusion latent heat | 2.47 × 105 (J·kg−1) | |
| Evaporation latent heat | 6.34 × 106 (J·kg−1) | |
| Solid temperature | 1679 (K) | |
| Liquid temperature | 1727 (K) | |
| Fusion point | 1700 (K) | |
| Boiling point | 3200 (K) | |
| Emissivity coefficient | 0.16 | |
| Convective heat transfer coefficient | 40 (W·m−2·K−1) | |
| Stefan–Boltzmann constant | 5.67 × 10−8 (W·m−2·K4) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, M.; Qiang, Y.; Zhu, C.; Xiang, X.; Zhou, D.; Peng, Z.; Xie, X.; Zhu, Q. Hybrid Dissection for Neutron Tube Shell via Continuous-Wave Laser and Ultra-Short Pulse Laser. Micromachines 2022, 13, 352. https://doi.org/10.3390/mi13030352
Kang M, Qiang Y, Zhu C, Xiang X, Zhou D, Peng Z, Xie X, Zhu Q. Hybrid Dissection for Neutron Tube Shell via Continuous-Wave Laser and Ultra-Short Pulse Laser. Micromachines. 2022; 13(3):352. https://doi.org/10.3390/mi13030352
Chicago/Turabian StyleKang, Minqiang, Yongfa Qiang, Canlin Zhu, Xiangjun Xiang, Dandan Zhou, Zhitao Peng, Xudong Xie, and Qihua Zhu. 2022. "Hybrid Dissection for Neutron Tube Shell via Continuous-Wave Laser and Ultra-Short Pulse Laser" Micromachines 13, no. 3: 352. https://doi.org/10.3390/mi13030352
APA StyleKang, M., Qiang, Y., Zhu, C., Xiang, X., Zhou, D., Peng, Z., Xie, X., & Zhu, Q. (2022). Hybrid Dissection for Neutron Tube Shell via Continuous-Wave Laser and Ultra-Short Pulse Laser. Micromachines, 13(3), 352. https://doi.org/10.3390/mi13030352