
Electropolishing and Shaping of Micro-Scale Metallic Features




Abstract
:1. Introduction
1.1. Overview
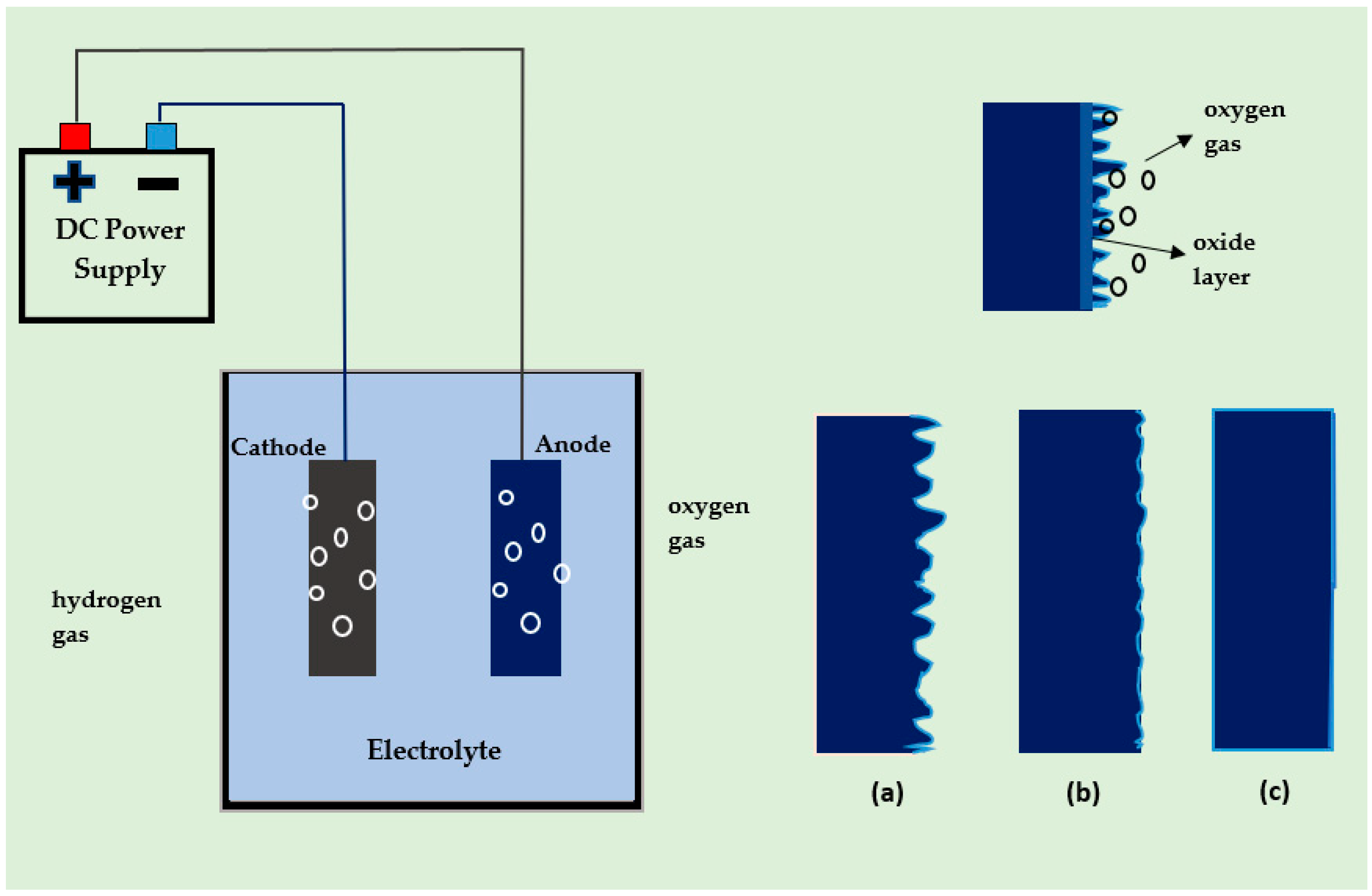
1.2. Basic Principles
2. Alternative Micro-Feature Fabrication Processes
2.1. Micro-Milling
2.2. Micro-EDM
2.3. Laser Polishing/Ablation
2.4. LIGA
2.5. Electrochemical Etching
2.6. Reactive Ion Etching (RIE)
2.7. Summary and Limitations of Micro-Fabrication Processes
3. Theories of Electropolishing
3.1. Jacquet Theory (Resistance)
3.2. Elmore Theory (Diffusion)
3.3. Edwards Theory (Acceptor)
3.4. Hoar Theory (Passivation)
3.5. Darmois Theory (Adsorption)
4. Important Factors
4.1. Electrolyte Composition
4.2. Temperature
4.3. Wave Form
4.4. Electropolish Time
4.5. Electrode Gap
4.6. Hydrodynamic Conditions (Forced Convection)
5. Micro-Nano-Scale Polishing—Issues and Trends
5.1. Metal AM Parts
5.2. Biomedical Stents and Implants
5.3. Sample Preparation for TEM
5.4. Semiconductor and Radio Frequency MEMs
6. Electrochemical Shaping of Micro-Structures
6.1. Fundamental Principle
6.2. Shaping of Micro-Channels
7. Conclusions
- i.
- Not only does electropolishing provide a shiny and burr-free surface, but it also has the potential to shape and polish precision micro-features. Theories of electropolishing explain the difference of current density distribution at the peak and recess areas of a surface. This leads to more material removal at the peaks than at recessed areas. Consequently, the effect can be used to shape micro-scale features.
- ii.
- Micro-fabrication processes such as μ-milling, μ-EDM, laser polish/ablation, metal-assisted chemical etching, LIGA, and reactive ion etching have been used for micro-nano-fabrication with high-aspect ratios and complex geometries. Owing to the limitations of material removal along a linear path (rectilinear nature of light, plasma, and mechanical tools), they cannot be used to shape/form micro-features.
- iii.
- There are some important process parameters; specifically, voltage, current density, temperature, stationary/mobile electrodes, EP time, and convection, which affect material removal rate, surface roughness (Ra), and shine. The electrolytes can be characterized through techniques including linear scanning voltammetry (LSV), cyclic voltammetry (CYV), gravimetric analysis (GA), and chrono-amperometric analysis (CAA), which indicates the current limiting plateau region for electropolishing. This helps in selecting suitable process parameters to optimize a particular EP process.
- iv.
- Researchers are increasingly motivated to use environmentally friendly electrolytes. Conventional (acid-based) electrolytes are increasingly being replaced by mixtures of salts/ionic liquids, as per the new term ‘deep eutectic solvents’ (‘DES’). Electrolytes (sulfuric/phosphoric/acetic acid) that worked well for alloys of steel, copper, aluminum, titanium, and niobium are increasingly being replaced by mixtures of choline chloride (ChCl) and ethylene glycol (EG), and other salts.
- v.
- Achieving a micro-level surface polish is more challenging than general electropolishing, as it pertains to complex geometries, narrow channels, and special forms within miniature components. The control of material removal rates, the viscosity of electrolyte, optimum process parameters and a controlled environment are crucial for avoiding defects, removing burrs, enhancing corrosion resistance, and combining micro-level polish with structural integrity. Some of the most significant micro-scale applications have been discussed in this review; these include bio-medical stents, implants, AM parts, radio frequency-based RF MEMS, and superconducting devices, and TEM samples.
- vi.
- Novel developments of electropolishing for shaping micro-features have been demonstrated within our own work by means of a series of micro-arrays. There is a gradient difference due to the uneven surface of the metal, which causes a higher current density to exist at peak regions than at valley areas. By using this characteristic intelligently, the micro-features can be shaped using electropolishing after other micro-fabrication methods, e.g., micro-milling, micro-electroforming, and micro-EDM. It is a versatile process for fabricating complex 3D geometries which cannot be achieved by other technologies. However, controlling the process to achieve optimal shape still needs to be studied and optimized.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Electropolishing—A User’s Guide to Applications, Quality Standards and Specifications; Delstar Metal Finishing, Inc.: Houston, TX, USA, 2003.
- Lochyński, P.; Charazińska, S.; Łyczkowska-Widłak, E.; Sikora, A. Electropolishing of stainless steel in laboratory and industrial scale. Metals 2019, 9, 854. [Google Scholar] [CrossRef] [Green Version]
- Palmieri, V. Fundamentals of electrochemistry—The electrolytic polishing of metals: Application to copper and Niobium. In Proceedings of the 11th Workshop on RF Superconductivity, Lübeck/Travemünder, Germany, 8–12 September 2003. [Google Scholar]
- Metz, F.I. Electropolishing of Metals; Iowa State University: Ames, IA, USA, 1960; p. 170. [Google Scholar]
- Jacquet, P. On the anodic behavior of copper in aqueous solutions of orthophosphoric acid. Trans. Electrochem. Soc. 1936, 69, 629. [Google Scholar] [CrossRef]
- Nazneen, F.; Galvin, P.; Arrigan, D.W.; Thompson, M.; Benvenuto, P.; Herzog, G. Electropolishing of medical-grade stainless steel in preparation for surface nano-texturing. J. Solid State Electrochem. 2012, 16, 1389–1397. [Google Scholar] [CrossRef] [Green Version]
- Sojitra, P.; Engineer, C.; Kothwala, D.; Raval, A.; Kotadia, H.; Mehta, G. Electropolishing of 316LVM stainless steel cardiovascular stents: An investigation of material removal, surface roughness and corrosion behaviour. Trends Biomater. Artif. Organs 2010, 23, 115–121. [Google Scholar]
- Lin, C.-C.; Hu, C.-C. Electropolishing of 304 stainless steel: Surface roughness control using experimental design strategies and a summarized electropolishing model. Electrochim. Acta 2008, 53, 3356–3363. [Google Scholar] [CrossRef]
- Łyczkowska-Widłak, E.; Lochyński, P.; Nawrat, G. Electrochemical polishing of austenitic stainless steels. Materials 2020, 13, 2557. [Google Scholar] [CrossRef] [PubMed]
- Lopes, N.I.d.A.; Silva, L.Á.D.O.; Santos, L.D.A.; Buono, V.T.L. Surface characterization of NiTi superelastic and shape memory alloys after electrolytic polishing. Mater. Res. 2017, 20, 572–579. [Google Scholar] [CrossRef] [Green Version]
- Parangusan, H.; Bhadra, J.; Al-Thani, N. A review of passivity breakdown on metal surfaces: Influence of chloride-and sulfide-ion concentrations, temperature, and pH. Emergent Mater. 2021, 4, 1187–1203. [Google Scholar] [CrossRef]
- Harun, W.; Manam, N.; Kamariah, M.; Sharif, S.; Zulkifly, A.; Ahmad, I.; Miura, H. A review of powdered additive manufacturing techniques for Ti-6al-4v biomedical applications. Powder Technol. 2018, 331, 74–97. [Google Scholar] [CrossRef]
- Chandra, A.; Sumption, M.; Frankel, G. On the mechanism of niobium electropolishing. J. Electrochem. Soc. 2012, 159, C485. [Google Scholar] [CrossRef]
- Brusov, A.; Orr, G.; Azulay, M.; Golan, G. Electropolishing of single crystal and polycrystalline aluminum to achieve high optical and mechanical surfaces. arXiv 2021, arXiv:2102.05752. [Google Scholar]
- Du, B.; Suni, I.I. Mechanistic studies of Cu electropolishing in phosphoric acid electrolytes. J. Electrochem. Soc. 2004, 151, C375. [Google Scholar] [CrossRef] [Green Version]
- Chang, S.-C. Superpolishing for planarizing copper damascene interconnects. Electrochem. Solid State Lett. 2003, 6, G72. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, X.; Li, Z.; Sun, X.; Liu, H.; Jing, X.; Gong, Z. Experimental investigation on the effects of different electrolytic polishing solutions on nitinol cardiovascular stents. J. Mater. Eng. Perform. 2021, 30, 4318–4327. [Google Scholar] [CrossRef]
- Lee, E.-S. Machining characteristics of the electropolishing of stainless steel (STS316L). Int. J. Adv. Manuf. Technol. 2000, 16, 591–599. [Google Scholar] [CrossRef]
- Wang, D. Electrochemical mechanical polishing technology: Recent developments and future research and industrial needs. Int. J. Adv. Manuf. Technol. 2016, 86, 1909–1924. [Google Scholar]
- Núñez, P.; García-Plaza, E.; Hernando, M.; Trujillo, R. Characterization of surface finish of electropolished stainless steel AISI 316L with varying electrolyte concentrations. Procedia Eng. 2013, 63, 771–778. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.A.; Chen, J.Y.; Sun, M.T. Electropolishing behaviour of 73 brass in a 70 vol% H3PO4 Solution by using a rotating cylinder electrode (RCE). Metals 2017, 7, 30. [Google Scholar] [CrossRef] [Green Version]
- Roscol, V.; Dubent, S.; Bensalah, W.; Mierzejewski, S.; Ottenio, R.; Depetris-Wery, M.; Ayedi, H. Application of an experimental design to study AISI 4340 and 300M steels electropolishing in a concentrated perchloric/acetic acid solution. Eng. Res. Express 2020, 2, 035007. [Google Scholar] [CrossRef]
- Wang, E.; Xin, T.; Lu, X.; Yang, L.; Lin, L.; Jin, S.; Zhao, K. Study on the Buffered Electropolishing Jacquet Layers on Niobium Cavity; SRF: New Delhi, India, 2007. [Google Scholar]
- Kissling, S.; Bade, K. Electrochemical finishing of nickel microstructures. In Multi-Material Micro Manufacture; Dimov, S., Menz, W., Eds.; Whittles Publishing Ltd: Dunbeath Mill, UK, 2008. [Google Scholar]
- Wu, A.T.; Mammosser, J.; Phillips, L.; Delayen, J.; Reece, C.; Wilkerson, A.; Smith, D.; Ike, R. Smooth Nb surfaces fabricated by buffered electropolishing. Appl. Surf. Sci. 2007, 253, 3041–3052. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, X.; Li, Z.; Jing, X.; Gong, Z.; Liu, C. Surface performance and optimization of nickel titanium alloy electropolishing parameters. Int. J. Electrochem. Sci. 2021, 16, 210745. [Google Scholar] [CrossRef]
- Tajiri, K.; Saito, Y.; Yamanaka, Y.; Kabeya, Z. Pit-free electropolishing of aluminum and its application for process chamber. J. Vac. Sci. Technol. A Vac. Surf. Film. 1998, 16, 1196–1200. [Google Scholar] [CrossRef]
- WIPO. Electrolyte Composition and Method for the Electropolishing Treatment of Nickel-Titanium Alloys and/or Other Metal Substrates including Tungsten, Niob and Tantal Alloys. WO 2015/078930 A1, 4 June 2015. [Google Scholar]
- Wenner, S.; Lervik, A.; Thronsen, E.; Marioara, C.D.; Kubowicz, S.; Holmestad, R. Copper enrichment on aluminium surfaces after electropolishing and its effect on electron imaging and diffraction. Mater. Charact. 2021, 172, 110846. [Google Scholar] [CrossRef]
- Han, W.; Fang, F. Eco-friendly NaCl-based electrolyte for electropolishing 316L stainless steel. J. Manuf. Processes 2020, 58, 1257–1269. [Google Scholar] [CrossRef]
- Loftis, J.D.; Abdel-Fattah, T.M. Nanoscale electropolishing of high-purity nickel with an ionic liquid. Int. J. Miner. Metall. Mater. 2019, 26, 649. [Google Scholar] [CrossRef]
- Lebedeva, O.; Kultin, D.; Zakharov, A.; Kustov, L. Advantages of electrochemical polishing of metals and alloys in ionic liquids. Metals 2021, 11, 959. [Google Scholar] [CrossRef]
- Chu, Q.; Wu, A.; Tan, T.; Guo, H.; Xiong, P.; Huang, S.; He, Y. Electropolishing behavior of niobium in choline chloride-based deep eutectic solvents. Appl. Surf. Sci. 2021, 550, 149322. [Google Scholar] [CrossRef]
- Karim, W.O.; Juma, J.A.; Omer, K.M.; Salih, Y.M.; Aziz, K.H.H.; Aziz, S.B. Electropolishing and mirror-like preparation of titanium in choline chloride-ethylene glycol mixture liquid. Electrochemistry 2020, 88, 447–450. [Google Scholar] [CrossRef]
- Protsenko, V.; Butyrina, T.; Bobrova, L.; Korniy, S.; Danilov, F. Enhancing corrosion resistance of nickel surface by electropolishing in a deep eutectic solvent. Mater. Lett. 2020, 270, 127719. [Google Scholar] [CrossRef]
- Kityk, A.; Protsenko, V.; Danilov, F.; Pavlik, V.; Hnatko, M.; Šoltýs, J. Enhancement of the surface characteristics of Ti-based biomedical alloy by electropolishing in environmentally friendly deep eutectic solvent (Ethaline). Colloids Surf. A Physicochem. Eng. Asp. 2021, 613, 126125. [Google Scholar] [CrossRef]
- Kityk, A.; Hnatko, M.; Pavlik, V.; Boča, M. Electropolishing of WCu composite in a deep eutectic solvent. Chem. Pap. 2021, 75, 1767–1771. [Google Scholar] [CrossRef]
- Kityk, A.A.; Danilov, F.I.; Protsenko, V.S.; Pavlik, V.; Boča, M.; Halahovets, Y. Electropolishing of two kinds of bronze in a deep eutectic solvent (Ethaline). Surf. Coat. Technol. 2020, 397, 126060. [Google Scholar] [CrossRef]
- Karim, W.O. Electropolishing of pure metallic titanium in a deep eutectic solvent. Arab. J. Chem. 2021, 14, 102906. [Google Scholar] [CrossRef]
- Karim, W.O.; Abbott, A.P.; Cihangir, S.; Ryder, K.S. Electropolishing of nickel and cobalt in deep eutectic solvents. Int. J. Surf. Engng Coat. 2018, 96, 200–205. [Google Scholar] [CrossRef]
- Kityk, A.A.; Protsenko, V.S.; Danilov, F.I.; Kun, O.V.; Korniy, S.A. Electropolishing of aluminium in a deep eutectic solvent. Surf. Coat. Technol. 2019, 375, 143–149. [Google Scholar] [CrossRef]
- McGeough, J.A. Principles of Electrochemical Machining; Chapman & Hall: New York, NY, USA, 1974. [Google Scholar]
- Hubbard-Hal Inc. Electropolishing: Process considerations. In Better Chemistry. Better Business; Hubbard-Hal Inc.: Waterbury, CT, USA, 2019. [Google Scholar]
- Brett, C.M.A.; Brett, O.M.A. Electrochemistry: Principles, Methods, and Applications; Oxford University Press: Oxford, UK, 1993. [Google Scholar]
- Acquesta, A.; Monetta, T. The electropolishing of additively manufactured parts in titanium: State of the art. Adv. Eng. Mater. 2021, 23, 2100545. [Google Scholar] [CrossRef]
- Han, W.; Fang, F.Z. Investigation of electropolishing characteristics of tungsten in ecofriendly sodium hydroxide aqueous solution. Adv. Manuf. 2020, 8, 265–278. [Google Scholar] [CrossRef] [PubMed]
- Balázs, B.Z.; Geier, N.; Pereszlai, C.; Poór, D.I.; Takács, M. Analysis of cutting force and vibration at micro-milling of a hardened steel. Procedia CIRP 2021, 99, 177–182. [Google Scholar] [CrossRef]
- Saptaji, K.; Triawan, F.; Sai, T.K.; Gebremariam, A. Deburring method of aluminum mould produced by milling process for microfluidic device fabrication. Indones. J. Sci. Technol. 2021, 6, 123–140. [Google Scholar] [CrossRef]
- Shukla, R.; Kannojia, H.K.; Mukherjee, C.; Sankar, P.R.; Thakur, B.; Sinha, A.; Pandey, D. Challenges in fabrication of high aspect ratio electrostatic comb-drive microactuator using one-step X-ray lithography. ISSS J. Micro Smart Syst. 2020, 9, 173–180. [Google Scholar] [CrossRef]
- Fang, F.; Xu, F. Recent advances in micro/nano-cutting: Effect of tool edge and material properties. Nanomanuf. Metrol. 2018, 1, 4–31. [Google Scholar] [CrossRef]
- Huff, M. Recent advances in reactive ion etching and applications of high-aspect-ratio microfabrication. Micromachines 2021, 12, 991. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Fang, F.; Yan, G.; Guo, Y. Study on diamond cutting of ion implanted tungsten carbide with and without ultrasonic vibration. Nanomanuf. Metrol. 2019, 2, 177–185. [Google Scholar] [CrossRef]
- Taylor, E.; McCrabb, H.; Garich, H.; Hall, T.; Inman, M. A pulse/pulse reverse electrolytic approach to electropolishing and through-mask electroetching. In Surface Technology White Papers; Faraday Technology, Inc.: Clayton, OH, USA, 2011. [Google Scholar]
- Bhuyan, A.; Gregory, B.; Lei, H.; Yee, S.Y.; Gianchandani, Y.B. Pulse and DC electropolishing of stainless steel for stents and other devices. In Proceedings of the SENSORS, 2005 IEEE, Irvine, CA, USA, 30 October–3 November 2005; pp. 314–317. [Google Scholar]
- Hall, T.; Snyder, S.; Inman, M.; Taylor, E.J. (Industrial electrochemistry and electrochemical engineering division New Electrochemical Technology (NET) Award) pulse reverse HF-Free electropolishing of niobium Superconducting Radio Frequency (SRF) cavities for nuclear physics and high energy physics applications. In ECS Meeting Abstracts; IOP Publishing: Bristol, UK, 2021; p. 737. [Google Scholar]
- Aliakseyeu, Y.G.; Korolyov, A.Y.; Niss, V.S.; Budnitsky, A.S. Electrochemical polishing of matrix stents of the 316lvm steel using microsecond pulses. Весці Нацыянальнай Акадэміі Навук Беларусі. Серыя Фізіка-Тэхнічных Навук 2021, 66, 161–168. [Google Scholar] [CrossRef]
- Ferchow, J.; Hofmann, U.; Meboldt, M. Enabling electropolishing of complex selective laser melting structures. Procedia CIRP 2020, 91, 472–477. [Google Scholar] [CrossRef]
- Inkson, B. Scanning electron microscopy (SEM) and transmission electron microscopy (TEM) for materials characterization. In Materials Characterization Using Nondestructive Evaluation (NDE) Methods; Elsevier: Amsterdam, The Netherlands, 2016; pp. 17–43. [Google Scholar]
- Rao, D.S.; Muraleedharan, K.; Humphreys, C. TEM specimen preparation techniques. Microsc. Sci. Technol. Appl. Educ. 2010, 2, 1232. [Google Scholar]
- Zhang, N.; Liu, J.; Zhang, H.; Kent, N.J.; Diamond, D.; Gilchrist, M.D. 3D printing of metallic microstructured mould using selective laser melting for injection moulding of plastic microfluidic devices. Micromachines 2019, 10, 595. [Google Scholar] [CrossRef] [Green Version]
- Qiu, C.; Al Kindi, M.; Aladawi, A.S.; Al Hatmi, I. A comprehensive study on microstructure and tensile behaviour of a selectively laser melted stainless steel. Sci. Rep. 2018, 8, 7785. [Google Scholar] [CrossRef]
- Lassell, A. The Electropolishing of Electron Beam Melting, Additively Manufactured Ti6Al4V Titanium: Relevance, Process Parameters and Surface Finish. Master’s Thesis, University of Louisville, Louisville, KY, USA, 2016. [Google Scholar]
- Hsu, C.F.; Chang, F.Y.; Huang, Y.X. Surface machining of stainless steel cardiovascular stents by fluid abrasive machining and electropolishing. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2021; pp. 3–13. [Google Scholar]
- Sarvar, F.; Hutt, D.A.; Whalley, D.C. Application of adhesives in MEMS and MOEMS assembly: A review. In Proceedings of the 2nd International IEEE Conference on Polymers and Adhesives in Microelectronics and Photonics. POLYTRONIC 2002. Conference Proceedings (Cat. No. 02EX599), Zalaegerszeg, Hungary, 23–26 June 2002; pp. 22–28. [Google Scholar]
- Deng, K.; Yang, F.; Wang, Y.; Lai, C.; Han, K. Design and fabrication of a Ka band RF MEMS switch with high capacitance ratio and low actuation voltage. Micromachines 2022, 13, 37. [Google Scholar] [CrossRef] [PubMed]
- Moazzez, B.; O’Brien, S.M.; Merschrod, S.E.F. Improved adhesion of gold thin films evaporated on polymer resin: Applications for sensing surfaces and MEMS. Sensors 2013, 13, 7021–7032. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R. Materials selection approaches and fabrication methods in RF MEMS switches. J. Electron. Mater. 2021, 50, 3149–3168. [Google Scholar]
- Kumar, R. MEMS based cantilever biosensors for cancer detection using potential bio-markers present in VOCs: A survey. Microsyst. Technol. 2019, 25, 3253–3267. [Google Scholar]
- Han, W.; Fang, F. Fundamental aspects and recent developments in electropolishing. Int. J. Mach. Tools Manuf. 2019, 139, 1–23. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of surfaces: Theory and applications. Surf. Eng. 2017, 33, 149–166. [Google Scholar] [CrossRef]
- Hryniewicz, T. Electropolishing processes for better implants’ performance. Biomed. J. Sci. Tech. Res. 2018, 11, 8262–8266. [Google Scholar]
- Belkin, P.; Kusmanov, S.; Parfenov, E. Mechanism and technological opportunity of plasma electrolytic polishing of metals and alloys surfaces. Appl. Surf. Sci. Adv. 2020, 1, 100016. [Google Scholar] [CrossRef]
- Zhu, F.; He, Y.; Lu, Z.; Fan, H.; Zhang, T. Composite elastomer-enabled rapid photofabrication of microfluidic devices. ACS Appl. Mater. Interfaces 2021, 13, 37589–37597. [Google Scholar] [CrossRef] [PubMed]
- Balázs, B.Z.; Takács, M. Experimental investigation of the influence of cutting parameters on surface quality and on the special characteristics of micro-milled surfaces of hardened steels. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 6996–7008. [Google Scholar] [CrossRef]
- Jia, Z.; Lu, X.; Gu, H.; Ruan, F.; Liang, S.Y. Deflection prediction of micro-milling Inconel 718 thin-walled parts. J. Mater. Process. Technol. 2021, 291, 117003. [Google Scholar] [CrossRef]
- Chen, L.; Deng, D.; Pi, G.; Huang, X.; Zhou, W. Burr formation and surface roughness characteristics in micro-milling of microchannels. Int. J. Adv. Manuf. Technol. 2020, 111, 1277–1290. [Google Scholar] [CrossRef]
- König, W.; Klocke, F. Manufacturing Processes. Removal, Generation and Laser Material Processing; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Bhattacharya, S.; Mishra, A.; Keshkar, N.; Kumar, S.; Kain, V.; Dey, G. Wire electric discharge machining of P91 steel: Microstructure and thermal modeling studies. Metall. Mater. Trans. A 2019, 50, 5336–5355. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Z.; Huang, H.; Huang, Y.; Zhang, G.; Li, W.; Liu, C. Study on thermal deformation behavior and microstructural characteristics of wire electrical discharge machining thin-walled components. J. Manuf. Processes 2018, 31, 9–19. [Google Scholar] [CrossRef]
- Urtekin, L.; Özerkan, H.B.; Cogun, C.; Genc, A.; Esen, Z.; Bozkurt, F. Experimental investigation on wire electric discharge machining of biodegradable AZ91 Mg alloy. J. Mater. Eng. Perform. 2021, 30, 7752–7761. [Google Scholar] [CrossRef]
- Vikas, K.S.R.; Ram, N.R.; Charan, B.S.; Indrakanti, S.S. Hot pressing of copper and copper-based composites: Microstructure and suitability as electrodes for electric discharge machining. Mater. Today Proc. 2021, 41, 1001–1007. [Google Scholar] [CrossRef]
- Kuriakose, S.; Mohan, K.; Shunmugam, M. Data mining applied to wire-EDM process. J. Mater. Process. Technol. 2003, 142, 182–189. [Google Scholar] [CrossRef]
- Ji, R.; Liu, Y.; Zhang, Y.; Wang, F. Machining performance of silicon carbide ceramic in end electric discharge milling. Int. J. Refract. Met. Hard Mater. 2011, 29, 117–122. [Google Scholar] [CrossRef]
- Wang, T.; Wu, C.; Liu, H.; Chen, M.; Cheng, J.; Dingning, S. On-machine electric discharge truing of small ball-end fine diamond grinding wheels. J. Mater. Process. Technol. 2020, 277, 116472. [Google Scholar] [CrossRef]
- Perry, T.L.; Werschmoeller, D.; Li, X.; Pfefferkorn, F.E.; Duffie, N.A. Micromelting for laser micro polishing of meso/micro metallic components. In Proceedings of the ASME 2007 International Manufacturing Science and Engineering Conference, Atlanta, GA, USA, 15–18 October 2007; pp. 363–369. [Google Scholar]
- Willenborg, E. Polishing with laser radiation. Kunstst. Int. 2007, 97, 37. [Google Scholar]
- Pong-Ryol, J.; Tae-Sok, J.; Nam-Chol, K.; Xing, F. Laser micro-polishing for metallic surface using UV nano-second pulse laser and CW laser. Int. J. Adv. Manuf. Technol. 2016, 85, 2367–2375. [Google Scholar] [CrossRef]
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef] [Green Version]
- Hafiz, A.M.K. Applicability of a Picosecond Laser for Micro-Polishing of Metallic Surfaces. Ph.D. Thesis, The University of Western Ontario, London, ON, Canada, 2013. [Google Scholar]
- Shen, H.; Liao, C.; Zhou, J.; Zhao, K. Two-step laser based surface treatments of laser metal deposition manufactured Ti6Al4V components. J. Manuf. Processes 2021, 64, 239–252. [Google Scholar] [CrossRef]
- Li, K.; Chopra, P.; O’Neill, W. Micromachining of glassy carbon using a Yb-based master oscillator power amplifier nanosecond fiber laser. Appl. Opt. 2021, 60, 9082–9086. [Google Scholar] [CrossRef] [PubMed]
- Osbild, M.; Brenner, A.; Röther, L.; Finger, J. Ultrashort pulse laser micro polishing of steel–Investigation of the melt pool depth. Procedia CIRP 2020, 94, 936–941. [Google Scholar] [CrossRef]
- Thompson, L.F. An Introduction to Lithography; ACS publication: Washington, DC, USA, 1983. [Google Scholar]
- Nóbrega, E.; Campos, C. Deep UV lithography valveless micrtopump design and test. In ABCM Symposium Series in Mechatronics; ABCM: Curitiba, Brazil, 2008; pp. 586–594. [Google Scholar]
- Essa, K.; Modica, F.; Imbaby, M.; El-Sayed, M.A.; ElShaer, A.; Jiang, K.; Hassanin, H. Manufacturing of metallic micro-components using hybrid soft lithography and micro-electrical discharge machining. Int. J. Adv. Manuf. Technol. 2017, 91, 445–452. [Google Scholar] [CrossRef] [Green Version]
- Betancourt, T.; Brannon-Peppas, L. Micro-and nanofabrication methods in nanotechnological medical and pharmaceutical devices. Int. J. Nanomed. 2006, 1, 483. [Google Scholar] [CrossRef] [PubMed]
- Tamada, K.; Amano, S.; Okamoto, K.; Takeuchi, M.; Yamaguchi, A.; Utsumi, Y.; Yamasaki, T. Fabrication of Ni–W microgears using LIGA process. Sens. Mater. 2021, 33, 4455–4460. [Google Scholar] [CrossRef]
- Wang, J.; Wang, H.; Lai, L.; Li, Y. Preparation of microneedle array mold based on MEMS lithography technology. Micromachines 2021, 12, 23. [Google Scholar] [CrossRef]
- Liew, L.-A.; Read, D.T.; Martin, M.L.; Christenson, T.R.; Geaney, J.T. Microfabricated fiducial markers for digital image correlation-based micromechanical testing of LIGA Ni alloys. Eng. Res. Express 2021, 3, 025019. [Google Scholar] [CrossRef]
- Shukla, R.; Beera, G.; Dubey, A.; Sharma, V.P.; Sankar, P.R.; Dhawan, R.; Tiwari, P.; Sinha, A. Design analysis and fabrication of side-drive electrostatic micromotor by UV-SLIGA. J. Micromanuf. 2021. [Google Scholar] [CrossRef]
- Museau, M.; Masclet, C.; Tichkiewitch, S. Integrated design of MEMS: Aiming at manufacturability. Int. J. Interact. Des. Manuf. 2007, 1, 127–134. [Google Scholar] [CrossRef]
- Romano, L.; Stampanoni, M. Microfabrication of X-ray optics by metal assisted chemical etching: A review. Micromachines 2020, 11, 589. [Google Scholar] [CrossRef]
- Lee, C.-Y.; Lin, P.-C.; Yang, C.-H.; Ho, C.-E. Significantly improving the etching characteristics of electroplated Cu films through microstructure modification. Surf. Coat. Technol. 2020, 386, 125471. [Google Scholar] [CrossRef]
- Zhan, S.; Dong, B.; Wang, H.; Zhao, Y. A novel approach for bulk micromachining of 4H-SiC by tool-based electrolytic plasma etching in HF-free aqueous solution. J. Eur. Ceram. Soc. 2021, 41, 5075–5087. [Google Scholar] [CrossRef]
- Han, L.; Wang, Y.; Sartin, M.M.; Zhan, D.; Tian, Z.-Q. Chemical etching processes at the dynamic GaAs/Electrolyte interface in the electrochemical direct-writing micromachining. ACS Appl. Electron. Mater. 2021, 3, 437–444. [Google Scholar] [CrossRef]
- Lee, H.; Yi, A.; Choi, J.; Ko, D.-H.; Kim, H.J. Texturing of polydimethylsiloxane surface for anti-reflective films with super-hydrophobicity in solar cell application. Appl. Surf. Sci. 2022, 584, 152625. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, H.; Yang, R.; Laffitte, Y.; Schmill, U.; Hu, W.; Kaddoura, M.; Blondeel, E.J.; Cui, B. Fabrication of sharp silicon hollow microneedles by deep-reactive ion etching towards minimally invasive diagnostics. Microsyst. Nanoeng. 2019, 5, 41. [Google Scholar] [CrossRef]
- Höppner, M.; Kneppe, D.; Kleemann, H.; Leo, K. Precise patterning of organic semiconductors by reactive ion etching. Org. Electron. 2020, 76, 105357. [Google Scholar] [CrossRef]
- Refino, A.D.; Yulianto, N.; Syamsu, I.; Nugroho, A.P.; Hawari, N.H.; Syring, A.; Kartini, E.; Iskandar, F.; Voss, T.; Sumboja, A. Versatilely tuned vertical silicon nanowire arrays by cryogenic reactive ion etching as a lithium-ion battery anode. Sci. Rep. 2021, 11, 19779. [Google Scholar] [CrossRef]
- Gerlt, M.S.; Läubli, N.F.; Manser, M.; Nelson, B.J.; Dual, J. Reduced etch lag and high aspect ratios by deep reactive ion etching (DRIE). Micromachines 2021, 12, 542. [Google Scholar] [CrossRef]
- Kumabe, T.; Ando, Y.; Watanabe, H.; Deki, M.; Tanaka, A.; Nitta, S.; Honda, Y.; Amano, H. Etching-induced damage in heavily Mg-doped p-type GaN and its suppression by low-bias-power inductively coupled plasma-reactive ion etching. Jpn. J. Appl. Phys. 2021, 60, SBBD03. [Google Scholar] [CrossRef]
- Mendes, M.K.; Ghouila-Houri, C.; Hammami, S.; Arnoult, T.; Pernod, P.; Talbi, A. Optimization of Reactive-Ion Etching (RIE) parameters to maximize the lateral etch rate of silicon using SF6/N2 gas mixture: An alternative to etching Si in MEMS with Au components. Mater. Lett. 2021, 285, 129058. [Google Scholar] [CrossRef]
- Huff, M. Process Sequence Design and Integration for Micro- and Nano-Systems Manufacturing; Springer: New York, NY, USA, 2022. [Google Scholar]
- Misiiuk, K.; Lowrey, S.; Blaikie, R.; Juras, J.; Sommers, A. Study of Micro-and Nanopatterned Aluminum Surfaces Using Different Microfabrication Processes for Water Management. Langmuir 2022, 38, 1386–1397. [Google Scholar] [CrossRef] [PubMed]
- Pan, S.; Chen, M.; Wu, L. Smart superhydrophobic surface with restorable microstructure and self-healable surface chemistry. ACS Appl. Mater. Interfaces 2020, 12, 5157–5165. [Google Scholar] [CrossRef] [PubMed]
- Han, W.; Fang, F. Investigation of electrochemical properties of electropolishing Co–Cr dental alloy. J. Appl. Electrochem. 2020, 50, 367–381. [Google Scholar] [CrossRef]
- Elmore, W. Electrolytic polishing. II. J. Appl. Phys. 1940, 11, 797–799. [Google Scholar] [CrossRef]
- Lee, S.-J.; Lai, J.-J.; Lin, Y.-T. Simulation of the formation mechanism of a viscous layer for the electropolishing process. WIT Trans. Eng. Sci. 2005, 48, 1–11. [Google Scholar]
- Edwards, J.J. Electrodepositors’ Tech. Soc., 28, 133 (1951–1952). J. Electrochem. Soc. 1953, 100, 189C. [Google Scholar] [CrossRef]
- Wagner, C. Contribution to the theory of electropolishing. J. Electrochem. Soc. 1954, 101, 225. [Google Scholar] [CrossRef]
- Vidal, R.; West, A.C. Copper Electropolishing in Concentrated phosphoric acid: II. theoretical interpretation. J. Electrochem. Soc. 1995, 142, 2689. [Google Scholar] [CrossRef]
- Park, K.; Lee, J.; Kim, Y.; Yoon, S.; Yoo, B. Study of Cu electrochemical polishing mechanism with observation of water acceptor diffusion. Front. Chem. 2021, 9, 763508. [Google Scholar] [CrossRef]
- Hoar, T.; Mears, D.; Rothwell, G. The relationships between anodic passivity, brightening and pitting. Corros. Sci. 1965, 5, 279–289. [Google Scholar] [CrossRef]
- Hoar, T.; Mowat, J. Mechanism of electropolishing. Nature 1950, 165, 64–65. [Google Scholar] [CrossRef]
- Trompette, J.-L.; Massot, L.; Arurault, L.; Fontorbes, S. Influence of the anion specificity on the anodic polarization of titanium. Corros. Sci. 2011, 53, 1262–1268. [Google Scholar] [CrossRef] [Green Version]
- Rowland, P. Mechanism of electropolishing. Nature 1953, 171, 931. [Google Scholar] [CrossRef]
- Darmois, E.; Epelboin, I.; Amine, D. Resistivite electrique et composition optimum des bains de polissage electrolytique. C. R. Hebd. Seances Acad. Sci. 1950, 230, 386–388. [Google Scholar]
- Haïdopoulos, M. Étude expérimentale D’optimisation de Procédés de Modifications de Surface de L’acier Inoxydable 316 Pour Application Aux Dispositifs Endovasculaires. Ph.D. Thesis, Université Laval, Québec, QC, Canada, 2005. [Google Scholar]
- Feancis, H.T.; Colner, W.H. Cyclic phenomena observed in electropolishing of silver. J. Electrochem. Soc. 1950, 97, 237. [Google Scholar] [CrossRef]
- Nave, M.I.; Chen-Wiegart, Y.-C.K.; Wang, J.; Kornev, K.G. Precipitation and surface adsorption of metal complexes during electropolishing. Theory and characterization with X-ray nanotomography and surface tension isotherms. Phys. Chem. Chem. Phys. 2015, 17, 23121–23131. [Google Scholar] [CrossRef] [PubMed]
- Chatterjee, B. Science and Industry of Electropolishing. Jahrb. Oberfl. 2015, 71, 71–93. [Google Scholar]
- Hensel, K.B. Surface treatments-electropolishing. Met. Finish. 2002, 100, 425–433. [Google Scholar] [CrossRef]
- Tailor, P.B.; Agrawal, A.; Joshi, S.S. Evolution of electrochemical finishing processes through cross innovations and modeling. Int. J. Mach. Tools Manuf. 2013, 66, 15–36. [Google Scholar] [CrossRef]
- Nakar, D.; Harel, D.; Hirsch, B. Electropolishing effect on roughness metrics of ground stainless steel: A length scale study. Surf. Topogr. Metrol. Prop. 2018, 6, 015003. [Google Scholar] [CrossRef]
- Tyagi, P.; Goulet, T.; Riso, C.; Stephenson, R.; Chuenprateep, N.; Schlitzer, J.; Benton, C.; Garcia-Moreno, F. Reducing the roughness of internal surface of an additive manufacturing produced 316 steel component by chempolishing and electropolishing. Addit. Manuf. 2019, 25, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Crawford, A.C. Extreme diffusion limited electropolishing of niobium radiofrequency cavities. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2017, 849, 5–10. [Google Scholar] [CrossRef]
- El-shamy, H.F.; Aggour, Y.; El-batouti, M.; Ahmed, A. Electropolishing of carbon steel in presence of some natural polymers under natural and forced convection conditions. Int. J. Adv. Res. Chem. Sci. 2017, 4, 1–12. [Google Scholar]
- Lochynski, P.; Kowalski, M.; Szczygiel, B.; Kuczewski, K. Improvement of the stainless steel electropolishing process by organic additives. Pol. J. Chem. Technol. 2016, 18, 76–81. [Google Scholar] [CrossRef] [Green Version]
- Rokosz, K.; Hryniewicz, T.; Simon, F.; Rzadkiewicz, S. XPS analysis of AISI 304l stainless steel surface after electropolishing. Adv. Mater. Sci. 2015, 15, 21–29. [Google Scholar] [CrossRef] [Green Version]
- Aihara, H. Surface and Biocompatibility Study of Electropolished Co-Cr Alloy L605. Master’s Thesis, San Jose State University, San Jose, CA, USA, 2009. [Google Scholar]
- Pircher, E.; Martinez, M.R.; Hansal, S.; Hansal, W. Electropolishing of copper alloys in phosphoric acid solutions with alcohols. Plat. Surf. Finish. 2003, 90, 74–79. [Google Scholar]
- Feng, F.; Zhang, X.S.; Qu, T.M.; Zhang, Y.Y.; Qian, X.; Liu, B.B.; Huang, J.-H.; Feng, P.-F. Scaling analysis of current influence on Hastelloy surface roughness in electro-polishing process. Rare Met. 2019, 38, 142–150. [Google Scholar] [CrossRef]
- Shim, H.S.; Seo, M.J.; Hur, D.H. Effect of electropolishing on general corrosion of Alloy 690TT tubes in simulated primary coolant of pressurized water reactors. Appl. Surf. Sci. 2019, 467–468, 467–476. [Google Scholar] [CrossRef]
- Lopez-Ruiz, P.; Garcia-Blanco, M.B.; Vara, G.; Fernández-Pariente, I.; Guagliano, M.; Bagherifard, S. Obtaining tailored surface characteristics by combining shot peening and electropolishing on 316L stainless steel. Appl. Surf. Sci. 2019, 492, 1–7. [Google Scholar] [CrossRef]
- Abouzeid, F.M.; Abubshait, H.A. A study of vitamin B influence on the morphology, roughness, and reflectance of electropolished aluminum in H3PO4–H2SO4 mixture. Arab. J. Chem. 2020, 13, 2579–2595. [Google Scholar] [CrossRef]
- Taha, A.A.; Abouzeid, F.M.; Elsadek, M.M.; Habib, F.M. Effect of methanolic plant extract on copper electro-polishing in ortho-phosphoric acid. Arab. J. Chem. 2020, 13, 6606–6625. [Google Scholar] [CrossRef]
- Wei Han, F.F. Two-step electropolishing of 316L stainless steel in a sulfuric acid-free electrolyte. J. Mater. Process. Tech. 2020, 279, 116558. [Google Scholar] [CrossRef]
- Lochynski, P.; Sikora, A.; Szczygiel, B. Surface morphology and passive film composition after pickling and electropolishing. Surf. Eng. 2017, 33, 395–403. [Google Scholar] [CrossRef]
- Inman, M.; Taylor, E.J.; Hall, T.D. Electropolishing of passive materials in HF-free low viscosity aqueous electrolytes. J. Electrochem. Soc. 2013, 169, E94. [Google Scholar] [CrossRef]
- Ferreri, N.C.; Savage, D.J.; Knezevic, M. Non-acid, alcohol-based electropolishing enables high-quality electron backscatter diffraction characterization of titanium and its alloys: Application to pure Ti and Ti-6Al-4V. Mater. Charact. 2020, 166, 110406. [Google Scholar] [CrossRef]
- Chandralal, S. Development of Precision Nickel Mold for Replication of Polymer Microstructures. Masters Thesis, University College Dublin, Dublin, Ireland, 2020. [Google Scholar]
- Taylor, E.J.; Inman, M. Electrochemical surface finishing. Electrochem. Soc. 2014, 23, 57. [Google Scholar] [CrossRef]
- Wang, J.; Xu, Z.; Wang, J.; Zhu, D. Anodic dissolution characteristics of Inconel 718 in C6H5K3O7 and NaNO3 solutions by pulse electrochemical machining. Corros. Sci. 2021, 183, 109335. [Google Scholar] [CrossRef]
- Miao, W.-D.; Mi, X.-J.; Wang, X.-L.; Li, H.-C. Electropolishing parameters of NiTi alloy. Trans. Nonferrous Met. Soc. China 2006, 16, s130–s132. [Google Scholar] [CrossRef]
- Sun, X.; Wei, X.; Li, Z.; Lou, D.; Wang, Y.; Liu, H. Study on improving the performance of nitinol cardiovascular stent by “fiber laser—Electropolishing”. In Mechanical Engineering and Materials; Springer: Cham, Switzerland, 2021; Volume 100, pp. 31–40. [Google Scholar]
- Demisse, W.; Mutunga, E.; Klein, K.; Rice, L.; Tyagi, P. Surface Finishing and Electroless Nickel Plating of Additively Manufactured (Am) Metal ComponenTS; Kansas City Nuclear Security Campus (KCNSC): Kansas City, MO, USA, 2021.
- Fallah, M.M.; Attar, M.A.; Mohammadpour, A.; Moradi, M.; Barka, N. Modelling and optimizing surface roughness and MRR in electropolishing of AISI 4340 low alloy steel in eco-friendly NaCl based electrolyte using RSM. Mater. Res. Express 2021, 8, 106528. [Google Scholar] [CrossRef]
- Hu, Z.; Chen, F.; Lin, D.; Nian, Q.; Parandoush, P.; Zhu, X.; Shao, Z.; Cheng, G.J. Laser additive manufacturing bulk graphene–copper nanocomposites. Nanotechnology 2017, 28, 445705. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shrivastava, A.; Kumar, S.A.; Nagesha, B.; Suresh, T. Electropolishing of Inconel 718 manufactured by laser powder bed fusion: Effect of heat treatment on hardness, 3D surface topography and material ratio curve. Opt. Laser Technol. 2021, 144, 107448. [Google Scholar] [CrossRef]
- Hryniewicz, T.; Rokicki, R. Highly improved Nitinol biomaterial devices by magnetoelectropolishing (MEP). World Sci. News 2018, 106, 175–193. [Google Scholar]
- Kashin, O.A.; Borisov, D.; Lotkov, A.; Abramova, P.; Korshunov, A. Influence of surface modification of nitinol with silicon using plasma-immersion ion implantation on the alloy corrosion resistance in artificial physiological solutions. AIP Conf. Proc. 2015, 1683, 020077. [Google Scholar]
- Chembath, M.; Balaraju, J.; Sujata, M. In vitro corrosion studies of surface modified NiTi alloy for biomedical applications. Adv. Biomater. 2014, 2014, 697491. [Google Scholar] [CrossRef] [Green Version]
- Aebersold, J.; Stadelmann, P.; Matlosz, M. A rotating disk electropolishing technique for TEM sample preparation. Ultramicroscopy 1996, 62, 157–169. [Google Scholar] [CrossRef]
- Padhi, D.; Yahalom, J.; Gandikota, S.; Dixit, G. Planarization of copper thin films by electropolishing in phosphoric acid for ULSI applications. J. Electrochem. Soc. 2003, 150, G10. [Google Scholar] [CrossRef]
- Kissling, S.; Bade, K.; Börner, M.; Klymyshyn, D.M. Electropolishing as a method for deburring high aspect ratio nickel RF MEMS. Microsyst. Technol. 2010, 16, 1361–1367. [Google Scholar] [CrossRef]
- Liu, S.-H.; Shieh, J.-M.; Chen, C.; Hensen, K.; Cheng, S.-S. Roles of additives in damascene copper electropolishing. J. Electrochem. Soc. 2006, 153, C428. [Google Scholar] [CrossRef]
- Hryniewicz, T.; Rokosz, K.; Sandim, H.Z. SEM/EDX and XPS studies of niobium after electropolishing. Appl. Surf. Sci. 2012, 263, 357–361. [Google Scholar] [CrossRef]
- Matlosz, M.; Magaino, S.; Landolt, D. Impedance analysis of a model mechanism for acceptor-limited electropolishing. J. Electrochem. Soc. 1994, 141, 410. [Google Scholar] [CrossRef]
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Micro-Fabrication Technique | Minimum Feature Size | Theoretical Draft Angle | Aspect Ratio | Process Limitations | Ref. |
|---|---|---|---|---|---|
| Micro-milling | 25 μm | 0–90 (3D) | No real limits | Tool deflection, vibrational forces, wear, burrs, and machining tracks. | [47] |
| Micro-EDM | 15 μm | 0–90 (3D) | 14 | Surface crack density, tool wear, low efficiency, and surface form less accessible by machine tool. | [79] |
| Laser polishing/ablation | 10 μm | 0–90 (3D) | 2–2.5 | High cost involved, surface cracks and oxidation can damage the micro-features. | [114] |
| LIGA | 10 nm | 1–10 (2.5D) | 2 | Substrate breakage due to delamination, flatness, non-uniformity and demolding forces. | [60] |
| Chemical etching | 200 nm | NA | 1.5 | Etching induced damage, unequal etch rates and isotropic issues. | [115] |
| Reactive Ion etching | 6 μm | NA | up to 30 | Complex cost of equipment and side wall defect issues. | [110] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaki, S.; Zhang, N.; Gilchrist, M.D. Electropolishing and Shaping of Micro-Scale Metallic Features. Micromachines 2022, 13, 468. https://doi.org/10.3390/mi13030468
Zaki S, Zhang N, Gilchrist MD. Electropolishing and Shaping of Micro-Scale Metallic Features. Micromachines. 2022; 13(3):468. https://doi.org/10.3390/mi13030468
Chicago/Turabian StyleZaki, Sana, Nan Zhang, and Michael D. Gilchrist. 2022. "Electropolishing and Shaping of Micro-Scale Metallic Features" Micromachines 13, no. 3: 468. https://doi.org/10.3390/mi13030468
APA StyleZaki, S., Zhang, N., & Gilchrist, M. D. (2022). Electropolishing and Shaping of Micro-Scale Metallic Features. Micromachines, 13(3), 468. https://doi.org/10.3390/mi13030468