3.1. Rheological Testing
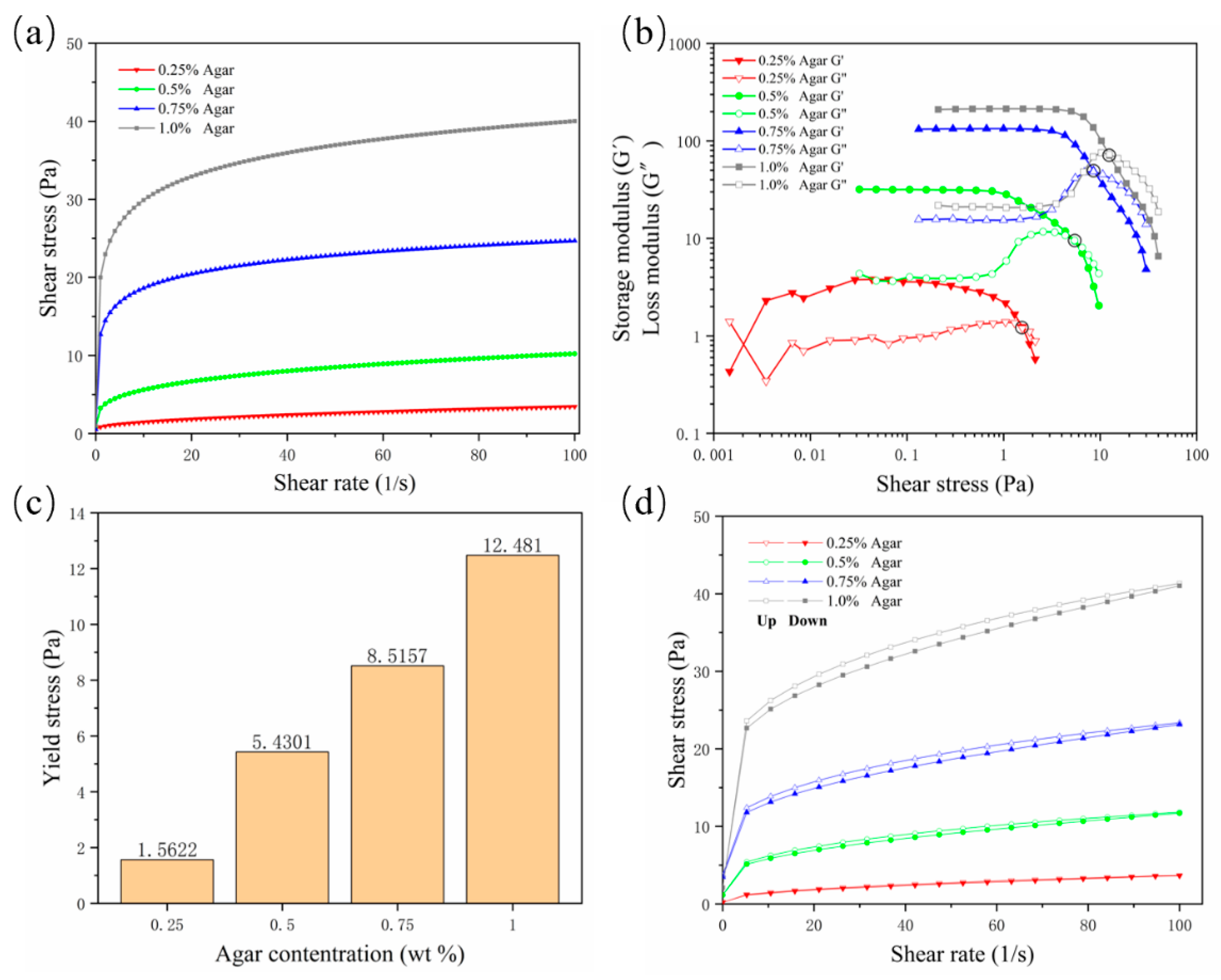
A suspension material needs to possess specific properties in order to suspend and encapsulate the printing material. The suspension medium should have the characteristics of a non-Newtonian fluid, similar to a solid when it is not stressed or is under low shear stress; as the shear stress increases, the viscosity of the suspension medium decreases, and the suspension medium begins to flow, becoming similar to a fluid; it needs to acquire a certain yield stress and shear-thinning properties. In this way, when the nozzle is embedded in the suspension medium and moves, the mechanical resistance of the nozzle is very small, and the hydrogel can be extruded; when the nozzle stops moving, the printed hydrogel can be fixed in the printing position by the suspension medium to complete the encapsulation. In this study, the shear-thinning properties of agarose gels were first validated. As the concentration increased, the viscosity of the gel increased continuously. The viscosity at a concentration of 0.25% was low, and the shear-thinning characteristics were not sufficient; they became sufficient from a concentration of 0.5% (
Figure 1a, where “Agar” is the abbreviation of “Agarose”, the same below). The storage modulus (G′) and loss modulus (G″) curves well reflect the non-Newtonian fluid properties of the gel (
Figure 1b). As the shear stress increased, the viscosity of the gel decreased, the storage modulus decreased, and the loss modulus increased. When G′ fell below G″, the gel began to flow, so the intersection of the modulus curves was used as the flow point to evaluate the yield value of different concentrations of agarose. The results showed that the yield strength at a concentration of 0.25% was too small, while starting from a concentration of 0.5%, the yield strength was detectable and increased with increased concentrations (
Figure 1c).
In order to prevent the diffusion of printing materials and ensure good printing fidelity, the suspension medium should solidify rapidly to bridge the cracks or air pockets left after moving the nozzle. Thixotropy is the standard property evaluated to determine the speed of bridging. Because of the existence of thixotropy, the hydrogel used as support material can also be called “self-healing hydrogel”. The results showed that with the increase of the concentration, the area between the hysteresis curves of the agarose gel increased continuously, indicating that the gel’s rapid healing ability was decreasing (
Figure 1d). In general, the yield value and thixotropy need to find a balance. Although a concentration of 0.25% is characterized by good thixotropy, the gel supporting ability is insufficient. Agarose at a concentration of 0.5% has suitable yield stress and thixotropy and is a potential optimal support bath formulation.
3.2. Process Test Result Analysis
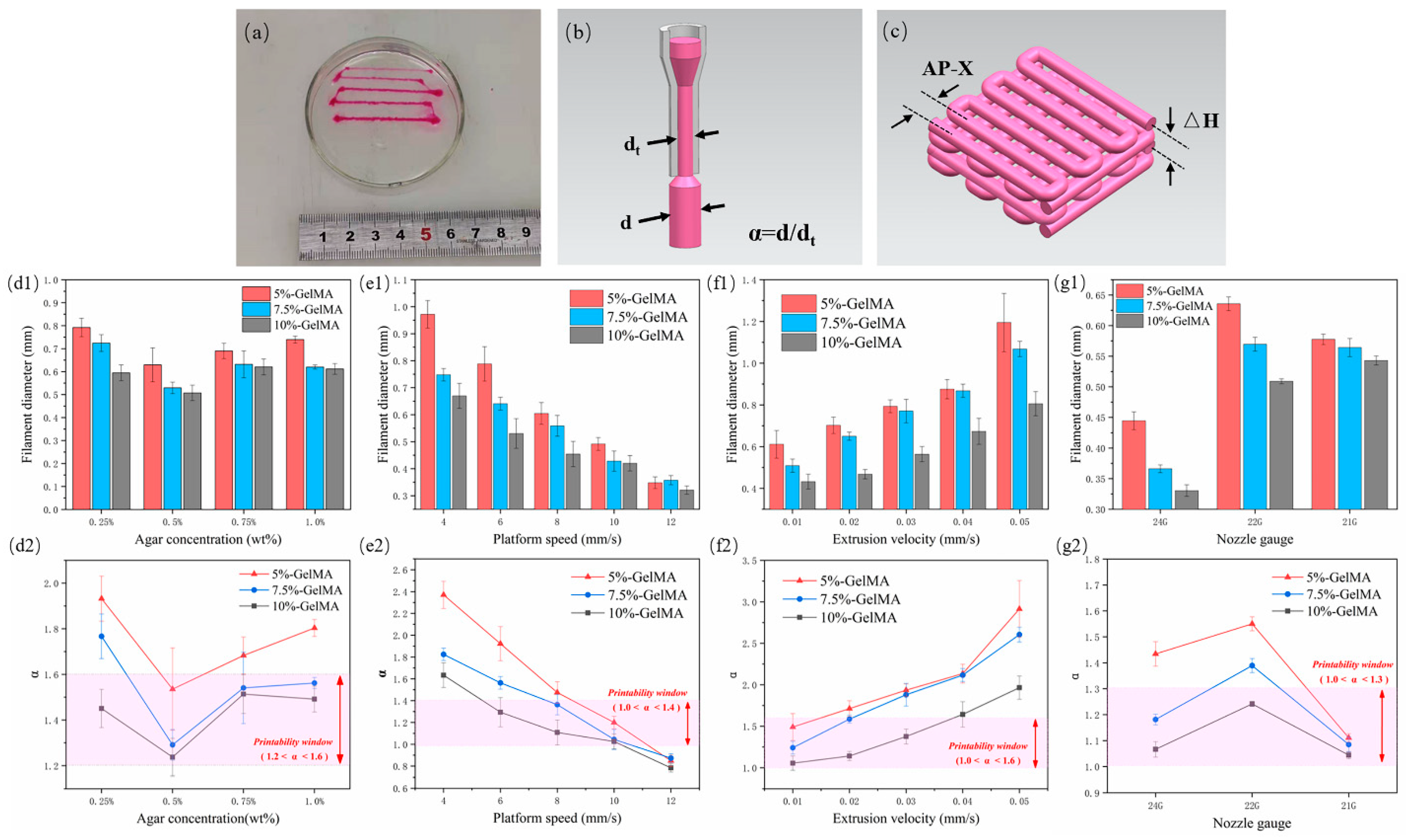
The extruded filament diameter is an important factor determining the quality of the structure. In order to prepare scaffolds with good structure and morphology, we evaluated the extrusion performance of GelMA in regard to filament diameter (
Figure 2a) and explored the variation of filament diameter under different process parameters, mainly agarose concentration, platform speed, extrusion velocity, and nozzle gauge. The fidelity is represented by α, that is the deviation between the actual wire diameter and the theoretical filament diameter (
Figure 2b,
α =
d/
dt, where
d is the actual measured diameter, and
dt is the inner diameter of the nozzle, which is the theoretical value).
First, three GelMAs were extruded at four concentrations of 0.25%, 0.5%, 0.75%, and 1.0% in an agarose suspension bath. For different concentrations of GelMA, 5% GelMA produced the largest filament diameter due to its low viscosity, which can produce greater expansion and deformation under the same extrusion force. Accordingly, 10% GelMA produced the smallest filament diameter. With the increase of agarose gel concentration, the filament diameter first decreased and then increased. It was the smallest at a concentration of 0.5% (
Figure 2(d1)). At this concentration, the value of
α was also the closest to 1, indicating the best fidelity. The reasons for the analysis are as follows: at 0.25% concentration, yield strength and viscosity were too low, and the solution was prone to diffusion and expansion. In addition to poor thixotropy, the support performance of 0.75% and 1.0% materials was lower than that at 0.5%, with the same gel stirring time, because at higher concentrations, the gel particles were more inhomogeneous. In this paper, 1.2 <
α < 1.6 was selected as the printable window, and 0.5% agarose gel was found to be the optimal suspension bath concentration (
Figure 2(d2)), which is consistent with the results of the rheological test.
Platform speed and extrusion speed are coupled parameters that affect the volume of deposited material. In this paper, the extrusion speed was first set to 0.02 mm/s, and the moving speed of the platform (nozzle) was changed. When the extrusion flow rate per unit time was constant, the larger the platform speed, the longer the extruded filament, and the smaller the filament diameter (
Figure 2(e1)).
α also conformed to this trend, and a value of 1.0 <
α < 1.4 was selected as the printable window; 10 mm/s was the optimal platform moving speed (
Figure 2(e2)). Then, we set the moving speed of the platform to 6 mm/s and change the extrusion velocity. When the extrusion flow rate per unit time increased and the wire length remained unchanged, the wire diameter continued to increase (
Figure 2(f1)). We selected a value of 1.0 <
α < 1.6 as the printable window and 0.01 mm/s as the optimal extrusion speed (
Figure 2(f2)).
The nozzle has a basic role in extrusion printing. Extrusion experiments were also carried out with nozzles with different specifications. The inner diameters of 24 G, 22 G, and 21 G nozzles are 0.31 mm, 0.41 mm, and 0.52 mm, respectively. The denominator in the calculation of α changes accordingly. The results showed that for the 5% and 7.5% groups of GelMA, the 24 G nozzle extruded filaments with the smallest diameter, while the 22 G nozzle extruded slightly larger filaments than the 21 G (
Figure 2(g1)). This may be due to the fact that when the extrusion flow per unit time was the same, the nozzle with a smaller diameter bore a greater shear force, and a greater deformation occurred when the nozzle was extruded, while the 24 G needle was too thin, resulting in a deformed filament diameter still smaller than those obtained with the 22 G and 21 G nozzles. The viscosity of 10% GelMA was higher, the degree of deformation after extrusion was lower, and the filament diameter with a 22 G nozzle was still smaller than that obtained with a 21 G nozzle. Therefore, in this paper, 1.0 <
α < 1.3 was selected as the printable window (
Figure 2(g2)), and the 21 G nozzle appeared to be the optimal extrusion nozzle gauge.
In addition to the size of the extruded filament diameter, the layer height is also an important factor in determining the final structure (
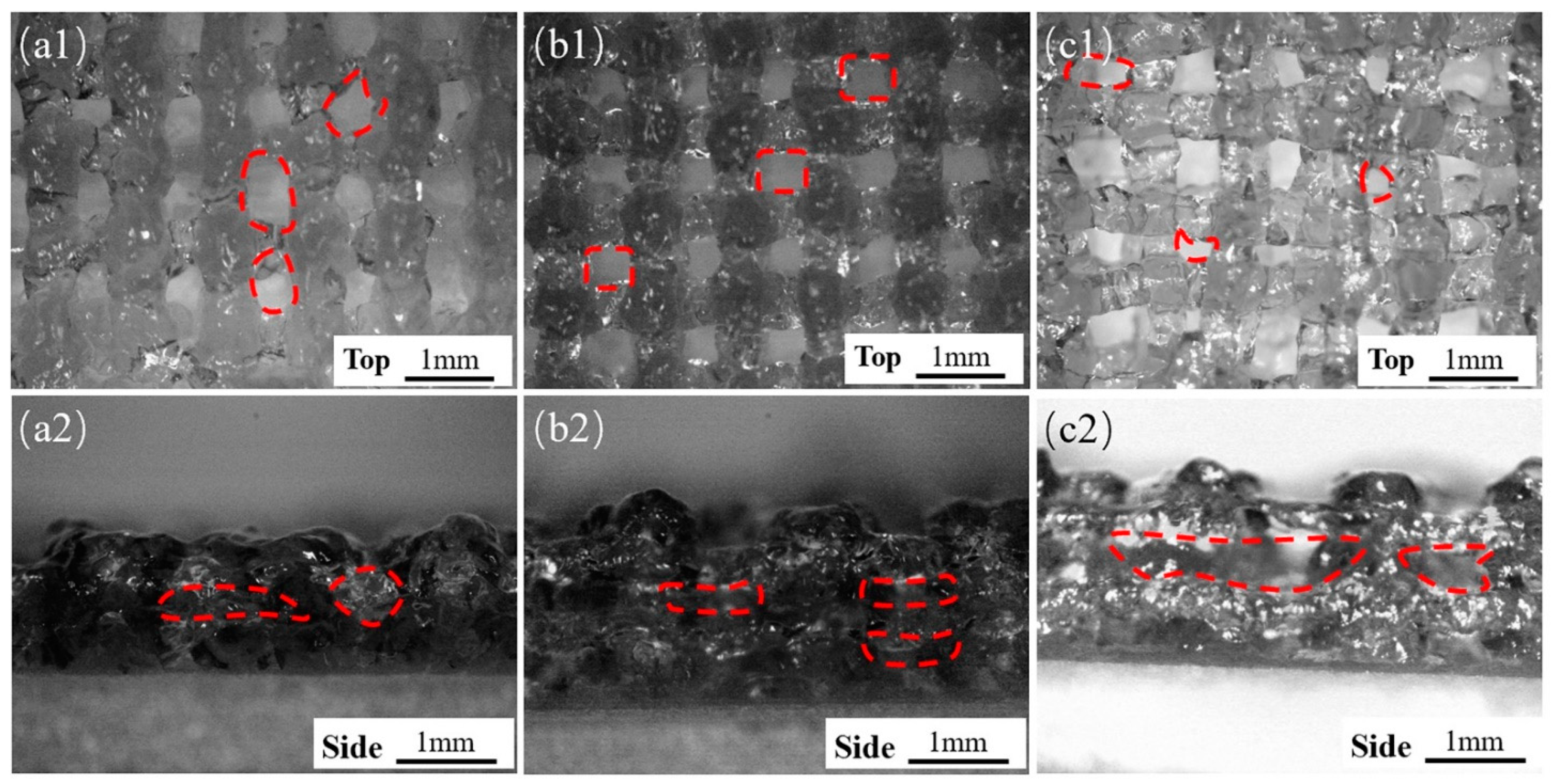
Figure 2c). Embedded printing can achieve any layer height. The front and side views of the extruded scaffold were observed with an optical microscope (B011, Supereyes, Shenzhen, China). With a story height ΔH = 0.3, hollows in the top view of the stent were obvious but uneven (
Figure 3(a1)), and the side holes appeared with “big bottom and small top” (
Figure 3(a2)). When the layer height was ΔH = 0.4, the top holes were clear and uniform (
Figure 3(b1)), and the side holes were rectangular (
Figure 3(b2)), indicating that ΔH was suitable. For ΔH = 0.5, the layer height was large, the filament could not be attached in time due to the excessive height, the nozzle was affected, and the top holes were very irregular. Therefore, we selected ΔH = 0.4 as the optimal layer height.
We finally selected these parameters: agarose concentration = 0.5%, platform speed = 10 mm/s, extrusion velocity = 0.01 mm/s, nozzle gauge = 21 G, layer height = 0.4 mm.
3.3. Structural Analysis of the Scaffolds
According to the parameters obtained in
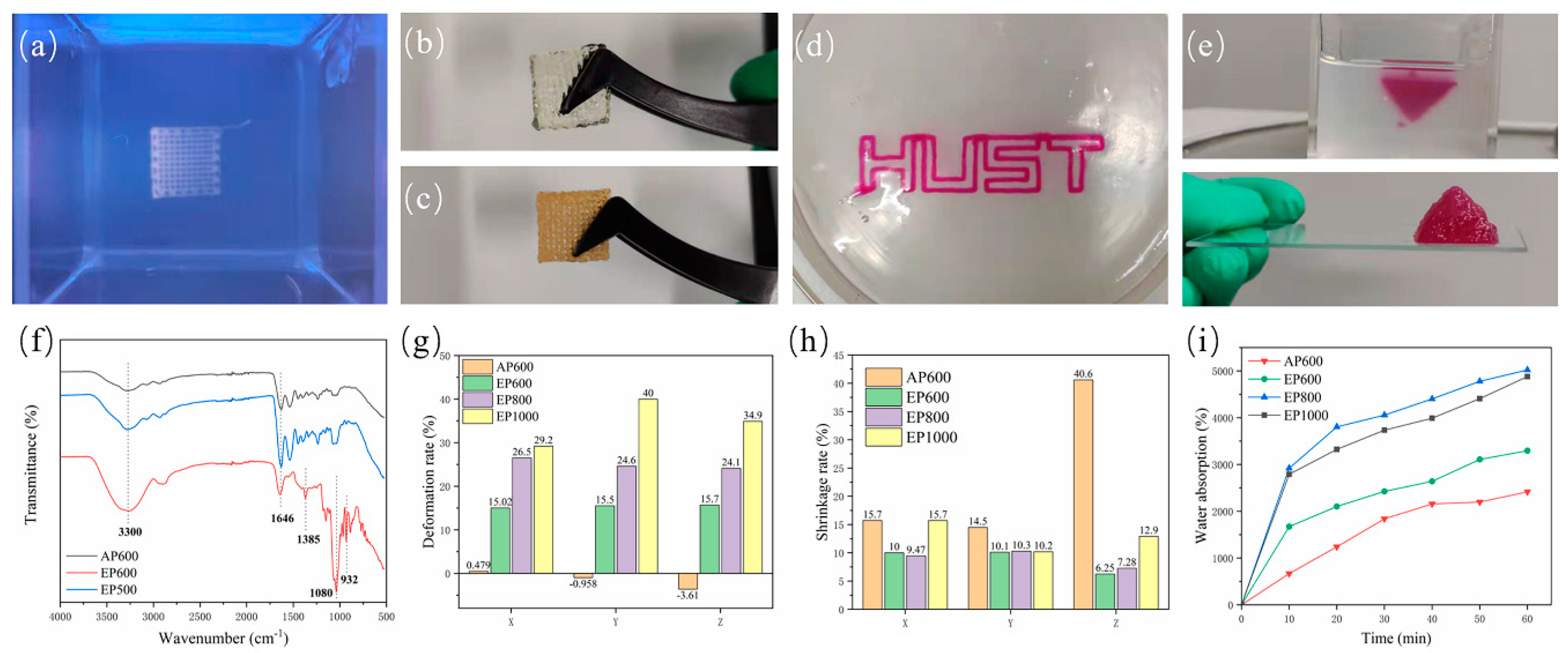
Section 3.2, scaffolds were prepared with different processes and specifications, such as AP600, EP600, EP800, EP1000. When the embedded printed scaffold was in the support bath, the structure was clear, and macroscopic voids were visible (
Figure 4a). However, when taken out from the bath, due to the hydrophilicity of the hydrogel structure and the water contained in the suspension bath itself, agarose remained inside the stent during the molding process and was difficult to remove. Therefore, the EP scaffold did not clearly show a macroscopic porous structure (
Figure 4b), while the conventionally extruded scaffold had a clear morphology after printing (
Figure 4c); this may be a disadvantage of embedded printing. In theory, the formation of an internal reside can be avoided in two ways. First, by avoiding a fully clad structure so that the internal support bath residue can be cleaned directly (
Figure 4d), but such structures are usually not strong enough and break when removed. Second, by reducing the filament spacing during printing, so that there is overlap between adjacent extruded filaments [
22,
23], that is, a pure solid structure is printed (as shown in the inverted pyramid in
Figure 4e).
To this end, the EP500 scaffold was printed, and FTIR testing was performed using AP600 and EP600. The EP500 stent appeared as a solid stent with intersecting filaments, while the filaments of the AP600 and EP600 scaffolds were in contact with each other, and macroscopically appeared as a solid stent. The results showed that the structures of EP500 and AP600 (GelMA) were basically consistent, that is, the overlapping between filaments removed the internal agarose residues. However, the EP600 scaffold showed the characteristic peaks of GelMA and agarose at the same time, and the interference of agarose could not be completely ruled out (
Figure 4f).
Embedded printing scaffolds will inevitably absorb moisture in the support bath and during the two steps of removing and cleaning the surface, and an agarose residue will remain inside them. The three factors can cause a great deformation of EP scaffolds. We considered the structural side length at the time of design plus the theoretical filament diameter × 1 as the theoretical side length, and the layer height × (layer number −1) plus theoretical filament diameter × 1 as the theoretical height to explore the deformation on the three directions of X, Y, and Z of the scaffold. The results showed that the side length base of the AP600 scaffold after printing was consistent with the designed structure, and the size in the Z-axis direction decreased a little due to the gravitational deposition of the material. However, the EP scaffolds showed large deformation after printing and removal. With the increase of filament spacing, the volume of the internal residual agarose also increased, the total water absorption was larger, and the deformation in all directions was also larger (
Figure 4g).
Generally, scaffolds are stored by freeze-drying, and the freeze-drying process will cause shrinkage. The size of a scaffold after shrinkage is also a factor to be considered in tissue engineering. The results showed that the Z-direction shrinkage rate of AP scaffolds after freeze-drying was very large, and the scaffolds almost froze into flat squares. On the other hand, the EP scaffolds showed a lower overall shrinkage rate than the AP ones because of the internal residual agarose. Among them, EP1000 had the largest deformation due to water absorption during molding and also the largest shrinkage after freeze-drying (
Figure 4h). In summary, reducing the filament spacing in suspension printing can reduce the interference of support materials and improve the printing structure.
It was observed experimentally that agarose can absorb water, which affects the overall structure of the scaffold. However, from another point of view, the presence of agarose can also improve the water absorption performance of the scaffold, thereby improving the metabolism of substances inside the scaffold. The water absorption rate of freeze-dried scaffolds was tested, and the quality of the scaffolds after water absorption at six nodes was measured for 1 h. Among them, AP600 showed the lowest water absorption. EP600 had the lowest water absorption among EP-type scaffolds, although it contained the highest number of GelMA fibers. EP800 showed the best water absorption performance, slightly better than that of EP1000 (
Figure 4i). Because the agarose amount inside EP800 was similar to that in EP1000 and the number of GelMA fibers was higher than in EP1000, the comprehensive water absorption performance was higher.
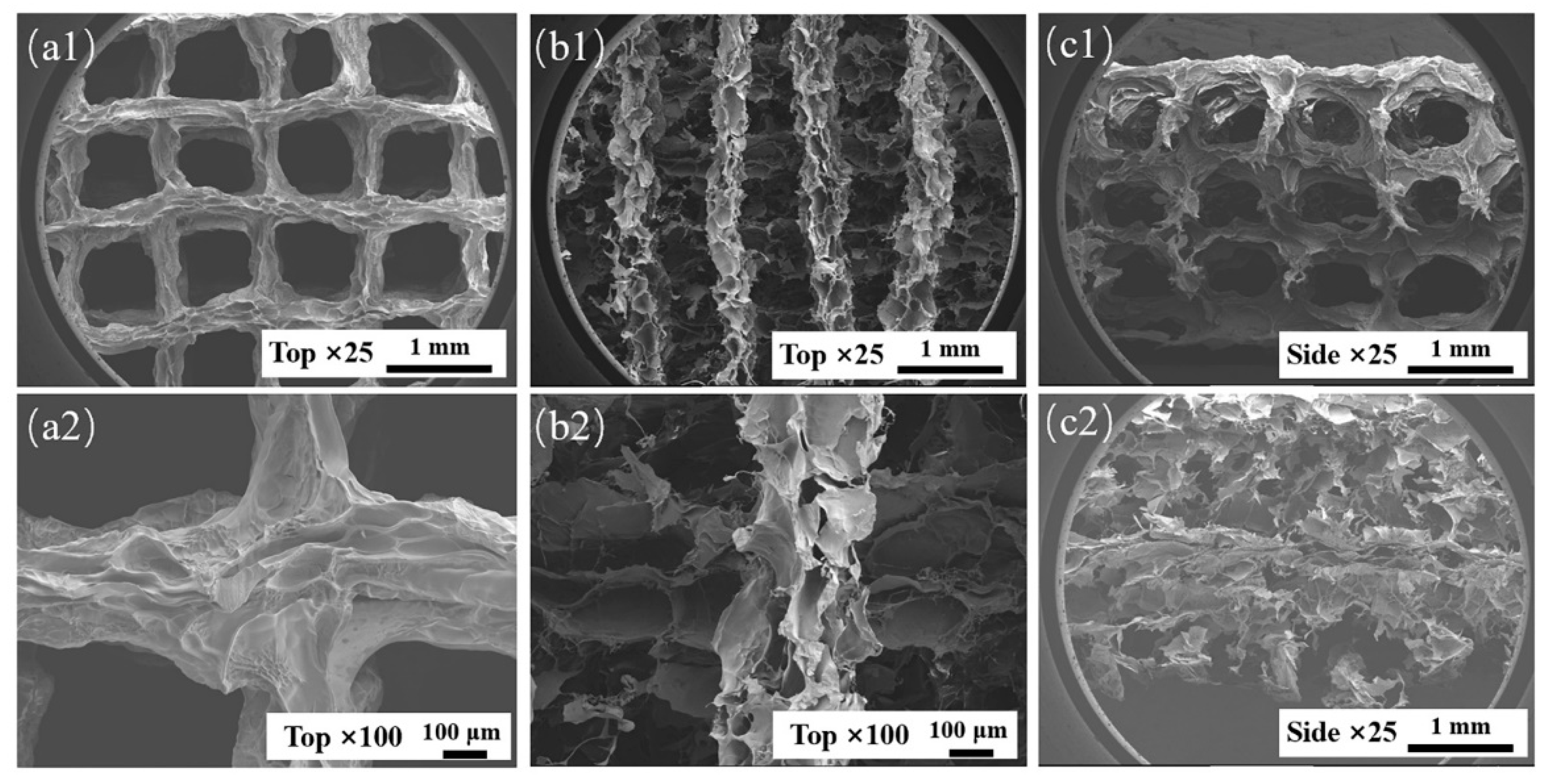
During suspension printing, the surface of the extruded filament forms a solid–liquid (liquid–liquid) interface with the suspension bath, which is different from the gas–liquid interface during traditional extrusion. The surface of the extruded filament is subjected to different forces, which will affect its morphology. The microstructures of AP1000 and EP1000 scaffolds were observed. The results showed that the macroscopic pores of the AP1000 scaffold were clear and smooth, the microscopic surface was rough and presented continuous folds, and there were no pores reaching the interior (
Figure 5(a1,a2,c1)). Several layers of filaments on the top of the EP1000 scaffold could be distinguished, and ere many other substances remained inside; this also confirmed the previous observation. The surface of the silk was a sheet-like discontinuous structure, with many holes and a large specific surface area (
Figure 5(b1,b2,c2)). This structure may have an impact on strength but may be beneficial for cell adhesion growth and drug loading.
3.4. Mechanical Property Analysis
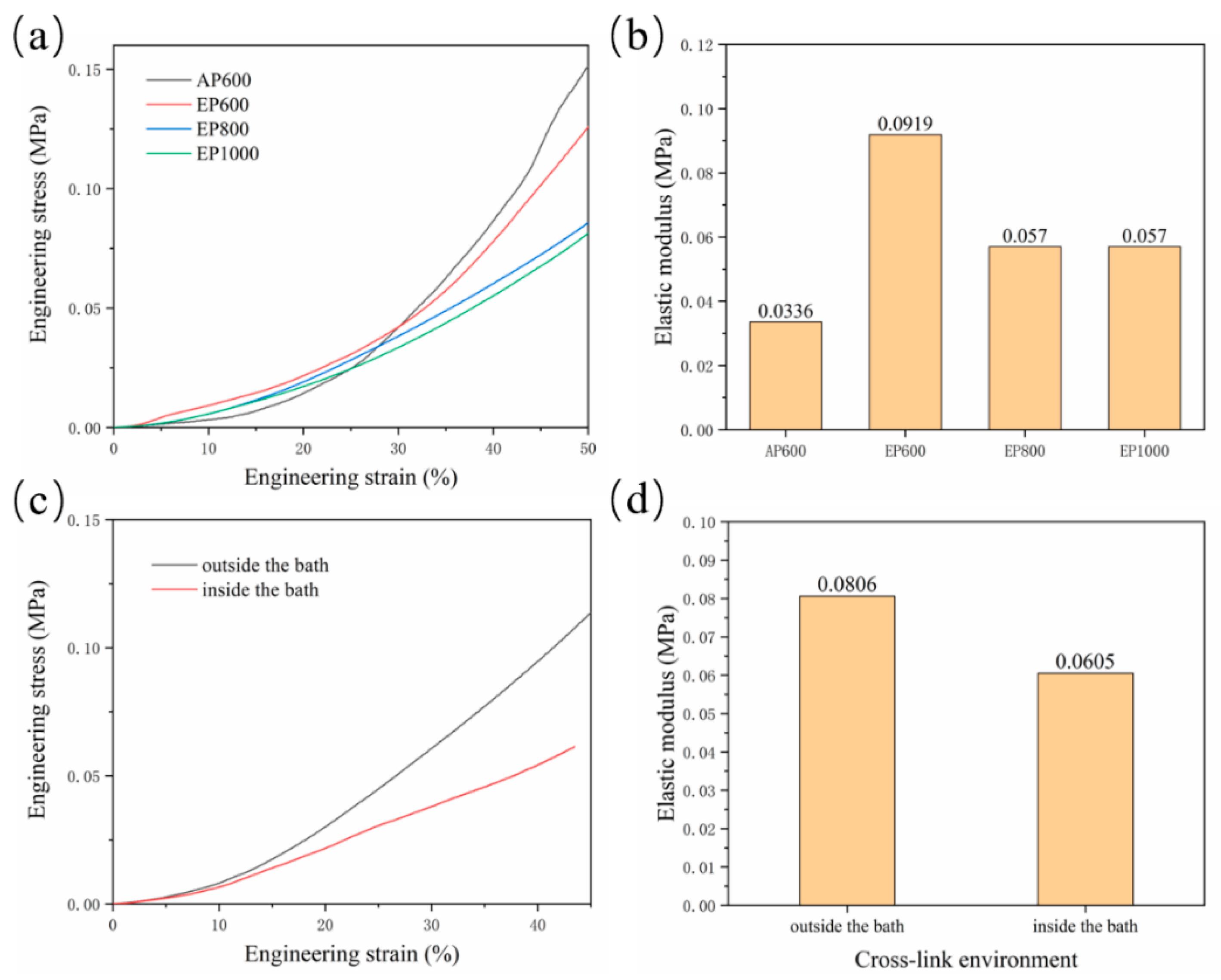
Residual agarose inside the scaffold and the change of morphology of GelMA in the suspension bath affect the scaffold mechanical properties. The compressive properties of scaffolds with four configurations were tested. The results showed that the final stress of AP600 was the largest, indicating that the strength of the AP scaffold was higher (
Figure 6a), which may be related to the structure of GelMA fibers. The EP scaffold had better elasticity, and with the increase of the number of GelMA fibers, the mechanical properties were also continuously enhanced; EP600 showed the highest elastic modulus (
Figure 6b). On the whole, agarose can improve the elasticity of the scaffold inside the scaffold, but the overall strength is still determined by the GelMA fibers.
Another set of experiments were set up to explore the hindering effect of the support bath on light. A group of samples were removed and cross-linked in the suspension bath for 5 min after printing, while another group was kept in the suspension bath and cross-linked (for 5 min). The results showed that the strength and elastic modulus after cross-linking outside the suspension bath were higher (
Figure 6c,d), indicating that the support bath has a certain influence on the illumination; thus, improving the transparency of the support bath is also important.
In summary, the suspension medium during the embedded printing process will have many effects on the scaffold, including on its surface morphology, water absorption properties, mechanical properties, etc. From another perspective, there are also positive effects. For example, changes in the apparent morphology of the scaffolds may improve drug loading and biocompatibility. The potential use of media inside the scaffolds to carry a second drug, cells, or as a reinforcing phase needs to be explored in future experiments.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}