
Research on the Influence of Tool Surface Texture on Cutting Performance Based on Finite Element Method


Abstract
:1. Introduction
2. Numerical Simulation
2.1. Workpiece (AISI1045)
2.2. Tool (Cubic-Boron-Nitride)
2.3. Parameters of Tool Texture
2.4. Metal Cutting Deformation
- (1)
- The first deformation area occurred between the OA and the OM in the cutting layer (see Figure 2). Plastic deformation and shear slip appeared in this area.
- (2)
- The second deformation area refers to the area where the chip extends out and into contact with the rake face of the tool when it extends out of contact with tool and friction occurred.
- (3)
- The third deformation area refers to the area where the cutting edge and the tool’s back deformed the machined surface layer near the cutting edge. The three deformed areas had their own characteristics and there are mutual connections and mutual influences.
3. Discussion
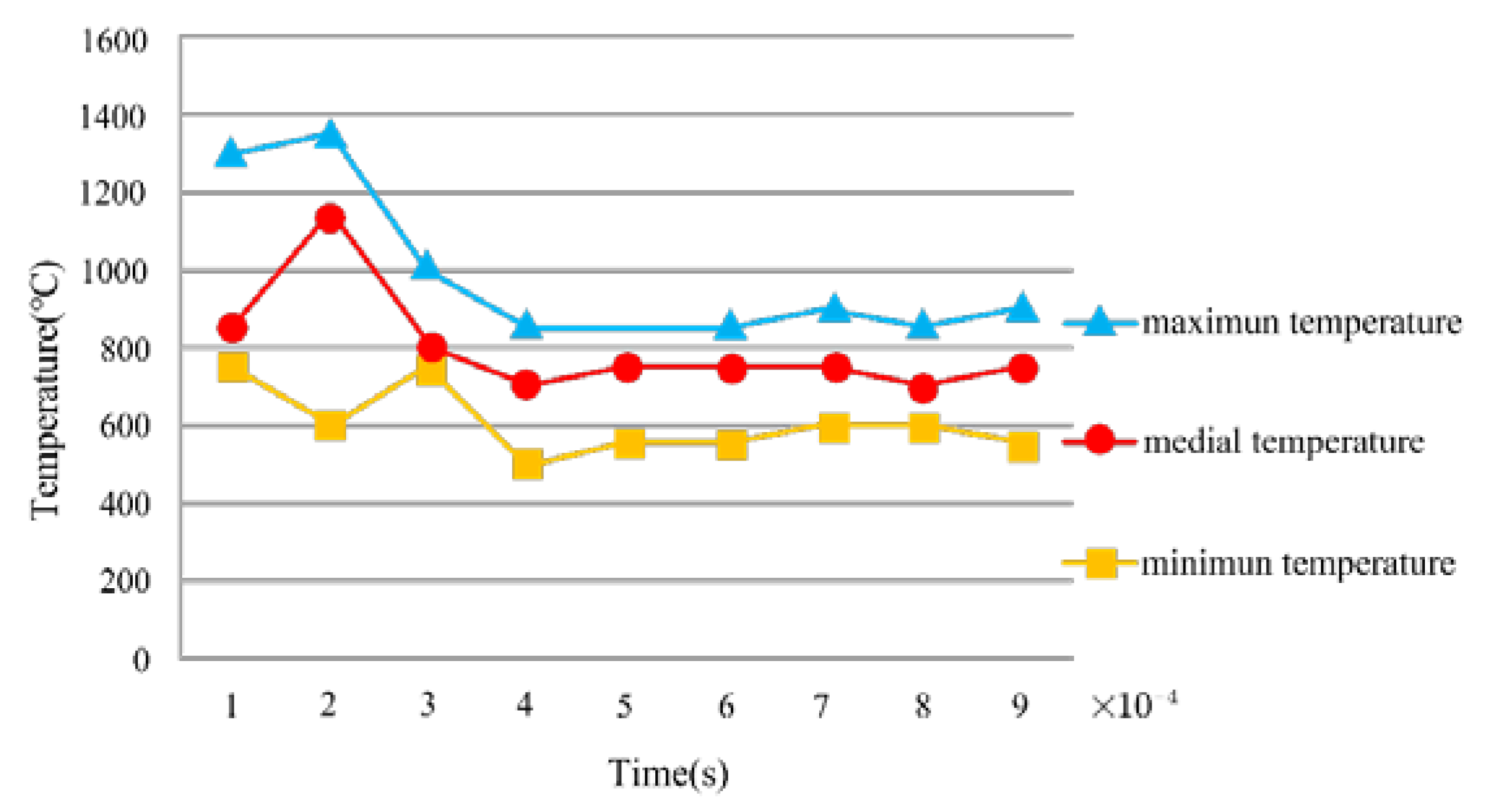
3.1. The Effect of Temperature
- (1)
- We found that when the nine kinds of texture tools cut the workpiece, the third type of texture had the highest temperature, while the seventh type of texture had the lowest temperature. By comparing the parameters of the third type of texture and the seventh type of texture, we found that the space between the two textures was the same, but the temperature was quite different, ranging from 1020 °C to 750 °C. Therefore, the space between textures had little influence on temperature.
- (2)
- We found that the first type of texture had the smallest radius of curvature, while the sixth type of texture had the largest radius of curvature. By comparing the data of the two textures, the space between the two textures was found to be the same. Therefore, the space between textures had little effect on the radius of curvature during the chip formation.
3.2. The Effect of Pressure
- (1)
- We considered the width as the standard. We divided the nine groups of experiments into three categories with the same width. When the texture width was the same, the depth and spacing increased correspondingly. Wei found that the pressure area of that flank face decreased. However, with the increase of the depth and spacing, the pressure area of the second deformation zone began to increase. Therefore, the increase of depth and spacing had a corresponding effect on the pressure in the cutting process.
- (2)
- We used depth as the standard. We divided the nine sets of experiments into three categories with the same depth. When the depth of texture was the same, the width and spacing increased correspondingly. We found that the overall pressure area in the cutting process decreased. When the width and spacing of texture increased from 80 μm to 100 μm, the stress area decreased significantly.
- (3)
- We divided the nine sets of experiments into three categories according to the standard of spacing. When the spacing was the same, the width of texture increased, and the depth of texture changed unknowingly, but the total pressure area decreased. In the whole process, when the width of texture reached 100 μm, the stress area in the cutting process was the smallest. We found that the change of width had great influence on the change. When the texture width was 100 μm, the pressure in the cutting process was the smallest. Secondly, the change of texture depth could reduce the pressure area. Finally, the spacing of texture had little effect on reducing the pressure.
3.3. The Effect of von Mises Stress
- (1)
- Under the condition that the width of the texture was the same, the depth of the texture and spacing would change. The research results showed that, during the cutting process, the stress in the tool-chip contact area reduced as the tool stress was reduced.
- (2)
- Under the condition that the depth of the texture was the same, the width of the texture and spacing would change. The research results showed that the tool stress and chip contact area changed very slightly.
- (3)
- Under the condition that the spacing of the texture was the same, the width of the texture and depth would change. The research results showed that the overall force decreased as the width increased, and the force condition over the whole cutting process may have changed as the depth increased.
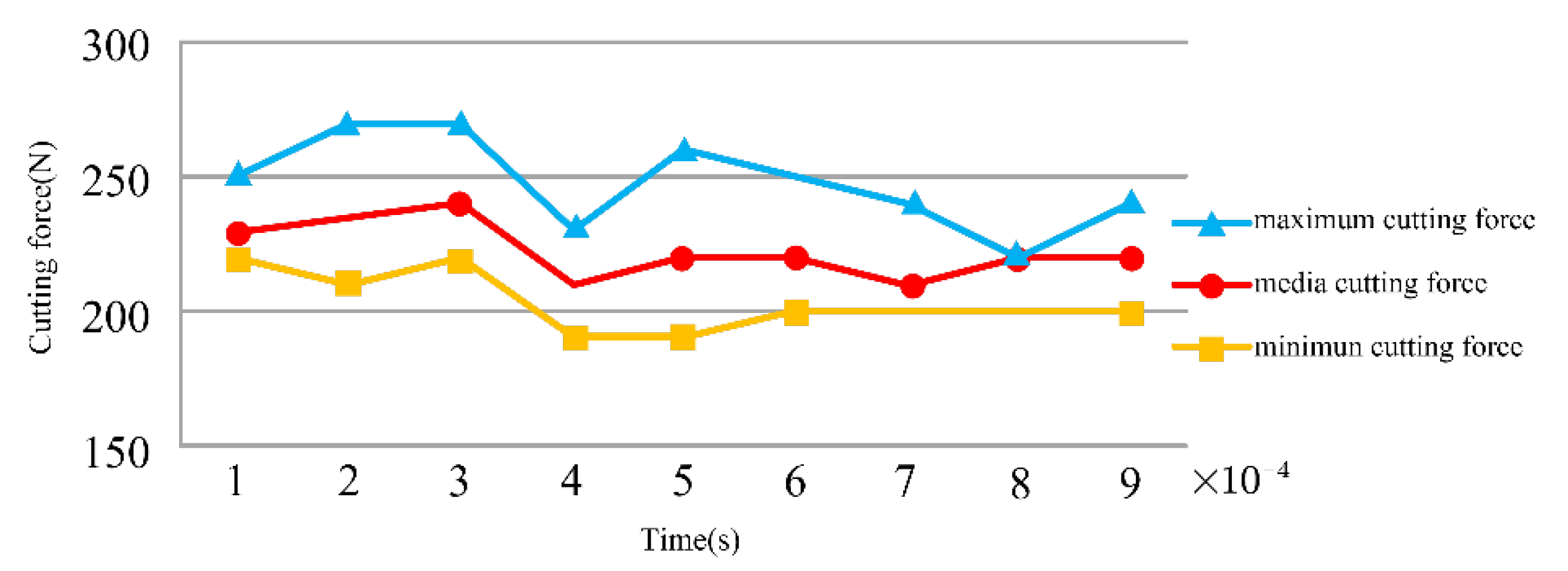
3.4. The Change of Cutting Force
4. Conclusions
- (1)
- During the cutting process, the width of the texture had the biggest influence on the cutting temperature. When the texture width reached approximately 100 microns, the cutting temperature was lowest, the texture’s depth had the second highest influence on the cutting temperature, and the spacing of the texture had the least impact on the cutting temperature, which could often be ignored. Some high-hardness materials would create a lot of cutting heat during the cutting process, and the choice of width of the texture was crucial.
- (2)
- Regarding the research on the cutting pressure distribution, the biggest influencing factor of pressure distribution was the width of the texture, followed by its depth, and, finally, the texture spacing had the smallest impact on the cutting pressure. When the chips were difficult to cut off, a lot of pressure was generated during the cutting process, and it had a strong link with the width of the texture.
- (3)
- The influence of the texture depth on stress distribution was the largest, while the influence of texture width on stress distribution was second, and the influence of texture spacing on stress distribution was the smallest. Due to the change in the chip contact area, the cutting stress distribution would also change. When the depth of the texture increased, the contact area of the chips could be reduced.
- (4)
- The research of cutting forces in the metal cutting process showed that the surface texture’s width had the greatest influence on the cutting force, followed by the spacing and depth of the texture. If the strength of the workpiece material and hardness were higher, the deformation resistance and cutting force would be greater. If a material of similar strength and hardness had greater plasticity and toughness, the cutting force increased as the cutting deformation increased. The cold deformation was strengthened, and the friction ecoefficiency rose. Therefore, when the cutting force was large, the width of the texture must be chosen properly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cai, C.Y.; An, Q.L.; Ming, W.W.; Chen, M. Modelling of machined surface topography and anisotropic texture direction considering stochastic tool grinding error and wear in peripheral milling. J. Mater. Processing Technol. 2021, 292, 111706520. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, L.; Ni, C. Chatter detection in milling process based on VMD and energy entropy. Mech. Syst. Signal Process. 2018, 105, 169–182. [Google Scholar] [CrossRef]
- Zhu, L.D.; Liu, C.F. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 146, 1–37. [Google Scholar]
- Dong, G.; Wang, L.; Li, C.; Yu, Y. Investigation on ultrasonic elliptical vibration boring of deep holes with large depth–diameter ratio for high-strength steel 18Cr2Ni4WA. Int. J. Adv. Manuf. Technol. 2020, 108, 1527–1539. [Google Scholar] [CrossRef]
- Dong, G.; Zhang, L. Investigation on grinding force and machining quality during rotary ultrasonic grinding deep-small hole of fluorophlogopite ceramics. Int. J. Adv. Manuf. Technol. 2019, 104, 2815–2825. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Crater and flank wear resistance of cutting tools having micro textured surfaces. Precis. Eng. 2013, 37, 888–896. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Performance of cutting tools with dimple textured surfaces: A comparative study of different texture patterns. Precis. Eng. 2017, 49, 52–60. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Development of a novel cubic boron nitride cutting tool with a textured flank face for high-speed machining of Inconel 718. Precis. Eng. 2017, 48, 75–82. [Google Scholar] [CrossRef]
- Khan, M.A.; Jappes, J.W.; Gandhimathinathan, M.; Rajan, M.T.; Muthuraj, K. Design and analysis on textured cutting tool. Mater. Today Proc. 2021, 52, 260–265. [Google Scholar] [CrossRef]
- Hou, Q.; Yang, X.; Li, D.; Cheng, J.; Wang, S.; Xiao, J.; Li, W. Tribological performance of hydrophobic and micro/nano triangle textured rake face of cutting tools. Appl. Surf. Sci. 2022, 571, 151250. [Google Scholar] [CrossRef]
- Li, S.Y.; Li, S.C.; Liu, Z.; Vladimirovich, P.A. Roughness prediction model of milling noise-vibration-surface texture mul-ti-dimensional feature fusion for N6 nickel metal. J. Manuf. Process. 2022, 79, 166–176. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suresh, S.; Sankar, M.R. Environmental friendly hard machining performance of uncoated and MoS 2 coated mechanical micro-textured tungsten carbide cutting tools. Tribol. Int. 2018, 125, 141–155. [Google Scholar] [CrossRef]
- Ranjan, P.; Hiremath, S.S. Role of textured tool in improving machining performance: A review. J. Manuf. Process. 2019, 43, 47–73. [Google Scholar] [CrossRef]
- Liu, Y.; Deng, J.; Wu, F.; Duan, R.; Zhang, X.; Hou, Y. Wear resistance of carbide tools with textured flank-face in dry cutting of green alumina ceramics. Wear 2017, 372-373, 91–103. [Google Scholar] [CrossRef]
- Duan, R.; Deng, J.; Ai, X.; Liu, Y.; Chen, H. Experimental assessment of derivative cutting of micro-textured tools in dry cutting of medium carbon steels. Int. J. Adv. Manuf. Technol. 2017, 92, 3531–3540. [Google Scholar] [CrossRef]
- Zhang, L.; Guo, X.; Zhang, K.; Wu, Y.; Huang, Q. Enhancing cutting performance of uncoated cemented carbide tools by joint-use of magnetic nanofluids and micro-texture under magnetic field. J. Mater. Process. Technol. 2020, 284, 116764. [Google Scholar] [CrossRef]
- Hao, X.; Cui, W.; Li, L.; Li, H.; Khan, A.M.; He, N. Cutting performance of textured polycrystalline diamond tools with composite lyophilic/lyophobic wettabilities. J. Mater. Process. Technol. 2018, 260, 1–8. [Google Scholar] [CrossRef]
- Su, Y.; Li, Z.; Li, L.; Wang, J.; Gao, H.; Wang, G. Cutting performance of micro-textured polycrystalline diamond tool in dry cutting. J. Manuf. Process. 2017, 27, 1–7. [Google Scholar] [CrossRef]
- Stoeterau, R.L.; Janssen, A.; Mallmann, G. Analysis of dimple textured surfaces on cutting tools. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 3989–3996. [Google Scholar] [CrossRef]
- Pang, K.; Wang, D. Study on the performances of the drilling process of nickel-based superalloy Inconel 718 with differently micro-textured drilling tools. Int. J. Mech. Sci. 2020, 180, 105658. [Google Scholar] [CrossRef]
- AnilMeena, D.V. Influence of microscale textured tools on tribological propertiesat tool-chip interface in turning AISI 316 austenitic stainless steel. Wear 2017, 376–377, 1747–1758. [Google Scholar]
- Sasi, R.; Subbu, S.K.; Palani, I. Performance of laser surface textured high speed steel cutting tool in machining of Al7075-T6 aerospace alloy. Surf. Coat. Technol. 2017, 313, 337–346. [Google Scholar] [CrossRef]
- Wan, L.; Wang, D.Z. Numerical investigation of the dead metal zone with different tools in orthogonal cutting. Simul. Model. Pract. Theory 2015, 56, 1–15. [Google Scholar] [CrossRef]
- Fan, L.; Wang, D. Study on delamination inhibition and chip breakage mechanism in drilling metal laminated materials with double cone drill. J. Manuf. Process. 2021, 64, 81–94. [Google Scholar] [CrossRef]
- Kong, C.; Wang, D. Numerical investigation of the performance of elliptical vibration cutting in machining of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2018, 98, 715–727. [Google Scholar] [CrossRef]
- Karabulut, S. Optimization of surface roughness and cutting force during A7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 2015, 66, 139–149. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | AISI 1045 |
|---|---|
| Density (kgm−3) | 7800 |
| Poisson’s Ratio | 0.3 |
| Conductivity (Wm−1°C−1) | 44.5 |
| Inelastic Heat Fraction | 0.9 |
| Specific Heat (JKg−1°C−1) | 420 |
| Expansion Coefficient (°C−1) | 1.2 × 10−6 |
| A (Mpa) | B (Mpa) | C | n | m |
|---|---|---|---|---|
| 553.1 | 600.8 | 0.0134 | 0.234 | 1 |
| Influence Factors | Level 1 | Level 2 | Level 3 | |
|---|---|---|---|---|
| A | Width (μm) | 60 | 80 | 100 |
| B | Depth (μm) | 10 | 15 | 20 |
| C | Space (μm) | 10 | 20 | 30 |
| Experimental Number | Factor A | Factor B | Factor C |
|---|---|---|---|
| 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 3 |
| 3 | 1 | 3 | 3 |
| 4 | 2 | 1 | 2 |
| 5 | 2 | 2 | 3 |
| 6 | 2 | 3 | 1 |
| 7 | 3 | 1 | 3 |
| 8 | 3 | 2 | 1 |
| 9 | 3 | 3 | 2 |
| Experimental | A | B | C | F/N | S/N |
|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 230 | −47.23 |
| 2 | 1 | 2 | 2 | 240 | −47.60 |
| 3 | 1 | 3 | 3 | 235 | −47.42 |
| 4 | 2 | 1 | 2 | 210 | −46.44 |
| 5 | 2 | 2 | 3 | 220 | −46.85 |
| 6 | 2 | 3 | 1 | 220 | −46.85 |
| 7 | 3 | 1 | 3 | 210 | −46.44 |
| 8 | 3 | 2 | 1 | 220 | −46.85 |
| 9 | 3 | 3 | 2 | 220 | −46.85 |
| A | B | C | |
|---|---|---|---|
| Level 1 | −47.42 | −46.70 | −46.98 |
| Level 2 | −46.71 | −47.10 | −46.96 |
| Level 3 | −46.71 | −47.04 | −46.90 |
| Δ | 0.71 | 0.4 | 0.08 |
| Ranking of importance | 1 | 2 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.; Wang, D.; Yin, J. Research on the Influence of Tool Surface Texture on Cutting Performance Based on Finite Element Method. Micromachines 2022, 13, 1091. https://doi.org/10.3390/mi13071091
Wu S, Wang D, Yin J. Research on the Influence of Tool Surface Texture on Cutting Performance Based on Finite Element Method. Micromachines. 2022; 13(7):1091. https://doi.org/10.3390/mi13071091
Chicago/Turabian StyleWu, Shujing, Dazhong Wang, and Jiahui Yin. 2022. "Research on the Influence of Tool Surface Texture on Cutting Performance Based on Finite Element Method" Micromachines 13, no. 7: 1091. https://doi.org/10.3390/mi13071091
APA StyleWu, S., Wang, D., & Yin, J. (2022). Research on the Influence of Tool Surface Texture on Cutting Performance Based on Finite Element Method. Micromachines, 13(7), 1091. https://doi.org/10.3390/mi13071091