

Experimental Investigation of the Effects of Machining Parameters on the Performance of Form-Cutting Tools Manufactured by Wire Electrical Discharge Machining (WEDM) and Grinding Processes
Abstract
:1. Introduction
1.1. Form-Turning Operation and Its Applications
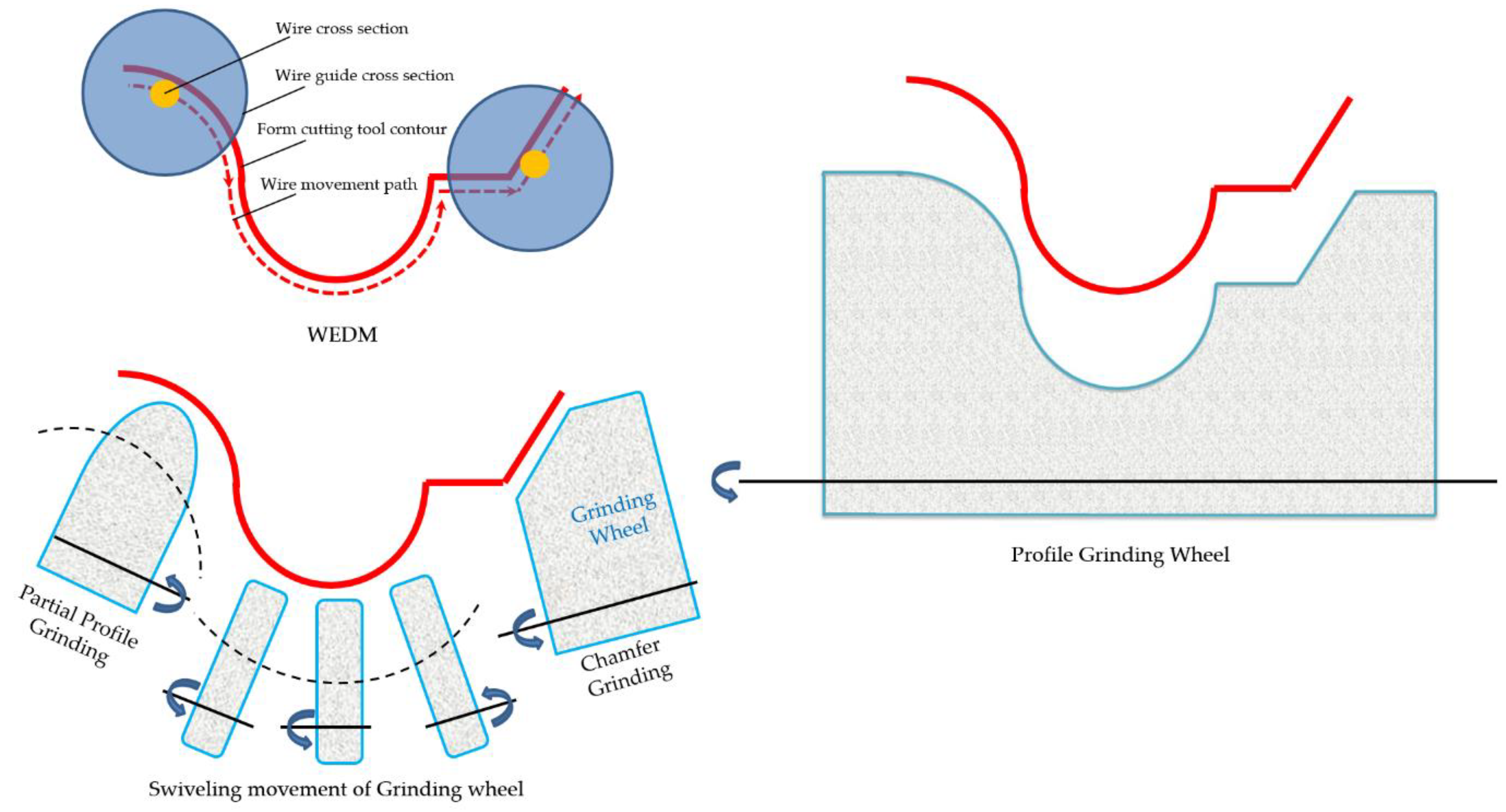
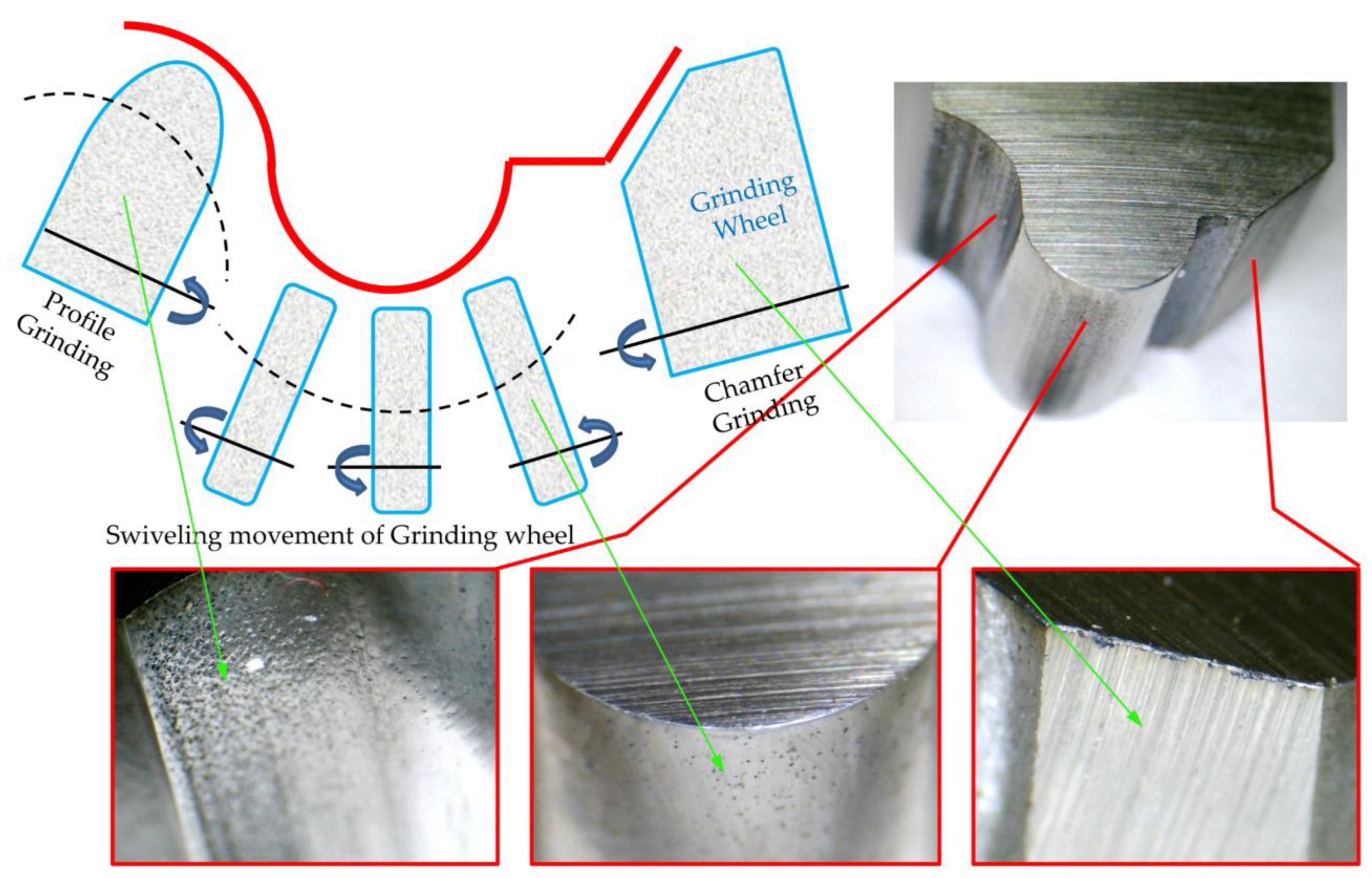
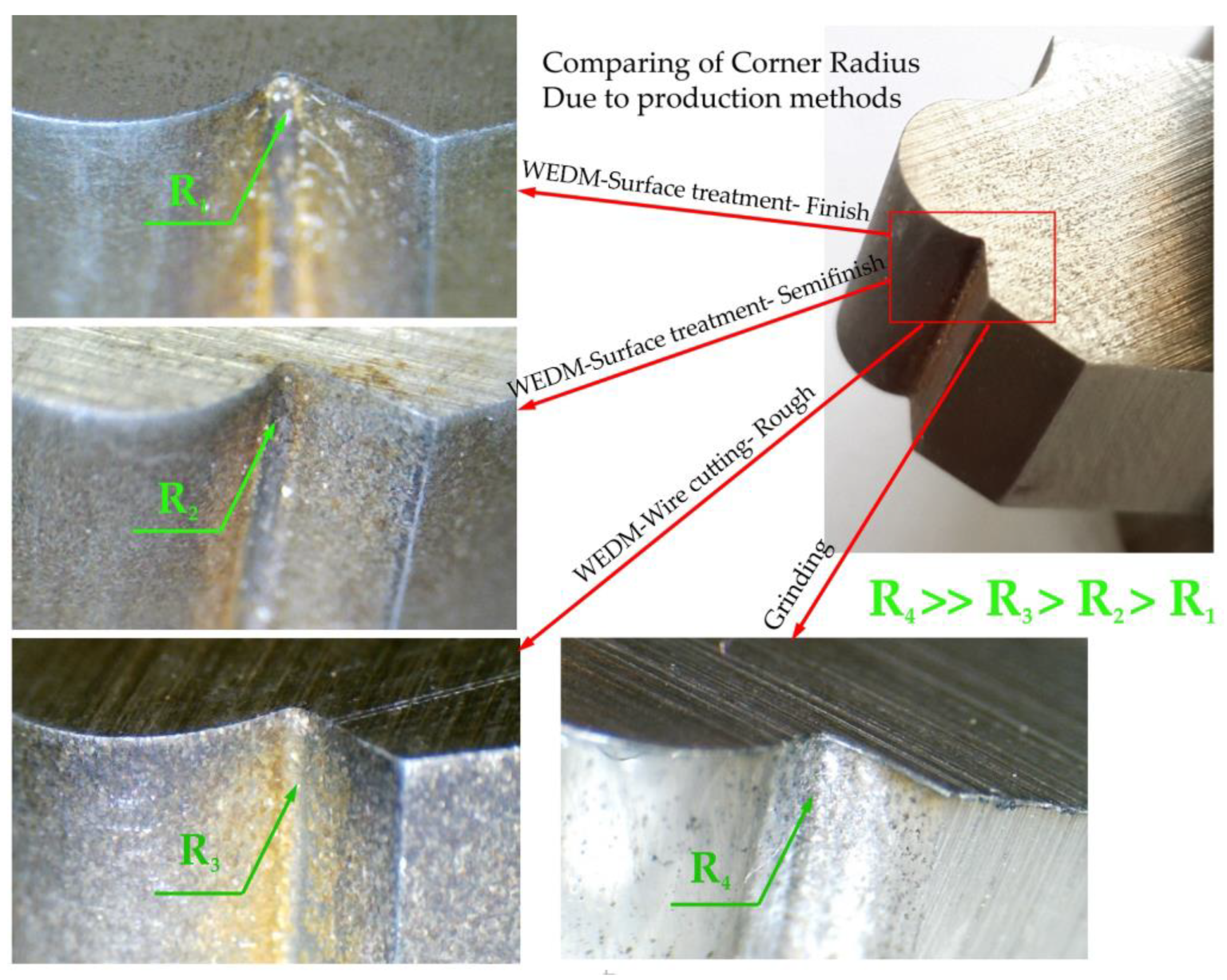
1.2. Production Techniques for Form Cutting Tools: A Comparative Analysis
1.3. Comprehensive Investigations of Various Production Methods for Form Tools: Performance, Characteristics, and Comparative Analysis
1.4. Optimizing Form Cutting Tool Manufacturing through a Comprehensive Study on Electrical Discharge and Grinding Methods in the Current Study
2. Research Methodology
3. Results and Discussion
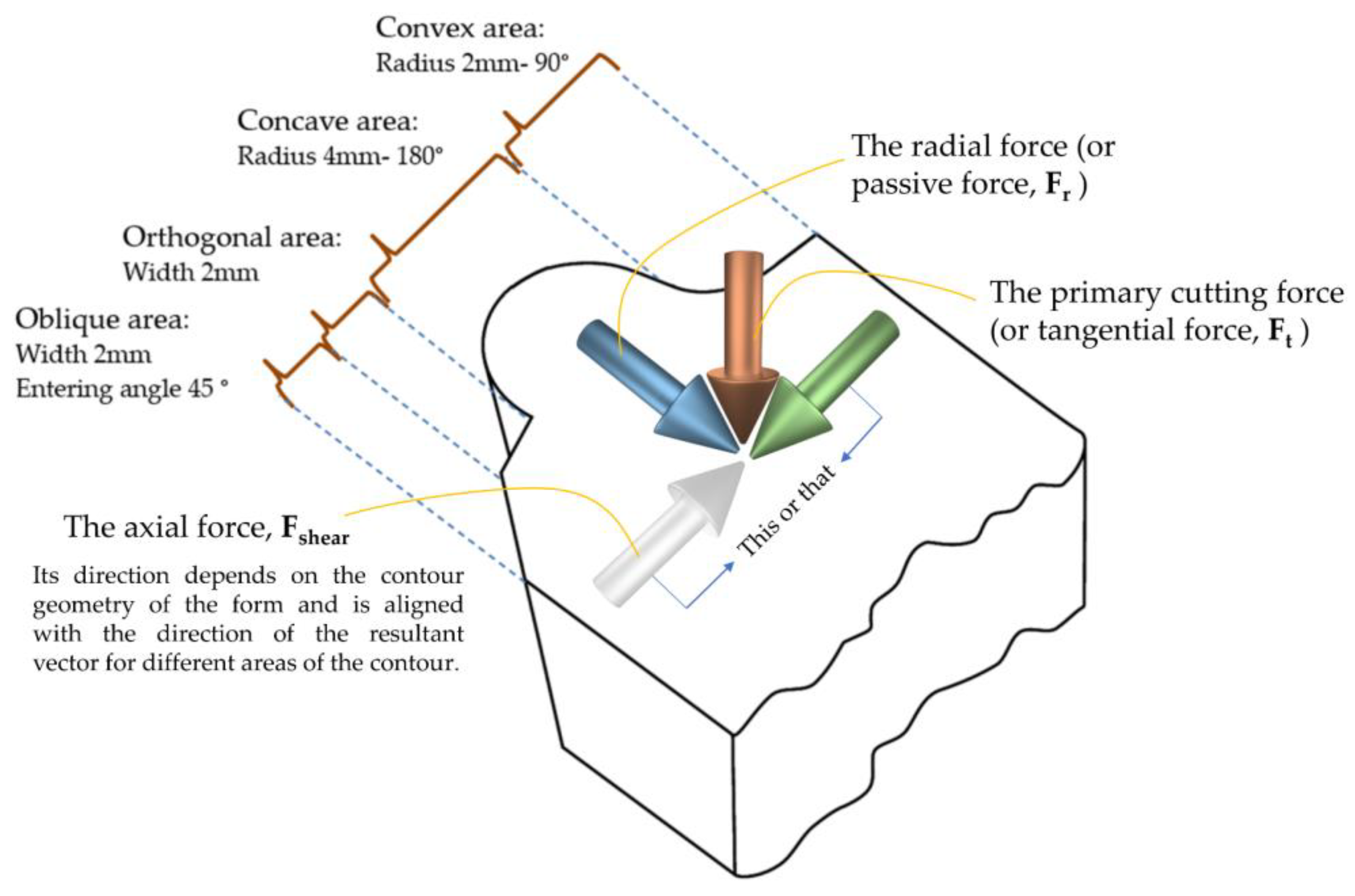
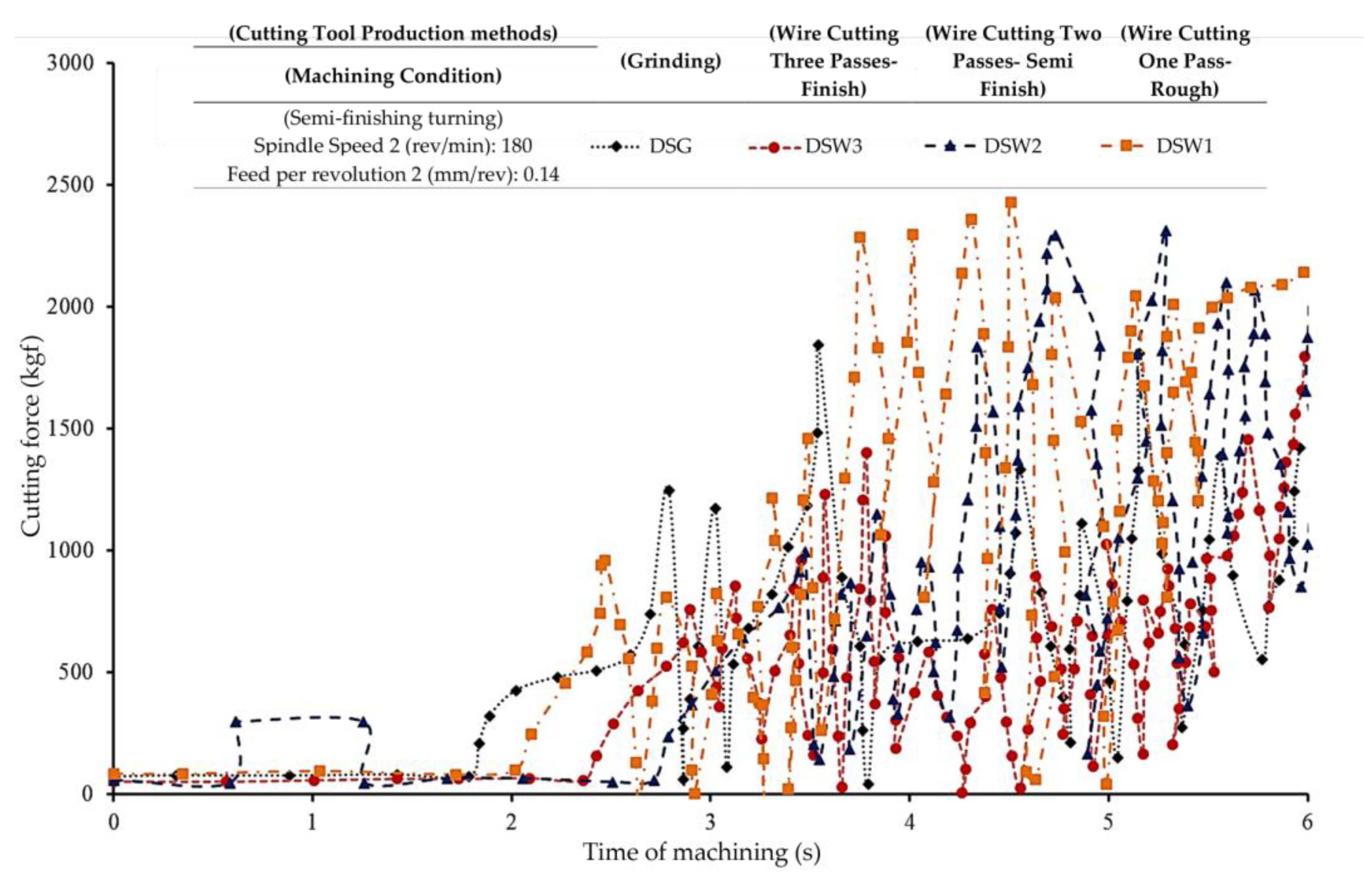
3.1. Cutting Forces Evaluation
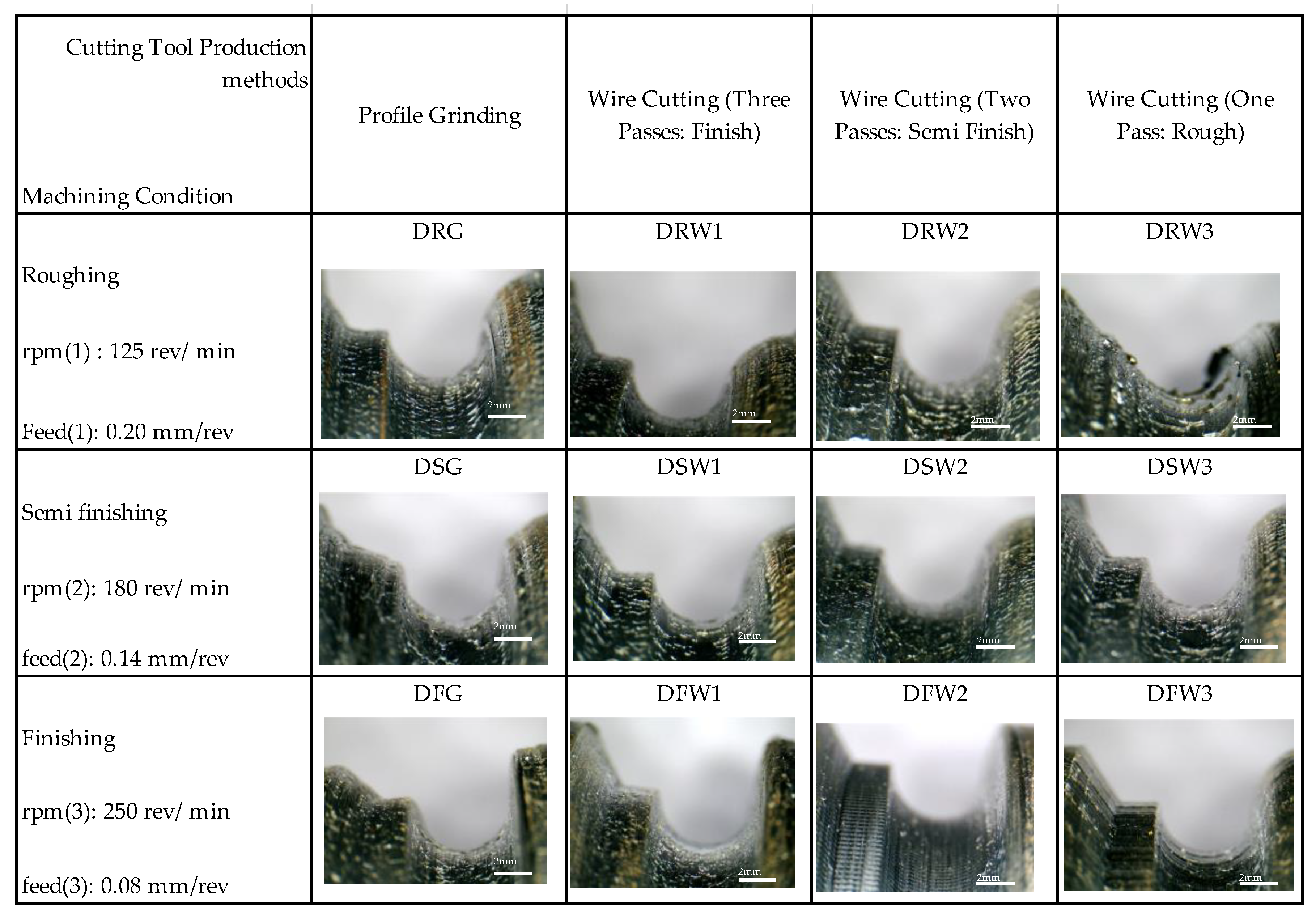
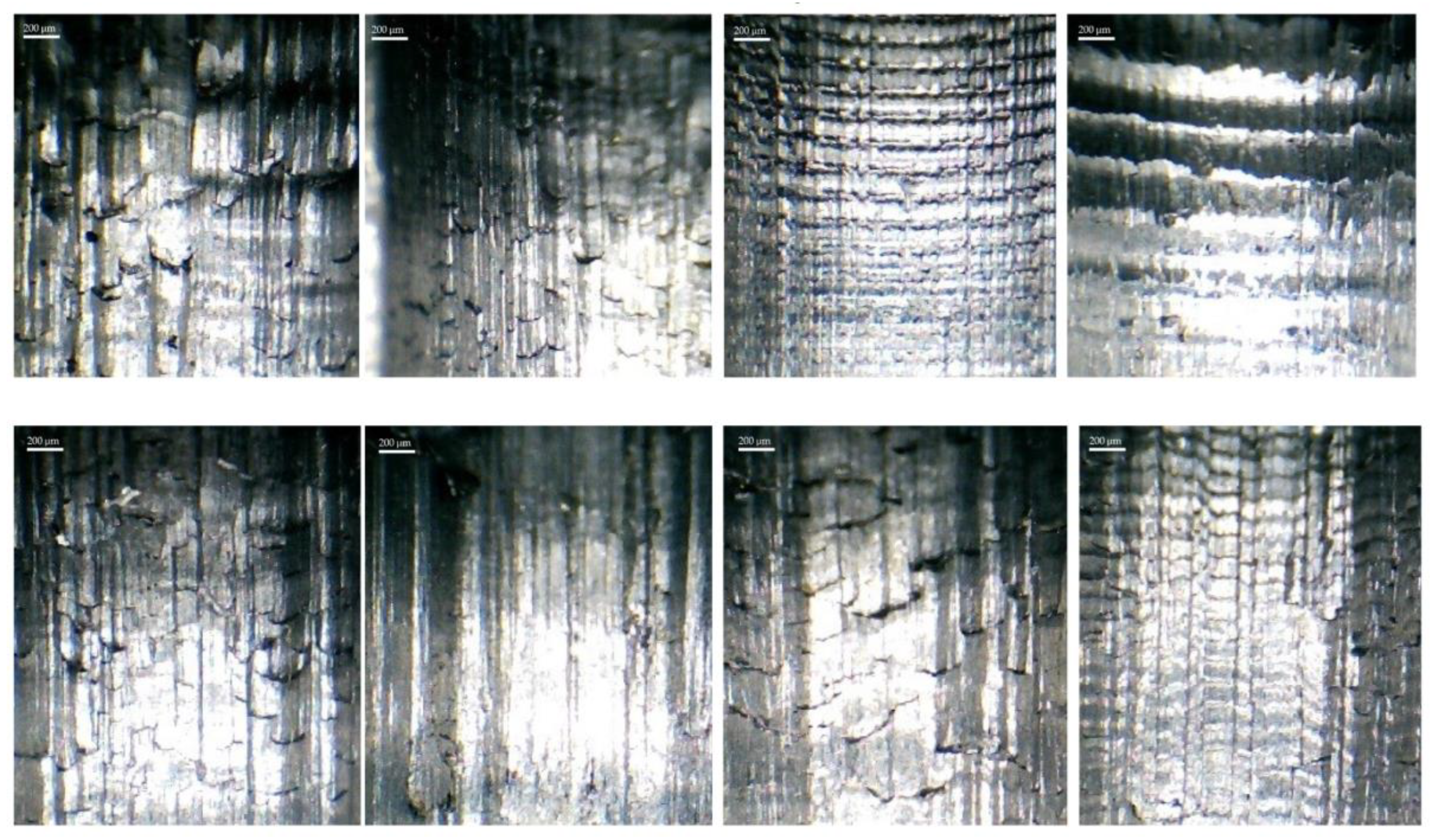
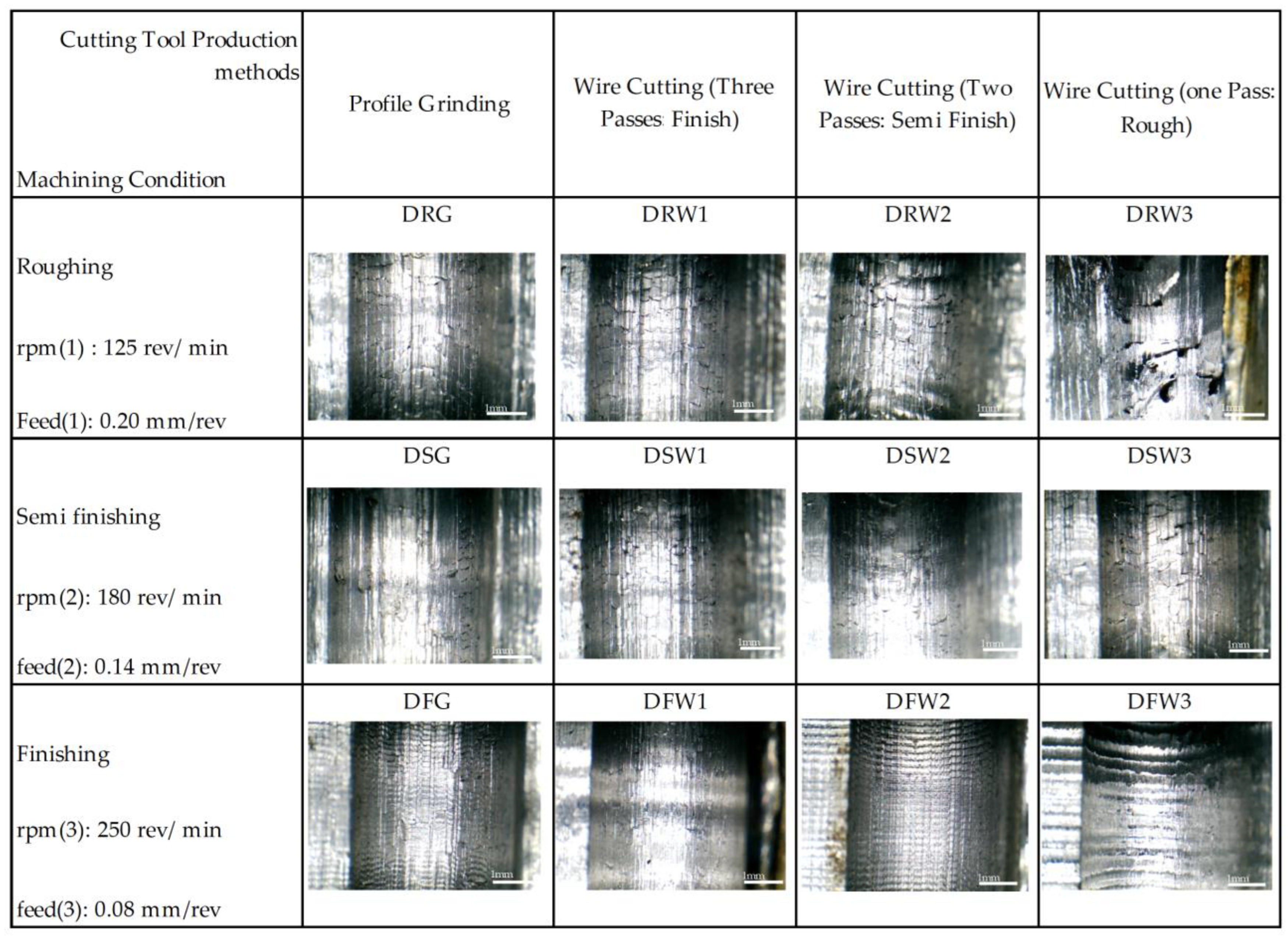
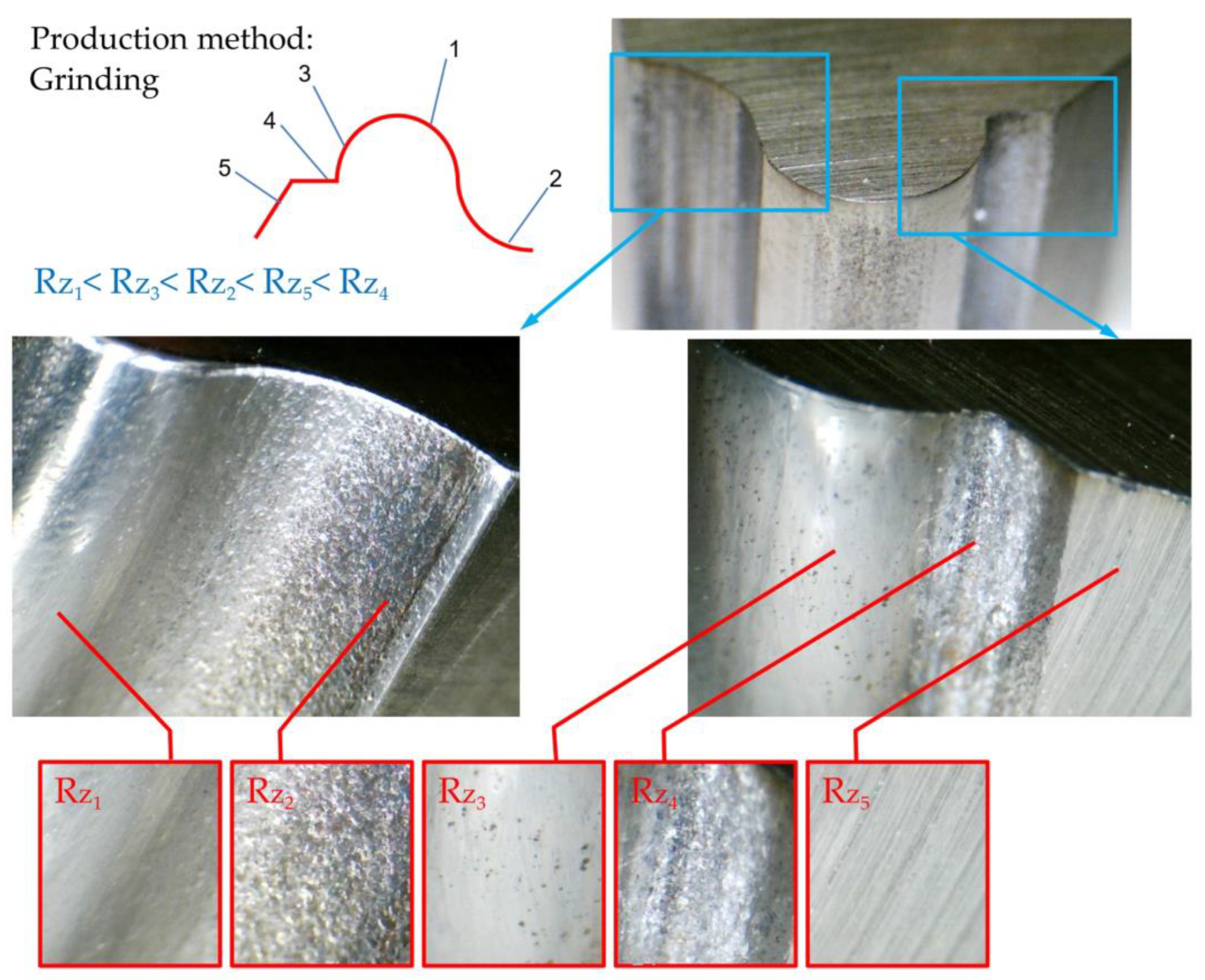
3.2. Surface and Texture Analysis
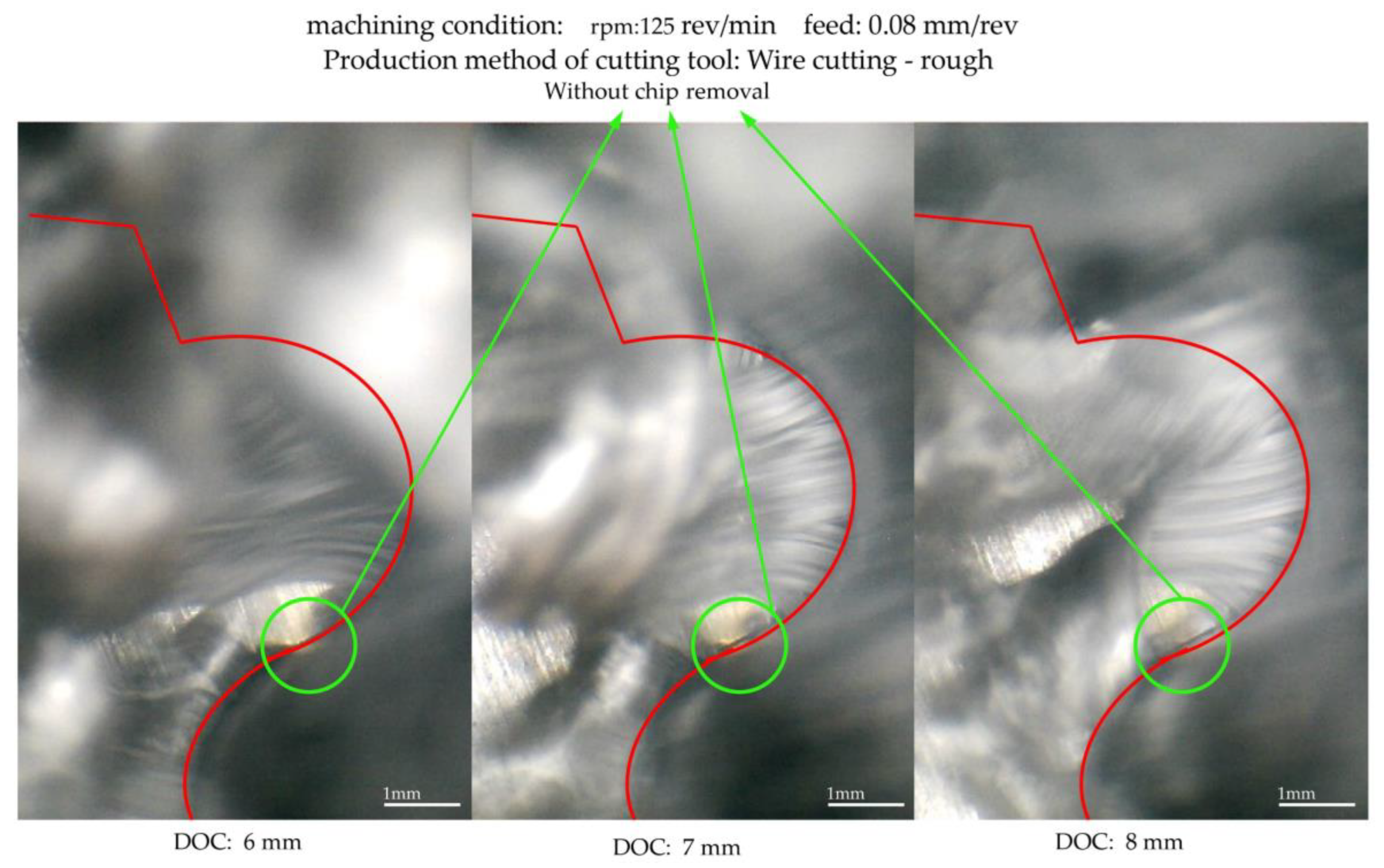
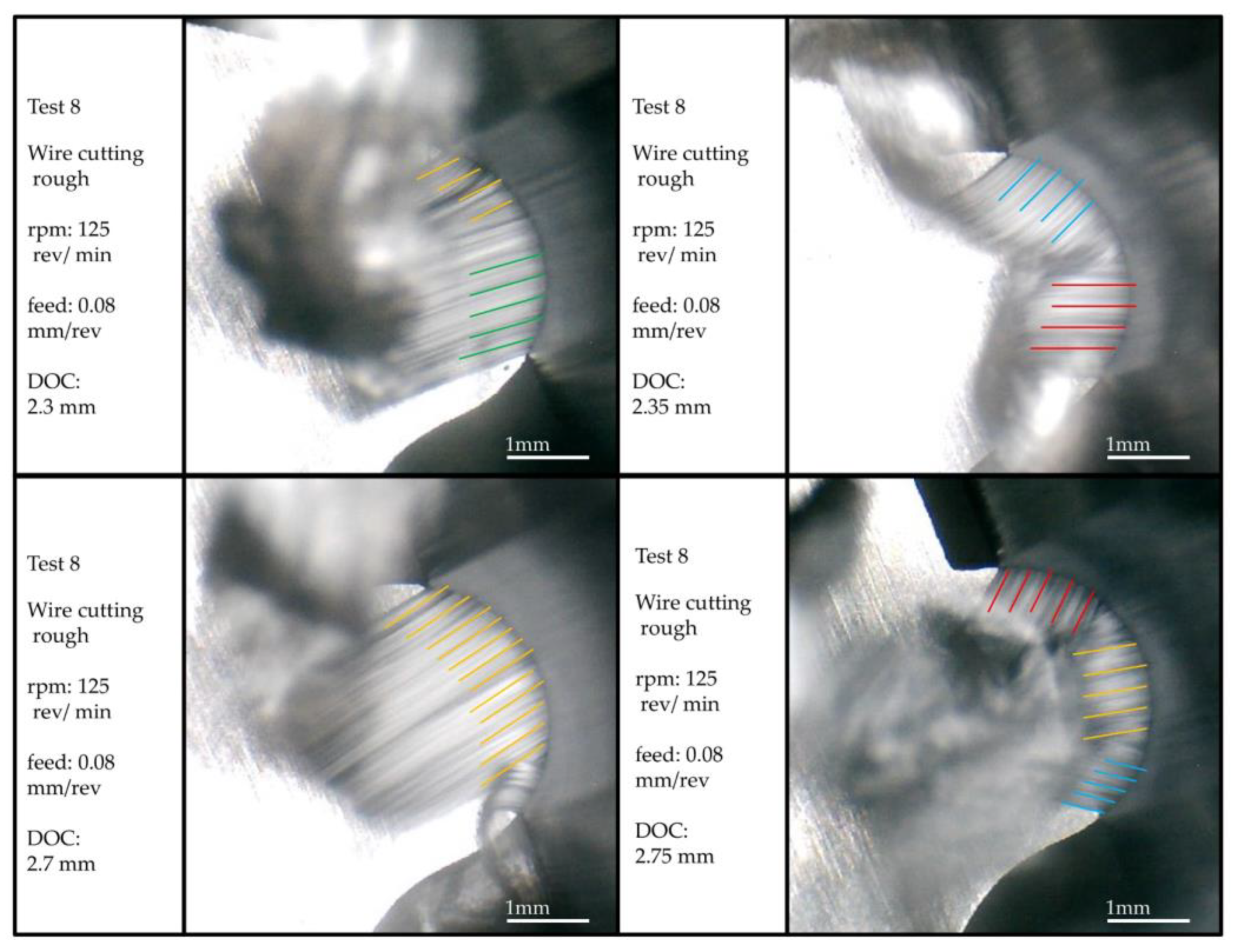
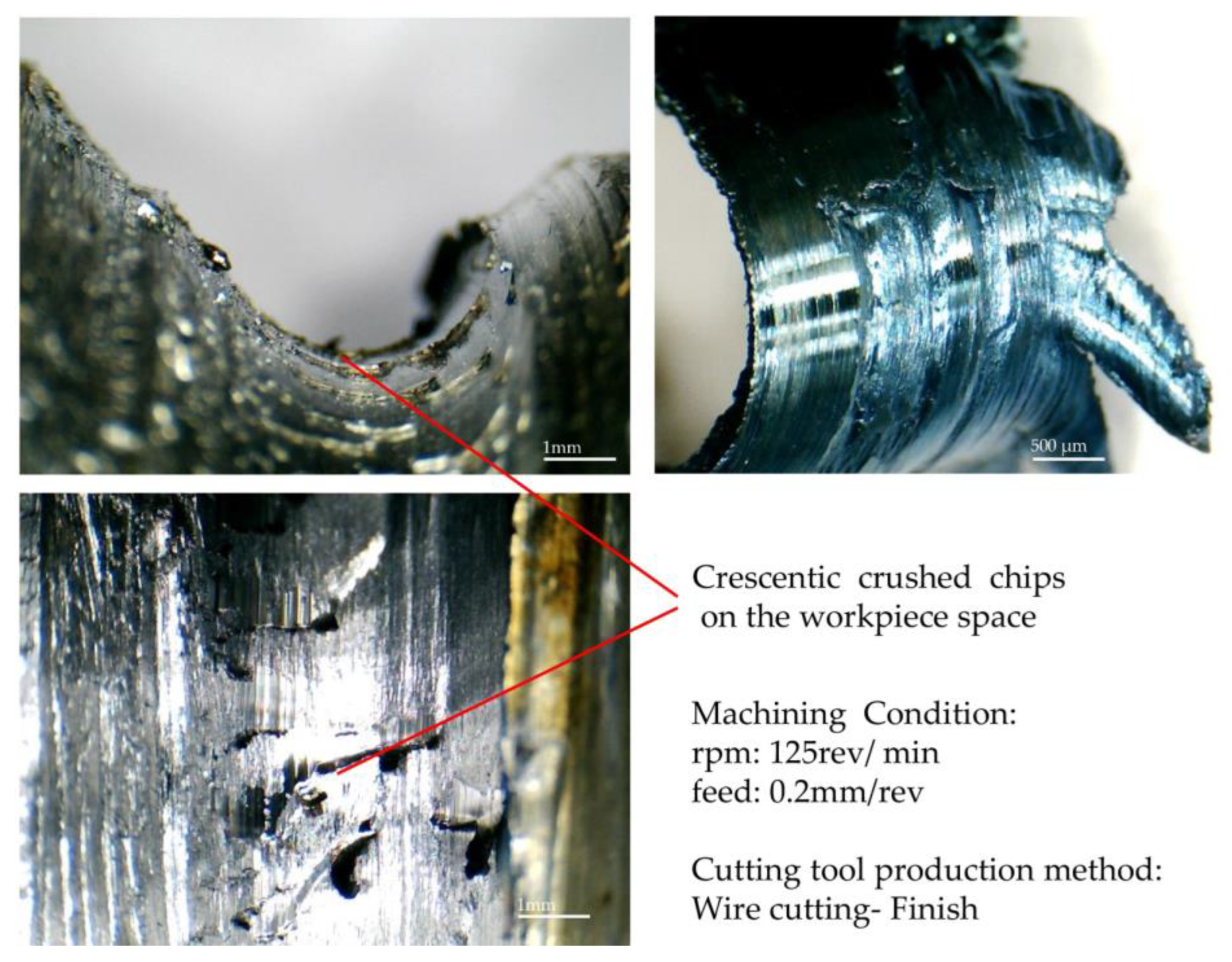
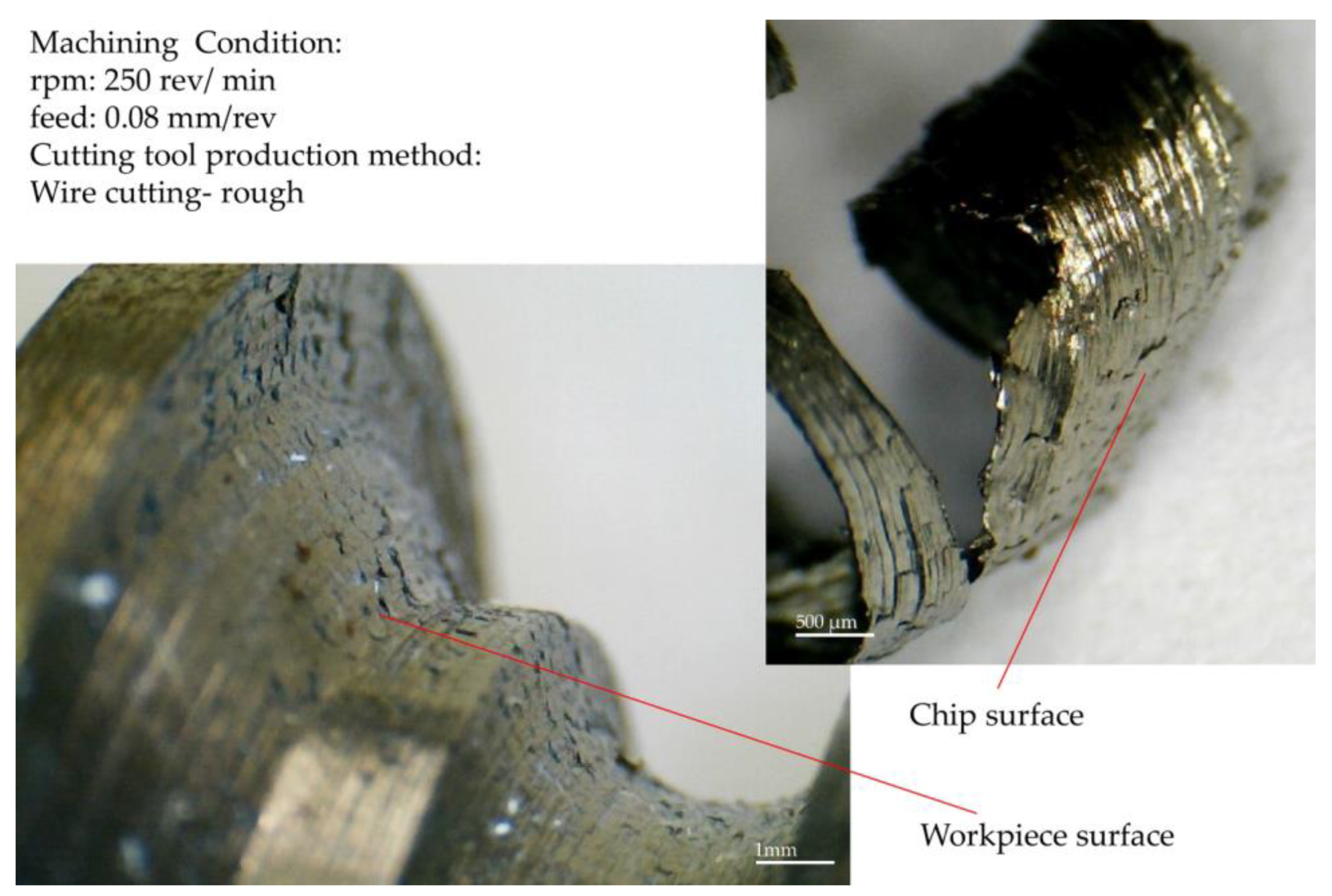
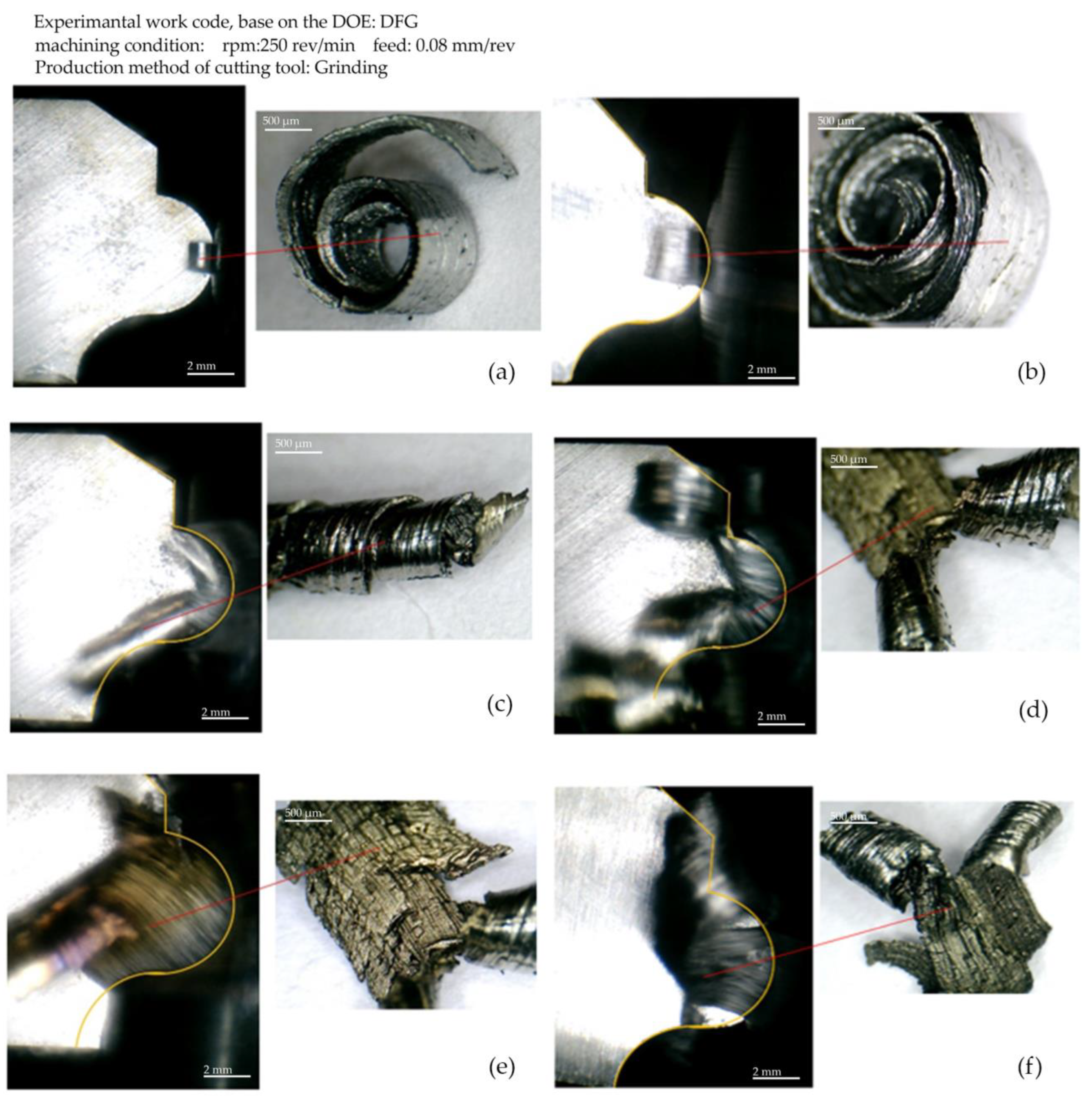
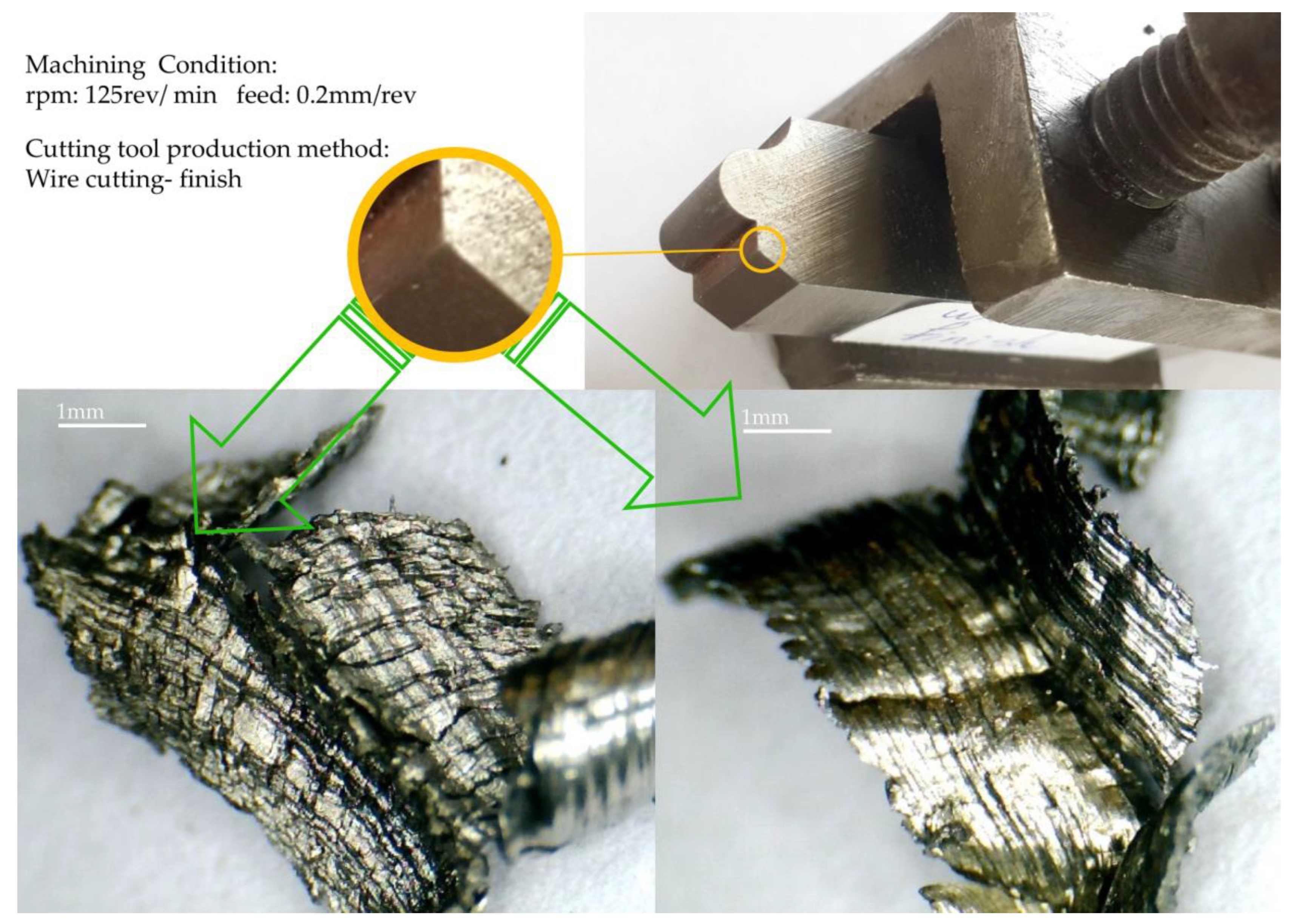
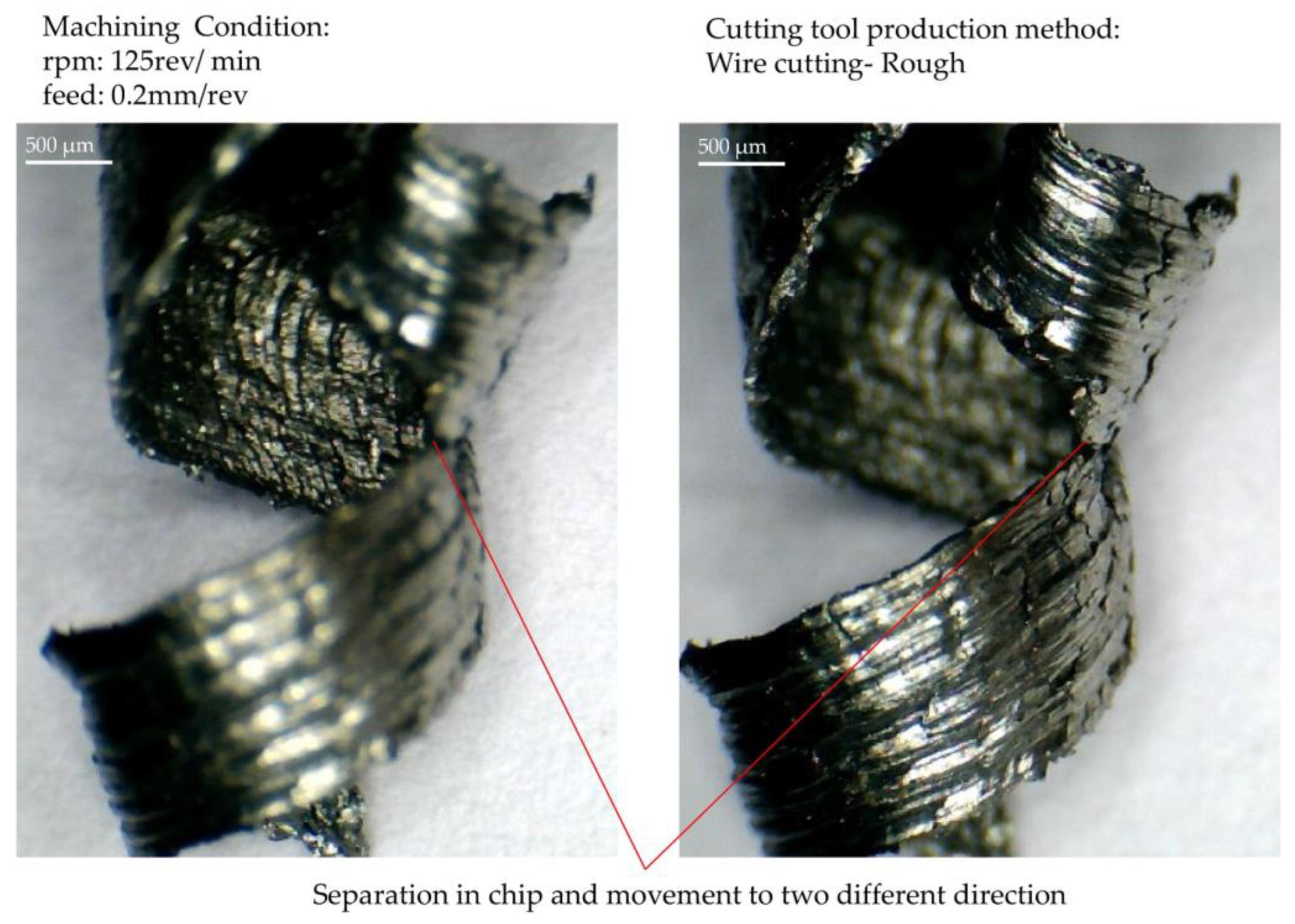
3.3. Chip Formation Study
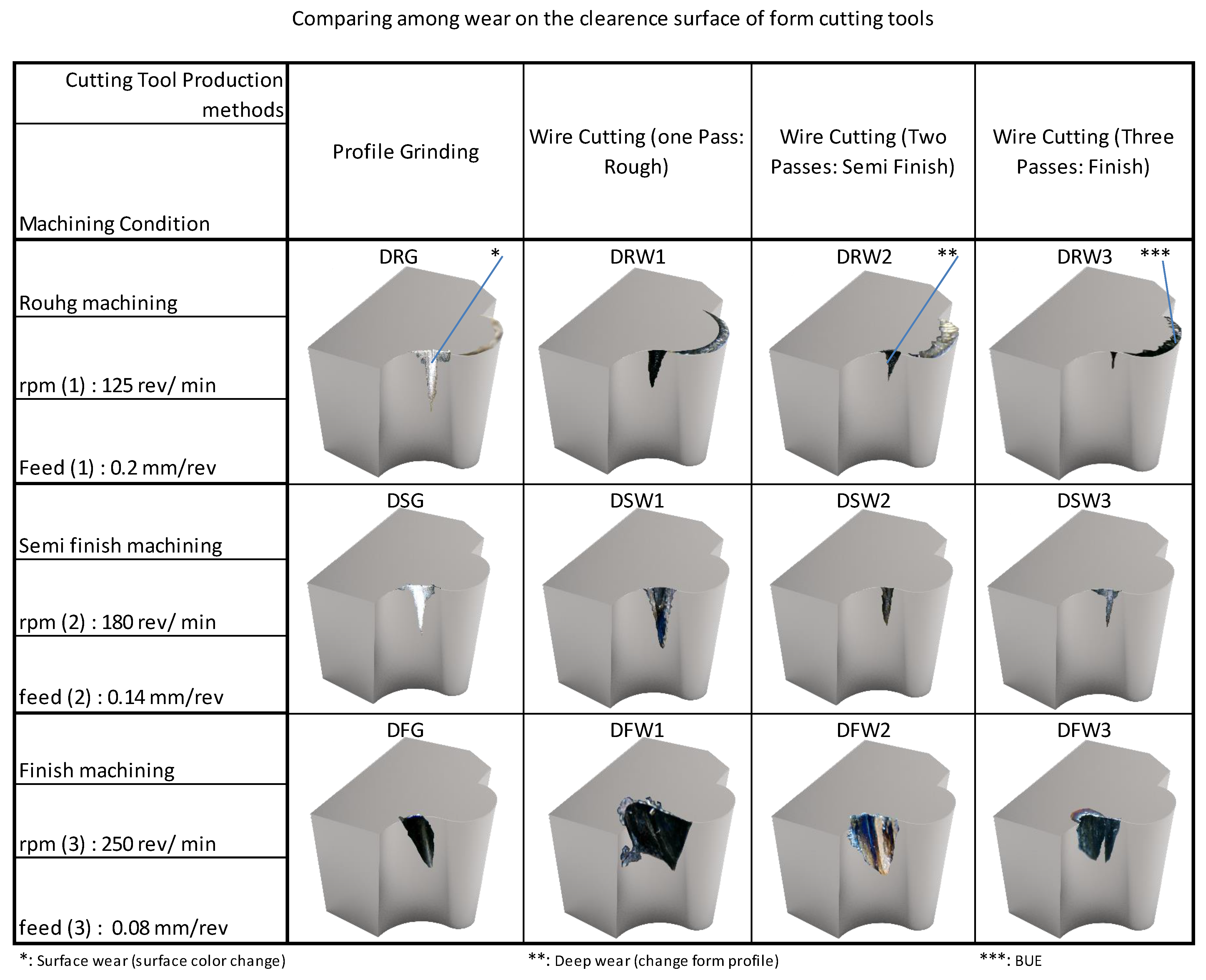
3.4. Effect of Wear and Damage on the Flank Surface
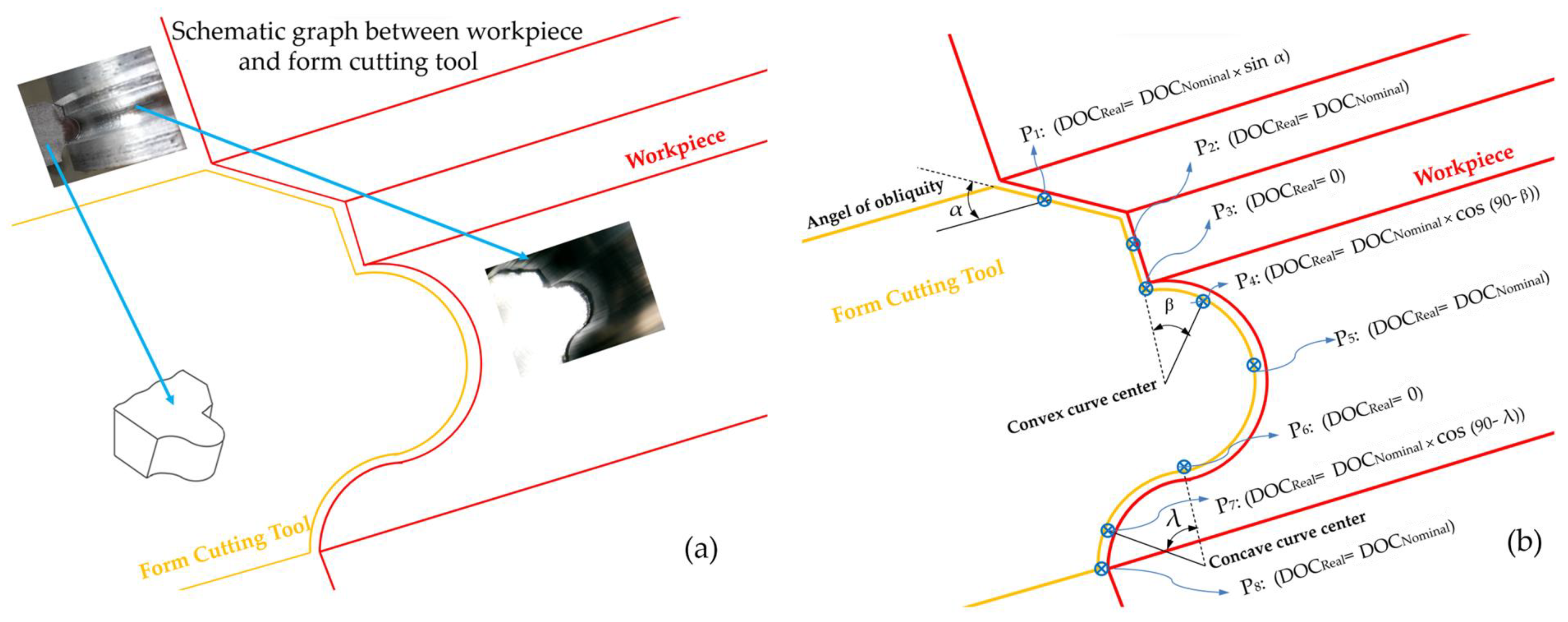
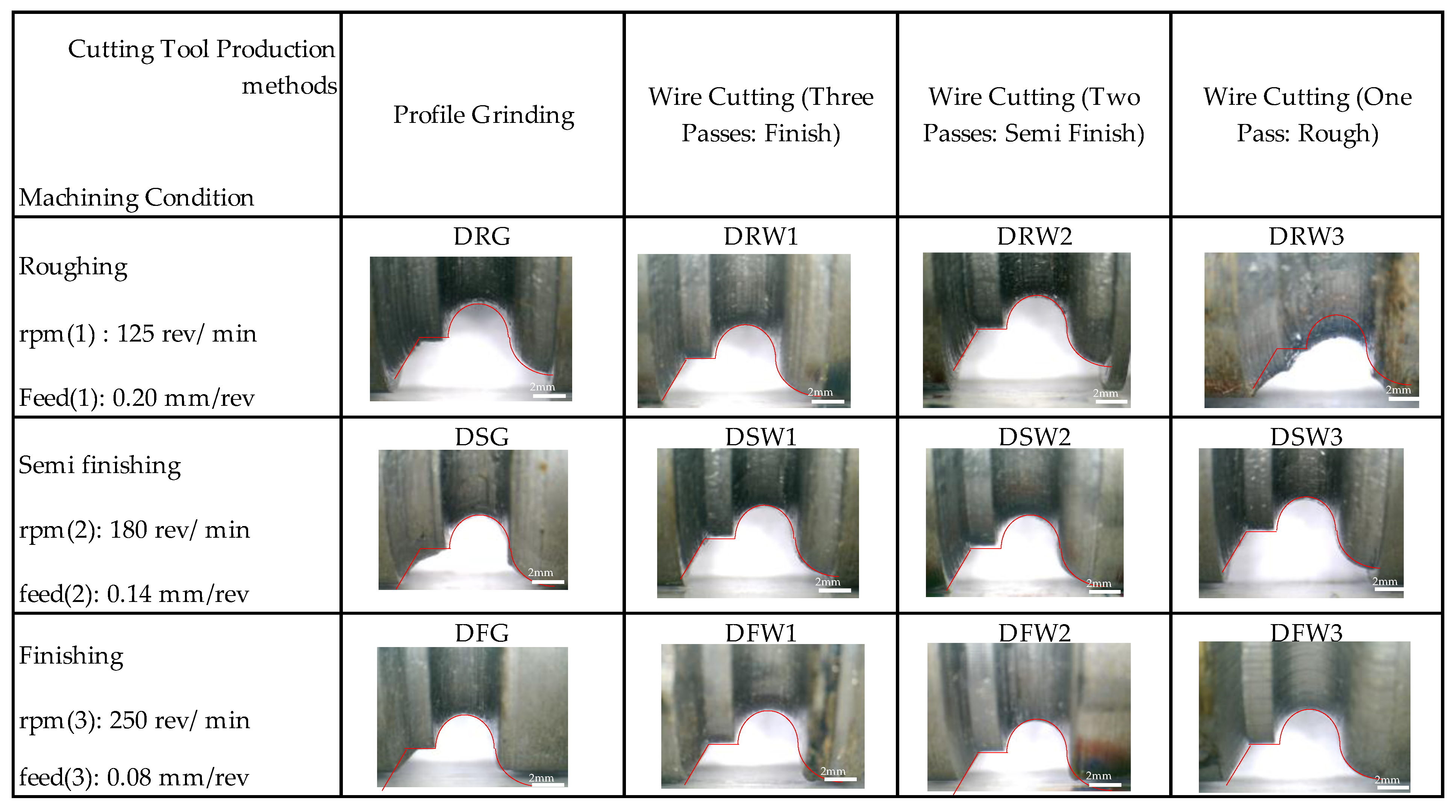
3.5. Effect of Manufacturing Methods on the Precision of Form-Cutting Tools
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Glossary
| AISI | American Iron and Steel Institute |
| CAD | Computer-Aided Design |
| CAM | Computer-Aided Manufacturing |
| CBN | Cubic Boron Nitride |
| CNC | Computer Numerical Control |
| DFG | Dry Machining, Finishing Operation, Manufacturing by Grinding Process |
| DOE | Design of Experiments |
| DPG | Dry Machining, Roughing Operation, Manufacturing by Grinding Process |
| DRW1 | Dry Machining, Roughing Operation, Manufacturing by WEDM-1 Passes |
| DRW2 | Dry Machining, Roughing Operation, Manufacturing by WEDM-2 Passes |
| DRW3 | Dry Machining, Roughing Operation, Manufacturing by WEDM-3 Passes |
| DSW1 | Dry Machining, Semi-Finishing Operation, Manufacturing by WEDM-1 Passes |
| DSW2 | Dry Machining, Semi-Finishing Operation, Manufacturing by WEDM-2 Passes |
| DSW3 | Dry Machining, Semi-Finishing Operation, Manufacturing by WEDM-3 Passes |
| DFW1 | Dry Machining, Finishing Operation, Manufacturing by WEDM-1 Passes |
| DFW2 | Dry Machining, Finishing Operation, Manufacturing by WEDM-2 Passes |
| DFW3 | Dry Machining, Finishing Operation, Manufacturing by WEDM-3 Passes |
| EDM | Electro Discharge Machining |
| EDS | Electro Discharge Sawing |
| HSS | High-Speed Steel |
| rpm | Revolutions Per Minute |
| WEDM | Wire Electrical Discharge Machining |
References
- Urbikain, G.; Alvarez, A.; López de Lacalle, L.N.; Arsuaga, M.; Alonso, M.A.; Veiga, F. A reliable turning process by the early use of a deep simulation model at several manufacturing stages. Machines 2017, 5, 15. [Google Scholar] [CrossRef]
- Ramesh, R.; Mannan, M.A.; Poo, A.N. Error compensation in machine tools—A review: Part I: Geometric, cutting-force induced and fixture-dependent errors. Int. J. Mach. Tools Manuf. 2000, 40, 1235–1256. [Google Scholar] [CrossRef]
- Iglesias, A.; Tunç, L.T.; Özsahin, O.; Franco, O.; Munoa, J.; Budak, E. Alternative experimental methods for machine tool dynamics identification: A review. Mech. Syst. Signal Process. 2022, 170, 108837. [Google Scholar] [CrossRef]
- Marinakis, A.; Alevras, P.; Antoniadis, A. A Systematic Analysis of the Power Skiving Process using a novel Gear Manufacturing Simulation Software. Simul. Model. Pract. Theory 2022, 123, 102711. [Google Scholar] [CrossRef]
- Wang, H.; Li, Y.; Chen, X.; Jia, Y.; Chi, G.; Wang, Y.; Wang, Z. Micro-milling/micro-EDM combined processing technology for complex microarray cavity fabrication. Int. J. Adv. Manuf. Technol. 2021, 113, 1057–1071. [Google Scholar] [CrossRef]
- Angelo, P.; Subramanian, R. Powder Metallurgy: Science, Technology and Applications; PHI Learning Pvt. Ltd.: New Delhi, India, 2008. [Google Scholar]
- Konstanty, J. Powder Metallurgy Diamond Tools; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Grigoriev, S.N.; Nadykto, A.B.; Volosova, M.A.; Zelensky, A.A.; Pivkin, P.M. WEDM as a replacement for grinding in machining ceramic Al2O3-TiC cutting inserts. Metals 2021, 11, 882. [Google Scholar] [CrossRef]
- Xu, L.M.; Fan, F.; Zhang, Z.; Chao, X.J.; Niu, M. Fast on-machine profile characterization for grinding wheels and error compensation of wheel dressing. Precis. Eng. 2019, 55, 417–425. [Google Scholar] [CrossRef]
- Subramanya, N.; Kumar, A.S.; Yadav, V.; Venkatesh, R.K. Manufacturing process planning in aerospace systems. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1258, 012027. [Google Scholar] [CrossRef]
- Peirovi, S.; Pourasghar, M.; Nejad, A.F.; Hassan, M.A. A study on the different finite element approaches for laser cutting of aluminum alloy sheet. Int. J. Adv. Manuf. Technol. 2017, 93, 1399–1413. [Google Scholar] [CrossRef]
- Rao, K.V.; Raju, L.R.; Kumar, C.K. Modeling of kerf width and surface roughness in wire cut electric discharge machining of Ti-6Al-4V. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2020, 234, 533–542. [Google Scholar] [CrossRef]
- Malakizadi, A.; Hajali, T.; Schulz, F.; Cedergren, S.; Ålgårdh, J.; M’Saoubi, R.; Hryha, E.; Krajnik, P. The role of microstructural characteristics of additively manufactured Alloy 718 on tool wear in machining. Int. J. Mach. Tools Manuf. 2021, 171, 103814. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Friderikos, O.; Maliaris, G.; Lili, E.N.; Kombogiannis, S.; Korlos, A. Chip formation in gear hobbing, visualized by means of fem supported simulation techniques. In Proceedings of the 4th CIRP International Seminar on “ICME”, Sorrento, Italy, 30 June–2 July 2004. [Google Scholar]
- Oliveira AR, F.; Da Silva LR, R.; Baldin, V.; Fonseca MP, C.; Silva, R.B.; Machado, A.R. Effect of tool wear on the surface integrity of Inconel 718 in face milling with cemented carbide tools. Wear 2021, 476, 203752. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Rech, J.; M’saoubi, R.; Axinte, D. Broaching: Cutting tools and machine tools for manufacturing high quality features in components. CIRP Ann. 2020, 69, 554–577. [Google Scholar] [CrossRef]
- Saoud, F.B.; Korkmaz, M.E. A Review on Machinability of Shape Memory Alloys Through Traditional and Non-Traditional Machining Processes: A Review. İmalat Teknolojileri ve Uygulamaları 2022, 3, 14–32. [Google Scholar] [CrossRef]
- Natarajan, K.; Ramakrishnan, H.; Gacem, A.; Vijayan, V.; Karthiga, K.; Ali, H.E.; Prakash, B.; Mekonnen, A. Study on optimization of WEDM process parameters on stainless steel. J. Nanomater. 2022, 2022, 6765721. [Google Scholar] [CrossRef]
- Mikolajczyk, T. Analyse of possibility of form tools manufacturing using wire cutting EDM. Appl. Mech. Mater. 2014, 656, 200–205. [Google Scholar] [CrossRef]
- Ramesh, N.N.; Harinarayana, K.; Naik, B.B. Machining Characteristics of HSS & Titanium Using Electro Discharge Sawing and Wire–Electrodischarge Machining. Procedia Mater. Sci. 2014, 6, 1253–1259. [Google Scholar]
- Mamalis, A.G.; Grabchenko, A.I.; Magazeev, M.G.; Krukova, N.V.; Prohàszká, J.; Vaxevanidis, N.M. Two-stage electro-discharge machining fabricating superhard cutting tools. J. Mater. Process. Technol. 2004, 146, 318–325. [Google Scholar] [CrossRef]
- Ishfaq, K.; Ahmad Mufti, N.; Ahmed, N.; Pervaiz, S. Abrasive waterjet cutting of cladded material: Kerf taper and MRR analysis. Mater. Manuf. Process. 2019, 34, 544–553. [Google Scholar] [CrossRef]
- Huang, C.A.; Hsu, C.C.; Kuo, H.H. The surface characteristics of P/M high-speed steel (ASP 23) multi-cut with wire electrical discharge machine (WEDM). J. Mater. Process. Technol. 2003, 140, 298–302. [Google Scholar] [CrossRef]
- Kühn, F.; Löpenhaus, C.; Brimmers, J.; Klocke, F.; Bergs, T. Analysis of the influence of the effective angles on the tool wear in gear hobbing. Int. J. Adv. Manuf. Technol. 2020, 108, 2621–2632. [Google Scholar] [CrossRef]
- Kühn, F.; Löpenhaus, C.; Klocke, F. Model for the calculation of kinematic roughness in the tooth root. Procedia CIRP 2019, 79, 15–20. [Google Scholar] [CrossRef]
- Tapoglou, N.; Belis, T.; Vakondios, D.; Antoniadis, A. CAD-based simulation of gear hobbing. In Proceedings of the 31st International Symposium on Mechanics and Materials, Agia Marina, Greece, 9–14 May 2010; Volume 1, pp. 41–57. [Google Scholar]
- Tapoglou, N. Calculation of non-deformed chip and gear geometry in power skiving using a CAD-based simulation. Int. J. Adv. Manuf. Technol. 2019, 100, 1779–1785. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Friderikos, O.; Tsiafis, I. FEM-supported simulation of chip formation and flow in gear hobbing of spur and helical gears. CIRP J. Manuf. Sci. Technol. 2008, 1, 18–26. [Google Scholar] [CrossRef]
- Nejad, A.F.; Chiandussi, G.; Solimine, V.; Serra, A. Estimation of the synchronization time of a transmission system through multi body dynamic analysis. Int. J. Mech. Eng. Robot. Res. 2017, 6, 232–236. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | W | Mo | V | Co | Hardness (HRC) | Density (kg/m3) | Young’s Modulus (GPa) | Ultimate Strength (MPa) |
|---|---|---|---|---|---|---|---|---|---|
| 1.1 | 3.9 | 1.6 | 9.5 | 1.2 | 8.25 | 67 | 7850 | 207 | 2560 |
| (Cutting Tool Production Methods) | (Grinding) | (Wire Cutting Three Passes—Finish) | (Wire Cutting Two Passes—Semi Finish) | (Wire Cutting One Pass—Rough) |
|---|---|---|---|---|
| (Machining Condition) | ||||
| (Roughing turning) Spindle Speed 1 (rev/min): 125 | DRG | DRW3 | DRW2 | DRW1 |
| Feed per revolution 1 (mm/rev): 0.2 | ||||
| (Semi-finishing turning) Spindle Speed 2 (rev/min): 180 | DSG | DSW3 | DSW2 | DSW1 |
| Feed per revolution 2 (mm/rev): 0.14 | ||||
| (Finishing turning) Spindle Speed 3 (rev/min): 250 | DFG | DFW3 | DFW2 | DFW1 |
| Feed per revolution 3 (mm/rev): 0.08 |
| Production Method | Ft (kgf) | Fr (kgf) | Fshear (kgf) | |||
|---|---|---|---|---|---|---|
| Mean Load | Peak Load | Mean Load | Peak Load | Mean Load | Peak Load | |
| DW1 | 165 | 246 | 1578 | 2645 | −1598 | 3514 |
| DW2 | 154 | 221 | 1211 | 2450 | −1149 | 1865 |
| DW3 | 105 | 185 | 605 | 2028 | 248 | 2238 |
| DFG | 103 | 183 | 654 | 1853 | 552 | 2423 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alinaghizadeh, A.; Hadad, M.; Azarhoushang, B. Experimental Investigation of the Effects of Machining Parameters on the Performance of Form-Cutting Tools Manufactured by Wire Electrical Discharge Machining (WEDM) and Grinding Processes. Micromachines 2023, 14, 1971. https://doi.org/10.3390/mi14101971
Alinaghizadeh A, Hadad M, Azarhoushang B. Experimental Investigation of the Effects of Machining Parameters on the Performance of Form-Cutting Tools Manufactured by Wire Electrical Discharge Machining (WEDM) and Grinding Processes. Micromachines. 2023; 14(10):1971. https://doi.org/10.3390/mi14101971
Chicago/Turabian StyleAlinaghizadeh, Amir, Mohammadjafar Hadad, and Bahman Azarhoushang. 2023. "Experimental Investigation of the Effects of Machining Parameters on the Performance of Form-Cutting Tools Manufactured by Wire Electrical Discharge Machining (WEDM) and Grinding Processes" Micromachines 14, no. 10: 1971. https://doi.org/10.3390/mi14101971
APA StyleAlinaghizadeh, A., Hadad, M., & Azarhoushang, B. (2023). Experimental Investigation of the Effects of Machining Parameters on the Performance of Form-Cutting Tools Manufactured by Wire Electrical Discharge Machining (WEDM) and Grinding Processes. Micromachines, 14(10), 1971. https://doi.org/10.3390/mi14101971