
Femtosecond Laser Machining of an X-ray Mask in a 500 Micron-Thick Tungsten Sheet



Abstract
:1. Introduction
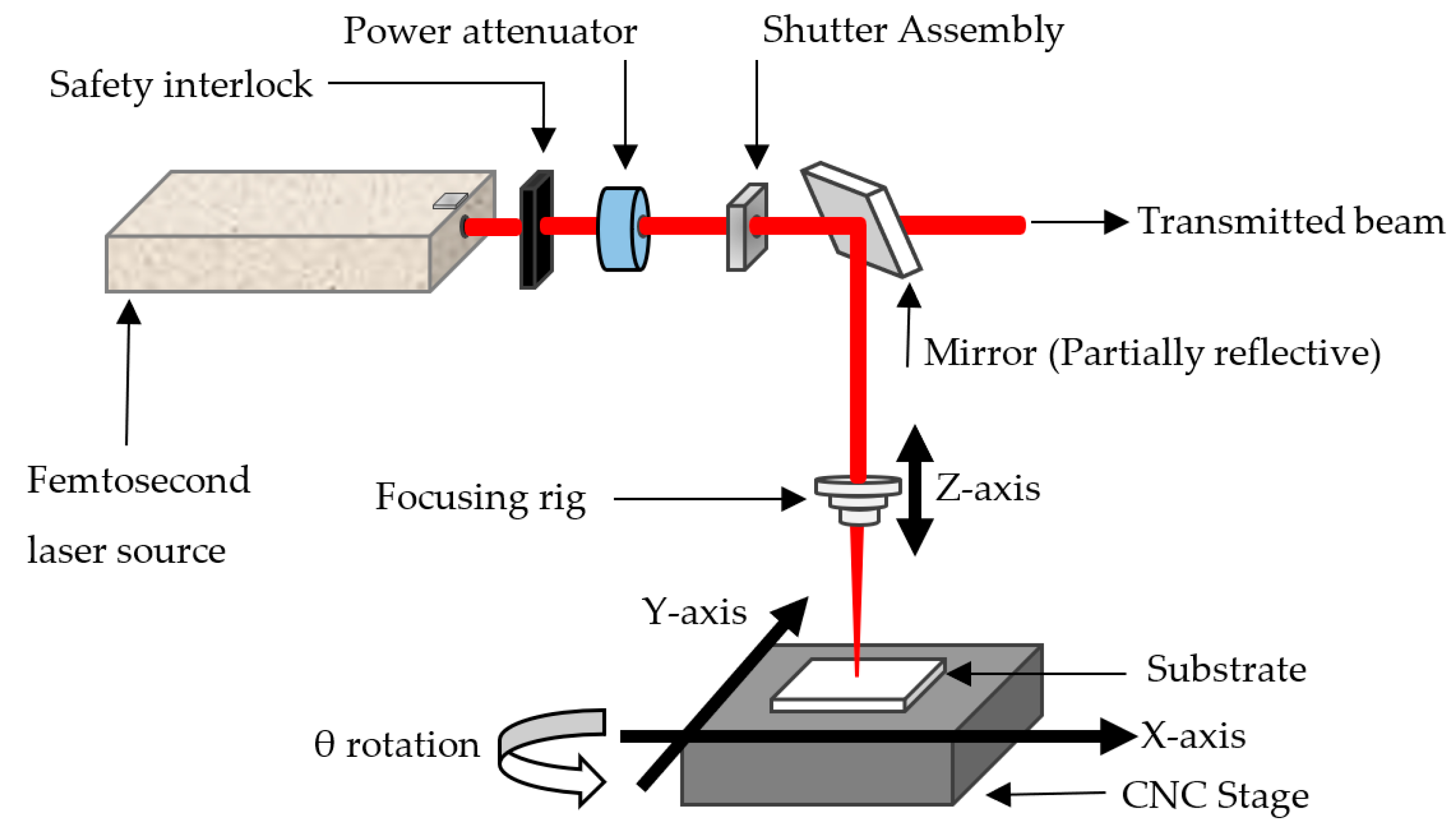
2. Materials and Methods
3. Results and Discussion
3.1. Surface Morphology of an FLMP-Machined Tungsten Sheet
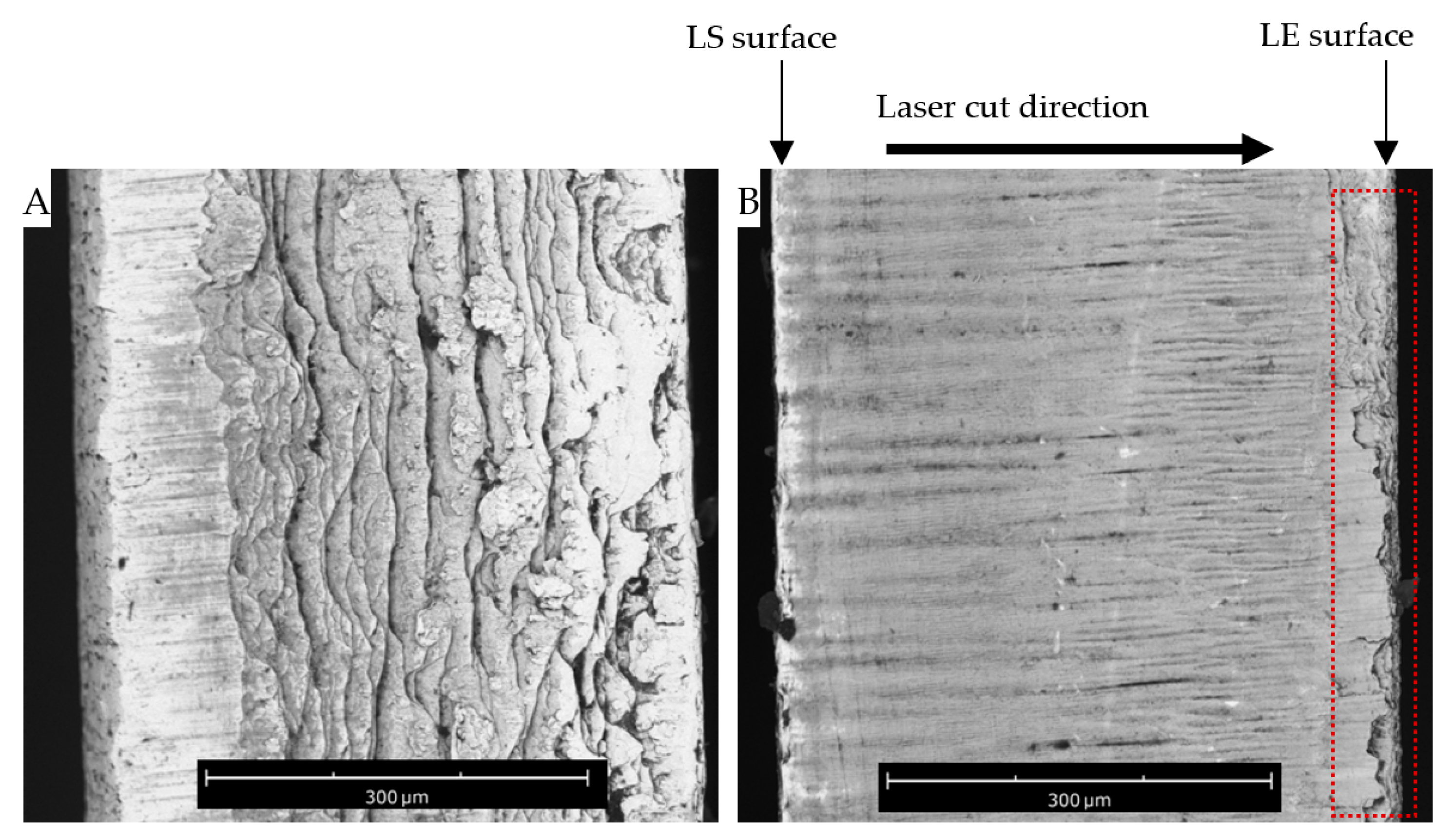
3.2. Cut-Edge Morphology of FLMP-Machined Tungsten Sheet
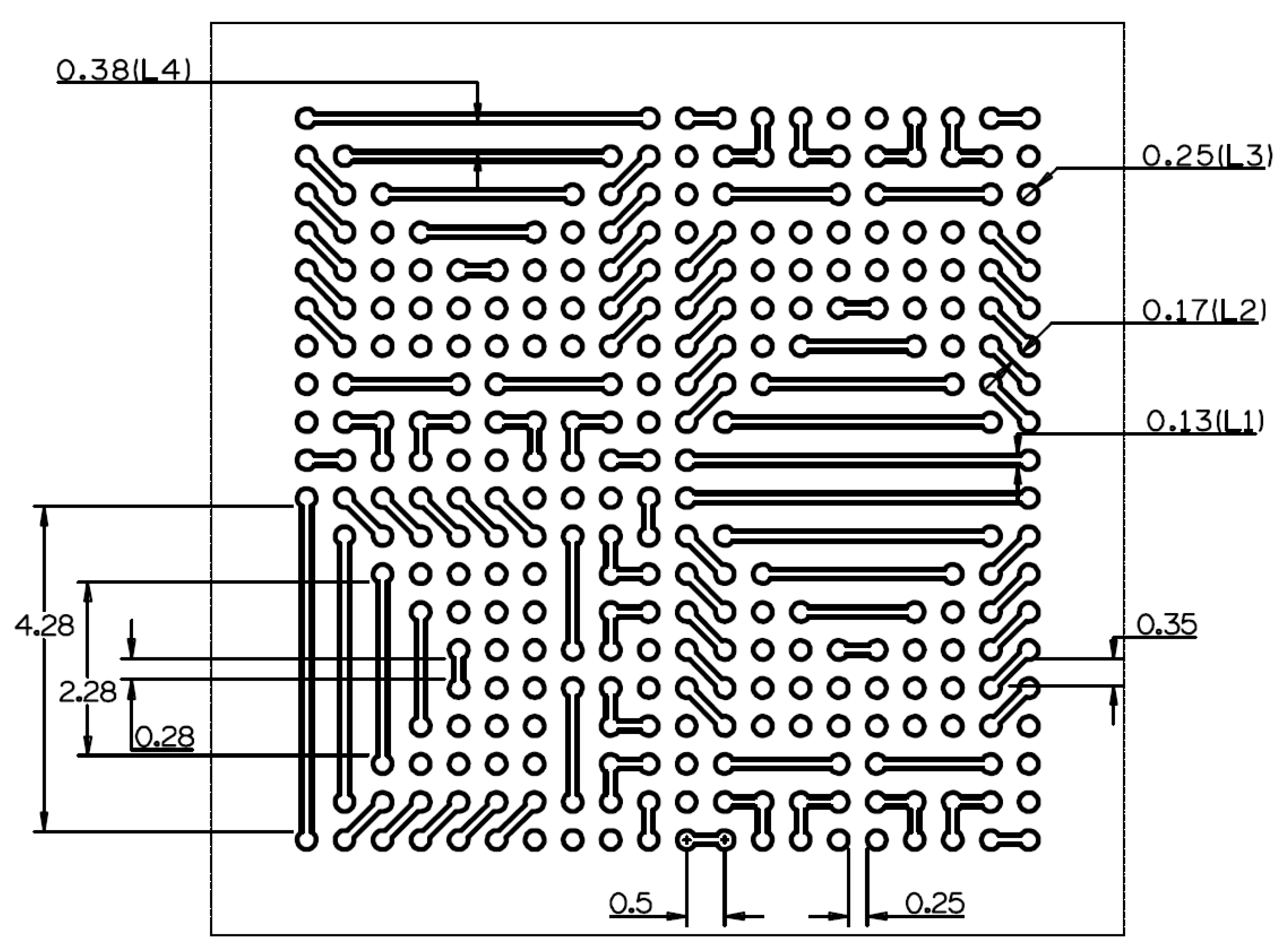
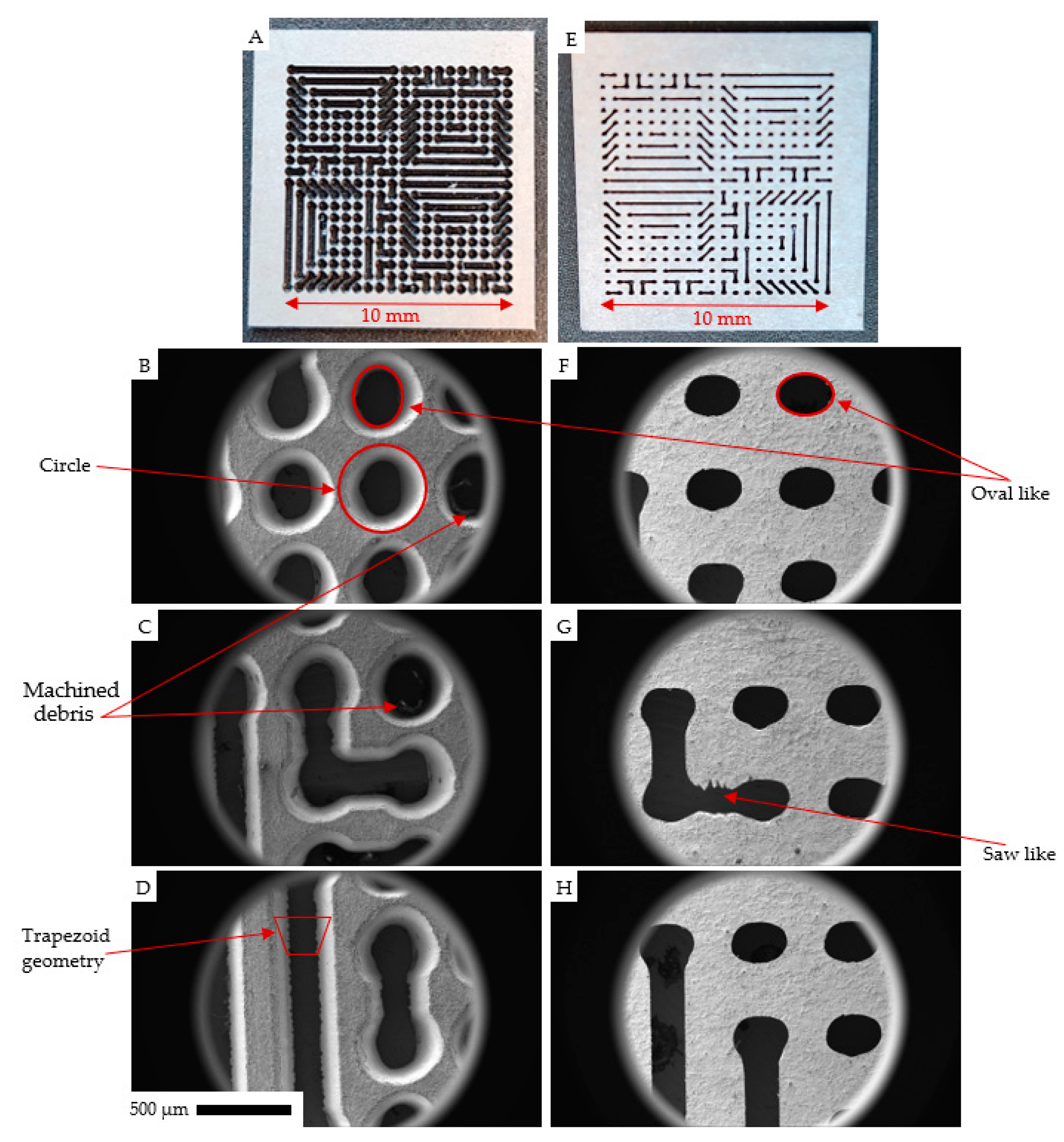
3.3. Characterization of the FLMP-Machined Feature Sizes
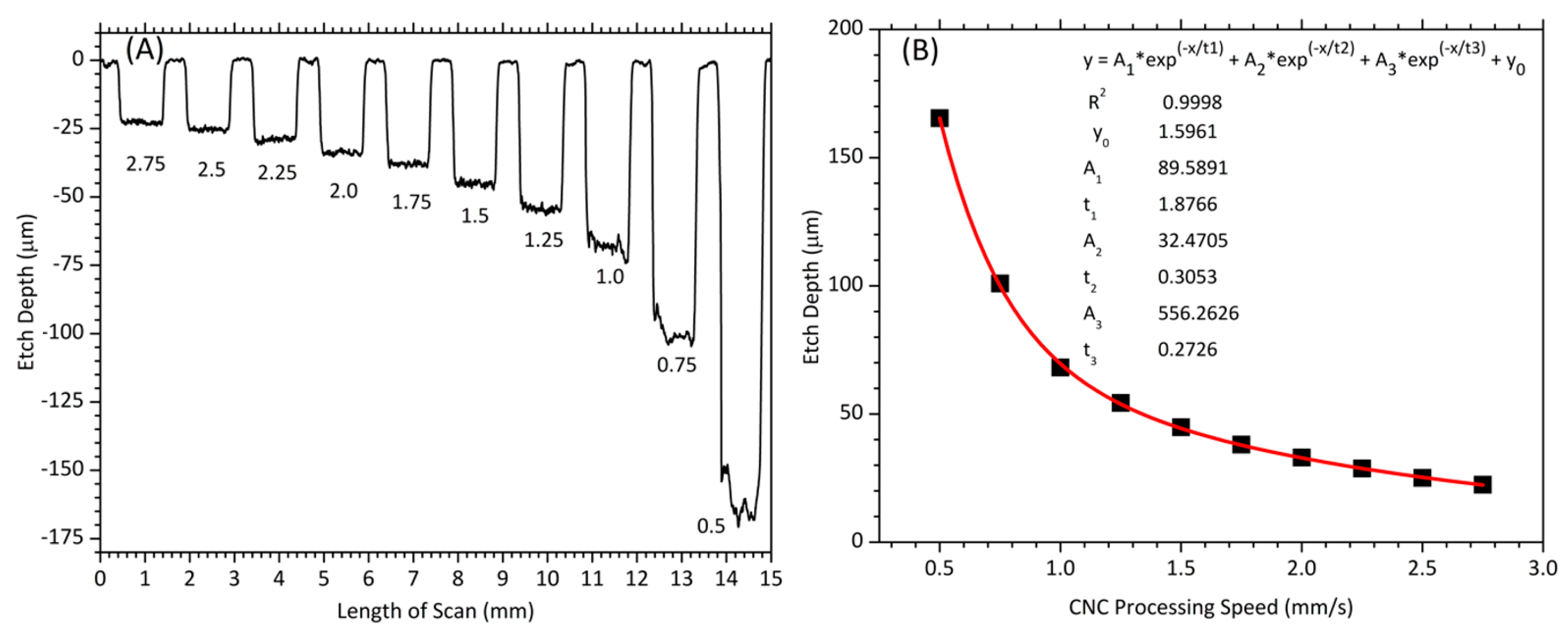
3.4. Dependence of the Etch Depth on CNC Processing Speed
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reiser, J.; Rieth, M.; Dafferner, B.; Hoffmann, A.; Yi, X.; Armstrong, D.E.J. Tungsten Foil Laminate for Structural Divertor Applications–Analyses and Characterisation of Tungsten Foil. J. Nucl. Mater. 2012, 424, 197–203. [Google Scholar] [CrossRef]
- Rumble, J. CRC Handbook of Chemistry and Physics, 102nd ed.; CRC Press/Taylor & Francis: Boca Raton, FL, USA, 2017. [Google Scholar]
- Naboychenko Stanislav, S.; Murashova Irina, B.; Neikov Oleg, D. Chapter 21-Production of Refractory Metal Powders. In Handbook of Non-Ferrous Metal Powders; Neikov, O.D., Naboychenko, S.S., Murashova, I.V., Gopienko, V.G., Frishberg, I.V., Lotsko, D.V.B.T., Eds.; Elsevier: Oxford, UK, 2009; pp. 436–484. [Google Scholar]
- Silvestre, C.M.; Hemmingsen, J.H.; Dreier, E.S.; Kehres, J.; Hansen, O. Laser Ablation of High-Aspect-Ratio Hole Arrays in Tungsten for X-Ray Applications. Microelectron. Eng. 2019, 209, 60–65. [Google Scholar] [CrossRef]
- Kadel, K.; Schomburg, W.K.; Stern, G. X-Ray Masks with Tungsten Absorbers for Use in the Liga Process. Microelectron. Eng. 1993, 21, 123–126. [Google Scholar] [CrossRef]
- Diawara, Y.; Lafontaine, H.; Chaker, M.; Kieffer, J.C.; Pépin, H.; Cochrane, R.W.; Currie, J.F.; Haghiri-Gosnet, A.M.; Ravet, M.F.; Rousseaux, F. Rapid Thermal Annealing for Reducing Stress in Tungsten X-ray Mask Absorber. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. Process. Meas. Phenom. 1993, 11, 296–300. [Google Scholar] [CrossRef]
- Sugihara, S.; Itoh, M.; Gomei, Y. Microfabrication of X-Ray Absorber W Utilizing Al2O3as an Etching Mask. Jpn. J. Appl. Phys. 1992, 31, 4200–4204. [Google Scholar] [CrossRef]
- Shinoda, K.; Miyoshi, N.; Kobayashi, H.; Hanaoka, Y.; Kawamura, K.; Izawa, M.; Ishikawa, K.; Hori, M. Isotropic Atomic Level Etching of Tungsten Using Formation and Desorption of Tungsten Fluoride. In Advanced Etch Technology for Nanopatterning VII; Engelmann, S.U., Ed.; SPIE: Bellingham, WA, USA, 2018; Volume 10589, pp. 93–98. [Google Scholar]
- Coburn, J.W.; Winters, H.F. Conductance Considerations in the Reactive Ion Etching of High Aspect Ratio Features. Appl. Phys. Lett. 1989, 55, 2730–2732. [Google Scholar] [CrossRef]
- Kofuji, N.; Mori, M.; Nishida, T. Uniform Lateral Etching of Tungsten in Deep Trenches Utilizing Reaction-Limited NF3plasma Process. Jpn. J. Appl. Phys. 2017, 56, 6. [Google Scholar] [CrossRef]
- Gottscho, R.A.; Jurgensen, C.W.; Vitkavage, D.J. Microscopic Uniformity in Plasma Etching. J. Vac. Sci. Technol. B Microelectron. Process. Phenom. 1992, 10, 2133–2147. [Google Scholar] [CrossRef]
- Verdonck, P.; Brasseur, G.; Swart, J. Reactive Ion Etching and Plasma Etching of Tungsten. Microelectron. Eng. 1993, 21, 329–332. [Google Scholar] [CrossRef]
- Verdonck, P.; Swart, J.; Brasseur, G.; De Geyter, P. Analysis of The Etching Mechanisms of Tungsten in Fluorine Containing Plasmas. J. Electrochem. Soc. 1995, 142, 1971–1976. [Google Scholar] [CrossRef]
- Sabouri, A.; Anthony, C.J.; Prewett, P.D.; Bowen, J.; Butt, H. Effects of Current on Early Stages of Focused Ion Beam Nano-Machining. Mater. Res. Express 2015, 2, 55005. [Google Scholar] [CrossRef]
- Wollschlaeger, N.; Osterle, W.; Hausler, I.; Stewart, M. Ga+ Implantation in a PZT Film during Focused Ion Beam Micro-Machining. Phys. Status Solidi C 2015, 12, 314–317. [Google Scholar] [CrossRef]
- Pfeifenberger, M.J.; Mangang, M.; Wurster, S.; Reiser, J.; Hohenwarter, A.; Pfleging, W.; Kiener, D.; Pippan, R. The Use of Femtosecond Laser Ablation as a Novel Tool for Rapid Micro-Mechanical Sample Preparation. Mater. Des. 2017, 121, 109–118. [Google Scholar] [CrossRef]
- Echlin, M.P.; Straw, M.; Randolph, S.; Filevich, J.; Pollock, T.M. The TriBeam System: Femtosecond Laser Ablation in Situ SEM. Mater. Charact. 2015, 100, 1–12. [Google Scholar] [CrossRef]
- Phillips, K.C.; Gandhi, H.H.; Mazur, E.; Sundaram, S.K. Ultrafast Laser Processing of Materials: A Review. Adv. Opt. Photonics 2015, 7, 684–712. [Google Scholar] [CrossRef]
- Zhou, N.; Yuan, S.; Gao, M.; Zhang, W.; Zhang, J.; Hu, T. Investigations on the Oxidation Behavior and Removal Mechanism of SiC/SiC Composites by Multi-Pulse Femtosecond Laser Ablation. J. Mater. Res. Technol. 2023, 26, 3408–3425. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Femtosecond Laser Three-Dimensional Micro- and Nanofabrication. Appl. Phys. Rev. 2014, 1, 41303. [Google Scholar] [CrossRef]
- Inogamov, N.A.; Petrov, Y.V.; Khokhlov, V.A.; Zhakhovskii, V.V. Laser Ablation: Physical Concepts and Applications (Review). HIGH Temp. 2020, 58, 632–646. [Google Scholar] [CrossRef]
- Hernandez-Rueda, J.; de Beurs, A.; van Oosten, D. Ultrafast Laser Ablation of Trapped Gold Nanoparticles. Opt. Lett. 2019, 44, 3294–3297. [Google Scholar] [CrossRef]
- Povarnitsyn, M.E.; Itina, T.E.; Khishchenko, K.V.; Levashov, P.R. Simulation of Double-Pulse Laser Ablation. In International Symposium on High Power Laser Ablation 2010; RAS, Joint Inst High Temp: Moscow, Russia, 2010; pp. 635–642. [Google Scholar]
- Veysman, M.E.; Agranat, M.B.; Andreev, N.E.; Ashitkov, S.I.; Fortov, V.E.; Khishchenko, K.V.; Kostenko, O.F.; Levashov, P.R.; Ovchinnikov, A.V.; Sitnikov, D.S. Femtosecond Optical Diagnostics and Hydrodynamic Simulation of Ag Plasma Created by Laser Irradiation of a Solid Target. J. Phys. B At. Mol. Opt. Phys. 2008, 41, 125704. [Google Scholar] [CrossRef]
- Jia, X.; Zhao, X. Ultrafast Laser Ablation of Copper with GHz Bursts: A Numerical Study on the Effects of Repetition Rate, Pulse Number and Burst Fluence on Ablation Efficiency and Heat-Affected Zone. Opt. Laser Technol. 2023, 158, 108803. [Google Scholar] [CrossRef]
- Owusu-Ansah, E.; Dalton, C. Fabrication of a 3D Multi-Depth Reservoir Micromodel in Borosilicate Glass Using Femtosecond Laser Material Processing. Micromachines 2020, 11, 1082. [Google Scholar] [CrossRef] [PubMed]
- Pou-Álvarez, P.; Riveiro, A.; Nóvoa, X.R.; Fernández-Arias, M.; del Val, J.; Comesaña, R.; Boutinguiza, M.; Lusquiños, F.; Pou, J. Nanosecond, Picosecond and Femtosecond Laser Surface Treatment of Magnesium Alloy: Role of Pulse Length. Surf. Coat. Technol. 2021, 427, 127802. [Google Scholar] [CrossRef]
- Markauskas, E.; Zubauskas, L.; Račiukaitis, G.; Gečys, P. Femtosecond Laser Cutting of 110–550 Μm Thickness Borosilicate Glass in Ambient Air and Water. Micromachines 2023, 14, 176. [Google Scholar] [CrossRef] [PubMed]
- Zhai, Z.; Wei, C.; Zhang, Y.; Cui, Y.; Zeng, Q. Investigations on the Oxidation Phenomenon of SiC/SiC Fabricated by High Repetition Frequency Femtosecond Laser. Appl. Surf. Sci. 2020, 502, 144131. [Google Scholar] [CrossRef]
- Florian, C.; Déziel, J.-L.; Kirner, S.; Siegel, J.; Bonse, J. The Role of the Laser-Induced Oxide Layer in the Formation of Laser-Induced Periodic Surface Structures. Nanomaterials 2020, 10, 147. [Google Scholar] [CrossRef]
- Haase, T.A.; Chan, A.; Kihara, S.; Broderick, N.G.R.; Aguergaray, C. Tungsten Oxide Nanoparticle and Aggregate Formation through Direct Femtosecond Laser Ablation in Air. Nano-Struct. Nano-Objects 2023, 33, 100935. [Google Scholar] [CrossRef]
- Lee, S.; Yang, D.; Nikumb, S. Femtosecond Laser Micromilling of Si Wafers. Appl. Surf. Sci. 2008, 254, 2996–3005. [Google Scholar] [CrossRef]
- Huang, Y.; Wu, X.; Liu, H.; Jiang, H. Fabrication of Through-Wafer 3D Microfluidics in Silicon Carbide Using Femtosecond Laser. J. Micromech. Microeng. 2017, 27, 65005. [Google Scholar] [CrossRef]
- Crawford, T.H.R.; Borowiec, A.; Haugen, H.K. Femtosecond Laser Micromachining of Grooves in Silicon with 800 Nm Pulses. Appl. Phys. A 2005, 80, 1717–1724. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature Description | CAD (µm) | LS (µm) | LE (µm) | Ratio (LS/CAD) | Ratio (LE/CAD) | Ratio (LS/LE) |
|---|---|---|---|---|---|---|
| L1, channel throat | 130 | 316.2 ± 3.5 | 182.3 ± 2.2 | 2.4 | 1.4 | 1.7 |
| L2, pore body | 170 | 98.7 ± 2.9 | 255.1 ± 1.3 | 0.6 | 1.5 | 0.4 |
| L3, circle | 250 | 461.3 ± 6.2 | 262.7± 38.3 | 1.8 | 1.1 | 1.8 |
| L4, pore body | 380 | 176.7 ± 2.5 | 312.0 ± 2.6 | 0.5 | 0.8 | 0.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Owusu-Ansah, E.; Dalton, C. Femtosecond Laser Machining of an X-ray Mask in a 500 Micron-Thick Tungsten Sheet. Micromachines 2023, 14, 2071. https://doi.org/10.3390/mi14112071
Owusu-Ansah E, Dalton C. Femtosecond Laser Machining of an X-ray Mask in a 500 Micron-Thick Tungsten Sheet. Micromachines. 2023; 14(11):2071. https://doi.org/10.3390/mi14112071
Chicago/Turabian StyleOwusu-Ansah, Ebenezer, and Colin Dalton. 2023. "Femtosecond Laser Machining of an X-ray Mask in a 500 Micron-Thick Tungsten Sheet" Micromachines 14, no. 11: 2071. https://doi.org/10.3390/mi14112071
APA StyleOwusu-Ansah, E., & Dalton, C. (2023). Femtosecond Laser Machining of an X-ray Mask in a 500 Micron-Thick Tungsten Sheet. Micromachines, 14(11), 2071. https://doi.org/10.3390/mi14112071