1. Introduction
In the recently published literature, ceramic matrix nanocomposites (CMCs) are particularly interesting since they exhibit enhancements in mechanical properties and thermal and electrical conductivity compared to monolith ceramics [
1,
2,
3,
4,
5,
6]. Many engineering components are fabricated from ceramic and ceramic matrix composites using different near-net shape manufacturing technologies. Therefore, the machining of these materials is fundamentally required to achieve the desired surface finish, dimensional accuracy, and form accuracy to satisfy functional requirements [
7]. However, machining ceramic matrix nanocomposites reinforced with fibers is very difficult compared to non-reinforced materials. This is due to hard phases in composites and the weak interface, which causes poor surface morphology and rapid tool wear during machining [
6,
8]. Therefore, poor machinability and high machining costs limit their use in the industry. Hence, it has become essential to address certain issues to enhance the machining properties of ceramic matrix nanocomposites to increase their use in different engineering applications. It is expected that these may be overcome by adding graphene reinforcement to the ceramic matrix due to the excellent properties of graphene, such as mechanical, thermal, and electrical properties [
9,
10]. In addition, it has advantages such as less tendency to tangle and a higher specific surface area, making it easier to disperse into nanomaterials than other reinforcement materials [
10].
Recently, graphene is becoming an increasingly attractive nanofiller material for enhancing ceramic nanocomposite performance. Graphene/alumina matrix nanocomposites are examples of ceramic matrix nanocomposites that exhibit high biocompatibility, strength, elastic stiffness, and stability compared with monolith alumina. These properties make them a good choice for automotive, aerospace, and biomedical applications [
11]. Alumina/graphene nanocomposites with varying graphene contents have been successfully produced through powder metallurgy technologies such as high-frequency induction heating (HFIHs), hot pressing (HP), spark plasma sintering (SPS), and hot isostatic pressing (HIP). Many studies have focused on enhancements in the properties of the Al
2O
3-based nanocomposites after adding the graphene reinforcement material [
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22]. Thereafter, micromachining becomes essential after their fabrication to meet the requirements of the desired application, either as micro components or products. However, pure alumina materials are very difficult to cut, i.e., the micromachining of these materials is also very challenging.
Improving the micromachining of the materials and their composites can be divided into developing a hybrid machining process, designing a new tool, optimizing machining parameters, and nano-reinforcement materials and their ratio. Research on machining ceramic and ceramic matrix composites has mainly focused on optimizing machining parameters and designing new tools. For instance, Bertsche et al. [
23] studied the effect of diamond tool characteristics on the cutting forces, surface roughness, and tool wear during rotary ultrasonic machining of silicon carbide matrix composite. They found that hard diamond grains, grain size, and diamond concentration significantly affect the surface quality, cutting force, and tool wear. Wang et al. [
24] developed a novel step-taper diamond core drill for rotary ultrasonic machining of silicon carbide matrix composite to improve the hole exit quality. Liu et al. [
25] investigated the influence of energy density and feeding speed on the quality of SiC/SiC composite micro-holes using a picosecond laser. The results show that feeding speed and energy density affected the micro-hole quality. Zhai et al. [
26] used a high-repetition frequency femtosecond laser to machine SiC/SiC composites. They discussed the influence of the pulsed laser on the surface microstructure and formation conditions. They successfully controlled the surface oxidation of the SiC/SiC and achieved good morphology by optimizing laser parameters.
Ultrafast laser is becoming an increasingly common technology in the microfabrication processing of alumina ceramics due to its high-precision accuracy. For instance, Mohammed et al. [
27] investigated the influence of pulse overlap and laser fluence on microchannels of alumina ceramic using an Nd: YAG laser. They found that the fabricated microchannels with moderate pulse overlap exhibited good quality compared to low pulse overlaps. Zhang et al. [
28] used picosecond laser technology to achieve high-precision surface polishing of Al
2O
3 ceramics. Their study showed that surface roughness after polishing was 82% lower than that of unpolished samples. Esmail et al. [
29] used a picosecond laser to fabricate cavities on alumina ceramics. They studied the effect of wobble frequency, wobble amplitude, wobble pitch, and linear speed on the ablation depth, surface roughness, and defect-free cuts of desired geometries with high precision. The results show that deeper cuts and smaller kerf tapers are produced by smaller wobble amplitudes and lower frequencies. In addition, surface roughness increased significantly for wobble pitches above 30 µm. Preusch et al. [
30] used a high-precision fiber laser to fabricate microchannels on alumina ceramics to investigate the effect of pulse overlap and laser repetition rate on the surface roughness, material removal rate, and dimensional accuracy. They found that a minimum roughness of 1.5 μm for alumina ceramics could be obtained when the pulse overlap was 42%. Jia et al. [
31] developed a numerical model of a combined pulse laser to improve the drilling efficiency of alumina ceramics. However, these ultrafast laser techniques still have several drawbacks, such as high cost, low efficiency, and large damage to the substrate [
32].
It has been reported that very limited work has been carried out on improving the micromachining of alumina ceramic using nanofillers such as graphene. For instance, Sung et al. [
33] reported that graphene-reinforced aluminum oxide increased the electrical conductivity of the fabricated composites. Additionally, they used electrical discharge machining (EDM) to evaluate the effect of adding graphene on the machined surface of the developed materials. Kim et al. [
34] used the femtosecond laser technique to micromachine CNT/alumina nanocomposites. It was found that adding the CNT to Al
2O
3 enhanced the machining of these new materials due to their excellent properties, which led to higher thermal conductivity, lower light transmittance, and suppressed grain growth. Le et al. [
35] investigated the influence of graphene nanostructure and carbon nanotubes on thermal conductivity and optical absorbance. It was found that higher optical absorbance and thermal conductivity of CNT/Al
2O
3 composite and GnPs/Al
2O
3 composite resulted in a lower ablation threshold, leading to an increase in the ablation depth. However, no information about the optimal reinforcement ratio is available, which enhances the ablation depth and quality. Therefore, there is a need to optimize the reinforcement ratio, which improves the quality of micromachining and MRR and reduces power consumption.
It is important to emphasize that choosing optimal microfabrication and machining conditions of a graphene-based ceramic matrix composite plays a crucial role in environmentally friendly and energy-efficient manufacturing. In addition, it ensures the quality of microfabrication components, lowering manufacturing costs and enhancing productivity. Therefore, several traditional techniques have been proposed for optimizing the machining conditions, such as the response surface method (RSM) [
36,
37] and Taguchi method [
38]. However, these techniques depend on the randomly chosen initial solutions, and the optimal solutions fall into the local solution [
39,
40]. Several metaheuristic algorithms have been developed to guarantee optimal global solutions for micro/macro machining properties (such as genetic algorithms and multi-objective particle swarm optimizations). For instance, Jiang et al. [
41] presented a GA for optimizing the machining conditions during turning TiB
2-based aluminum to minimize surface finish and maximize production time. Cupta [
42] used PSO and RSM to optimize the turning parameters for reducing the roughness of the machined surface, tool wear, and cutting forces, using the PSO method response surface method. Hybrid metaheuristic algorithms such as PSO and GA were proposed by the authors of [
43] for optimizing arc welding process parameters. In addition, some researchers adapted the MOPSO method to overcome the limitations of the GA method, such as the computation time being longer, too many control parameters, and the convergence being deliberate [
39]. MOPSO is faster than GA and can perform global and local searches simultaneously, whereas GA is primarily effective for global search, as reported by the authors of [
39,
42,
44,
45]. The prediction models determine the effectiveness of optimization methods as fitness functions. These models were developed using regression analysis, RSM, and factorial design, which cannot guarantee reliable results of the macro/micromachining processes because these processes are very complex and exhibit nonlinear behaviors. As a result, there is growing interest in developing models for macro/micromachining to ensure reliable results. Artificial intelligence approaches are powerful tools for modeling complex nonlinear systems [
46,
47].
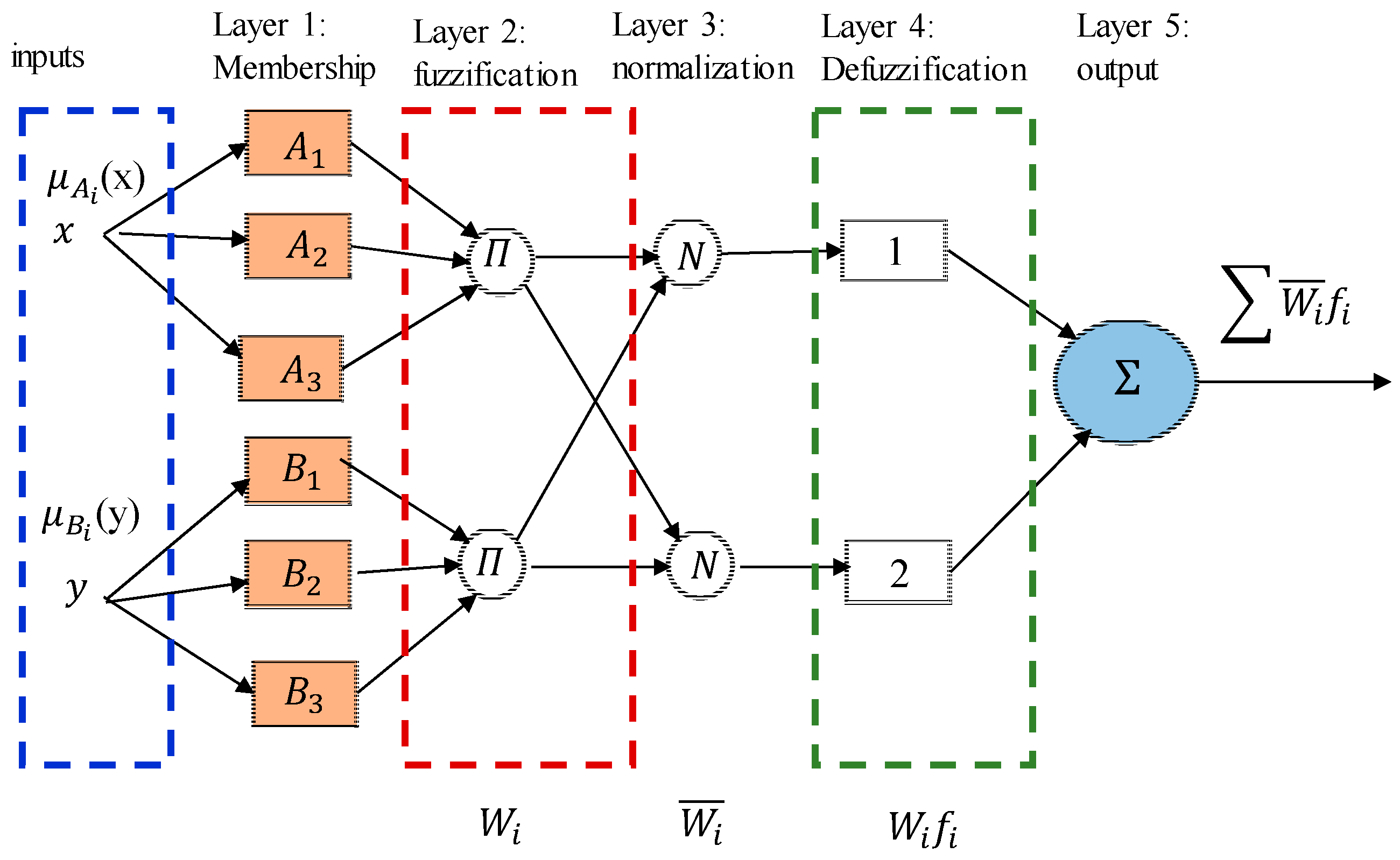
It has been shown that adaptive neuro-fuzzy inference systems (ANFIS) provide more realistic results than artificial neural networks (ANN) and mathematical models [
48,
49,
50,
51]. In addition, integrating the ANFIS approach with optimization methods as a fitness function provided accurate results compared to the Taguchi and RSM models. Conde et al. [
47] combined artificial neural networks and simulated annealing to optimize the EDM. Gopan et al. [
39] optimized the grinding conditions using ANN and PSO methods for reducing the cutting forces and surface roughness, and obtained accurate results during validation. Abbas et al. [
52] combined ANN with the Edgeworth–Pareto method to optimize face milling parameters to minimize machining time and surface roughness. Nasr et al. [
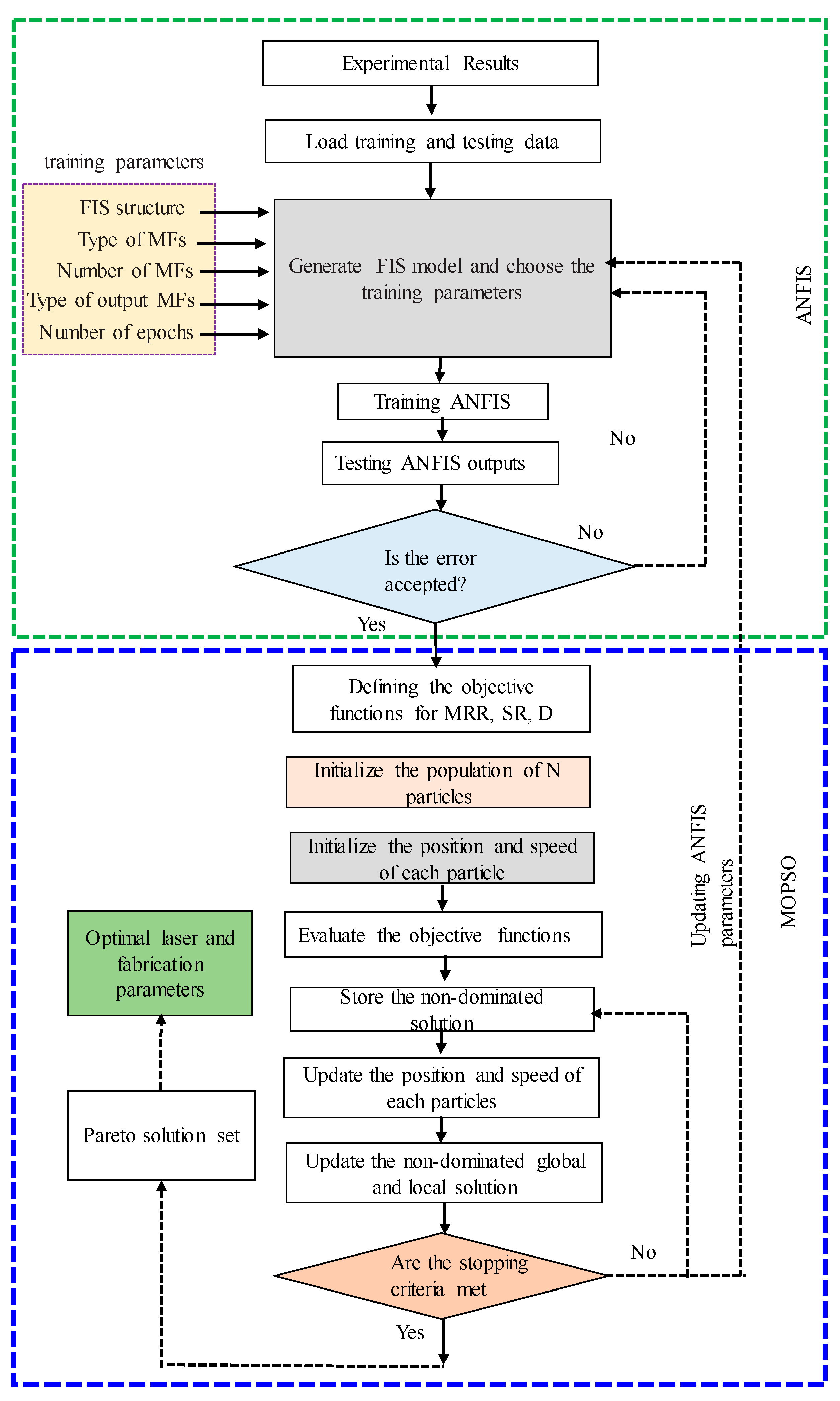
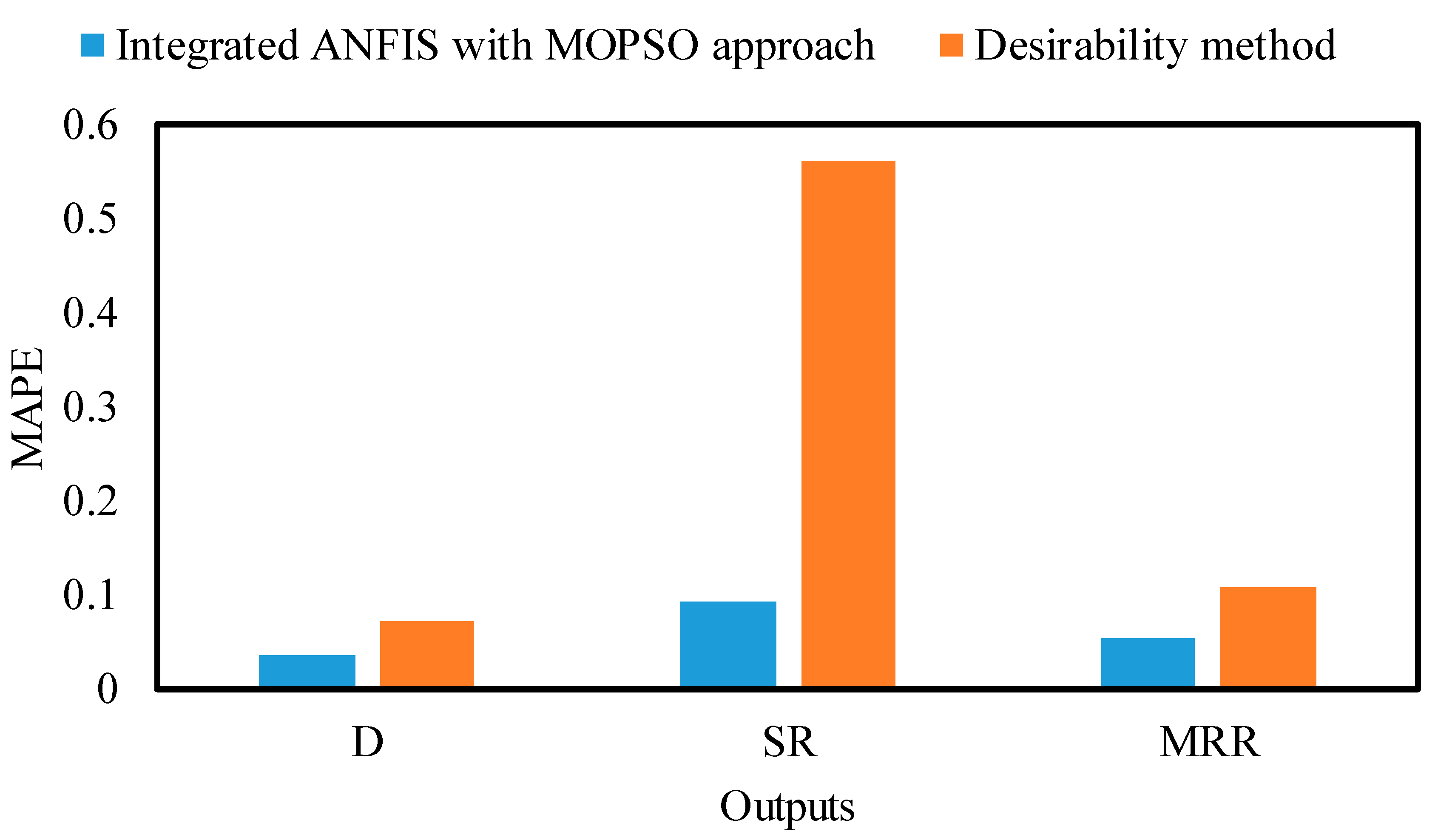
53] developed a new integrated approach based on ANFIS and MOPSO to optimize fabrication parameters. Comparing the results of this integrated approach with those of the traditional (desirability method), they showed it to be more accurate. Moreover, this integrated approach needs more investigation in optimizing machining parameters.
According to the reviewed literature, it is evident that graphene nano-reinforcement materials enhance ceramic nanocomposites’ machinability and functionality. It was also found that studies on the influence of the macro/micromachining parameters and graphene reinforcement ratio on enhancing the microfabrication performance of Al
2O
3 ceramics are still too limited and incomplete to meet the requirements of green manufacturing [
54,
55]. There has been no previous work reported in the literature on optimizing microfabrication processing for GnP-improved alumina ceramic nanocomposites. Only one study [
35] reported on the effect of graphene on optical absorbance and thermal conductivity with ablation characteristics. The authors found that despite improved optical absorbance, graphene-reinforced Al
2O
3 matrix nanocomposites exhibited improvement in micromachining depth. Despite this, their work did not consider GnP reinforcement ratios and microlaser parameters for improving micromachining performance, such as MRR, surface roughness, and accuracy. Additionally, they used highly expensive laser technology for testing the machinability of graphene-based nanocomposites.
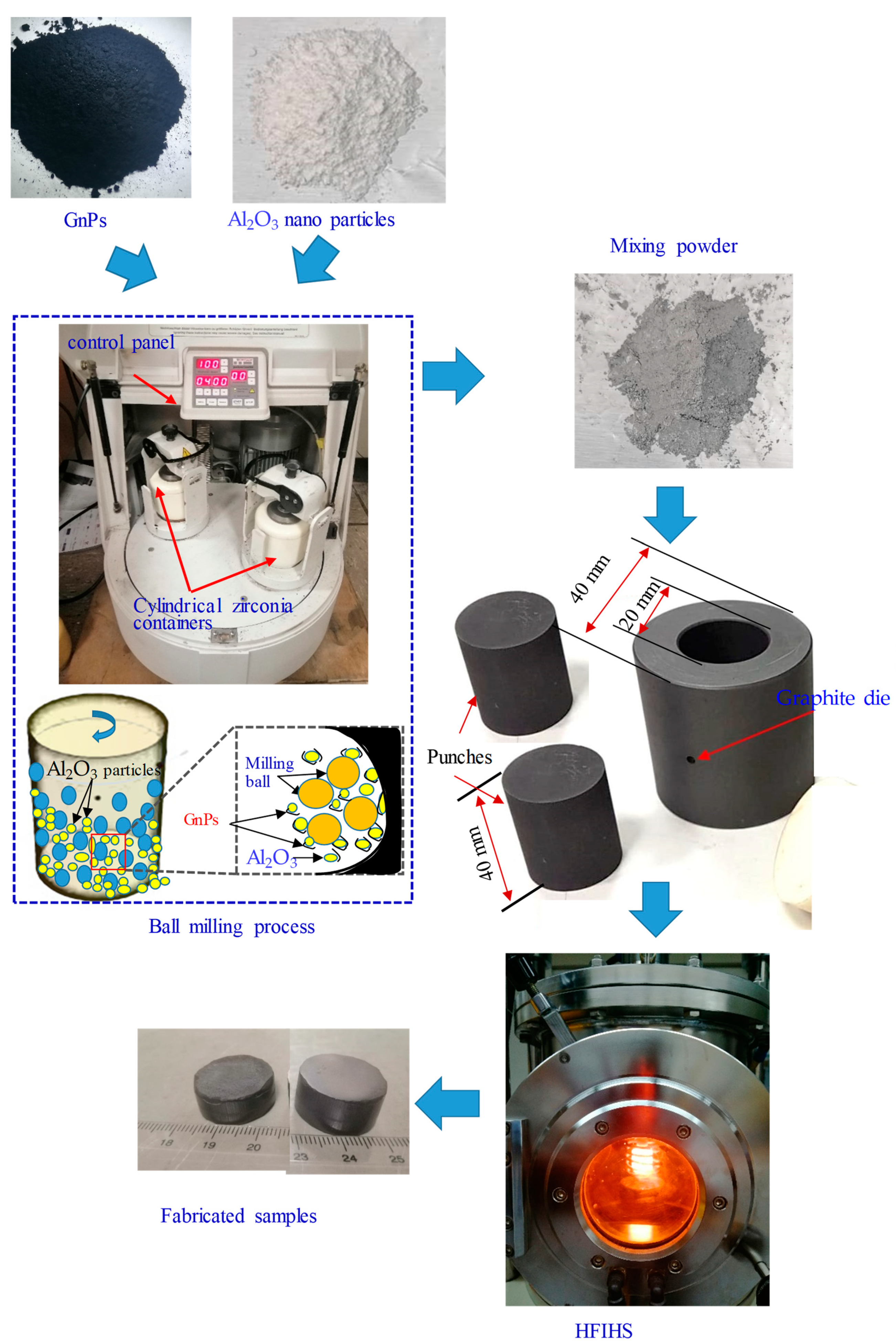
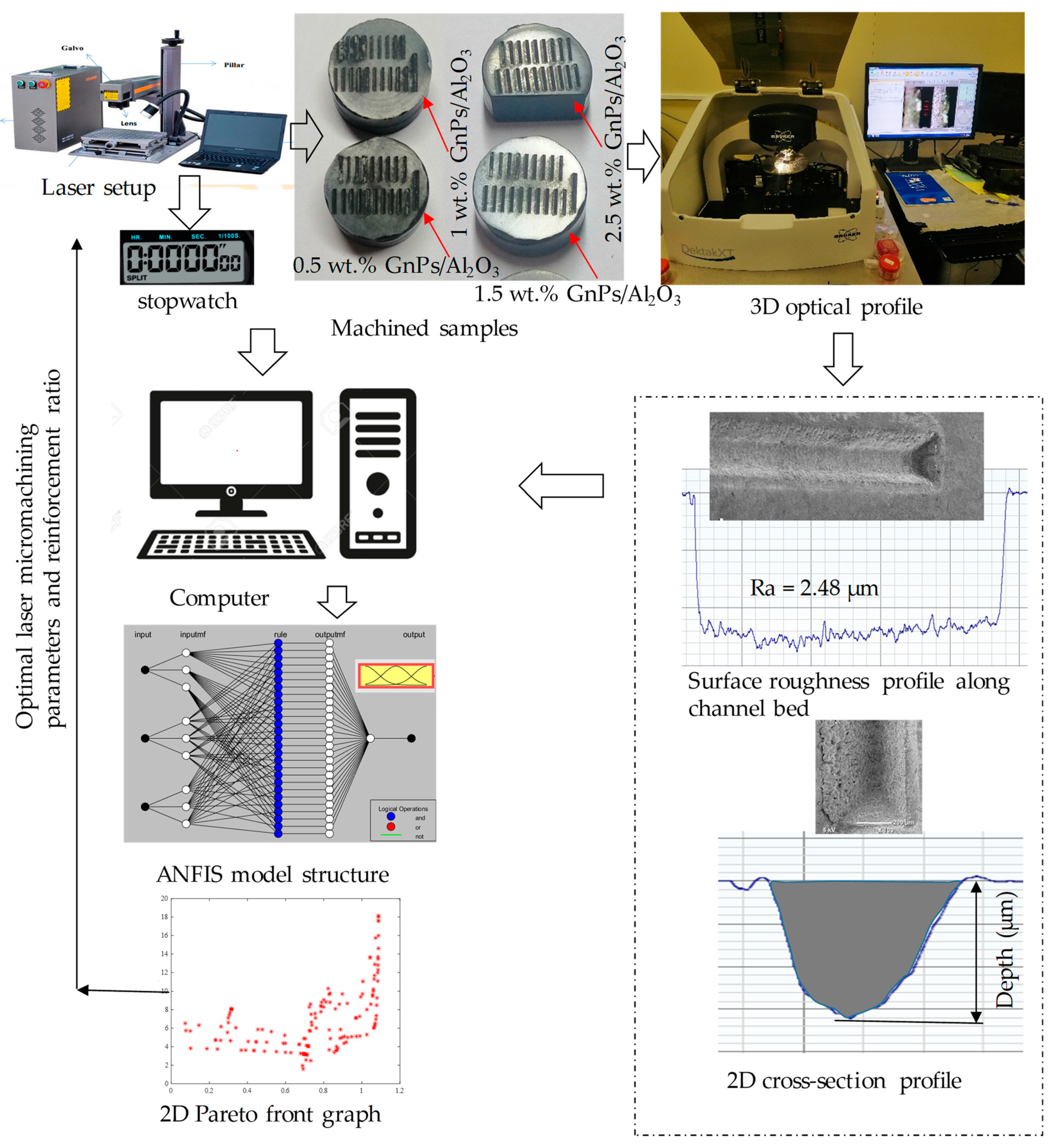
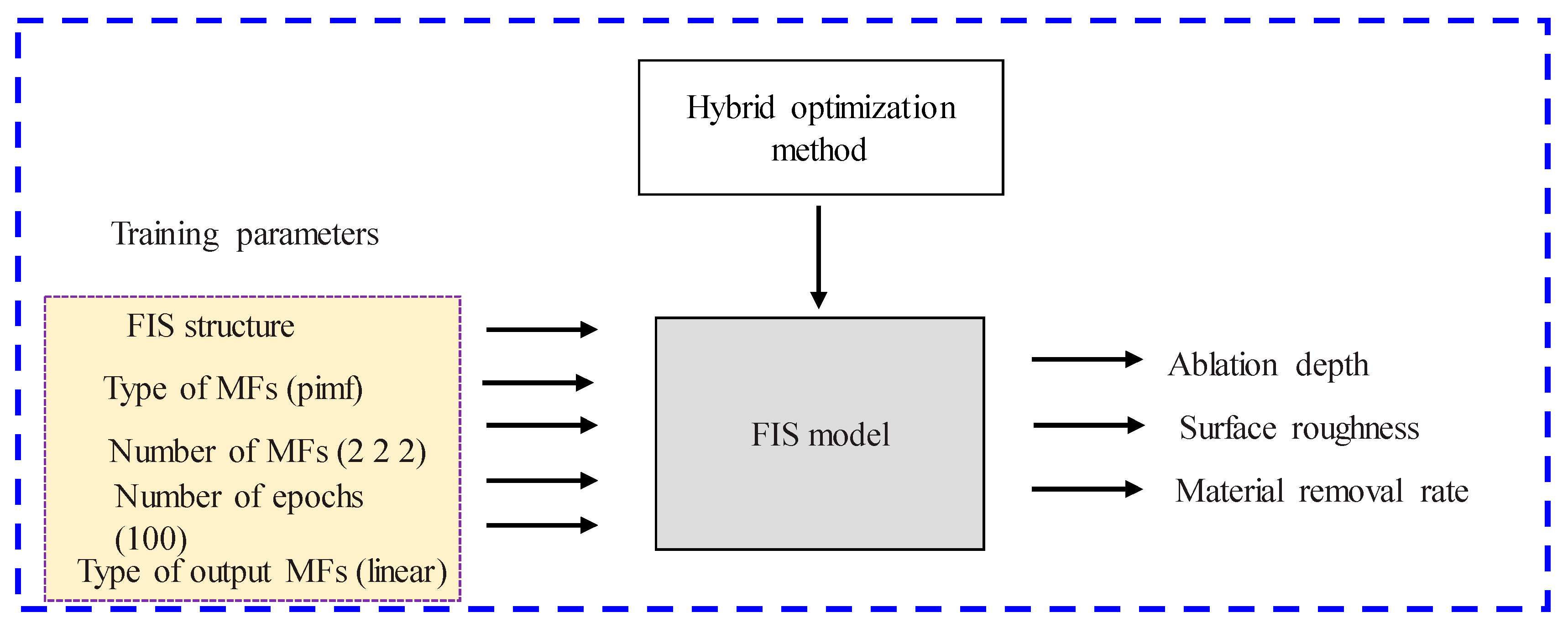
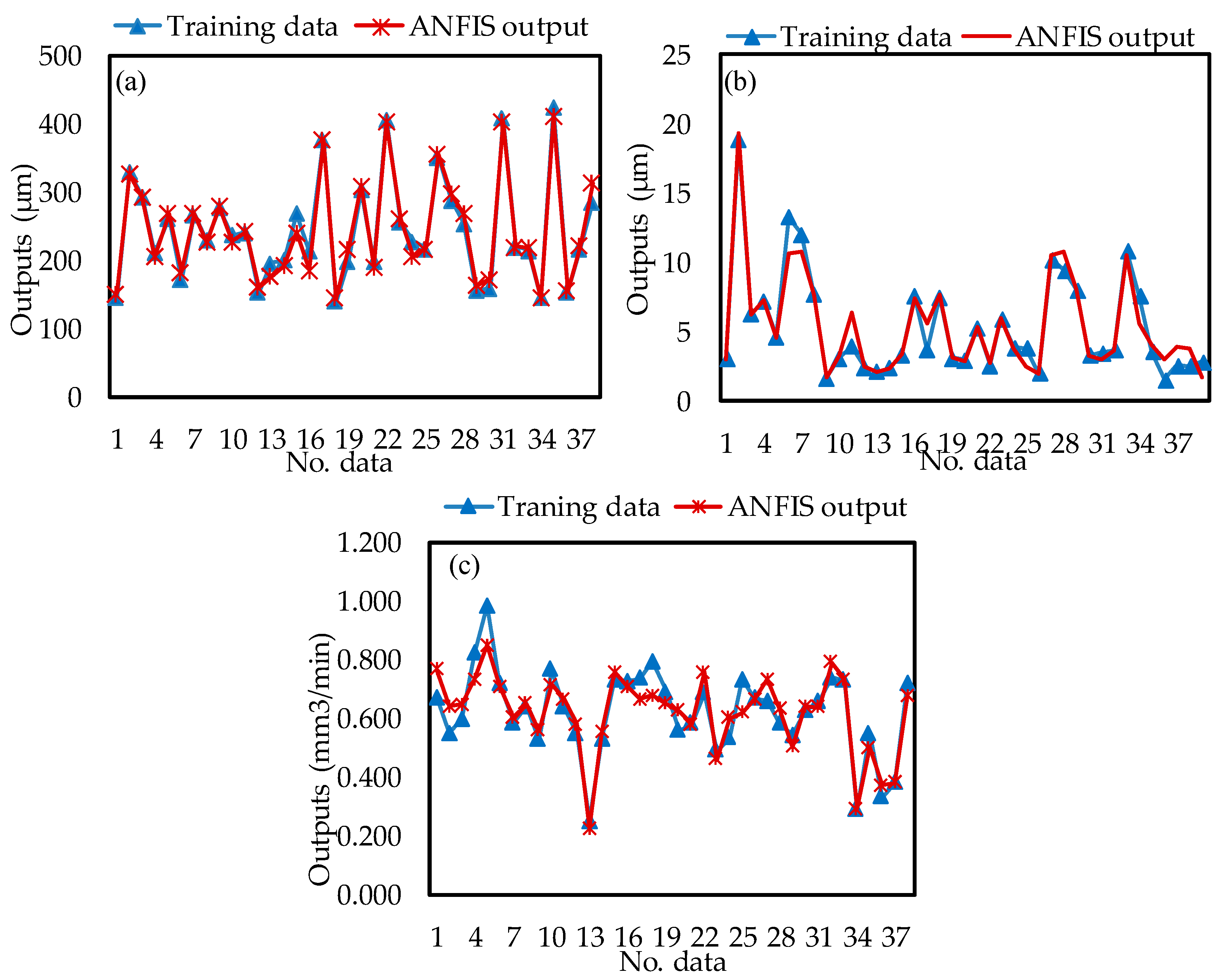
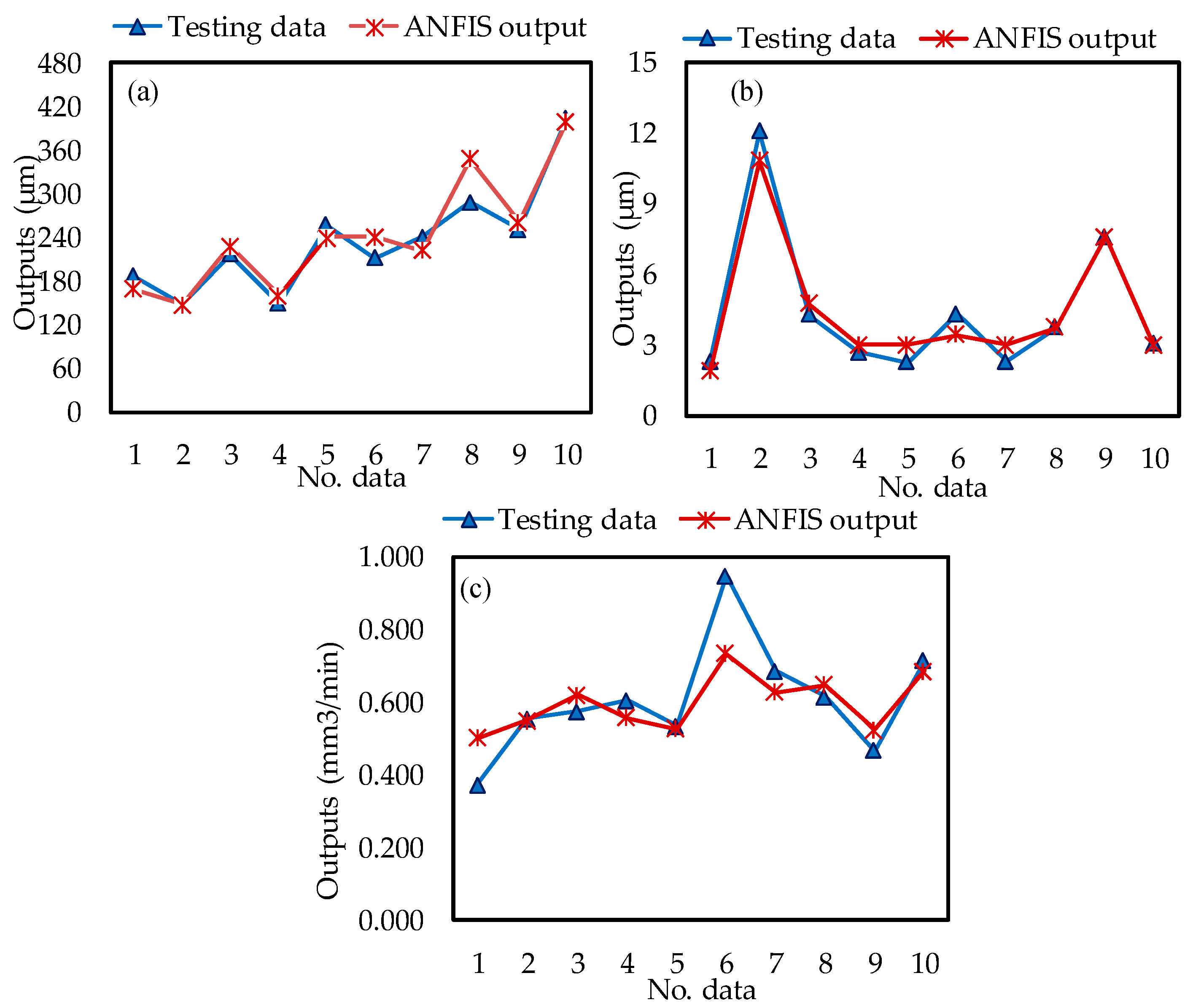
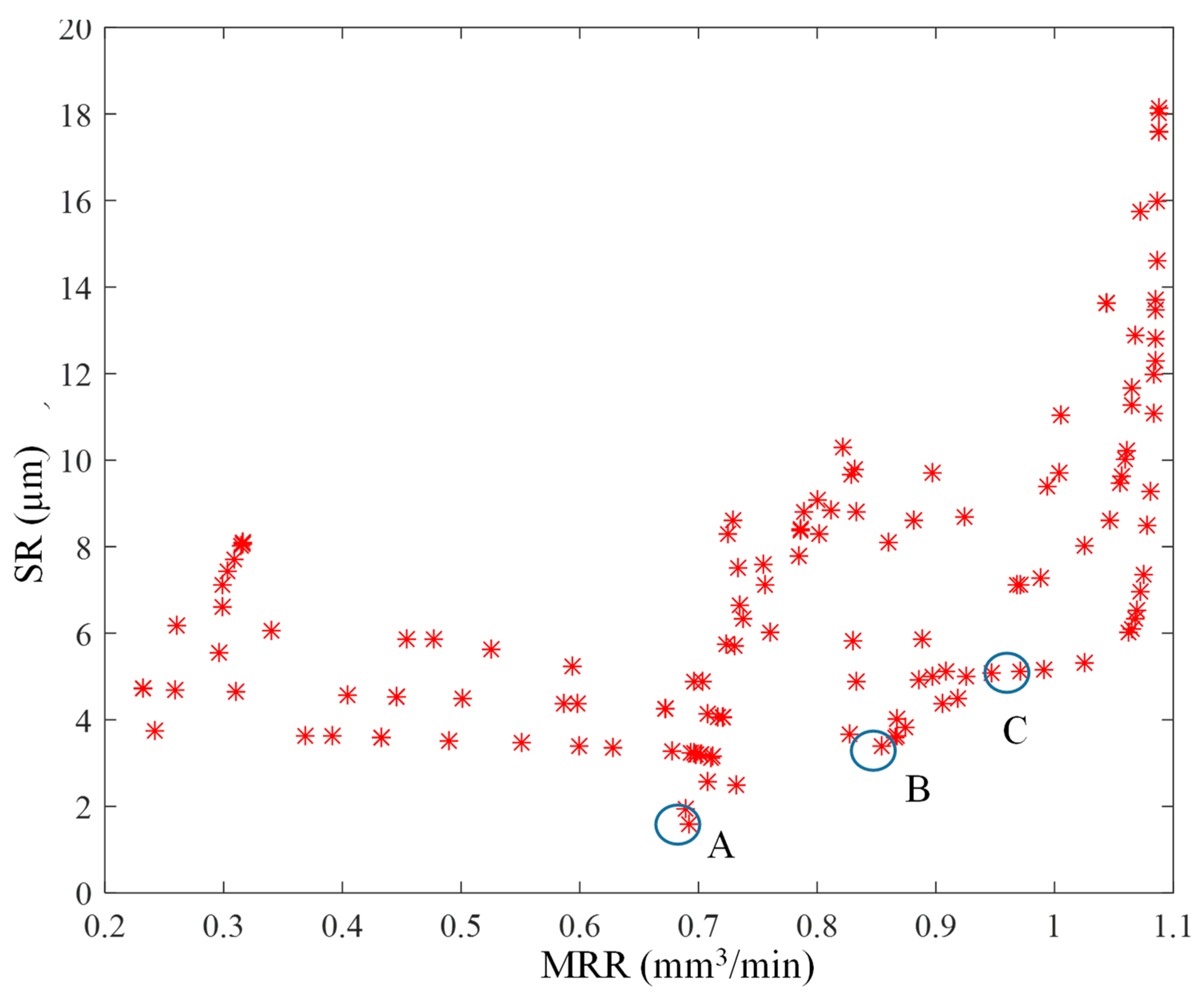
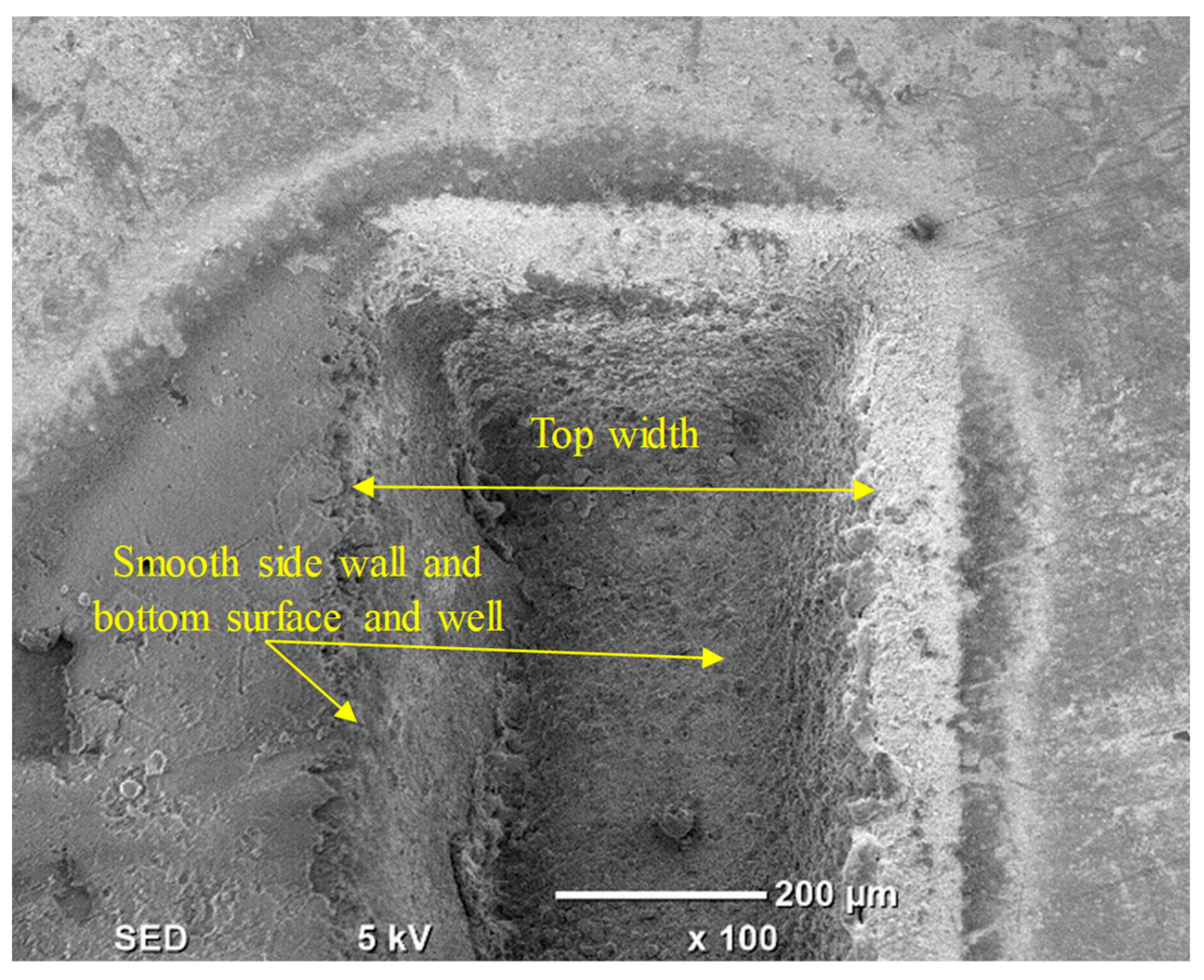
This work aims to increase the ablation depth and material removal rate and minimize the roughness of the fabricated microchannel of alumina-based nanocomposites to enhance their machinability. To achieve this objective, firstly, high-density GnP-reinforced Al2O3-based nanocomposites with different GnP contents were produced by using the ball mill and HFIHs processes. Secondly, laser microchannel experiments were conducted using a full factorial design to explore the influence of scanning speed, frequency, and GnP ratio on laser microchannels on MRR, surface roughness, and microchannel accuracy. Thirdly, artificial intelligence models based on the ANFIS technique were developed for monitoring the micromachining performance. Finally, integrated intelligent ANFIS models with the MOPSO approach were developed to obtain the optimal GnP reinforcement ratio and microlaser parameters that enhance the micromachining quality, production time, and accuracy of the fabricated microchannels.

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}