


Effects of Process Parameters on Bond Properties of Ag-2.35Au-0.7Pd-0.2Pt-0.1Cu Alloy Wire
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Equipment
2.2. Test Method for Bonding Strength
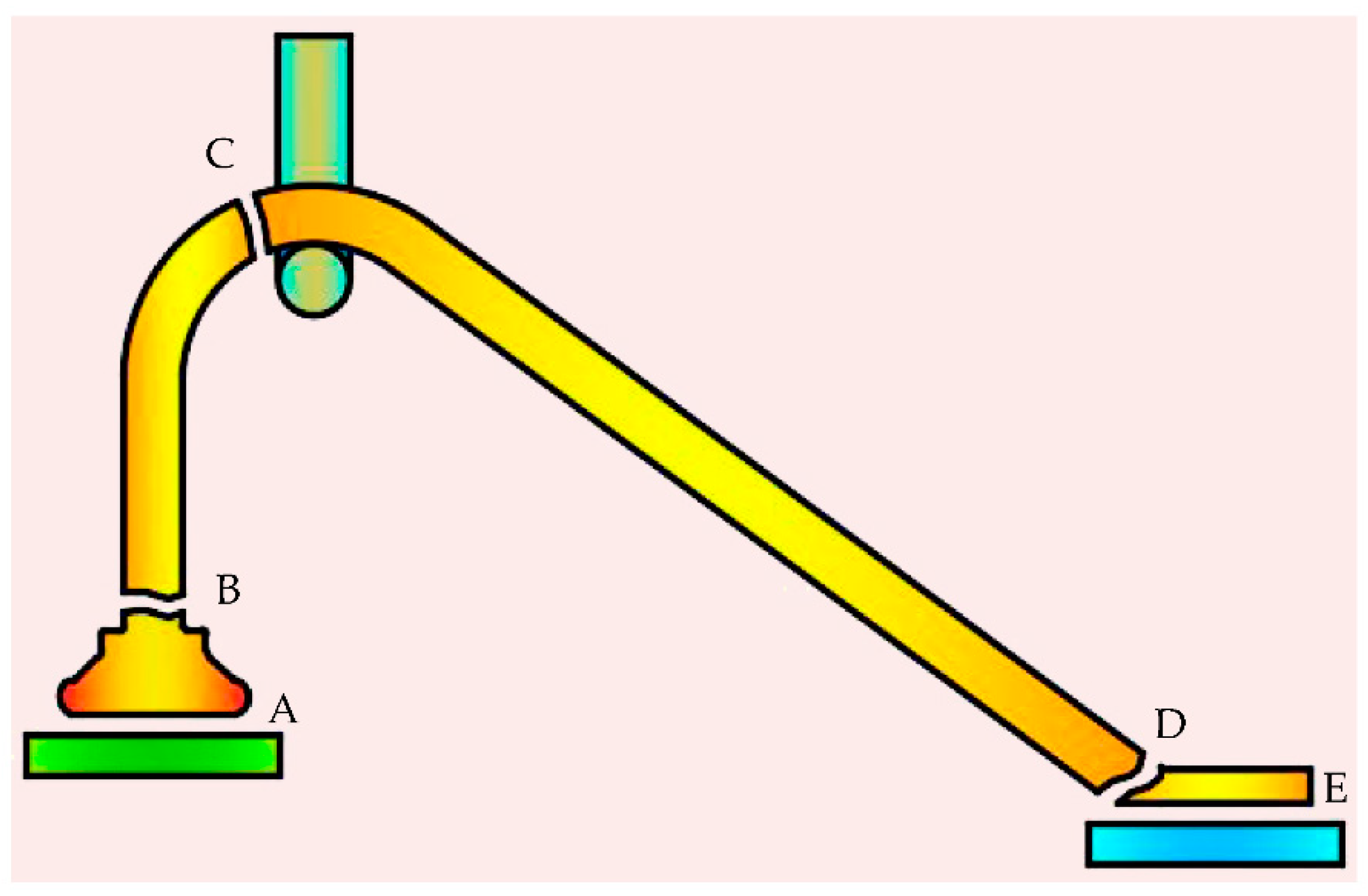
2.2.1. Destructive Pull Test
2.2.2. Ball Shear Test
3. Results and Discussion
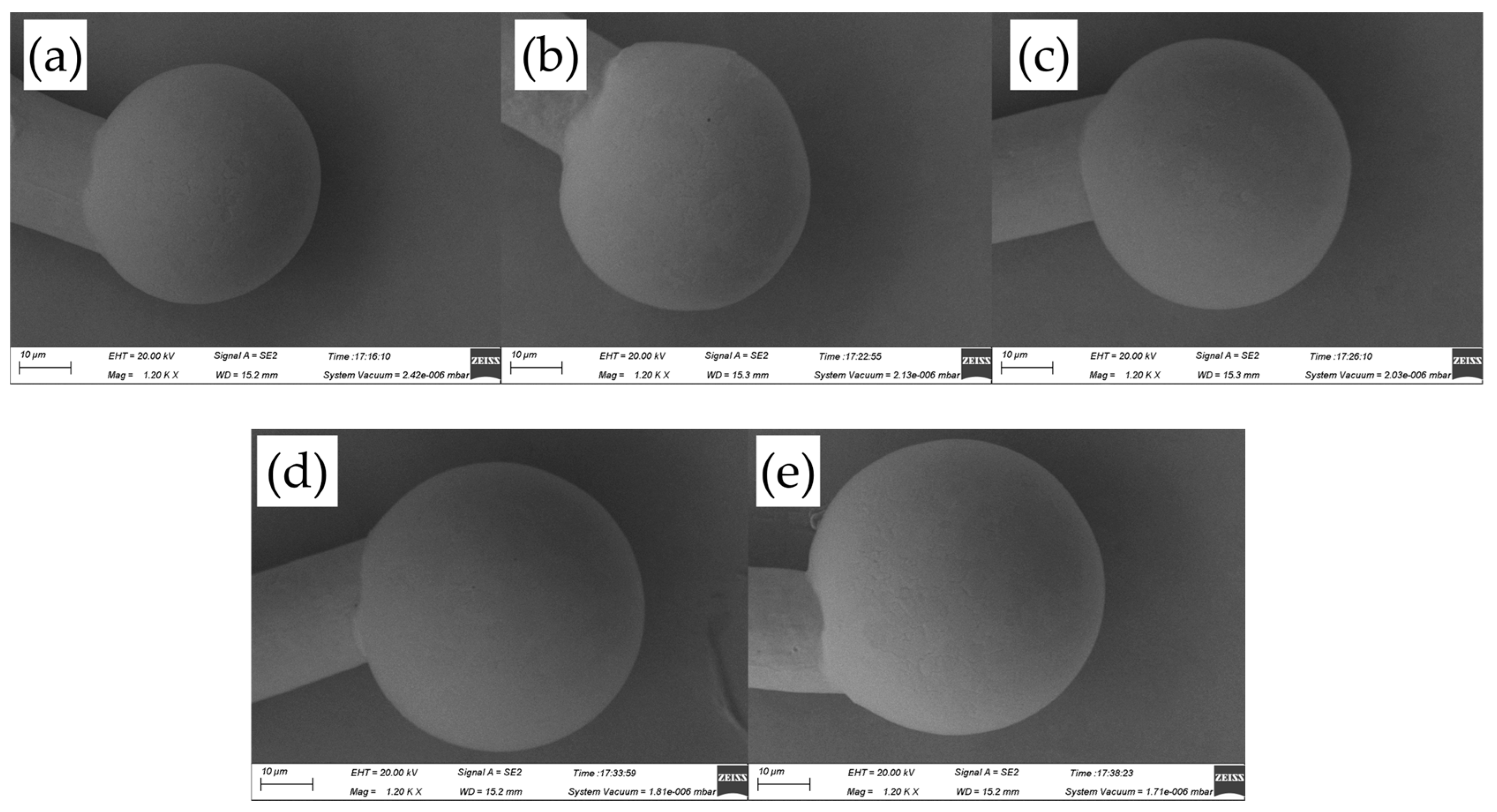
3.1. Effects of EFO Current and EFO Time on FAB Morphology of AAPPCA Wire
3.2. Relationship between FAB Diameter of AAPPCA Wire and EFO Time
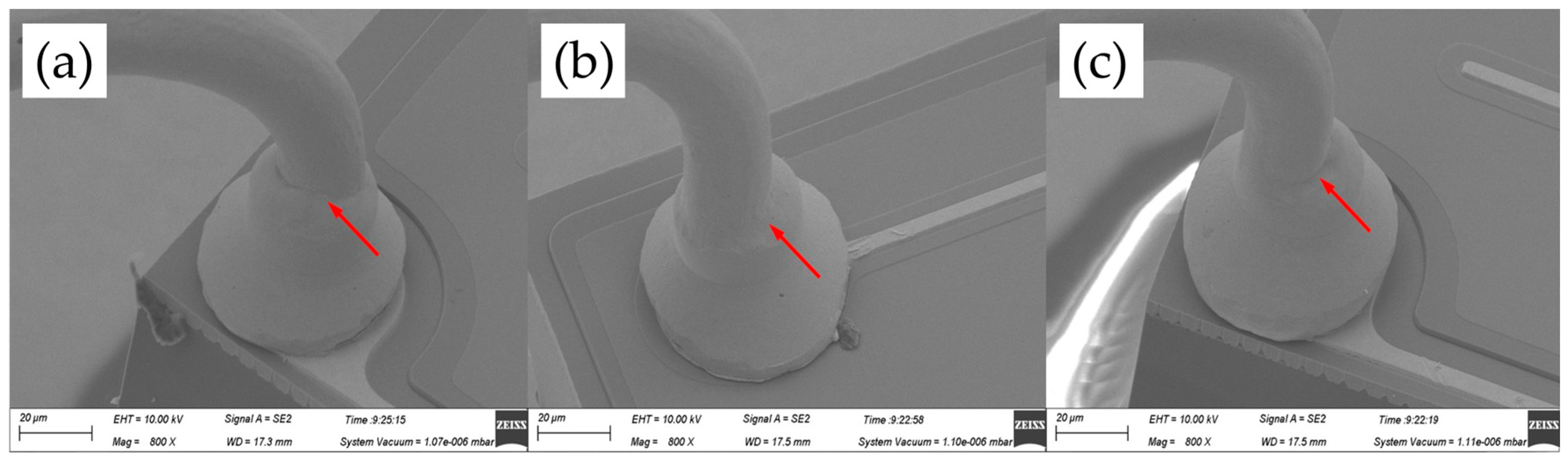
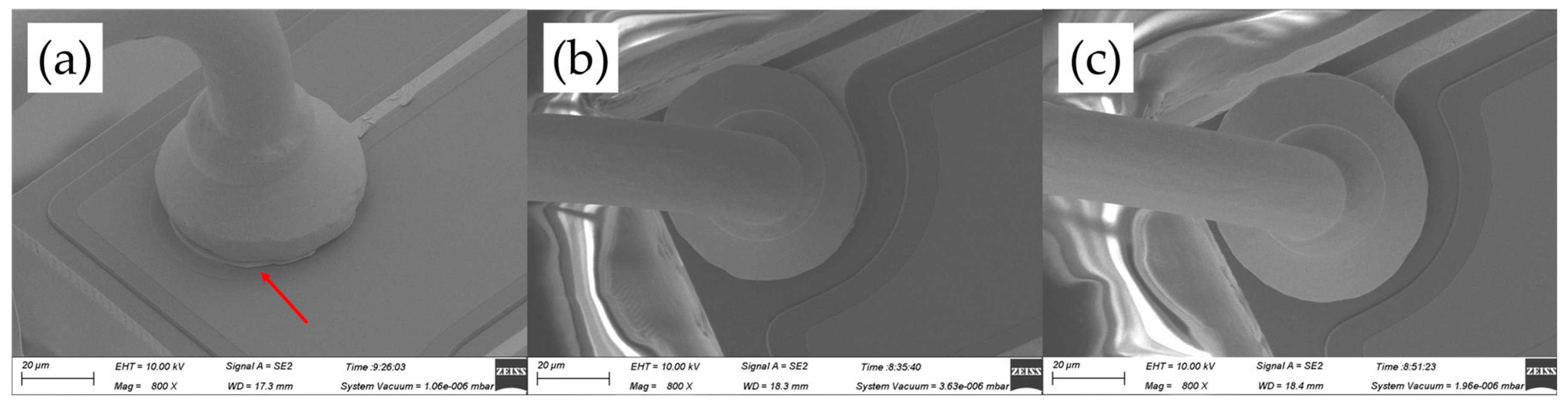
3.3. Effects of Ultrasonic Power and Bonding Force on Ball Bond Morphology of AAPPCA Wire
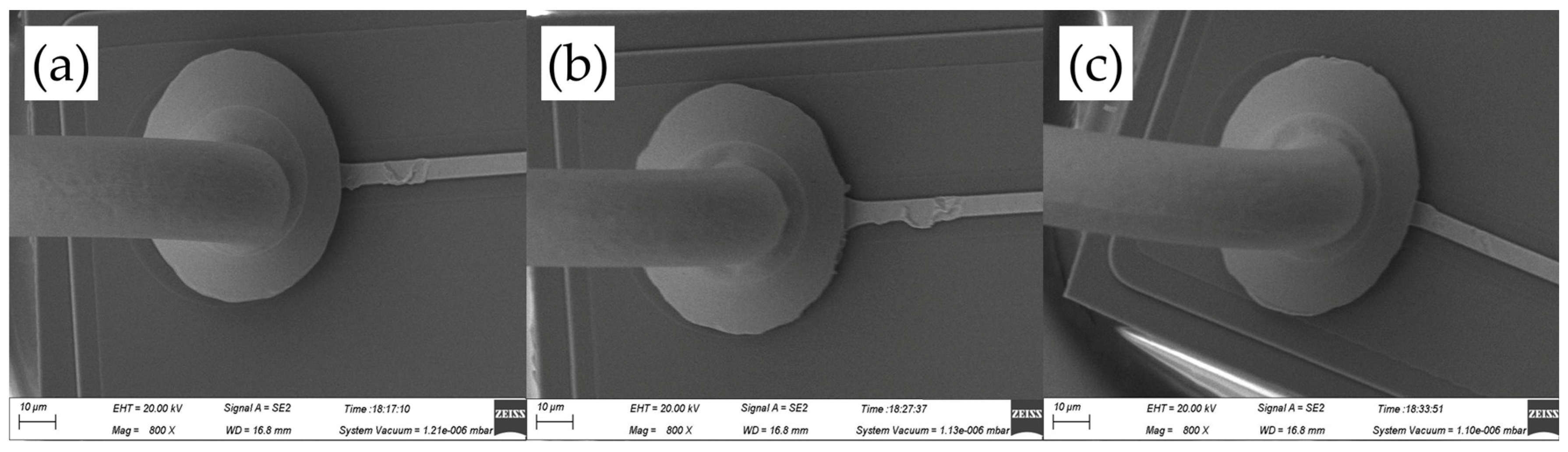
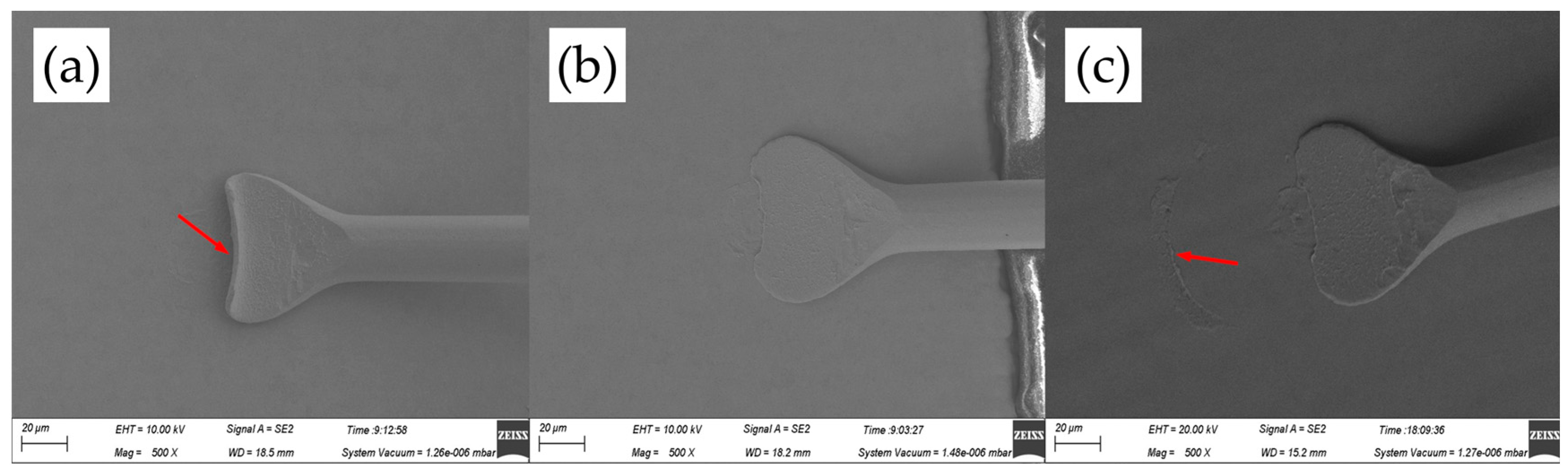
3.4. Effects of Ultrasonic Power and Bonding Force on Wedge Bond Morphology of AAPPCA Wire
3.5. Bond Strength Test Results
4. Conclusions
- (1)
- A new type of AAPPCA wire was proposed that has high bonding strength and reliability.
- (2)
- As the EFO time increases from 550 μs to 750 μs, the FAB of AAPPCA wire grows from a preheated tip to a small ball with a hollow at its bottom at 20 mA, while it changes from a small ball to a regular ball and finally to a golf ball at 25 mA. When the EFO current is 30 mA, all the FABs exhibit golf balls. The EFO current and time for a regular and smooth FAB are 25 mA and 650 μs, respectively.
- (3)
- For the AAPPCA wire, at a constant EFO current of 25 mA, the relationship between the FAB diameter and EFO time can be expressed by a cubic equation obtained by fitting the experimental data using the least squares method.
- (4)
- For ball bonding, the mashed ball diameter of AAPPCA Wire increases with increasing either the ultrasonic power or the bonding force. For wedge bonds, with the increase in ultrasonic power or bonding force, the CHI becomes more and more obvious, and the tail width increases larger and larger. The optimal ultrasonic power and bonding force are 70 mW and 45 gf for ball bonding and 90 mW and 75 gf for wedge bonding, respectively.
- (5)
- The destructive pull test results show that all the bonded wire samples obtained at optimal process parameters break at B, C, or D, and full IMC coverage with regular morphology occurs on the bond pad after the ball shear test. So, all the bonded wire samples have enough bond strength, which is beneficial to the reliability of microelectronic products. It provides technical support for the research of Pt-containing Ag-based alloy wire.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, H.L.; Zhang, Y.C.; Cao, J.; Su, C.H.; Li, C.; Chang, A.D.; An, B. Research progress on bonding wire for microelectronic packaging. Micromachines 2023, 14, 432. [Google Scholar] [CrossRef]
- Hamid, K.A.; Badarisman, A.H.; Jalar, A.; Bakar, M.A. Investigation of integrated factors in the occurrence of copper wire bonding corrosion of semiconductor packages. J. Phys. Conf. Ser. 2022, 2169, 12016. [Google Scholar] [CrossRef]
- Alim, M.A.; Abdullah, M.Z.; Aziz, M.S.A.; Kamarudin, R. Die attachment, wire bonding, and encapsulation process in LED packaging: A review. Sens. Actuators A Phys. 2021, 329, 112817. [Google Scholar] [CrossRef]
- Yu, C.M.; Lai, K.K.; Chen, K.S.; Chang, T.C. Process-quality evaluation for wire bonding with multiple gold wires. IEEE Access 2020, 8, 106075–106082. [Google Scholar] [CrossRef]
- Mokhtari, O.; Nishikawa, H. Effect of surface potential distribution on corrosion behavior of Cu/Al interface in Cu wire bonding applications. Microelectron. Reliab. 2020, 113, 113942. [Google Scholar] [CrossRef]
- Schneider-Ramelow, M.; Ehrhardt, C. The reliability of wire bonding using Ag and Al. Microelectron. Reliab. 2016, 63, 336–341. [Google Scholar] [CrossRef]
- Chuang, T.H.; Lin, H.J.; Chuang, C.H.; Shiue, Y.Y.; Shieu, F.S.; Huang, Y.L.; Hsu, P.C.; Lee, J.D.; Tsai, H.H. Thermal stability of grain structure and material properties in an annealing twinned Ag–4Pd alloy wire. J. Alloys Compd. 2014, 615, 891–898. [Google Scholar] [CrossRef]
- Xie, Q.; Long, K.; Lu, D.N.; Li, D.W.; Zhang, Y.; Wang, J. Integrated circuit gold wire bonding measurement via 3-D point cloud deep learning. IEEE Trans. Ind. Electron. 2022, 69, 11807–11815. [Google Scholar] [CrossRef]
- Xie, S.; Lin, P.R.; Yao, Q.B. Interface mechanical behavior of gold alloy wire bonding. J. Phys. Conf. Ser. 2021, 1907, 12021. [Google Scholar] [CrossRef]
- He, X.K.; Guo, L.B.; Gong, G.S.; Su, F.L.; Zhu, D.C. Effects of different inhibitor on antioxidation of copper bonding wire at room temperature. J. Mater. Sci. Mater. Electron. 2022, 33, 10561–10571. [Google Scholar] [CrossRef]
- Gu, B.K.; Shen, S.N.; Li, H. Mechanism of microweld formation and breakage during Cu–Cu wire bonding investigated by molecular dynamics simulation. Chin. Phys. B 2022, 31, 16101. [Google Scholar] [CrossRef]
- Eto, M.; Araki, N.; Yamada, T.; Sugiyama, M.; Fujimoto, S. Influence of post-bonding heating process on the long-term reliability of Cu/Al contact. Microelectron. Reliab. 2021, 118, 114058. [Google Scholar] [CrossRef]
- Eto, M.; Araki, N.; Yamada, T.; Sugiyama, M.; Fujimoto, S. Microstructural characterization of alloyed palladium coated copper wire under high temperature. Microelectron. Reliab. 2021, 120, 114125. [Google Scholar] [CrossRef]
- Manoharan, S.; Patel, C.; Mccluskey, P. Advancements in Silver Wire Bonding. In Proceedings of the ASME 2017 International Technical Conference and Exhibition on Packaging and Integration of Electronic and Photonic Microsystems, San Francisco, CA, USA, 29 August–1 September 2017. [Google Scholar]
- Jhan, J.J.; Wataya, K.; Nishikawa, H.; Chen, C.M. Electrodeposition of nanocrystalline Cu for Cu-Cu direct bonding. J. Taiwan Inst. Chem. E. 2022, 132, 104127. [Google Scholar] [CrossRef]
- Chuang, T.H.; Lee, P.I.; Lin, Y.C. An Optimized Ag–5Pd–3.5Au bonding wire for the resistance of Ag ion migration in LED packages. IEEE Trans. Compon. Packag. Manuf. Technol. 2020, 10, 1989–1995. [Google Scholar] [CrossRef]
- Xi, J.Q.; Mendoza, N.; Chen, K.; Yang, T.; Reyes, E.; Bezuk, S.; Lin, J.; Ke, S.; Chen, E. Evaluation of Ag wire reliability on fine pitch wire bonding. In Proceedings of the 2015 65th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2015. [Google Scholar]
- Tanna, S.; Pisigan, L.J.; Song, W.H.; Halmo, C.; Persic, J.; Mayer, M. Low cost Pd coated Ag bonding wire for high quality FAB in air. In Proceedings of the 2012 IEEE 62nd Electronic Components and Technology Conference, San Diego, CA, USA, 29 May–1 June 2012. [Google Scholar]
- Zhong, M.J.; Huang, F.X.; Ruan, H.G.; Wu, B.A.; Tang, H.Y.; Luo, W.F. Research progress on the copper and silver bonding wire materials. Mater. Rep. 2017, 31, 99–102. [Google Scholar]
- Cao, J.; Wu, W.X. Effects of Au coated Ag bonding wire properties on bonded quality. Mater. Sci. Technol. 2018, 26, 30–35. [Google Scholar]
- Czerny, B.; Mazloum-Nejadari, A.; Khatibi, G.; Weiss, L.; Zehetbauer, M. Fatigue testing method for fine bond wires in an LQFP package. Microelectron. Reliab. 2016, 64, 270–275. [Google Scholar] [CrossRef]
- Liang, S.; Huang, F.X.; Peng, C.; Zhong, M.J.; Wu, B.A.; Tang, H.Y. Research progress on copper and silver bonding wires for microelectronic packaging technology. J. Funct. Mater. 2019, 50, 5048–5053. [Google Scholar]
- Fan, J.L.; Zhu, L.X.; Cao, J.; Hua, H. Effects of Au component in Ag alloy bonding wire on bonded strength and bonded reliability. J. Funct. Mater. 2019, 50, 10145–10148. [Google Scholar]
- Tsai, C.H.; Chuang, C.H.; Tsai, H.H.; Lee, J.D.; Dennis Chang, D.; Lin, H.J.; Chuang, T.H. Materials characteristics of Ag-alloy wires and their applications in advanced packages. IEEE Trans. Compon. Packag. Manuf. Technol. 2016, 6, 298–305. [Google Scholar] [CrossRef]
- Yuan, J.H.; Chuang, T.H. Bondability of Pd and Au Containing Ag-Alloy Wires on Au Pads for LED Package. IEEE Trans. Compon. Packag. Manuf. Technol. 2020, 10, 191–196. [Google Scholar] [CrossRef]
- Chuang, T.S.; Wang, H.C.; Chuang, C.H.; Lee, J.D.; Tsai, H.H. Effect of annealing twins on electromigration in Ag-8Au-3Pd bonding wires. J. Electron. Mater. 2013, 42, 545–551. [Google Scholar] [CrossRef]
- Chuang, T.S.; Wang, H.C.; Chuang, C.H.; Lee, J.D.; Tsai, H.H. Effects of annealing twins on the grain growth and mechanical properties of Ag-8Au-3Pd bonding wires. J. Electron. Mater. 2012, 41, 3215–3222. [Google Scholar] [CrossRef]
- Hsu, S.T.; Hung, F.Y.; Wu, B.D. WU B. Study of tensile properties, electrothermal characteristics and packaging reliability on Cu–Pt–Au–Pd fine micro-alloyed wire. J. Mater. Sci. Mater. Electron. 2023, 34, 1130. [Google Scholar] [CrossRef]
- Wang, F.; Xiang, K.; Han, L. Dynamics of Free Air Ball Formation in Thermosonic Wire Bonding. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 1389–1393. [Google Scholar] [CrossRef]
- Guo, R.; Gao, L.; Mao, D.; Li, M.; Wang, X.; Lv, Z.; Chiu, H. Study of free air ball formation in Ag-8Au-3Pd alloy wire bonding. Microelectron. Reliab. 2014, 54, 2550–2554. [Google Scholar] [CrossRef]
- Cao, J. Research of Copper Bonding Wire Performance and Bonding Performance. Ph.D. Thesis, Lanzhou University of Technology, Lanzhou, China, 2012. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Free Air Ball | Ball Bond | Wedge Bond | |||
|---|---|---|---|---|---|
| Spark Voltage/V | 5000 | Impact Force Ff/gf | 65 | Bonding Force F1/gf | 55 |
| EFO Current/mA | 20/25/30 | Bonding Force F/gf | 35/45/55 | Ultrasonic Power P1/mW | 60 |
| EFO Time/μs | 500/550/600/650/700/750/800 | Ultrasonic Power P/mW | 60/70/80 | Bonding Time t1/ms | 6 |
| Tail Length/mm | 0.15 | Bonding Time t/ms | 8 | Bonding Force F2/gf | 55/75/95 |
| Bonding Temperature/°C | 220 | Ultrasonic Power P2/mW | 80/90/100 | ||
| Bonding Time t2/ms | 6 | ||||
| Samples | Destructive Pull Test | Ball Shear Test | |
|---|---|---|---|
| Break Location | Pull Force/gf | Shear Force/gf | |
| 1 | B | 12.5 | 40.6 |
| 2 | D | 10.2 | 42.5 |
| 3 | C | 12.7 | 39.6 |
| 4 | B | 9.7 | 38.4 |
| 5 | B | 11.5 | 34.1 |
| 6 | D | 13.4 | 41.6 |
| 7 | B | 12.1 | 45.7 |
| 8 | C | 11.4 | 38.9 |
| 9 | B | 10.6 | 33.2 |
| 10 | B | 9.8 | 42.6 |
| 11 | B | 12.8 | 43.8 |
| 12 | C | 11.6 | 39.4 |
| 13 | D | 11.9 | 41.8 |
| 14 | B | 12.6 | 42.8 |
| 15 | B | 9.6 | 49.7 |
| 16 | B | 11.8 | 33.6 |
| 17 | C | 12.7 | 40.8 |
| 18 | B | 12.4 | 38.6 |
| 19 | B | 11.7 | 45.7 |
| 20 | B | 11.2 | 44.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, H.; Chang, A.; Fan, J.; Cao, J.; Zhang, Y.; An, B.; Xia, J. Effects of Process Parameters on Bond Properties of Ag-2.35Au-0.7Pd-0.2Pt-0.1Cu Alloy Wire. Micromachines 2023, 14, 1587. https://doi.org/10.3390/mi14081587
Zhou H, Chang A, Fan J, Cao J, Zhang Y, An B, Xia J. Effects of Process Parameters on Bond Properties of Ag-2.35Au-0.7Pd-0.2Pt-0.1Cu Alloy Wire. Micromachines. 2023; 14(8):1587. https://doi.org/10.3390/mi14081587
Chicago/Turabian StyleZhou, Hongliang, Andong Chang, Junling Fan, Jun Cao, Yingchong Zhang, Bin An, and Jie Xia. 2023. "Effects of Process Parameters on Bond Properties of Ag-2.35Au-0.7Pd-0.2Pt-0.1Cu Alloy Wire" Micromachines 14, no. 8: 1587. https://doi.org/10.3390/mi14081587
APA StyleZhou, H., Chang, A., Fan, J., Cao, J., Zhang, Y., An, B., & Xia, J. (2023). Effects of Process Parameters on Bond Properties of Ag-2.35Au-0.7Pd-0.2Pt-0.1Cu Alloy Wire. Micromachines, 14(8), 1587. https://doi.org/10.3390/mi14081587