

Electromagnetic Acoustic Detection of Pipe Defects Hidden above T-Type Support Structures with Circumferential Shear Horizontal Guided Wave


Abstract
:1. Introduction
2. Excitation Principle of PPM EMAT
3. Finite Element Simulation
3.1. Model Building
3.2. Simulation of the Support Structure
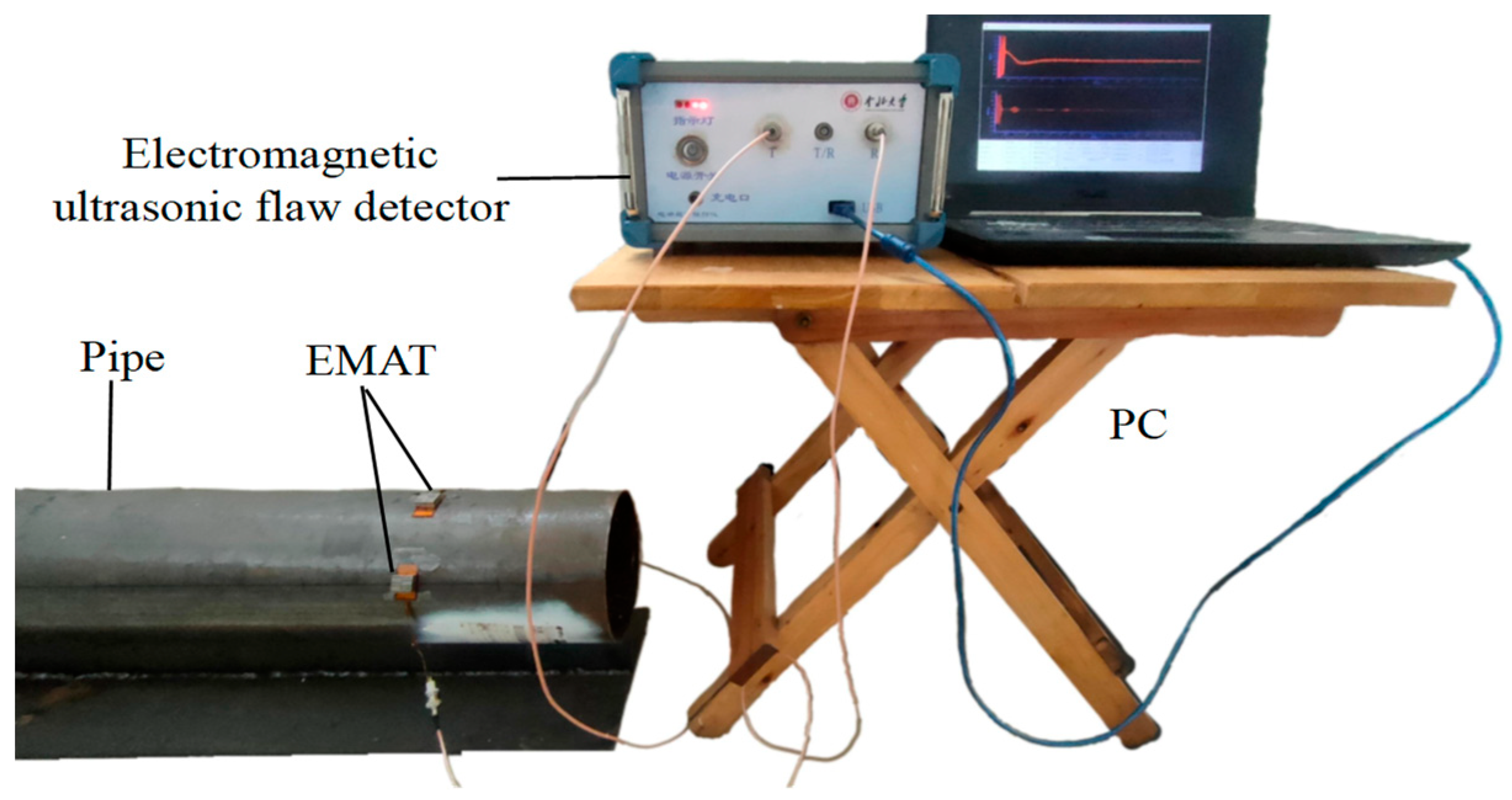
4. Experimental System
5. Results and Discussion
5.1. Influence of Pipeline Support Structure on SH Guided Wave
5.2. The Influence of Support Welding Quality on SH Wave
5.3. Study of Defects of Different Length Sizes
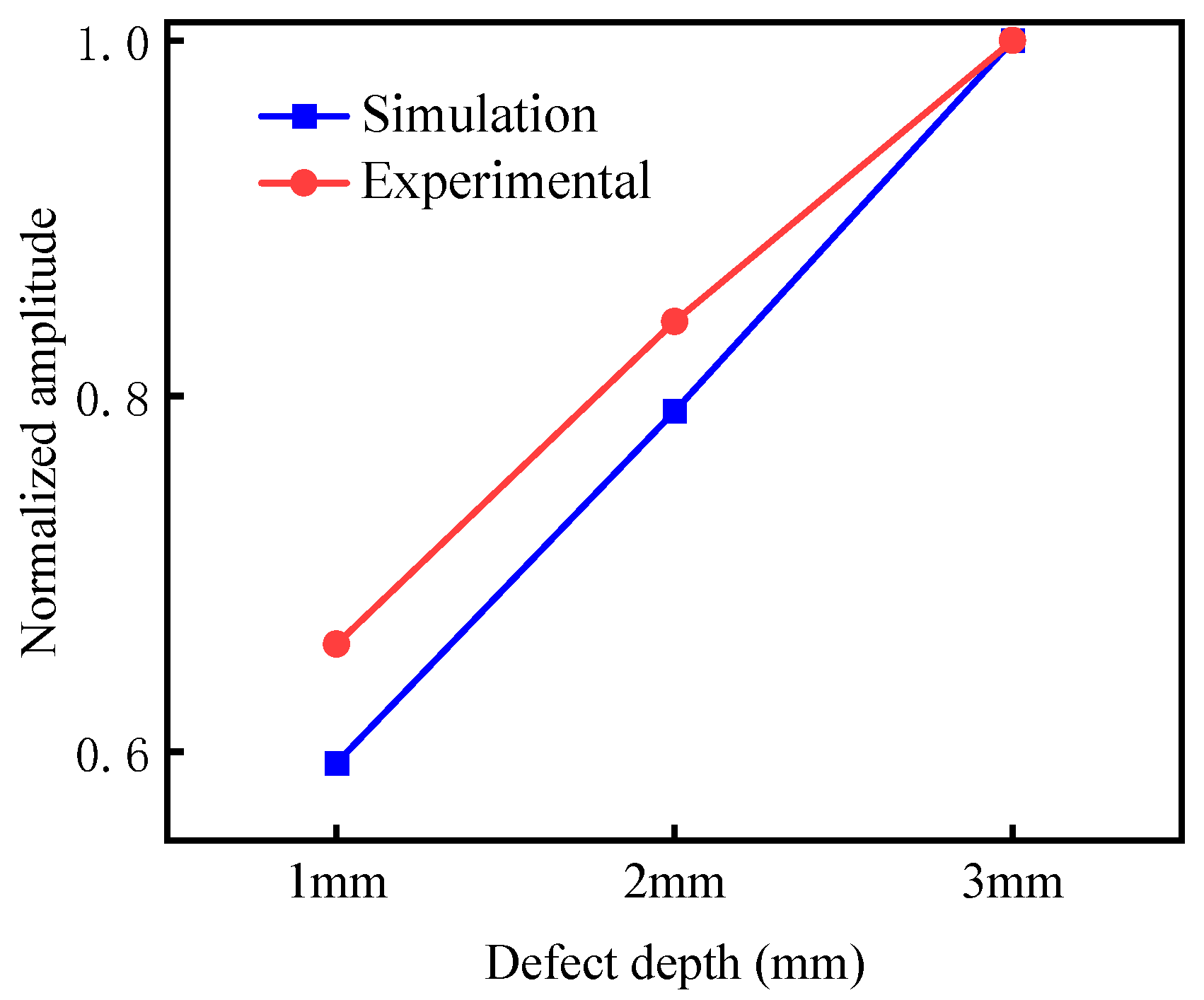
5.4. Study of Defects at Different Depths
6. Conclusions
- (1)
- By analyzing the cloud image of the pipeline, the results show that when the pipeline defect is above the T-type support structure, the amplitude of the reflected echo at the support increases by 18.3% compared with that when the pipeline has no defect, so the reflected echo of the support contains defect signals. Therefore, this method can effectively detect the defect.
- (2)
- The simulation results show that the different widths of the support structure have different effects on the guided wave signal. The results indicate that the smaller the width of the support plate, the greater the degree of signal superposition, and the more difficult it is to identify defect signals. The experimental and simulation results show that the reflection amplitude of pipes with good welding quality is large, and defect detection is more difficult than that of pipes with poor welding quality. In addition, the pipeline defect signal is proportional to the length and depth in the defect. With the decrease in defect size and depth, the detection sensitivity also decreases.
- (3)
- This method can effectively detect a 5 mm × 1 mm (length × depth) non-through crack hidden above the support structure. These results provide the basis for the research on the detection of large defects in the pipeline with the existence of the T-type support structure. However, when the defect size is smaller or the depth is smaller, the influence of the weld structure impedes the detection of the defect. Future study needs to focus on optimizing for small defect detection.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, H.; Shi, Y.B.; Zhang, W. A studyon ferromagnetic casing wall thinning evaluation based on pulsed eddycurrent testing. IEEE Trans. Instrum. 2021, 70, 1–11. [Google Scholar]
- Bagreev, G.A.; Yakubov, V.P. Nondestructive Transmission Tomography of Pipeline Surface Defects. Russ. Phys. J. 2020, 63, 263–269. [Google Scholar] [CrossRef]
- Song, S.P.; Ni, Y.J. Ultrasound Imaging of Pipeline Crack Based on Composite Transducer Array. Chin. J. Mech. Eng. 2018, 31, 25–34. [Google Scholar] [CrossRef]
- Wang, R.B.; Yu, H.Z.; Tang, J. Optimal design of iron-cored coil sensor in magnetic flux leakage detection of thick-walled steel pipe. Meas. Sci. Technol. 2023, 34, 085123. [Google Scholar] [CrossRef]
- Liu, B.; Cao, Y.; Zhang, H. Weak magnetic flux leakage: A possible method for studying pipeline defects located either inside or outside the structures. NDT E Int. 2015, 74, 81–86. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.K.; Shen, X.Y. Study on the effect of corrosion defects on VIV behavior of marine pipe using a new defective pipe element. Int. J. Nav. Archit. Ocean Eng. 2020, 12, 552–568. [Google Scholar] [CrossRef]
- Yue, M.M.; Zhang, W.M.; Jin, X. Eddy current testing device for detecting pipeline defects based on the principle of differential excitation. INSIGHT 2018, 60, 306–310. [Google Scholar] [CrossRef]
- Licata, M.; Aspinall, M.D.; Bandala, M. Depicting corrosion-born defects in pipelines with combined neutron/γ ray backscatter: A biomimetic approach. Sci. Rep. 2020, 10, 1486. [Google Scholar] [CrossRef] [PubMed]
- Khalili, P.Y.; Cawley, P. The choice of ultrasonic inspection method for the detection of corrosion at inaccessible locations. NDT E Int. 2018, 99, 80–92. [Google Scholar] [CrossRef]
- Shivaraj, K.; Balasubramaniam, K.; Krishnamurthy, C.V. Ultrasonic Circumferential Guided Wave for Pitting-Type Corrosion Imaging at Inaccessible Pipe-Support Locations. J. Press. Vessel Technol. 2008, 130, 021502. [Google Scholar] [CrossRef]
- Wang, L.H.; Xu, J.; Chen, D. PPM EMAT for Defect Detection in 90-Degree Pipe Bend. Materials 2022, 15, 4630. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.H.; Fan, J.W.; Hu, Y.N. Torsional mode magnetostrictive patch transducer array employing a modified planar solenoid array coil for pipe inspection. NDT E Int. 2015, 69, 9–15. [Google Scholar] [CrossRef]
- Quiroga, J.M.; Luis, M.; Rodolfo, V. Support Stiffness Monitoring of Cylindrical Structures Using Magnetostrictive Transducers and the Torsional Mode T (0,1). Sensors 2018, 18, 1263. [Google Scholar] [CrossRef]
- Deng, C.R.; Li, Y.Q.; Zhai, G.F. Research of High Accuracy Detection on Plates with Electromagnetic Ultrasonic Lamb Wave. In Proceedings of the 2019 4th International Conference on Measurement. Information and Control (ICMIC), Harbin, China, 23–25 August 2019. [Google Scholar]
- Shi, W.Z.; Chen, W.W.; Lu, C. Interaction of circumferential SH0; guided wave with circumferential cracks in pipelines. Nondestruct. Test. Eval. 2021, 36, 571–596. [Google Scholar] [CrossRef]
- Zhang, H.; Du, Y.H.; Tang, J.H. Circumferential SH Wave Piezoelectric Transducer System for Monitoring Corrosion-Like Defect in Large-Diameter Pipes. Sensors 2020, 20, 460. [Google Scholar] [CrossRef]
- Hirao, M.; Ogi, H. An SH-wave EMAT technique for gas pipeline inspection. NDT E Int. 1999, 32, 127–132. [Google Scholar] [CrossRef]
- Petcher, P.A.; Burrows, S.E.; Dixon, S. Shear horizontal (SH) ultrasound wave propagation around smooth corners. Ultrasonics 2014, 54, 997–1004. [Google Scholar] [CrossRef] [PubMed]
- Chua, C.A.; Alleyne, D.N.; Calva, M. Crack growth monitoring using low-frequency guided waves. Insight-Non-Destr. Test. Cond. Monit. 2017, 59, 64–71. [Google Scholar] [CrossRef]
- Andruschak, N.; Saletes, I.; Filleter, T. An NDT guided wave technique for the identification of corrosion defects at support locations. NDT E Int. 2015, 75, 72–79. [Google Scholar] [CrossRef]
- Hu, Y.; Zhou, J.J.; Yue, W.Y. Research on Crossing-Pipe Support Structure Defect Detection of EMAT-Excited CSH Wave. Sensors 2023, 23, 5535. [Google Scholar] [CrossRef]
- Murayama, R.; Akizuki, Y. Study of magnetic pole materials for static magnetic field and dynamic magnetic field that compose an electromagnetic acoustic transducer for Lamb waves using the magnetostriction effect. Sens. Actuators A Physical 2022, 333, 113294. [Google Scholar] [CrossRef]
- Zhang, X.D.; Uchimoto, T.; Wu, B. Improved Dynamic Magnetostriction measurement method based on M-EMAT for the characterization of residual strain. Int. J. Appl. Electromagn. Mech. 2020, 64, 299–306. [Google Scholar] [CrossRef]
- Sun, C.Z.; Sinclair, A.; Filleter, T. Influence of Magnetostriction Induced by the Periodic Permanent Magnet Electromagnetic Acoustic Transducer (PPM EMAT) on Steel. Sensors 2021, 21, 7700. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weld Structure | Complete Weld | Incomplete Weld |
|---|---|---|
| Simulated signal amplitude | 0.195 | 0.136 |
| Experimental signal amplitude | 0.514 | 0.384 |
| Crack Defect Size (mm) | 4 | 6 | 8 |
|---|---|---|---|
| Simulated defect amplitude | 0.617 | 0.812 | 1.000 |
| Experimental defect amplitude | 0.641 | 0.790 | 1.000 |
| Defect Depth (mm) | 1 | 2 | 3 |
|---|---|---|---|
| Simulated defect amplitude | 0.586 | 0.790 | 1.000 |
| Experimental defect amplitude | 0.641 | 0.834 | 1.000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhou, J.; Hu, Y.; Liu, Y.; Shen, X. Electromagnetic Acoustic Detection of Pipe Defects Hidden above T-Type Support Structures with Circumferential Shear Horizontal Guided Wave. Micromachines 2024, 15, 550. https://doi.org/10.3390/mi15040550
Zhang X, Zhou J, Hu Y, Liu Y, Shen X. Electromagnetic Acoustic Detection of Pipe Defects Hidden above T-Type Support Structures with Circumferential Shear Horizontal Guided Wave. Micromachines. 2024; 15(4):550. https://doi.org/10.3390/mi15040550
Chicago/Turabian StyleZhang, Xingjun, Jinjie Zhou, Yang Hu, Yao Liu, and Xingquan Shen. 2024. "Electromagnetic Acoustic Detection of Pipe Defects Hidden above T-Type Support Structures with Circumferential Shear Horizontal Guided Wave" Micromachines 15, no. 4: 550. https://doi.org/10.3390/mi15040550
APA StyleZhang, X., Zhou, J., Hu, Y., Liu, Y., & Shen, X. (2024). Electromagnetic Acoustic Detection of Pipe Defects Hidden above T-Type Support Structures with Circumferential Shear Horizontal Guided Wave. Micromachines, 15(4), 550. https://doi.org/10.3390/mi15040550