
A Real-Time Monitoring Method for Selective Laser Melting of TA1 Materials Based on Radiation Detection of a Molten Pool


Abstract
:1. Introduction
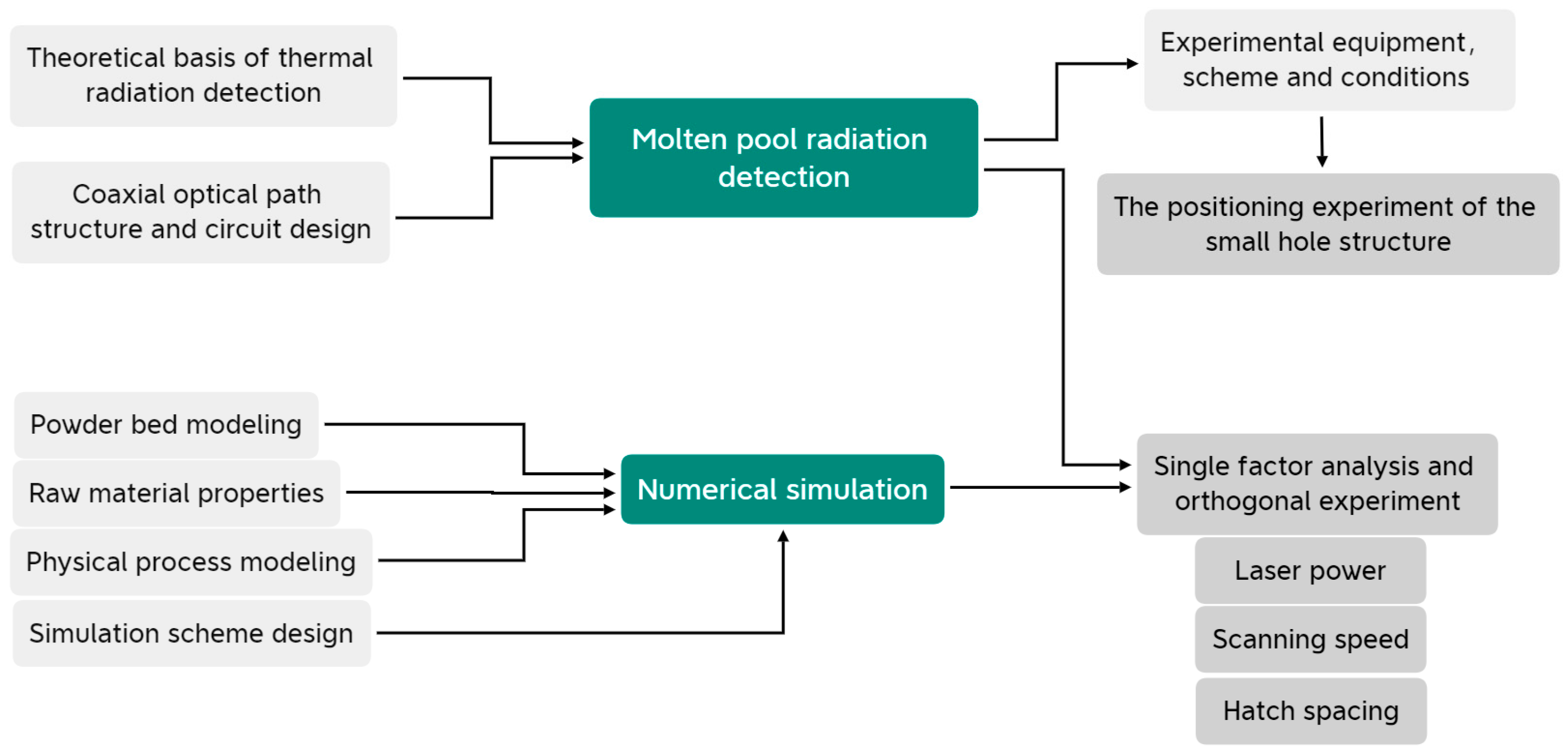
2. Materials and Methods
2.1. Experimental Raw Material
2.2. Theoretical Basis of Thermal Radiation Detection
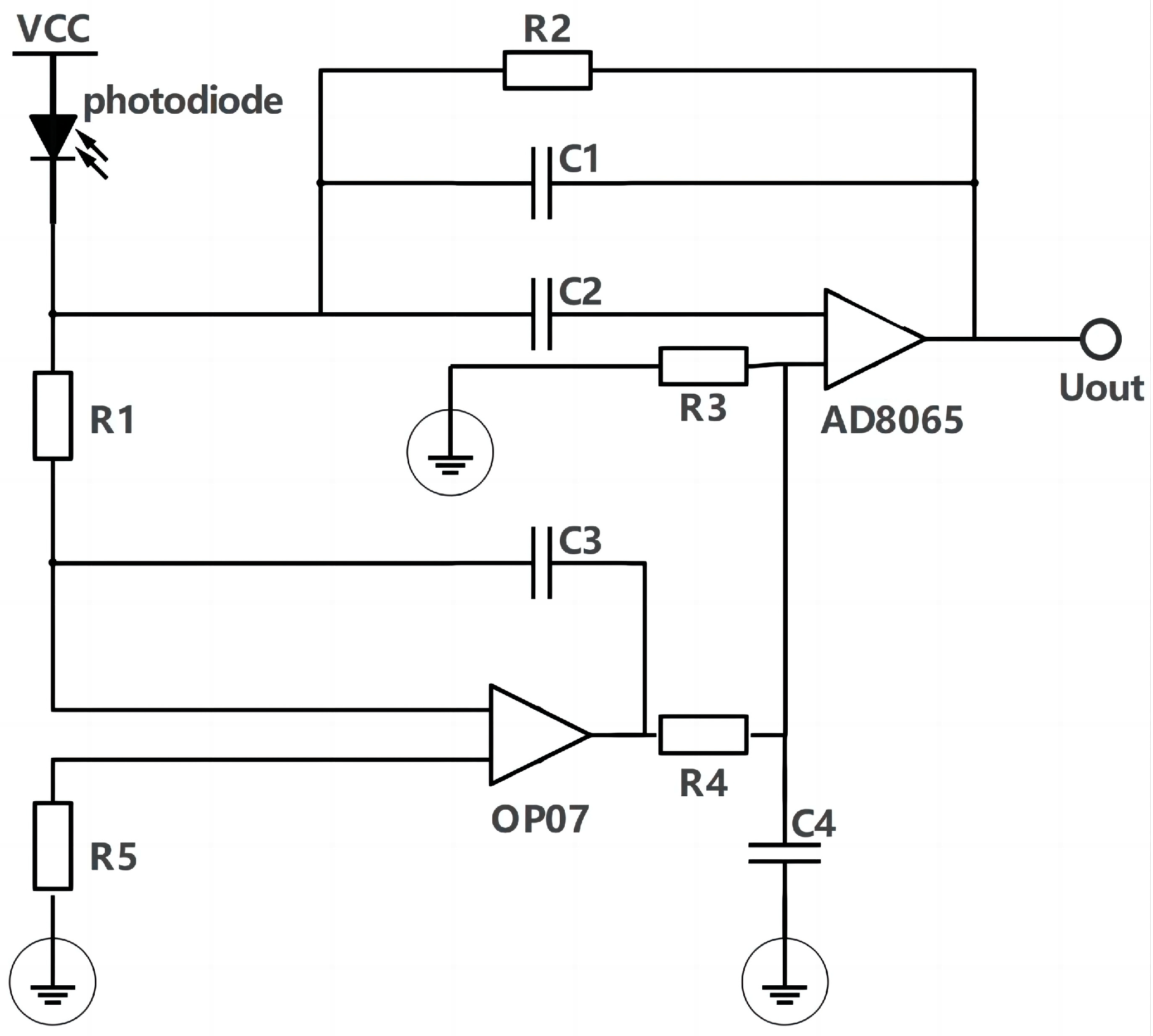
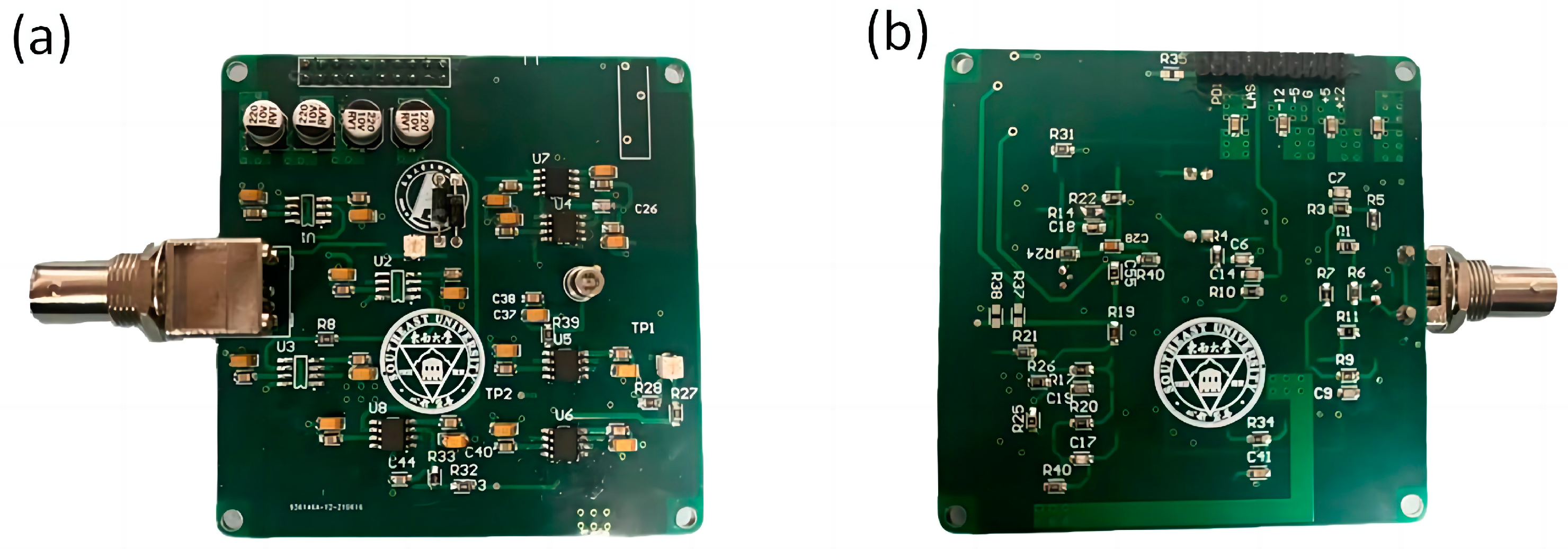
2.3. Circuit Design and System Structure
2.3.1. Compound Amplifier Circuit
2.3.2. Coaxial Optical Path Structure
2.4. Numerical Simulation
2.4.1. Powder Bed Modeling
2.4.2. Physical Process Modeling
3. Results
3.1. Single Factor Analysis
3.1.1. Laser Power
3.1.2. Scanning Speed
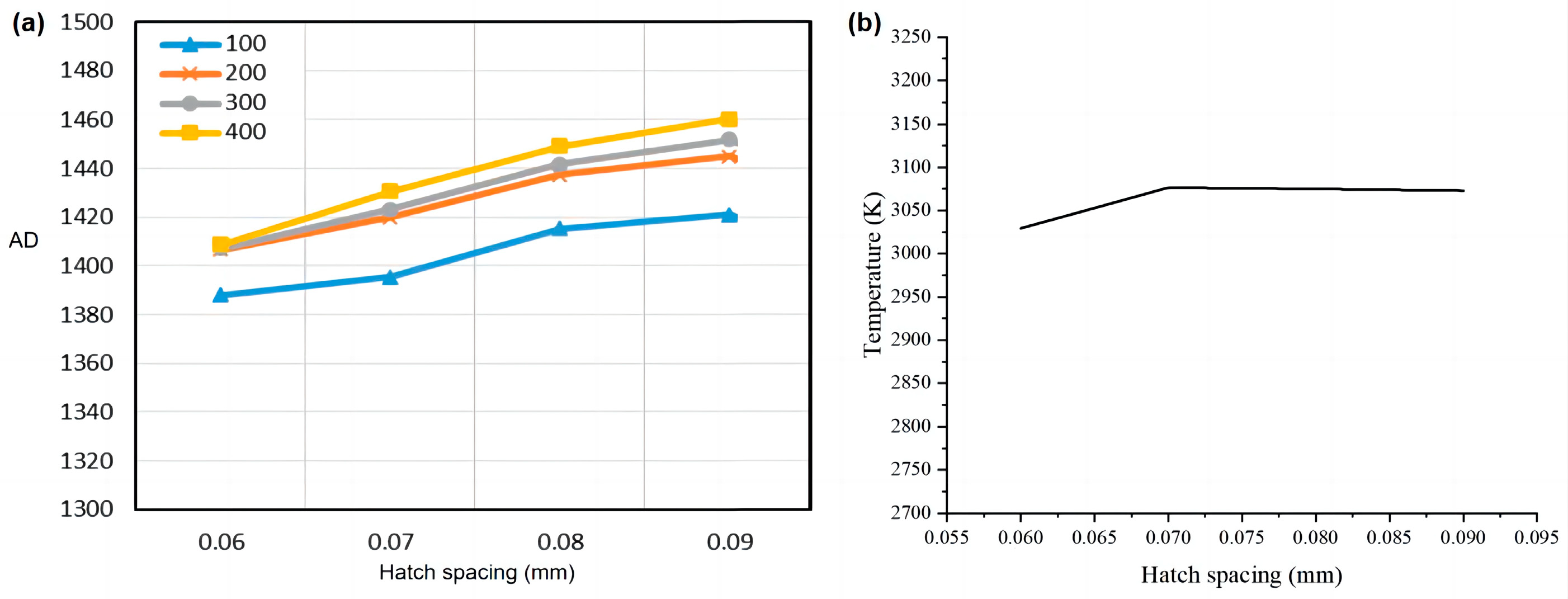
3.1.3. Hatch Spacing
3.2. Orthogonal Experiment
3.2.1. Orthogonal Experimental Design
3.2.2. Orthogonal Experimental Results
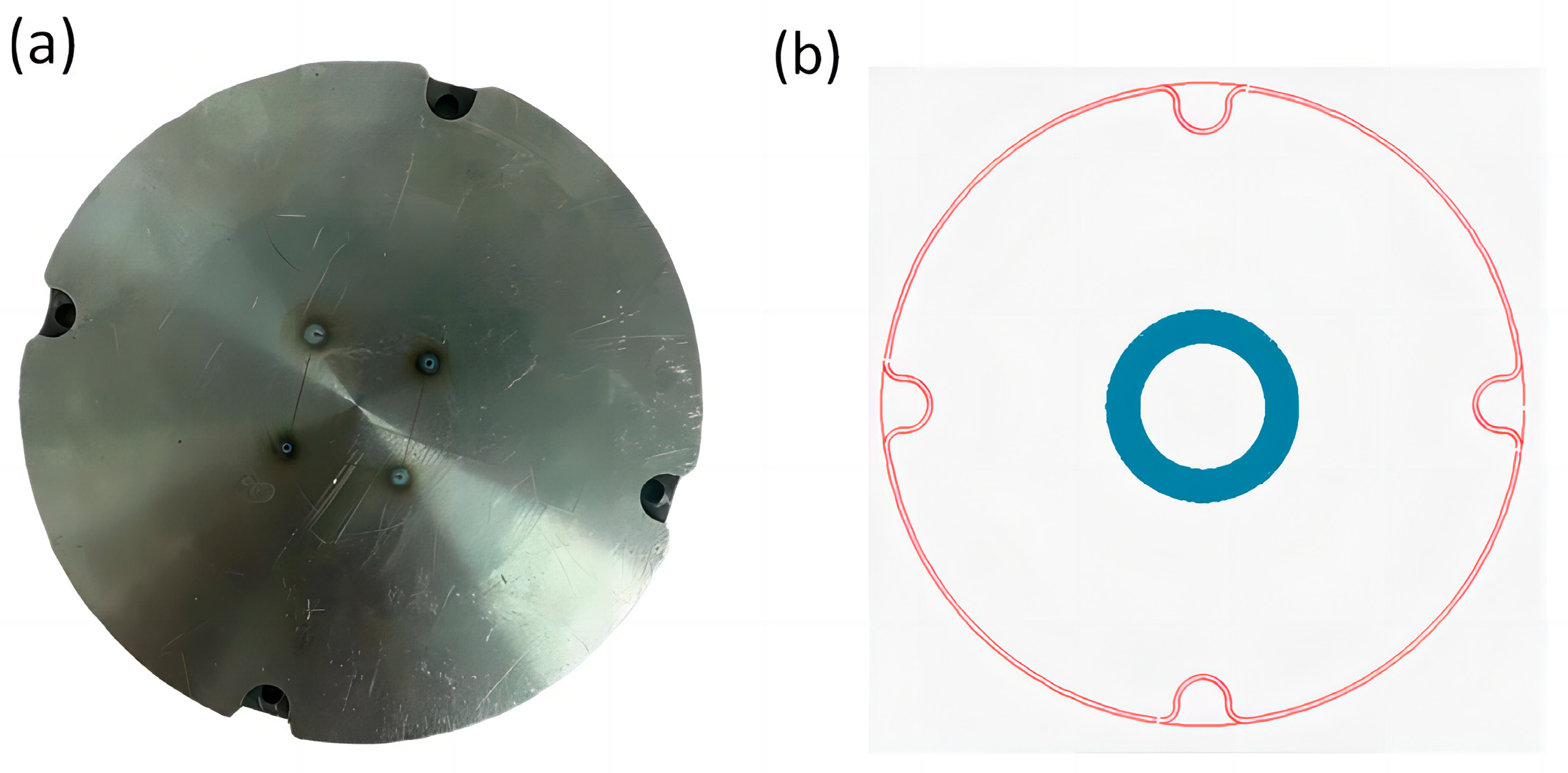
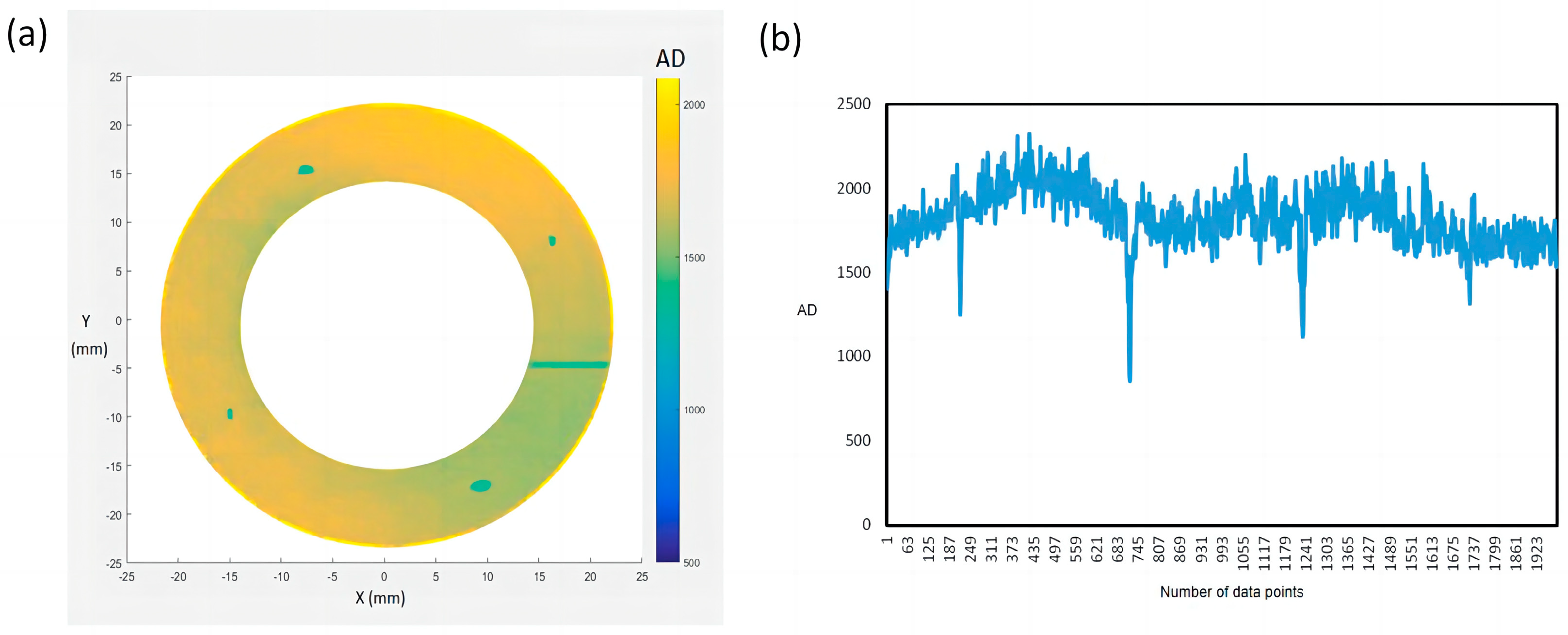
3.3. Positioning Experiment
3.3.1. Detection and Positioning of Concave Structure
3.3.2. Detection Result
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hu, X.; Yu, C.; Yao, J. Reviewof Laser Cladding Molten Pool Temperature Measurement and Control System. Laser Optoelectron. Prog. 2013, 50, 120003. [Google Scholar] [CrossRef]
- Gu, Z.; Lei, J.; Zhang, C.; Wang, Y. Detection and Analysis of Spectrum Distribution of Laser Molten Pool in Nickel Silicon Boron Alloy Powder Laser Cladding. Chin. J. Lasers 2014, 41, 1103009. [Google Scholar] [CrossRef]
- Chen, B.; Yao, Y.Z.; Tan, C.W.; Huang, Y.H.; Feng, J.C. A study on spectral characterization and quality detection of direct metal deposition process based on spectral diagnosis. Int. J. Adv. Manuf. Technol. 2018, 96, 4231–4241. [Google Scholar] [CrossRef]
- Yuan, J.G.; Li, Y.; Liu, J.N.; Chen, C.Y.; Pang, E.L.; Tan, S.J.; Jin, Y.M. Online Detection of Molten Pool Temperature During Metal Forming Based on Selective Laser Melting. Chin. J. Lasers-Zhongguo Jiguang 2020, 47, 0302008. [Google Scholar] [CrossRef]
- Sun, H.; Shi, S.; Shi, T.; Fu, G.; Chen, L. Research of close-loop control of molten pool temperature during laser cladding process based on color CCD. Laser Technol. 2018, 42, 745–750. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.K.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Vandone, A.; Baraldo, S.; Valente, A.; Mazzucato, F. Vision-based melt pool monitoring system setup for additive manufacturing. In Proceedings of the 52nd CIRP Conference on Manufacturing Systems (CMS), Ljubljana, Slovenia, 12–14 June 2019; pp. 747–752. [Google Scholar] [CrossRef]
- Mazzoleni, L.; Demir, A.G.; Caprio, L.; Pacher, M.; Previtali, B. Real-Time Observation of Melt Pool in Selective Laser Melting: Spatial, Temporal, and Wavelength Resolution Criteria. IEEE Trans. Instrum. Meas. 2020, 69, 1179–1190. [Google Scholar] [CrossRef]
- Yao, H.; Shi, Y.; Zhang, W.; Liu, J.; Huang, S. Numerical Simulation of the Temperature Field in Selective Laser Melting. Appl. Laser 2007, 27, 456–460. [Google Scholar] [CrossRef]
- Yuan, W.H.; Chen, H.; Cheng, T.; Wei, Q.S. Effects of laser scanning speeds on different states of the molten pool during selective laser melting: Simulation and experiment. Mater. Des. 2020, 189, 108542. [Google Scholar] [CrossRef]
- Bauereiss, A.; Scharowsky, T.; Körner, C. Defect generation and propagation mechanism during additive manufacturing by selective beam melting. J. Mater. Process. Technol. 2014, 214, 2522–2528. [Google Scholar] [CrossRef]
- Chang, Z.; Ma, M.; Ge, Y.; Li, J.; Hou, Q. Numerical Simulation of Temperature Field of High Entropy Alloy CoCrFeMnNi Fabricated by Selective Laser Melting. Appl. Laser 2022, 42, 48–53. [Google Scholar] [CrossRef]
- Duan, C.; Hao, X.; Luo, X. Study on Temperature Fieldof Selective Laser Melting 316L. Appl. Laser 2018, 38, 748–753. [Google Scholar] [CrossRef]
- Hu, H.; Ding, X.; Duan, X.; Li, Y. Numerical Study on Selective Laser Melting Thermal Behavior of AlSi10Mg Aluminum Alloy. Hot Work. Technol. 2016, 45, 53–57. [Google Scholar] [CrossRef]
- Zhao, C.L.; Bai, Y.C.; Zhang, Y.; Wang, X.P.; Xue, J.M.; Wang, H. Influence of scanning strategy and building direction on microstructure and corrosion behaviour of selective laser melted 316L stainless steel. Mater. Des. 2021, 209, 109999. [Google Scholar] [CrossRef]
- Han, X.; Chen, J.; Kan, Y.; Chen, H.; Zhao, R. Heat Source Model for Non-Penetration Laser Lap Welding of Stainless Steel Sheets. Chin. J. Lasers 2017, 44, 0502002. [Google Scholar] [CrossRef]
- Sun, Z.; Han, Y.; Zhang, S.; Hong, H. LB-VPPA Hybrid Welding Heat Source Model for Aluminum Alloy. J. Mech. Eng. 2016, 52, 46–51. [Google Scholar] [CrossRef]
- Xu, G.X.; Wu, C.S.; Qin, G.L.; Wang, X.Y. Finite Element Analysis of Temperature Field in Laser plus GMAW Hybrid Welding for T-joint of Aluminum Alloy. Acta Metall. Sin. 2012, 48, 1033–1041. [Google Scholar] [CrossRef]
- Liu, Y.; Cai, Y.; Jiang, M.; Ren, D.; Ji, H.; Lei, J.; Xiao, X. Study on Microstructure and Mechanical Properties of High Temperature Titanium Alloy Formed by Selective Laser Melting. Rare Met. Cem. Carbides 2023, 51, 78. [Google Scholar] [CrossRef]
- Yang, Z.T.; Xu, Y.Z.; Sisson, R.D.; Liang, J.Y. Factors Influencing the Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V for Biomedical Applications. J. Mater. Eng. Perform. 2020, 29, 3831–3839. [Google Scholar] [CrossRef]
- Hacisalihoglu, I.; Yildiz, F.; Çelik, A. The effects of build orientation and hatch spacing on mechanical properties of medical Ti-6Al-4V alloy manufactured by selective laser melting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 802, 140649. [Google Scholar] [CrossRef]
- Sun, Q.L.; Cui, C.; Li, J.; Fang, F.; Li, Z.; Li, Y.; Liu, F.; Yuan, P. Microstructure, mechanical properties, and adhesion behavior of DLC/W coating on Al-Mg loudspeaker diaphragm for enhancing its acoustic performance. Colloids Interface Sci. Commun. 2024, 59, 100778. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Thermal behavior during selective laser melting of commercially pure titanium powder: Numerical simulation and experimental study. Addit. Manuf. 2014, 1–4, 99–109. [Google Scholar] [CrossRef]
- Cai, R.; Lu, W.; Ding, X. The Theory study of radiation Wavelength Thermometry. J. Astronaut. Metrol. Meas. 2003, 23, 19–23. [Google Scholar] [CrossRef]
- Hill, R.D.; Conner, J.M. Transient Heat Transfer Model of Machine Gun Barrels. Mater. Manuf. Process. 2012, 27, 840–845. [Google Scholar] [CrossRef]
- Deng, M.; Yin, J.; Liu, X.; Qian, J.; Fang, Z.; Zhao, B.; Jiu, Q. Integral Solution of the Formula of the Blackbody Radiation and its Application. Remote Sens. Inf. 2002, 1, 2–10. [Google Scholar] [CrossRef]
- Popova, A.N.; Sukhomlinov, V.S.; Mustafaev, A.S. Accounting for Interelement Interferences in Atomic Emission Spectroscopy: A Nonlinear Theory. Appl. Sci. 2021, 11, 11237. [Google Scholar] [CrossRef]
- Sun, Q.L.; Fang, F.F.; Wang, W.Q.; Yin, J.; Liu, Q.; Hao, L.; Peng, Y. Stereolithography 3D printing of transparent resin lens for high-power phosphor-coated WLEDs packaging. J. Manuf. Process. 2023, 85, 756–763. [Google Scholar] [CrossRef]
- Ge, W.J.; Fuh, J.Y.H.; Na, S.J. Numerical modelling of keyhole formation in selective laser melting of Ti6Al4V. J. Manuf. Process. 2021, 62, 646–654. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Arshinov, M.K.; Gusarov, A.V.; Titov, V.I.; Laoui, T.; Froyen, L. Mechanisms of selective laser sintering and heat transfer in Ti powder. Rapid Prototyp. J. 2003, 9, 314–326. [Google Scholar] [CrossRef]
- Li, L.; Yan, L.; Cui, W.; Chen, Y.; Pan, T.; Zhang, X.; Flood, A.; Liou, F. Predictive Model for Thermal and Stress Field in Selective Laser Melting Process—Part I. Procedia Manuf. 2019, 39, 539–546. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proportion (%) | Particle Diameter (μm) |
|---|---|
| D10 | 18.94 |
| D50 | 33.37 |
| D90 | 58.08 |
| Properties | Value |
|---|---|
| Density | 4540 kg/m3 |
| Melting point | 1667 °C |
| Latent heat of fusion | 2.95 × 105 J/kg |
| Latent heat of evaporation | 8.878 × 106 J/kg |
| Surface tension coefficient | 1.525 N/m |
| Laser Power P (W) | Scanning Speed V (mm/s) | Hatch Spacing H (mm) | |
|---|---|---|---|
| 1 | 100 | 800 | 0.06 |
| 2 | 110 | 900 | 0.07 |
| 3 | 120 | 1000 | 0.08 |
| 4 | 130 | 1100 | 0.09 |
| Factors | Laser Power (W) | Scanning Speed (mm/s) | Hatch Spacing (mm) | |||
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 100 | 800 | 0.06 |
| 2 | 1 | 2 | 2 | 100 | 900 | 0.07 |
| 3 | 1 | 3 | 3 | 100 | 1000 | 0.08 |
| 4 | 1 | 4 | 4 | 100 | 1100 | 0.09 |
| 5 | 2 | 1 | 2 | 110 | 800 | 0.07 |
| 6 | 2 | 2 | 3 | 110 | 900 | 0.08 |
| 7 | 2 | 3 | 4 | 110 | 1000 | 0.09 |
| 8 | 2 | 4 | 1 | 110 | 1100 | 0.06 |
| 9 | 3 | 1 | 3 | 120 | 800 | 0.08 |
| 10 | 3 | 2 | 4 | 120 | 900 | 0.09 |
| 11 | 3 | 3 | 2 | 120 | 1000 | 0.07 |
| 12 | 3 | 4 | 1 | 120 | 1100 | 0.06 |
| 13 | 4 | 1 | 4 | 130 | 800 | 0.09 |
| 14 | 4 | 2 | 3 | 130 | 900 | 0.08 |
| 15 | 4 | 3 | 1 | 130 | 1000 | 0.06 |
| 16 | 4 | 4 | 2 | 130 | 1100 | 0.07 |
| Index | P | V | H |
|---|---|---|---|
| k1 | 1044.10 | 1403.46 | 1389.00 |
| k2 | 1092.70 | 1300.42 | 1358.75 |
| k3 | 1312.33 | 1351.20 | 1274.03 |
| k4 | 1497.21 | 1320.05 | 1329.17 |
| R | 467.30 | 103.04 | 114.97 |
| Sort | P > V > H | ||
| Index | P | V | H |
|---|---|---|---|
| k1 | 2987.6 | 3089.7 | 3029.3 |
| k2 | 3034.4 | 3096.5 | 3076.5 |
| k3 | 3074.9 | 3074.9 | 3074.9 |
| k4 | 3117.6 | 3044.9 | 3073.1 |
| R | 130.0 | 51.6 | 47.2 |
| Sort | P > V > H | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, T.; Huang, W.; Chen, C. A Real-Time Monitoring Method for Selective Laser Melting of TA1 Materials Based on Radiation Detection of a Molten Pool. Micromachines 2024, 15, 570. https://doi.org/10.3390/mi15050570
Zhou T, Huang W, Chen C. A Real-Time Monitoring Method for Selective Laser Melting of TA1 Materials Based on Radiation Detection of a Molten Pool. Micromachines. 2024; 15(5):570. https://doi.org/10.3390/mi15050570
Chicago/Turabian StyleZhou, Tao, Wei Huang, and Congyan Chen. 2024. "A Real-Time Monitoring Method for Selective Laser Melting of TA1 Materials Based on Radiation Detection of a Molten Pool" Micromachines 15, no. 5: 570. https://doi.org/10.3390/mi15050570
APA StyleZhou, T., Huang, W., & Chen, C. (2024). A Real-Time Monitoring Method for Selective Laser Melting of TA1 Materials Based on Radiation Detection of a Molten Pool. Micromachines, 15(5), 570. https://doi.org/10.3390/mi15050570