
Experimental and Numerical Simulation Research on Micro-Gears Fabrication by Laser Shock Punching Process


Abstract
:1. Introduction
2. Experimental
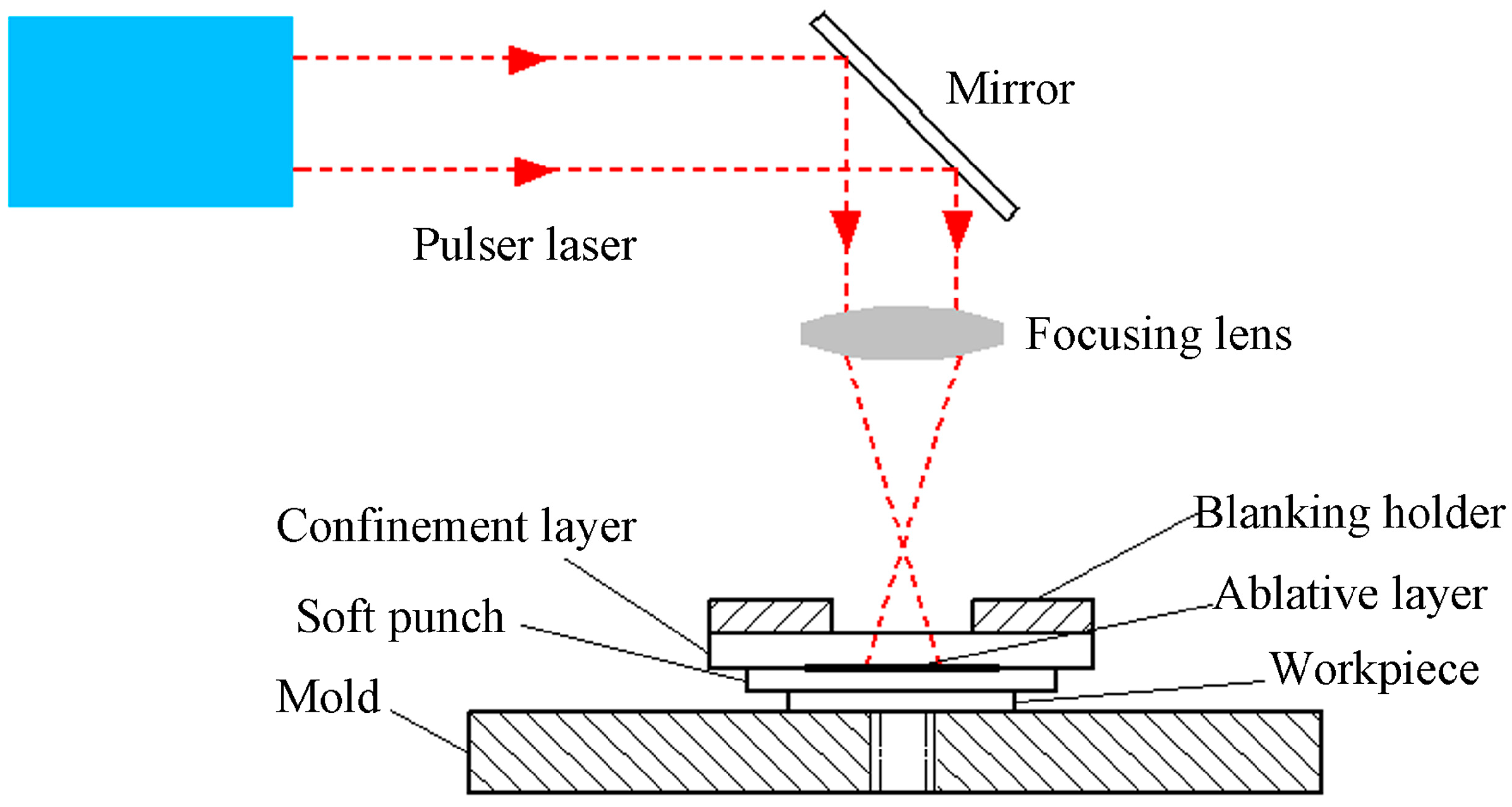
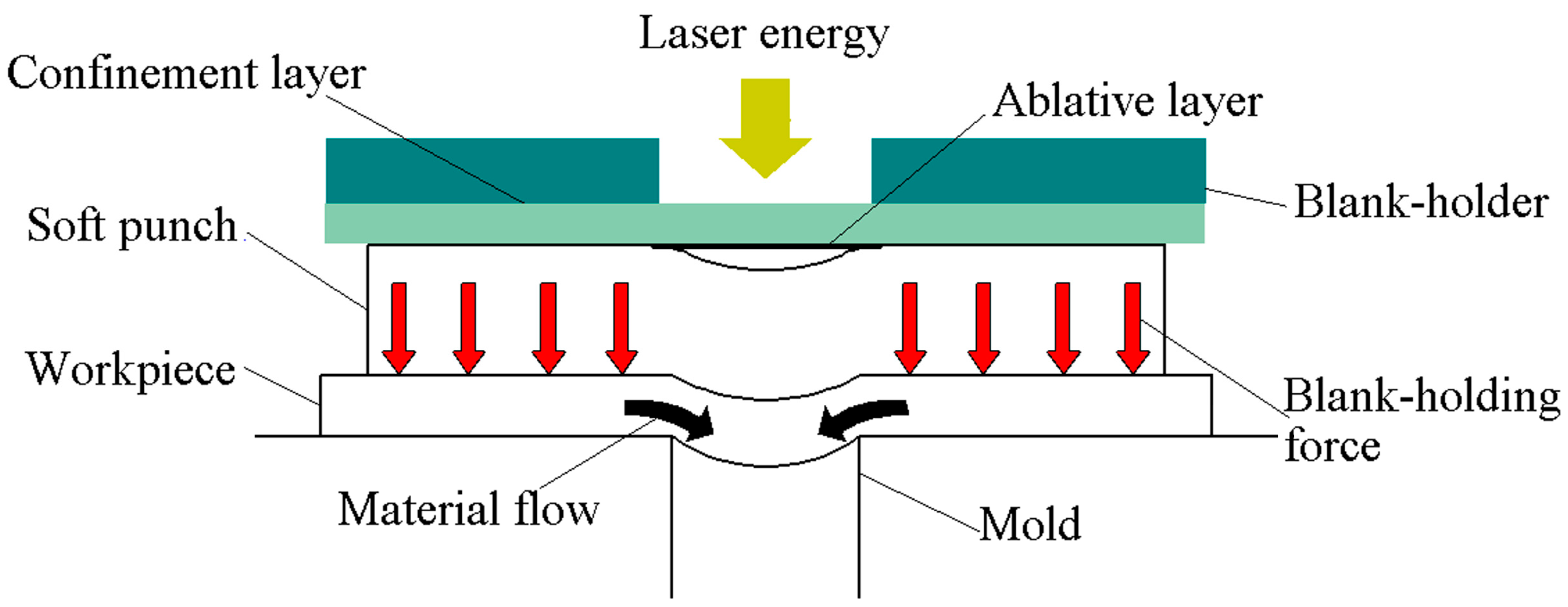
2.1. Principal of the Laser Shock Punching Process

2.2. Experimental Preparation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Single pulse energy | 80~1900 mJ |
| Pulse width | 8 ns |
| Wave length | 1064 nm |
| Energy stability | <±1% |
| Spot diameter | 2~5 mm |

| Parameters | Values |
|---|---|
| Module (m) | 0.1 mm |
| Gear number (z) | 12 |
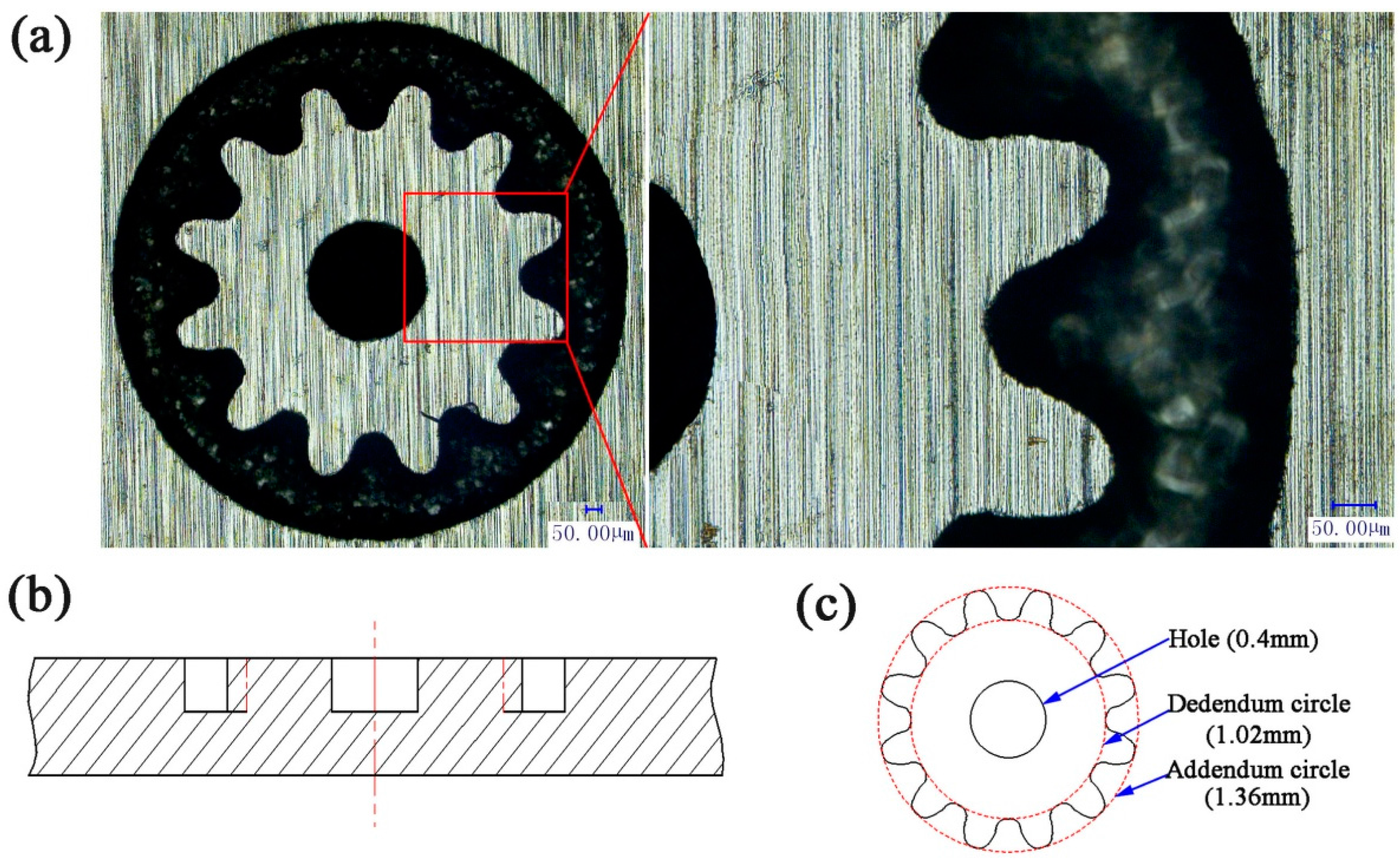
| Addendum circle diameter | 1367.88 µm |
| Dedendum circle diameter | 1041.73 µm |
| Hole diameter | 404.20 µm |
| Parameters | Values |
|---|---|
| K9 class (thickness) | 2 mm |
| Ablative layer (thickness) | 10 µm |
| Soft punch (hardness) | 55°, 70° |
| Soft punch (thickness) | 100, 200, 300 µm |
| Al foil (thickness) | 20 µm |
| Blank-holding force | 4 N, 12 N |
3. Experimental Results and Discussions
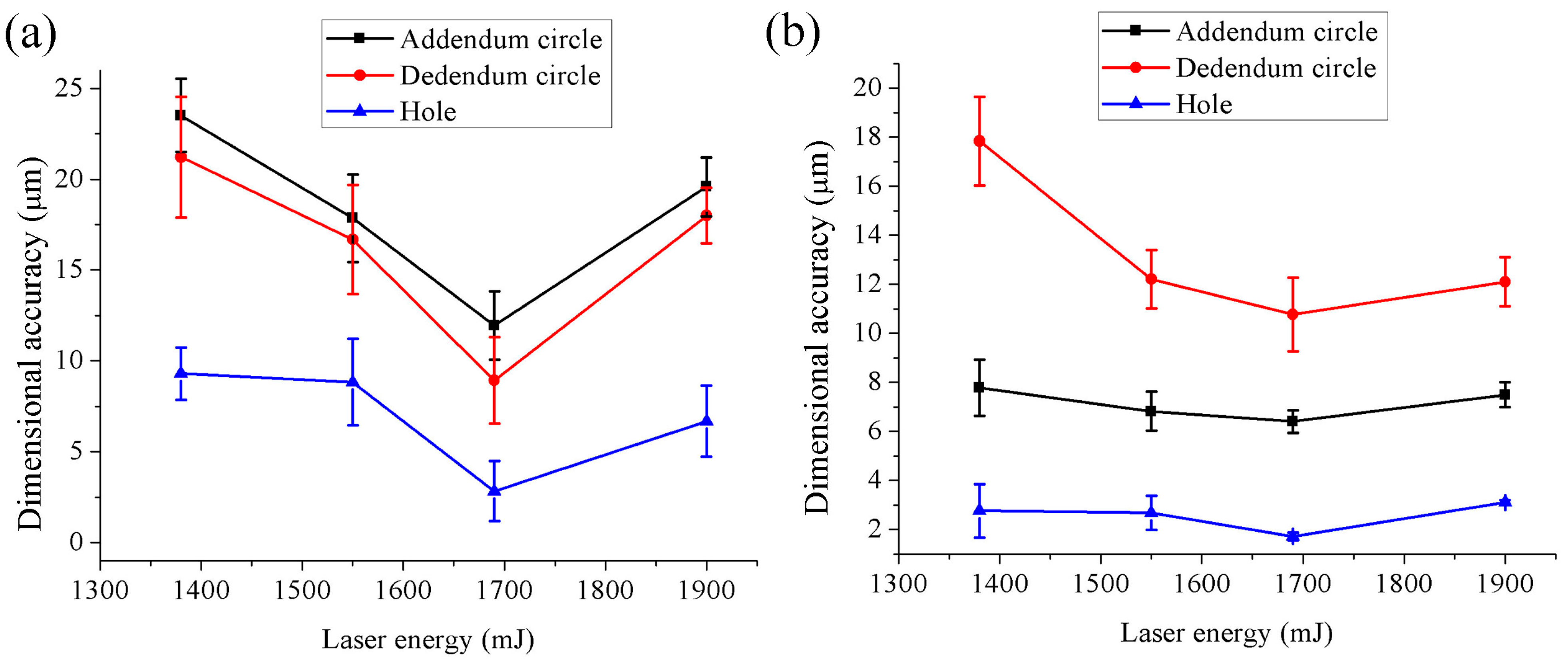
3.1. Effect of the Laser Energy


3.2. Effect of Soft Punch Properties
3.2.1. Soft Punch Thickness


3.2.2. Soft Punch Hardness


3.3. Effect of Blanking-Holding Force


4. Numerical Simulation
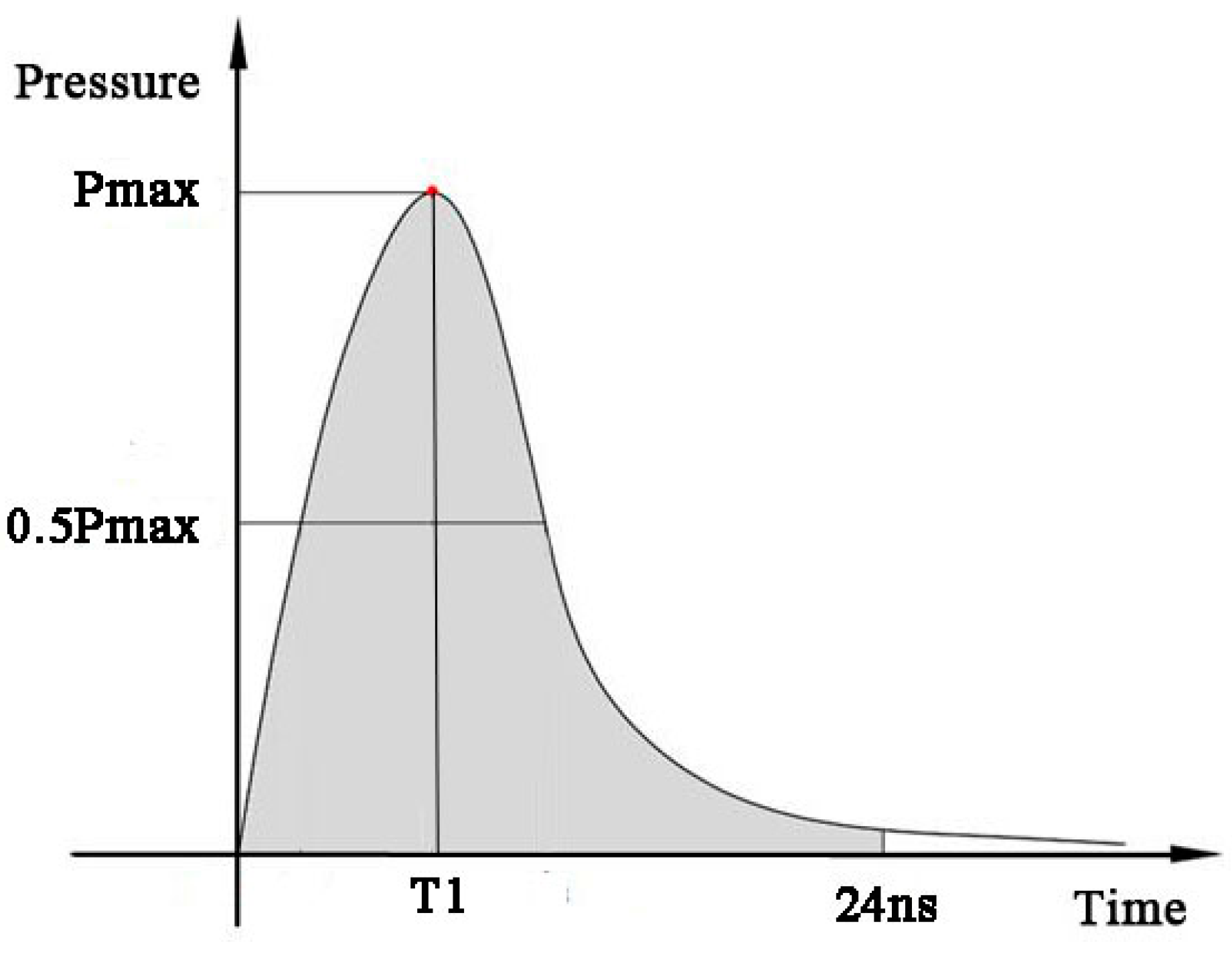
4.1. Loading

4.2. Constitutive Model and the Failure Model
| Material | A (MPa) | B (MPa) | C | n | ε0 (s–1) |
|---|---|---|---|---|---|
| Aluminum | 369 | 684 | 0.0083 | 1.7 | 1.0 |
| Material | d1 | d2 | d3 | d4 | d5 |
|---|---|---|---|---|---|
| Aluminum | 0.112 | 0.123 | 1.500 | 0.007 | 0.000 |
| Material | Hardness Shore A (°) | M–R Constant C10 (MPa) | M–R Constant C01 (MPa) | Poisson’s Ratio |
|---|---|---|---|---|
| Silica gel | 55 | 0.382 | 0.096 | 0.49997 |
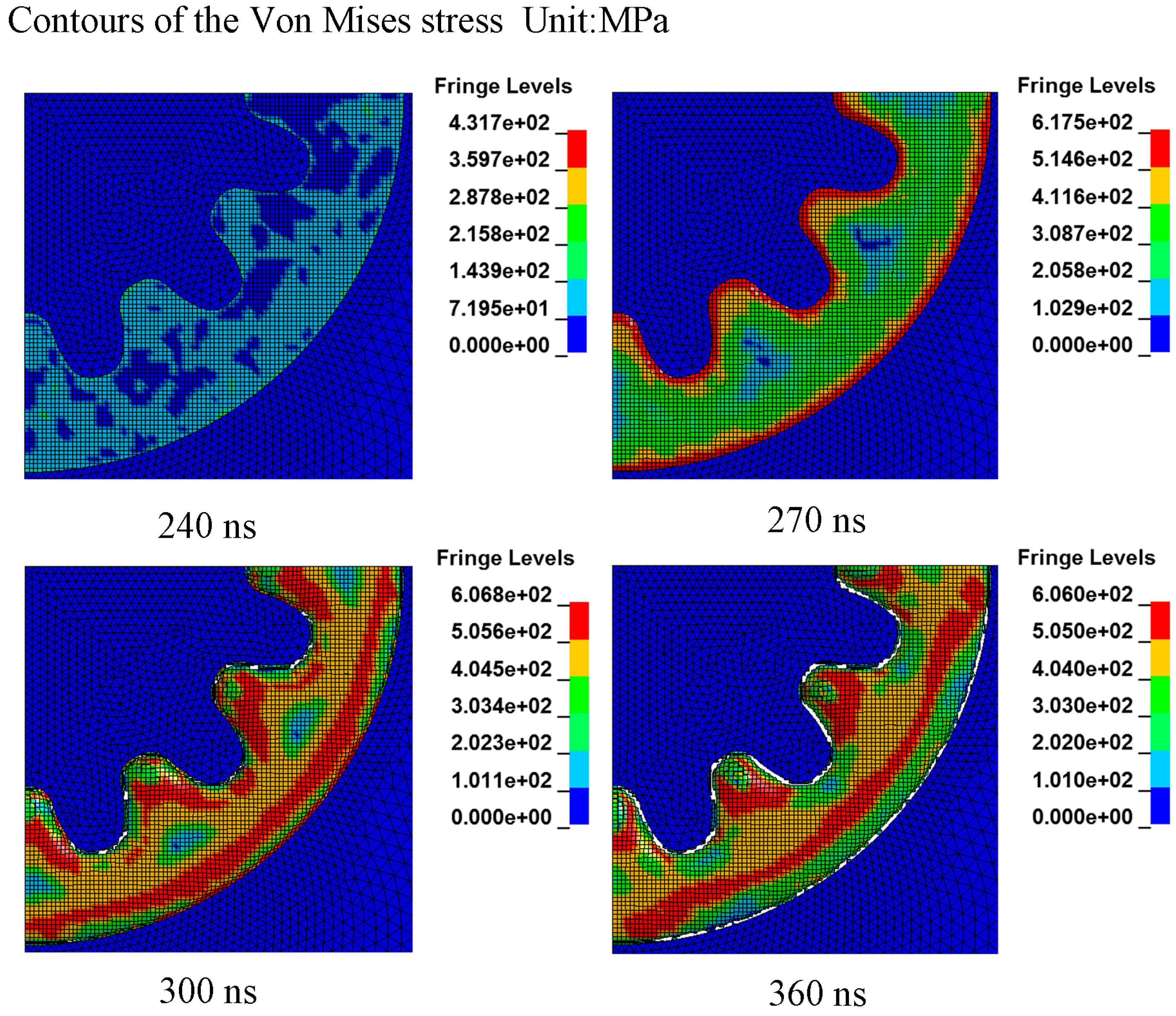
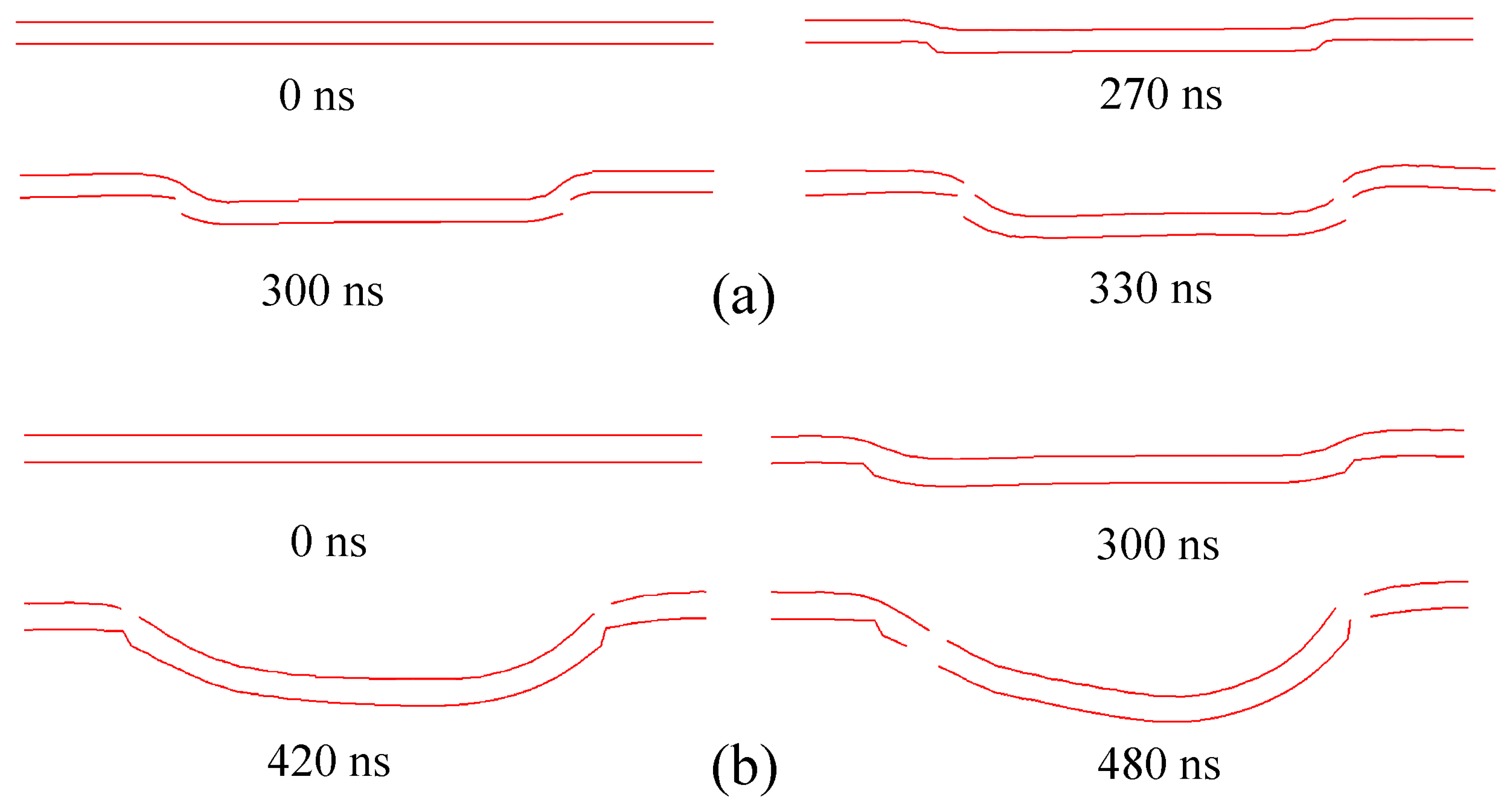
4.3. Simulation Results and Discussions


5. Conclusions
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Geiger, M.; Kleiner, M. Microforming. CIRP Ann-Manuf. Technol. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Xu, J.; Guo, B. Micro-punching process of stainless steel foil with micro-die fabricated by micro-EDM. Microsyst. Technol. 2014, 20, 83–89. [Google Scholar] [CrossRef]
- Yi, S.M.; Joo, B.Y. Mechanical punching of 15 μm size hole. Microsyst. Technol. 2006, 12, 877–882. [Google Scholar] [CrossRef]
- Ghassemali, E.; Tan, M.J. Progressive microforming process: Towards the mass production of micro-parts using sheet metal. Int. J. Adv. Manuf. Technol. 2013, 66, 611–621. [Google Scholar] [CrossRef]
- Masuzawa, T.; Tönshoff, H.K. Three-dimensional micromachining by machine tools. CIRP Ann-Manuf. Technol. 1997, 46, 621–628. [Google Scholar] [CrossRef]
- Joo, B.Y.; Rhim, S.H. Micro-hole fabrication by mechanical punching process. J. Mater. Process. Technol. 2005, 170, 593–601. [Google Scholar] [CrossRef]
- Rhim, S.H.; Son, Y.K. Punching of ultra small size hole array. CIRP Ann-Manuf. Technol. 2005, 54, 261–264. [Google Scholar] [CrossRef]
- Liu, H.X.; Shen, Z.B. Numerical simulation and experimentation of a novel micro scale laser high speed punching. Int. J. Mach. Tools Manuf. 2010, 50, 491–494. [Google Scholar] [CrossRef]
- Liu, H.X.; Lu, M.M. Micro-punching of aluminum foil by laser dynamic flexible punching process. Int. J. Mater. Form. 2013, 8, 183–196. [Google Scholar] [CrossRef]
- Watari, H.; Ona, H. Flexible punching method using an elastic tool instead of a metal punch. J. Mater. Process. Technol. 2003, 137, 151–155. [Google Scholar] [CrossRef]
- Peng, L.; Hu, P.; Lai, X.; Mei, D.; Ni, J. Investigation of micro/meso sheet soft punch stamping process—Simulation and experiments. Mater. Des. 2009, 30, 783–790. [Google Scholar] [CrossRef]
- Wang, X.; Du, D. Investigation of microscale laser dynamic flexible forming process—Simulation and experiments. Int. J. Mach. Tools Manuf. 2013, 67, 8–17. [Google Scholar] [CrossRef]
- Guo, W.G.; Li, Y.L. Stress Wave Basis Concise Course; Northwestern Polytechnical University Press: Xi’an, China, 2007; pp. 52–55. [Google Scholar]
- Lee, T.C.; Chan, L.C. Straining behavior in blanking process-fine blanking vs. conventional blanking. J. Mater. Process. Technol. 1995, 48, 105–111. [Google Scholar] [CrossRef]
- Kwak, T.S.; Kim, Y.J. The effect of V-ring indenter on the sheared surface in the fine-blanking process of pawl. J. Mater. Process. Technol. 2003, 143, 656–661. [Google Scholar] [CrossRef]
- Fabbro, R.; Fournier, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R. Laser shock processing: A review of the physics and applications. Opt. Quantum Electron. 1995, 27, 1213–1229. [Google Scholar]
- Dirikolu, M.H.; Akdemir, E. Computer aided modelling of flexible forming process. J. Mater. Process. Technol. 2004, 148, 376–381. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Li, J.; Shen, Z.; Qian, Q.; Zhang, H.; Wang, X. Experimental and Numerical Simulation Research on Micro-Gears Fabrication by Laser Shock Punching Process. Micromachines 2015, 6, 969-983. https://doi.org/10.3390/mi6080969
Liu H, Li J, Shen Z, Qian Q, Zhang H, Wang X. Experimental and Numerical Simulation Research on Micro-Gears Fabrication by Laser Shock Punching Process. Micromachines. 2015; 6(8):969-983. https://doi.org/10.3390/mi6080969
Chicago/Turabian StyleLiu, Huixia, Jianwen Li, Zongbao Shen, Qing Qian, Hongfeng Zhang, and Xiao Wang. 2015. "Experimental and Numerical Simulation Research on Micro-Gears Fabrication by Laser Shock Punching Process" Micromachines 6, no. 8: 969-983. https://doi.org/10.3390/mi6080969
APA StyleLiu, H., Li, J., Shen, Z., Qian, Q., Zhang, H., & Wang, X. (2015). Experimental and Numerical Simulation Research on Micro-Gears Fabrication by Laser Shock Punching Process. Micromachines, 6(8), 969-983. https://doi.org/10.3390/mi6080969