
Fabrication of Micro-Scale Gratings by Nanosecond Laser and Its Applications for Deformation Measurements

Abstract
:1. Introduction
2. Methodology
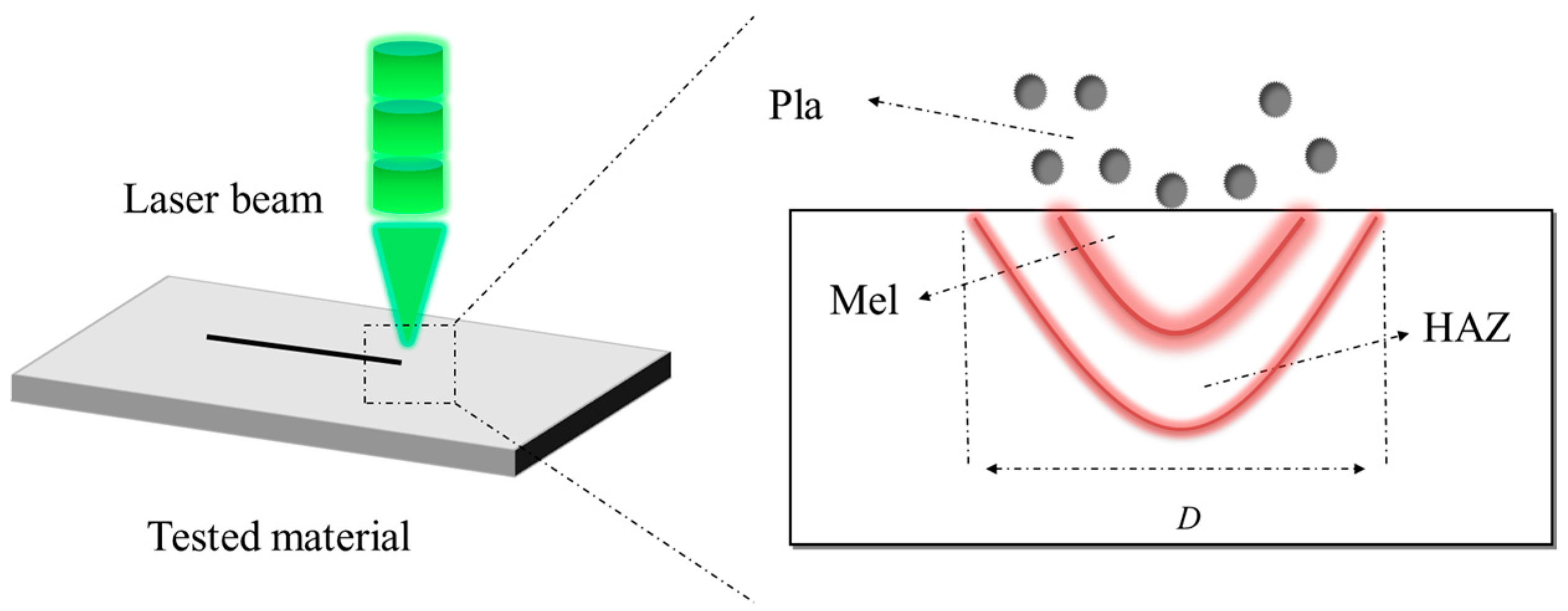
2.1. Nanosecond Laser Processing and Gratings
2.2. GPA
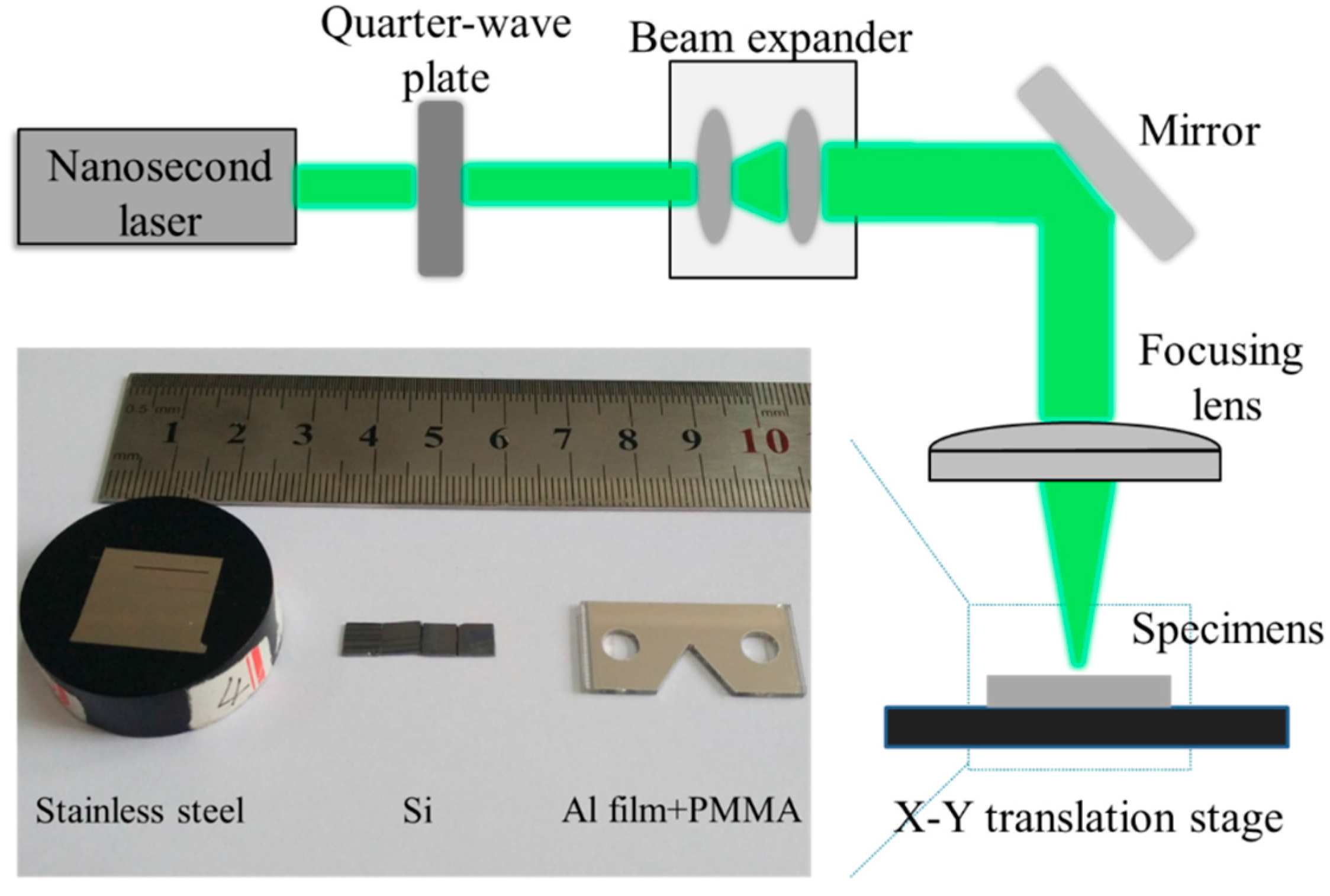
3. Experimental Setup and Tested Samples
4. Experimental Results and Discussion
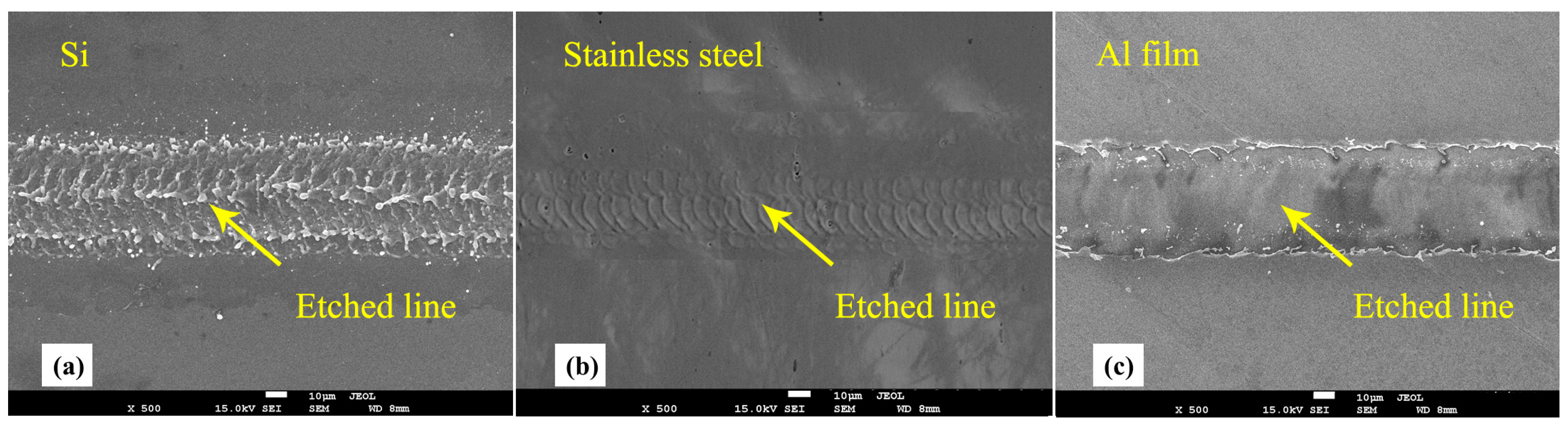
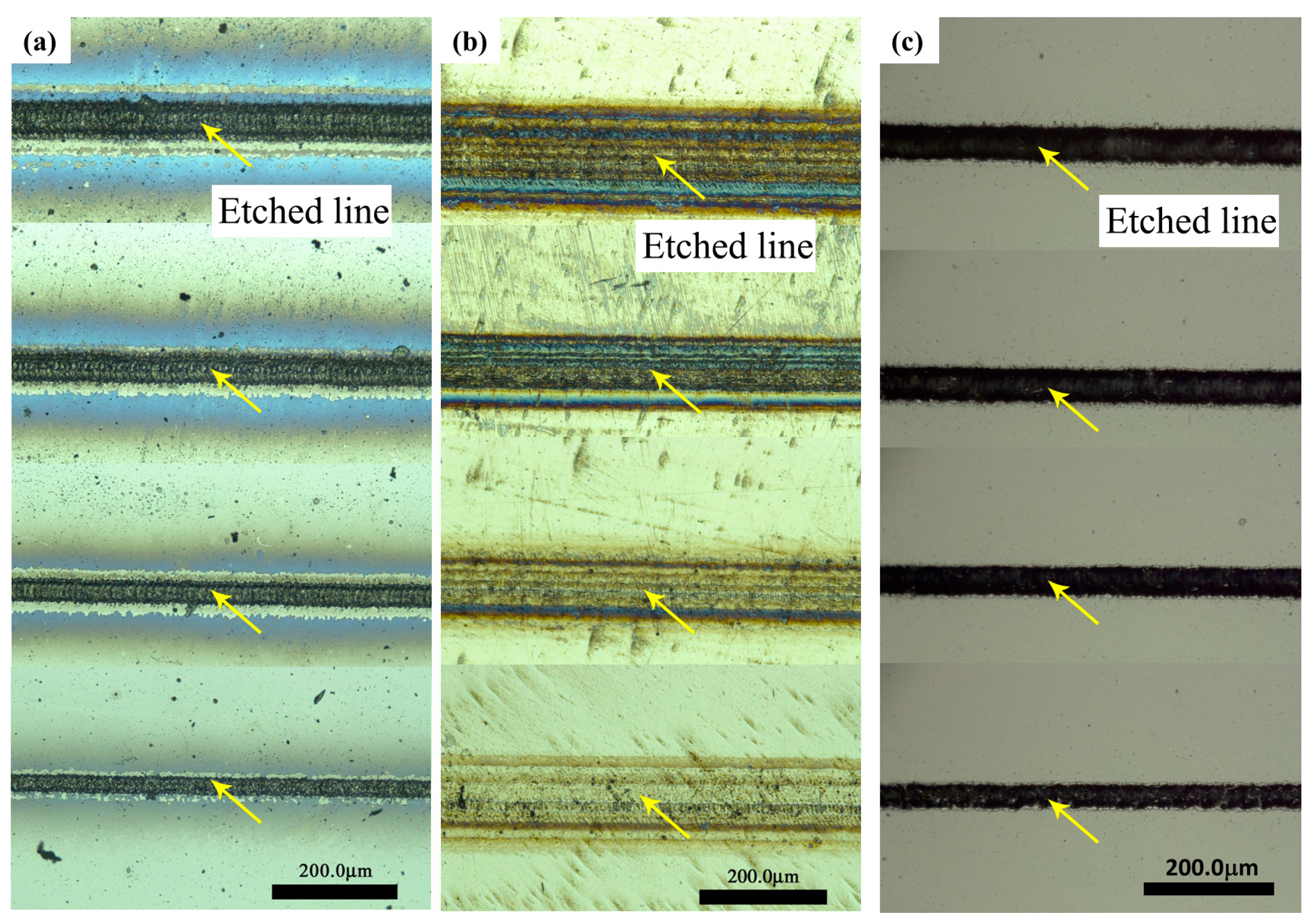
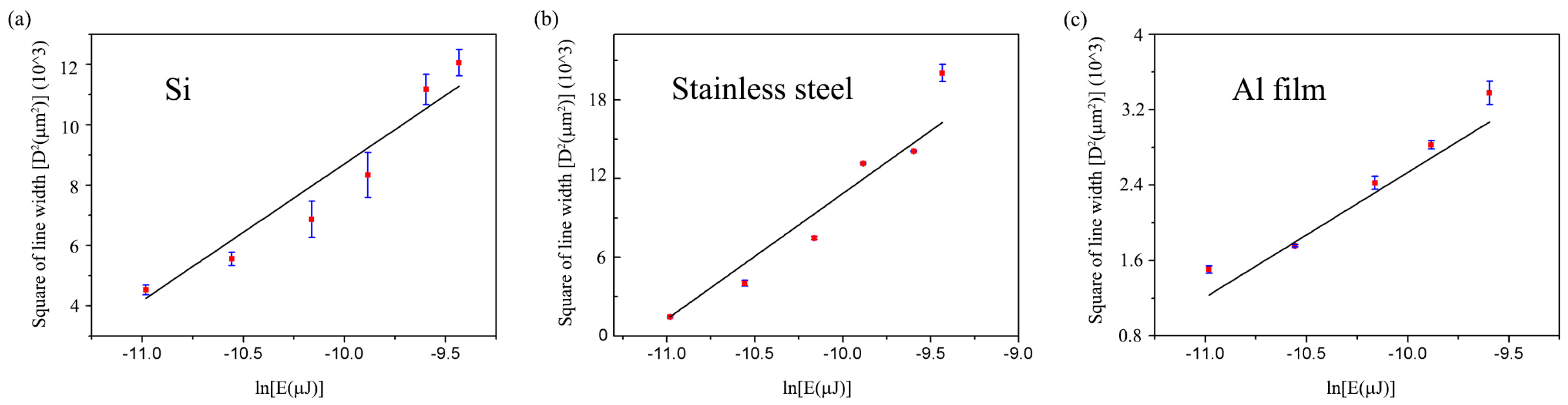
4.1. Parameter Studying of Single-Line Etching
4.2. Gratings
5. Applications
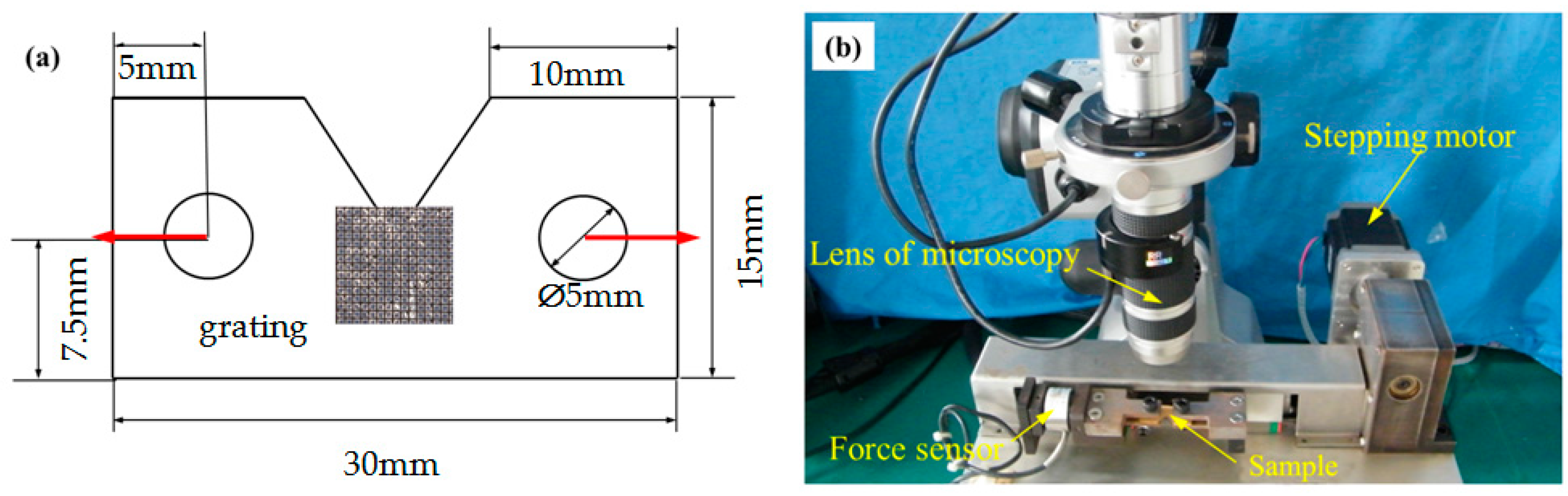
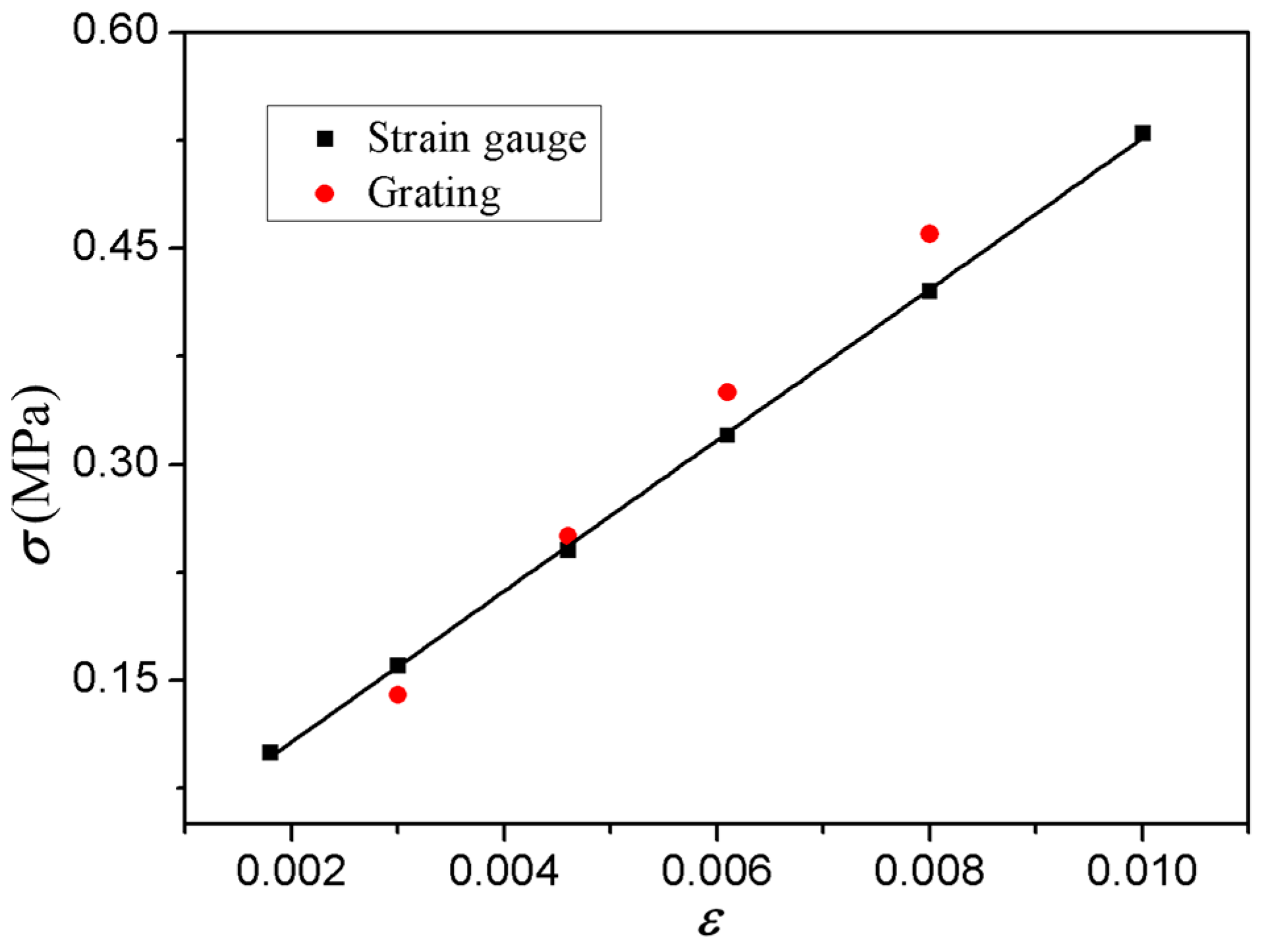
5.1. Deformation Measurement during a Tensile Test
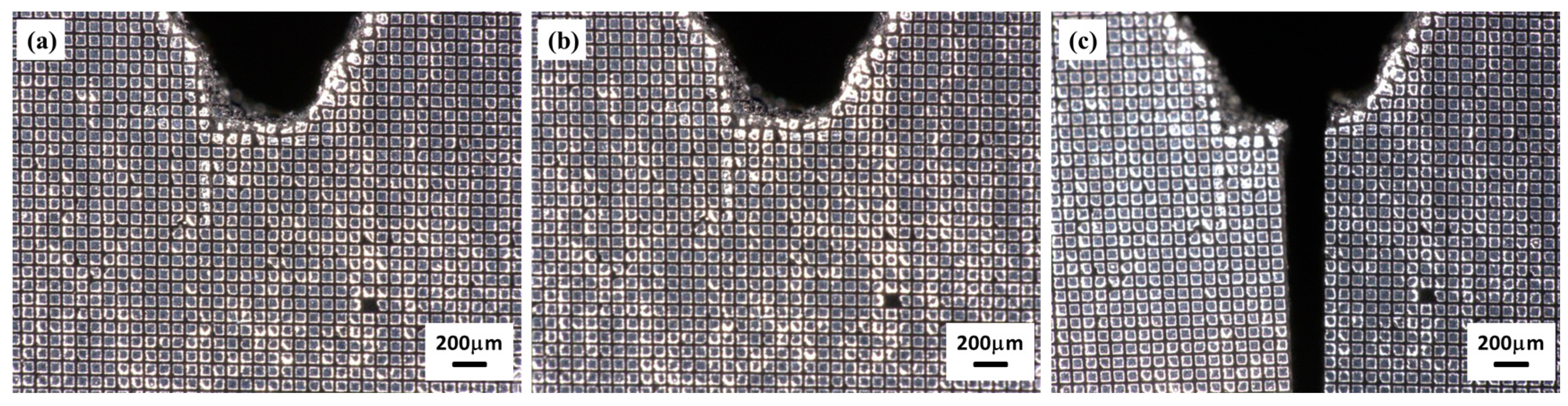
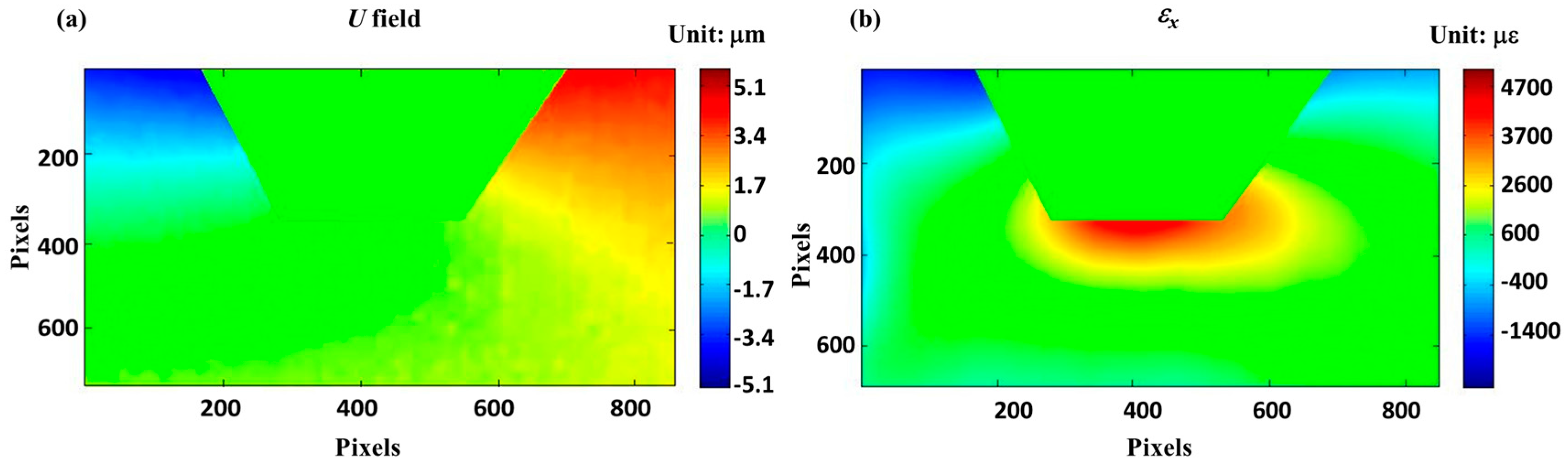
5.2. Deformation Measurement of the Crack Tip
6. Conclusions
- (1)
- Al film deposition on specimen before laser processing is proposed for fabrication of micro-scale gratings with three main benefits. First, easy operation with the same processing parameters and without a mask. Second, wide applicability to different materials, such as Si, metal, ceramic, composite, etc. Third, high-quality of gratings with high contrast, small HAZ and small roughness.
- (2)
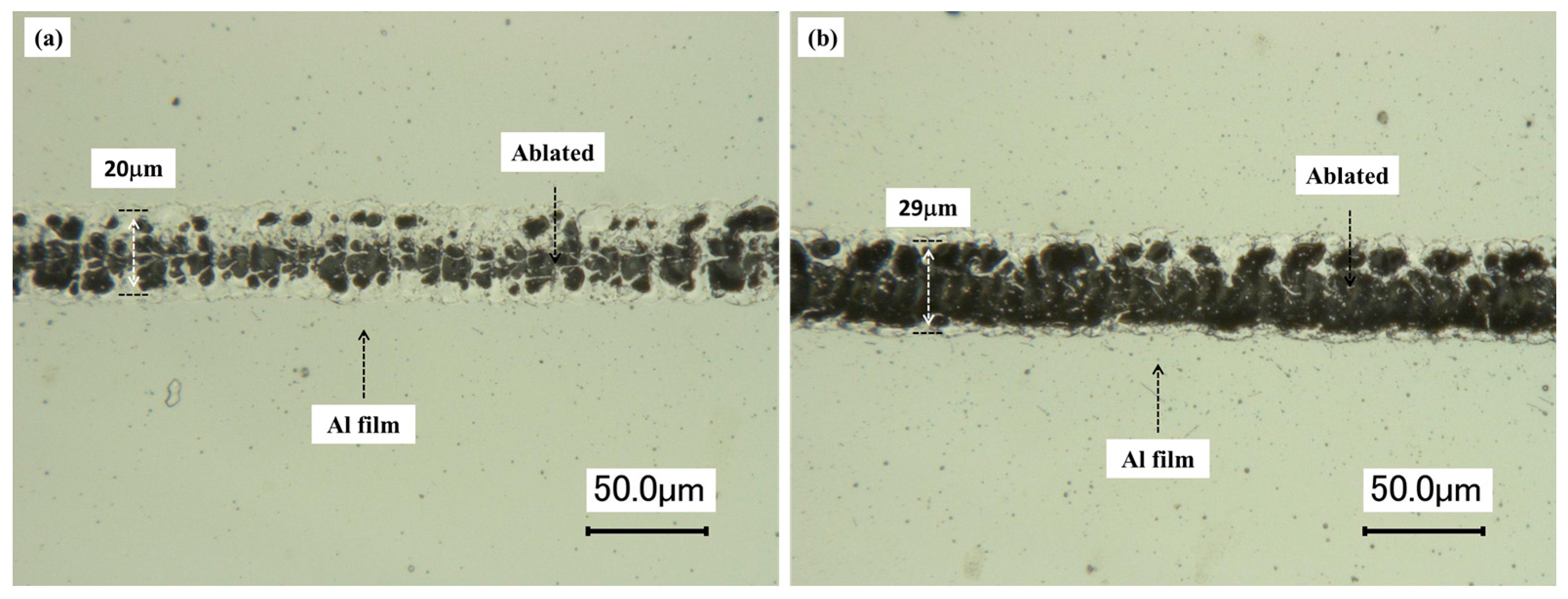
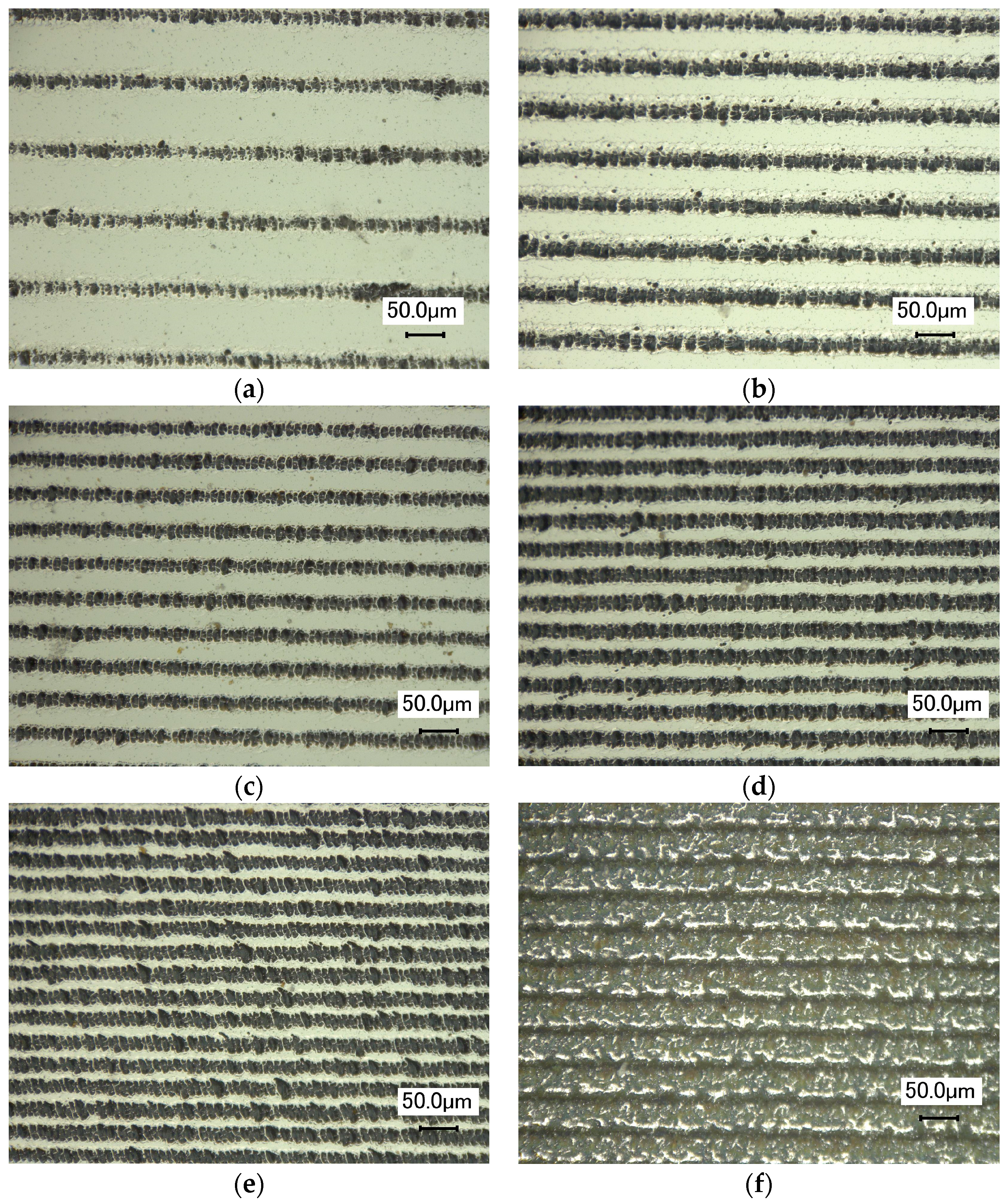
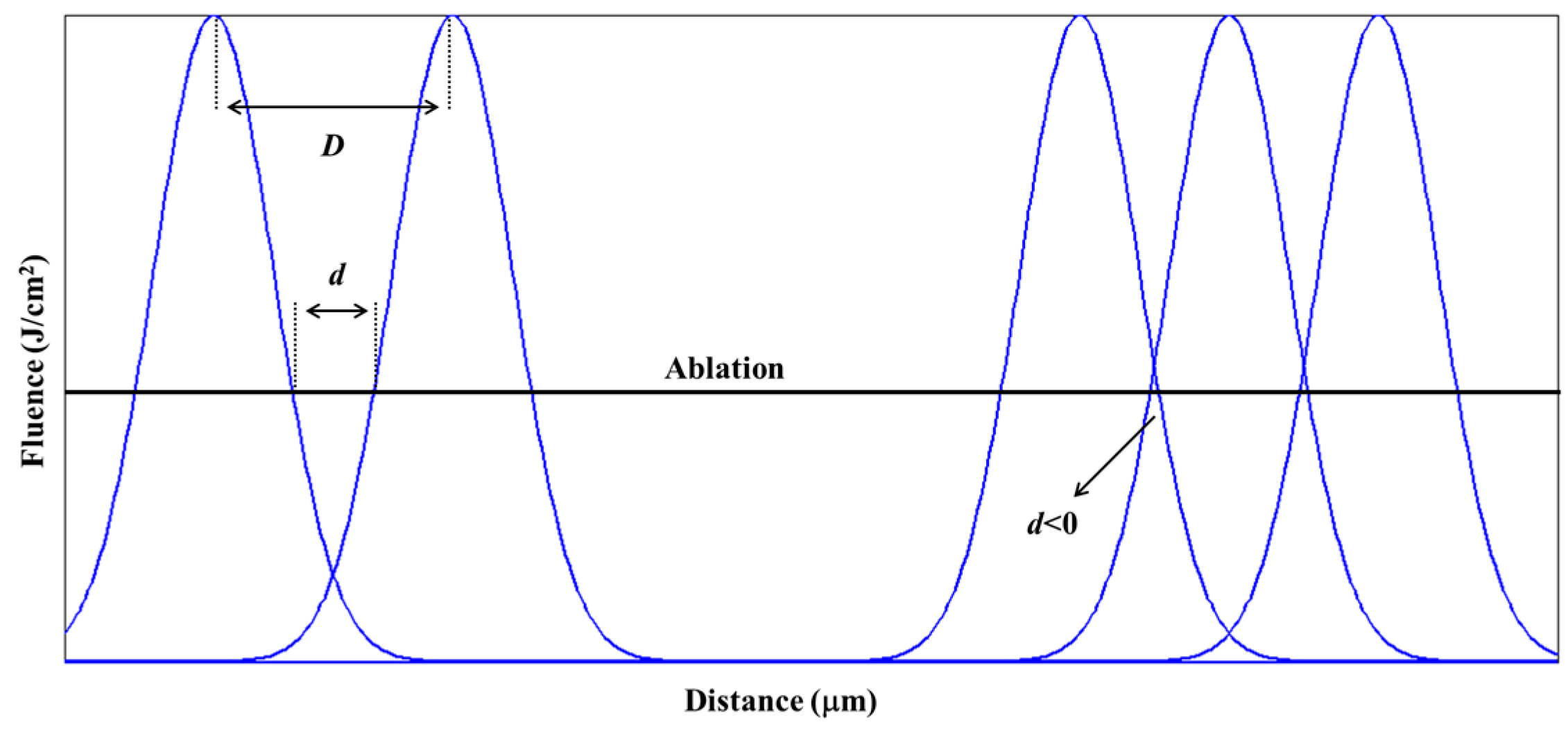
- The energy of laser pulse is optimized for clear line etching on the Al film. The optimal energy of laser pulse is 9.8 μJ, and the optimum fluence is 9.5 J/mm2 with the waist radius of the laser beam 25.7 μm. Parallel gratings are fabricated. The results indicate that gratings of parallel lines fabricated by nanosecond laser will affect each other if the distance between adjacent lines is too small. The highest frequency of parallel gratings is about 30 lines/mm with line width of 29 μm, and the distance between two adjacent laser pulses being of 10 μm.
- (3)
- The verification tests prove that the applicability of the proposed fabrication method for the micro-scale gratings in GPA measurements. Moreover, the micro-scale gratings can be fabricated on areas of interest, such as the crack tip, for deformation measurements. The adhesion between the Al film and the tested sample is good enough to ensure that the pattern sticks well to the sample.
- (4)
- The proposed fabrication method of gratings suffers from a few defects. For instance, the minimum line width of gratings is about 10 μm due to the spatial resolution of the nanosecond laser, and thus the frequency of fabricated gratings is relatively low, typically 10–30 lines/mm. If a femtosecond laser is used, higher frequency of gratings can be fabricated since it has higher spatial resolution and pulse energy.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hao, W.F.; Ge, D.Y.; Ma, Y.J.; Yao, X.F.; Shi, Y. Experimental investigation on deformation and strength of carbon/epoxy laminated curved beams. Polym. Test. 2012, 31, 520–526. [Google Scholar] [CrossRef]
- Hao, W.F.; Guo, G.P.; Zhang, Y.; Chen, X.W. Characterizing thermo-mechanical behavior of superalloy using the eigenfunction virtual fields method. Adv. Eng. Softw. 2016, 93, 22–29. [Google Scholar] [CrossRef]
- Pan, B.; Qian, K.M.; Xie, H.M.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement: A review. Meas. Sci. Technol. 2009, 20, 062001. [Google Scholar] [CrossRef]
- Guo, Y.; Chen, W.T.; Lin, C.K. Experimental deformation of thermal strains in semiconductor packaging using Moiré interferometry. In Proceedings of the 1992 Joint ASME/JSME Conference on Electronic Packaging, Milpitas, CA, USA, 9–12 April 1992; pp. 779–784. [Google Scholar]
- Rouviere, J.L.; Sarigiannidou, E. Theoretical discussions on the geometrical phase analysis. Ultramicroscopy 2005, 106, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.W.; Xie, H.M.; Fang, D.N.; Shang, H.X.; Dai, F.L. A novel nano-Moiré method with scanning tunneling microscope (STM). J. Mater. Process. Technol. 2004, 148, 77–82. [Google Scholar] [CrossRef]
- Hytch, M.J.; Snoeck, E.; Kilaas, R. Quantitative measurement of displacement and strain fields form HREM micrographs. Ultramicroscopy 1998, 74, 131–146. [Google Scholar] [CrossRef]
- Huee, F.; Hytch, M.; Bender, H.; Houdellier, F.; Claverie, A. Direct mapping of strain in a strained silicon transistor by high-resolution electron microscopy. Phys. Rev. Lett. 2008, 100, 156602. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.W.; Xing, Y.M. Nanoscale deformation analysis of a crack-tip in silicon by geometric phase analysis and numerical Moiré method. Opt. Lasers Eng. 2010, 48, 1104–1107. [Google Scholar] [CrossRef]
- Shi, W.X.; Huang, X.F.; Liu, Z.W. Transmission-lattice based geometric phase analysis for evaluating the dynamic deformation of a liquid surface. Opt. Express 2014, 22, 10559–10569. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.W.; Xie, H.M.; Gu, C.Z.; Meng, Y.G. The digital geometric phase technique applied to the deformation evaluation of MEMS devices. J. Micromech. Microeng. 2009, 19, 015012. [Google Scholar] [CrossRef]
- Wang, Q.H.; Xie, H.M.; Liu, Z.W.; Lou, X.H.; Wang, J.F.; Xu, K.W.; Zhang, Z.H.; Liao, J.H.; Gu, C.Z. Residual stress assessment of interconnects by slot milling with FIB and geometric phase analysis. Opt. Lasers Eng. 2010, 48, 1113–1118. [Google Scholar] [CrossRef]
- Dai, X.L.; Xie, H.M.; Wang, H.X.; Li, C.W.; Liu, Z.W.; Wu, L.F. The geometric phase analysis method based on the local high resolution discrete Fourier transform for deformation measurement. Meas. Sci. Technol. 2014, 25, 025402. [Google Scholar] [CrossRef]
- Dai, X.L.; Xie, H.M.; Wang, Q.H. Geometric phase analysis based on the windowed Fourier transform for the deformation field measurement. Opt. Laser Technol. 2014, 58, 119–127. [Google Scholar] [CrossRef]
- Anderson, E.H.; Horwitz, C.M.; Smith, H.I. Holographic lithography with thick photoresist. Appl. Phys. Lett. 1983, 43, 874–875. [Google Scholar] [CrossRef]
- Zhu, J.G.; Xie, H.M.; Hu, Z.X.; Chen, P.W.; Zhang, Q.M. Cross-sectional residual stresses in thermal spray coatings measured by Moiré interferometry and nanoindentation technique. J. Therm. Spray Technol. 2012, 21, 810–817. [Google Scholar] [CrossRef]
- Hao, W.F.; Zhang, Y.; Yuan, Y.N. Eigenfunction virtual fields method for thermo-mechanical parameters identification of composite materials. Polym. Test. 2016, 50, 224–234. [Google Scholar] [CrossRef]
- Ritucci, A.; Reale, A.; Zuppella, P.; Reale, L.; Tucceri, P.; Tomassetti, G.; Bettotti, P.; Pavesi, L. Interference lithography by a soft X-ray laser beam: Nanopatterning on photoresists. J. Appl. Phys. 2007, 102, 034313. [Google Scholar] [CrossRef]
- Xie, H.M.; Kishimoto, S.; Shinya, N. Fabrication of high-frequency electron beam Moiré grating using multi-deposited layer techniques. Opt. Laser Technol. 2000, 32, 361–367. [Google Scholar] [CrossRef]
- Xie, H.M.; Li, B.; Geer, R.; Xu, B.; Castracane, J. Focused ion beam Moiré method. Opt. Lasers Eng. 2003, 40, 163–177. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint of sub-25 nm vias and trenches in polymers. Appl. Phys. Lett. 1995, 67, 3114–3116. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint lithography with 25-nanometer resolution. Science 1996, 272, 85–87. [Google Scholar] [CrossRef]
- Tang, M.J.; Xie, H.M.; Xie, H.M.; Zhu, J.G.; Li, X.J. Study of Moiré grating fabrication on metal samples using nanoimprint lithography. Opt. Express 2012, 20, 2942–2955. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.G.; Xie, H.M.; Tang, M.J.; Li, X.J. Optimum design of processing condition and experimental investigation of grating fabrication with hot embossing lithography. Acta Mech. Solida Sin. 2009, 22, 665–671. [Google Scholar] [CrossRef]
- Lee, Y.C.; Chen, C.M.; Wu, C.Y. A new excimer laser micromachining method for axially symmetric 3D micro-structures with continuous surface profiles. Sens. Actuators A Phys. 2005, 117, 349–355. [Google Scholar] [CrossRef]
- Gedvilas, M.; Raciukaitis, G.; Regelskis, K.; Gecys, P. Formation of gratings by self-organization of the chromium thin film on the glass substrate under irradiation with laser pulses. J. Laser Micro Nanoeng. 2008, 3, 58–62. [Google Scholar] [CrossRef]
- Luo, Y.H.; Zhang, Q.J.; Liu, H.Y.; Peng, G.D. Gratings fabrication in benzildimethylketal doped photosensitive polymer optical fibers using 355 nm nanosecond pulsed laser. Opt. Lett. 2010, 35, 751–753. [Google Scholar] [CrossRef] [PubMed]
- Xia, Z.; Chen, C.; Fang, H.; Chen, S. The mechanism and process of nanosecond pulsed-laser induced subwavelength periodic ripples on silica films. Appl. Surf. Sci. 2015, 337, 151–157. [Google Scholar] [CrossRef]
- Tanaka, Y.; Naito, K.; Kishimoto, S.; Kagawa, Y. Development of a pattern to measure multiscale deformation and strain distribution via in situ FE-SEM observations. Nanotechnology 2011, 22, 115704. [Google Scholar] [CrossRef] [PubMed]
- Shen, Z.H.; Zhang, S.Y.; Lu, L.; Ni, X.W. Mathematical modeling of laser induced heating and melting in solids. Opt. Laser Technol. 2001, 33, 533–537. [Google Scholar] [CrossRef]
- Felter, T.E.; Hrubesh, L.; Kubota, A.; Davila, L.; Caturla, M. Laser damage probability studies of fused silica modified by MeV ion implantation. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2003, 207, 72–79. [Google Scholar] [CrossRef]
- Liu, J.M. Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef] [PubMed]
- Gross, D.; Seelig, T. Fracture Mechanics, with an Introduction to Micromechanics, 2rd ed.; Springer: Berlin, Germany, 2011; pp. 63–70. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | Ω0 (μm) | Eth (μJ) | Ith (J/mm2) |
|---|---|---|---|
| Si | 52.0 | 8.71 | 2.05 |
| Stainless Steel | 75.6 | 17.0 | 1.89 |
| Al Film | 25.7 | 6.8 | 6.56 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, G.; He, W.; Zhu, J.; Chen, L. Fabrication of Micro-Scale Gratings by Nanosecond Laser and Its Applications for Deformation Measurements. Micromachines 2017, 8, 136. https://doi.org/10.3390/mi8050136
Yang G, He W, Zhu J, Chen L. Fabrication of Micro-Scale Gratings by Nanosecond Laser and Its Applications for Deformation Measurements. Micromachines. 2017; 8(5):136. https://doi.org/10.3390/mi8050136
Chicago/Turabian StyleYang, Guanbao, Wei He, Jianguo Zhu, and Lei Chen. 2017. "Fabrication of Micro-Scale Gratings by Nanosecond Laser and Its Applications for Deformation Measurements" Micromachines 8, no. 5: 136. https://doi.org/10.3390/mi8050136
APA StyleYang, G., He, W., Zhu, J., & Chen, L. (2017). Fabrication of Micro-Scale Gratings by Nanosecond Laser and Its Applications for Deformation Measurements. Micromachines, 8(5), 136. https://doi.org/10.3390/mi8050136