Modeling the Influence of Tool Deflection on Cutting Force and Surface Generation in Micro-Milling



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Surface Generation and Cutting Force Prediction
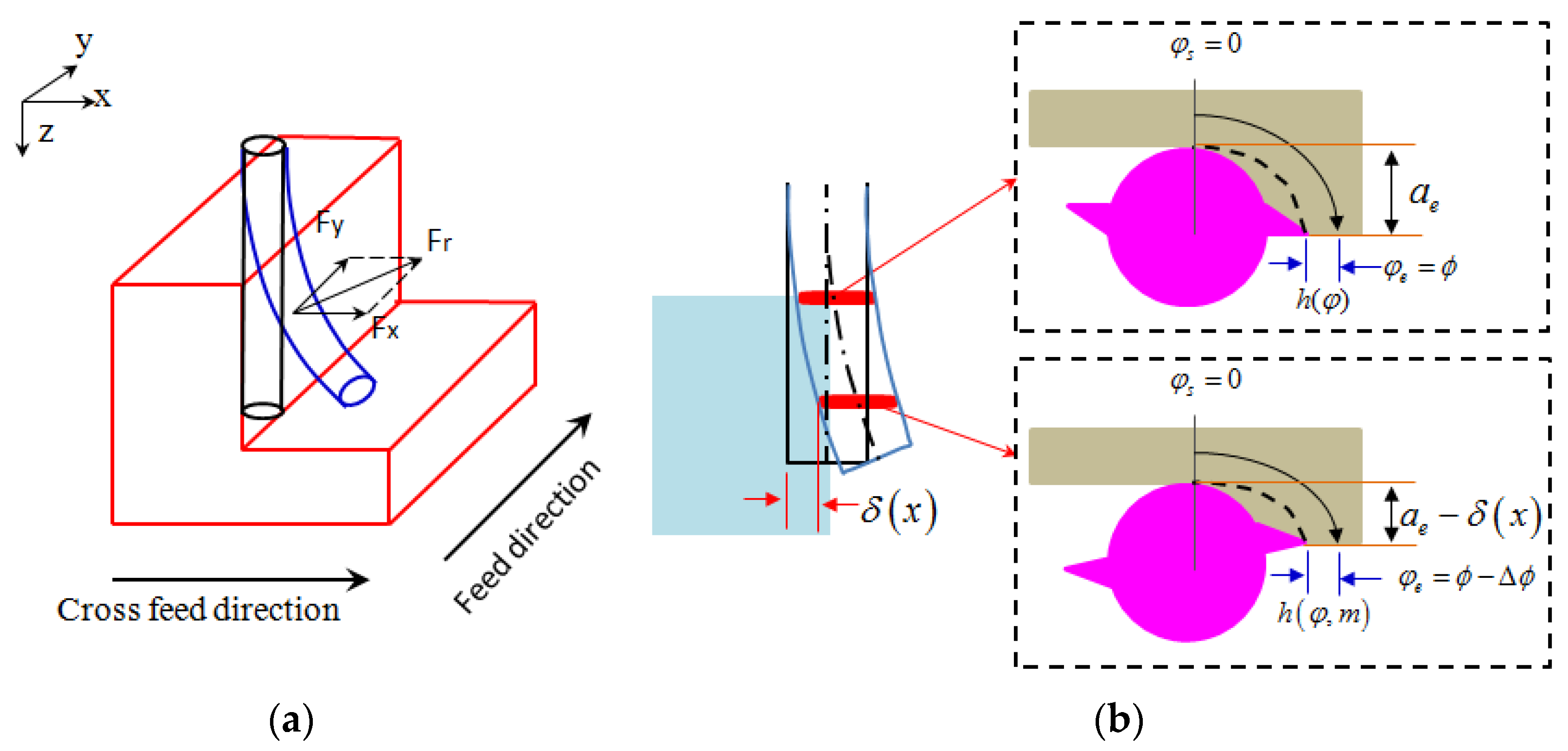
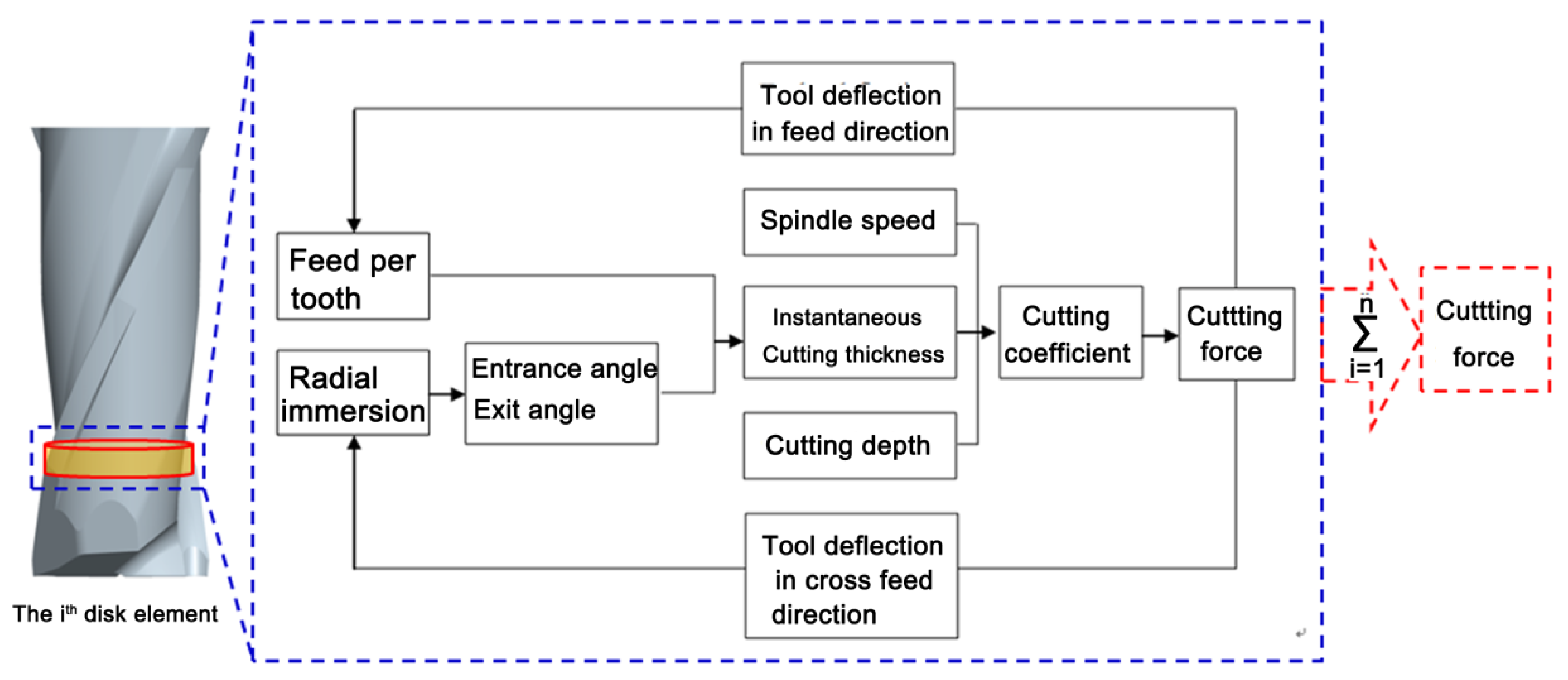
2.1. Cutting Force Calculation
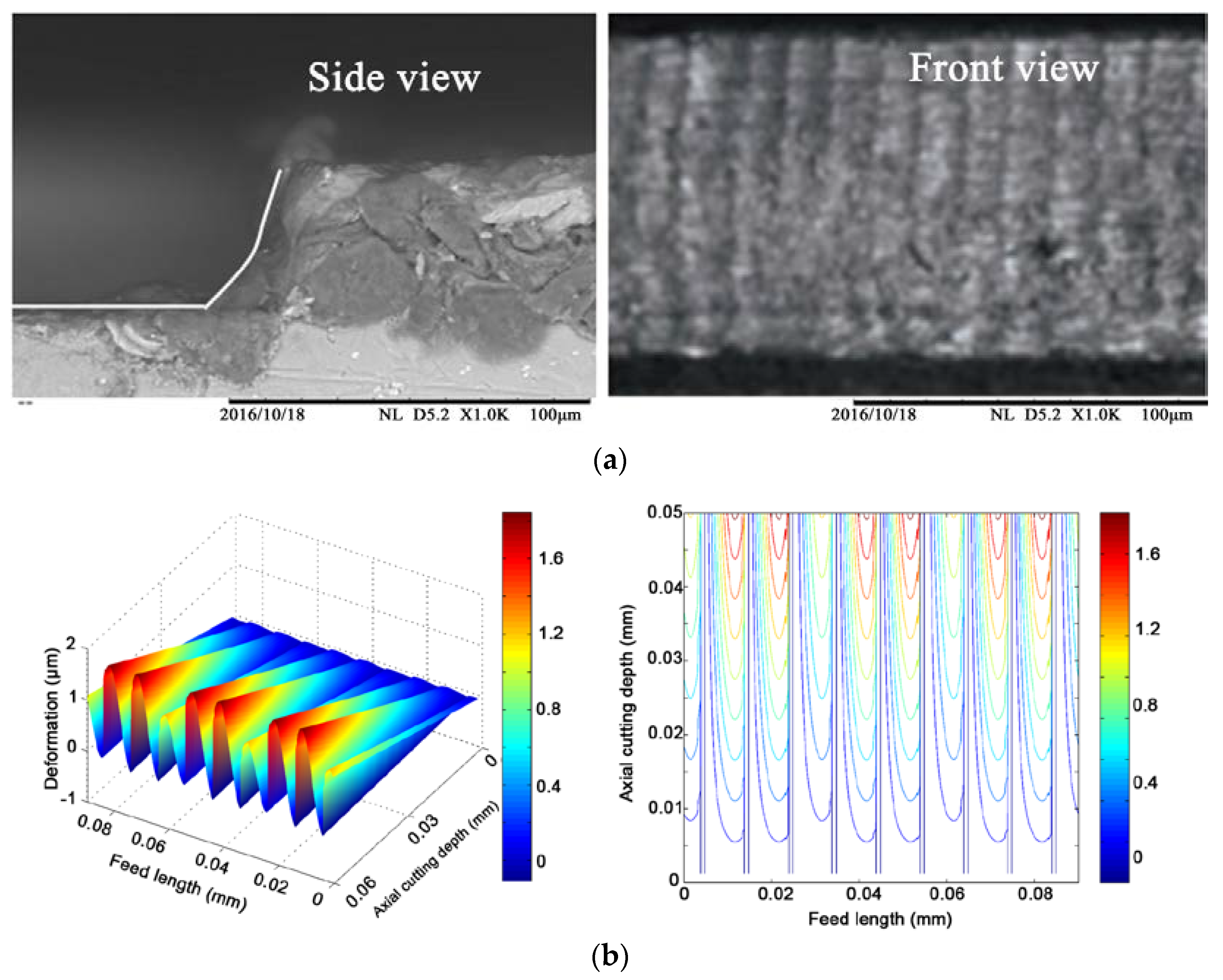
2.2. Side Wall Surface Generation Model
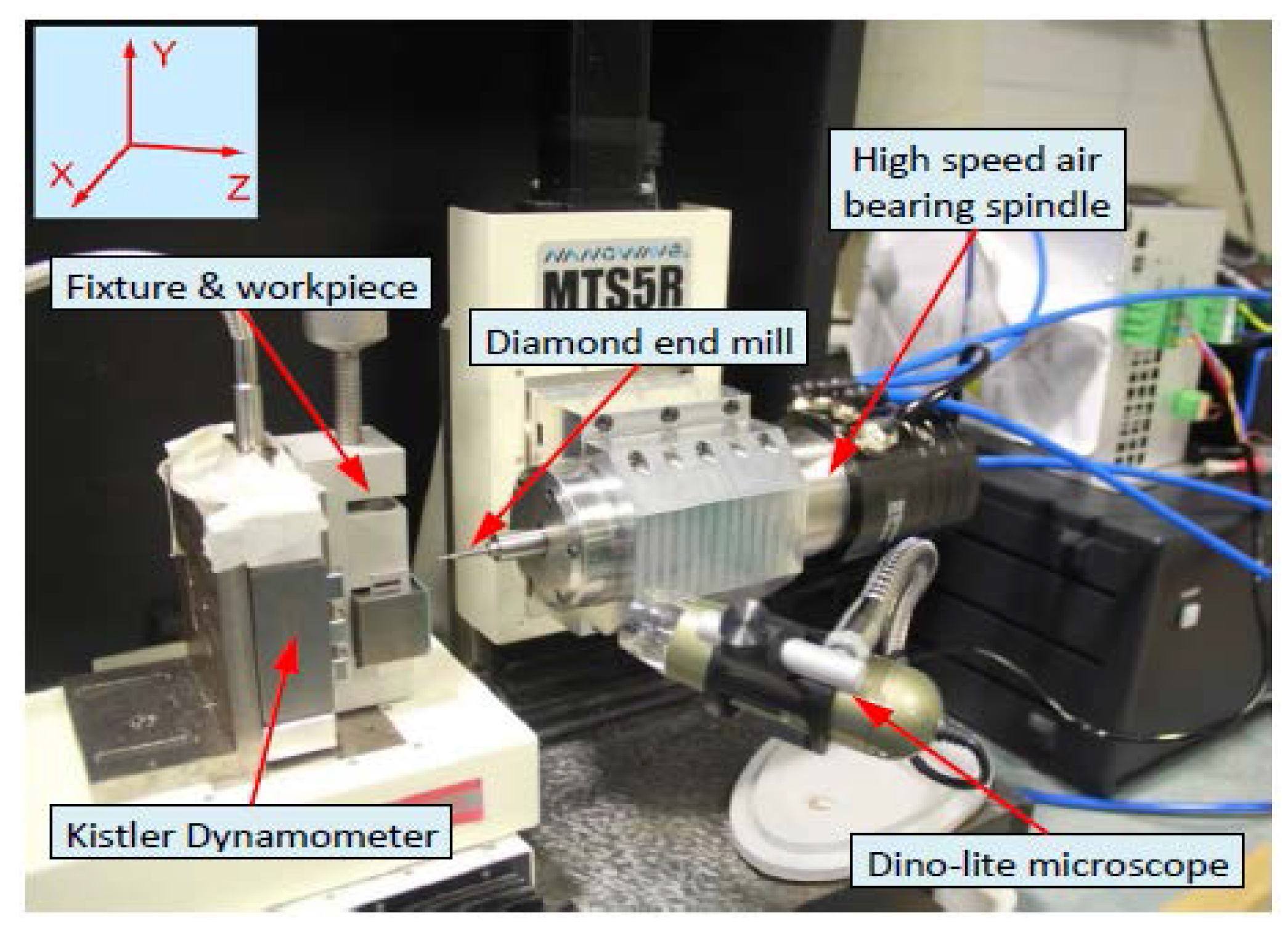
3. Simulation and Experimental Results
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Cheng, K.; Huo, D. Micro Cutting: Fundamentals and Applications; Wiley: Chichester, UK, 2013. [Google Scholar]
- Alting, L.; Kimura, F.; Hansen, H.; Bissacco, G. Micro Engineering. CIRP Ann. Manuf. Technol. 2003, 52, 635–657. [Google Scholar] [CrossRef]
- Huo, D.; Lin, C.; Choong, Z.; Pancholi, K.; Degenaar, P. Surface and Subsurface Characterisation in Micro Milling of Monocrystalline Silicon. Int. J. Adv. Manuf. Technol. 2015, 81, 1319–1331. [Google Scholar] [CrossRef]
- Park, S.; Malekian, M. Mechanistic modeling and accurate measurement of micro end milling forces. CIRP Ann. Manuf. Technol. 2009, 58, 49–52. [Google Scholar] [CrossRef]
- Afazov, S.; Ratchev, S.; Segal, J. Modelling and simulation of micro-milling cutting forces. J. Mater. Process. Technol. 2010, 210, 2154–2162. [Google Scholar] [CrossRef]
- Li, C.; Lai, X.; Li, H.; Ni, J. Modelling of three-dimensional cutting forces in micro-end-milling. J. Micromech. Microeng. 2007, 17, 671–678. [Google Scholar] [CrossRef]
- Attanasio, A.; Garbellini, A.; Ceretti, E.; Giardini, C. Force modelling in micromilling of channels. Int. J. Nanomanuf. 2015, 11, 275–296. [Google Scholar] [CrossRef]
- Arizmendi, M.; Campa, F.J.; Fernández, J.; de Lacalle, L.L.; Gil, A.; Bilbao, E.; Veiga, F.; Lamikiz, A. Model for surface topography prediction in peripheral milling considering tool vibration. CIRP Ann. Manuf. Technol. 2009, 58, 93–96. [Google Scholar] [CrossRef]
- Ismail, F.; Elbestawi, M.A.; Du, R.; Urbasik, K. Generation of Milled Surfaces Including Tool Dynamics and Wear. Trans. ASME J. Eng. Ind. 1993, 115, 245–252. [Google Scholar]
- Omar, O.E.; El-Wardany, T.; Ng, E.; Elbestawi, M.A. An improved cutting force and surface topography prediction model in end milling. Int. J. Mach. Tools Manuf. 2007, 47, 1263–1275. [Google Scholar] [CrossRef]
- Yuan, L.; Zeng, S.; Chen, Z. Simultaneous prediction of surface topography and surface location error in milling. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 229, 1805–1829. [Google Scholar] [CrossRef]
- Denkena, B.; Krüger, M.; Bachrathy, D.; Stepan, G. Model based reconstruction of milled surface topography from measured cutting forces. Int. J. Mach. Tools Manuf. 2012, 54, 25–33. [Google Scholar] [CrossRef]
- Jiang, H.; Long, X.; Meng, G. Study of the Correlation between Surface Generation and Cutting Vibrations in Peripheral Milling. J. Mater. Process. Technol. 2008, 208, 229–238. [Google Scholar] [CrossRef]
- Lavernhe, S.; Christophe, T.; Claire, L. Optimization of 5-axis high-speed machining using a surface based approach. Comput. Aided Des. 2008, 40, 1015–1023. [Google Scholar] [CrossRef]
- Dépincé, P.; Hascoet, J.Y. Active integration of tool deflection effects in end milling. Part 1. Prediction of milled surfaces. Int. J. Mach. Tools Manuf. 2006, 46, 937–944. [Google Scholar] [CrossRef]
- Heo, S.; Lee, M.; Kim, S.H.; Lee, W.; Min, B.K. Compensation of tool deflection in micromilling using workpiece holder control device. Int. J. Precis. Eng. Manuf. 2015, 16, 1205–1208. [Google Scholar] [CrossRef]
- Rao, V.S.; Rao, P.V.M. Tool deflection compensation in peripheral milling of curved geometries. Int. J. Mach. Tools Manuf. 2006, 46, 2036–2043. [Google Scholar] [CrossRef]
- Mamedov, A.; Lazoglu, I. Machining forces and tool deflections in micro milling. Procedia CIRP 2013, 8, 147–151. [Google Scholar] [CrossRef]
- Bao, W.Y.; Tansel, I.N. Modeling micro-end-milling operations. Part II: Tool run-out. Int. J. Mach. Tools Manuf. 2000, 40, 2175–2192. [Google Scholar] [CrossRef]







© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huo, D.; Chen, W.; Teng, X.; Lin, C.; Yang, K. Modeling the Influence of Tool Deflection on Cutting Force and Surface Generation in Micro-Milling. Micromachines 2017, 8, 188. https://doi.org/10.3390/mi8060188
Huo D, Chen W, Teng X, Lin C, Yang K. Modeling the Influence of Tool Deflection on Cutting Force and Surface Generation in Micro-Milling. Micromachines. 2017; 8(6):188. https://doi.org/10.3390/mi8060188
Chicago/Turabian StyleHuo, Dehong, Wanqun Chen, Xiangyu Teng, Chao Lin, and Kai Yang. 2017. "Modeling the Influence of Tool Deflection on Cutting Force and Surface Generation in Micro-Milling" Micromachines 8, no. 6: 188. https://doi.org/10.3390/mi8060188
APA StyleHuo, D., Chen, W., Teng, X., Lin, C., & Yang, K. (2017). Modeling the Influence of Tool Deflection on Cutting Force and Surface Generation in Micro-Milling. Micromachines, 8(6), 188. https://doi.org/10.3390/mi8060188