Designing a Tool System for Lowering Friction during the Ejection of In-Die Sintered Micro Gears


Abstract
:1. Introduction
2. Materials and Methods
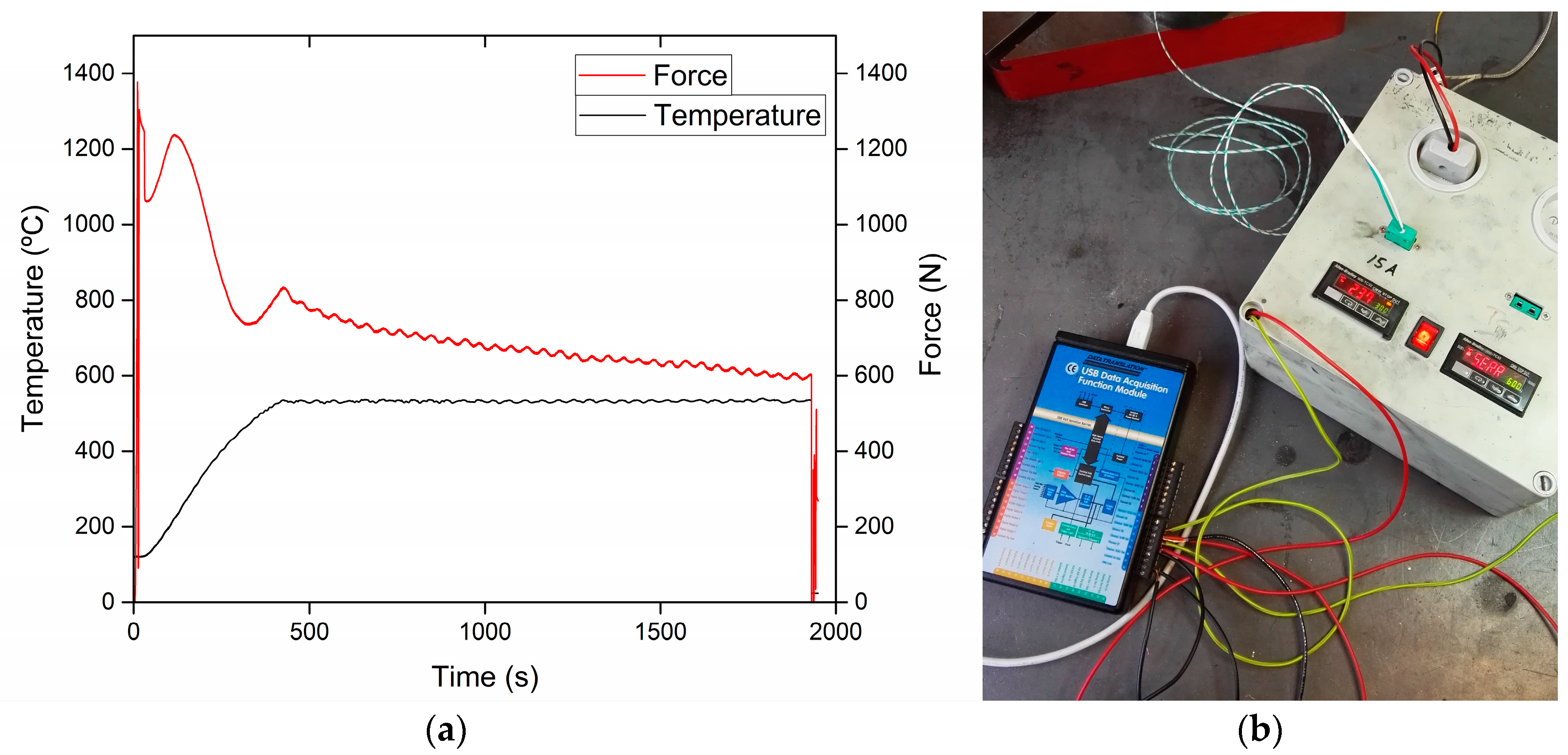
3. Experimental Setup
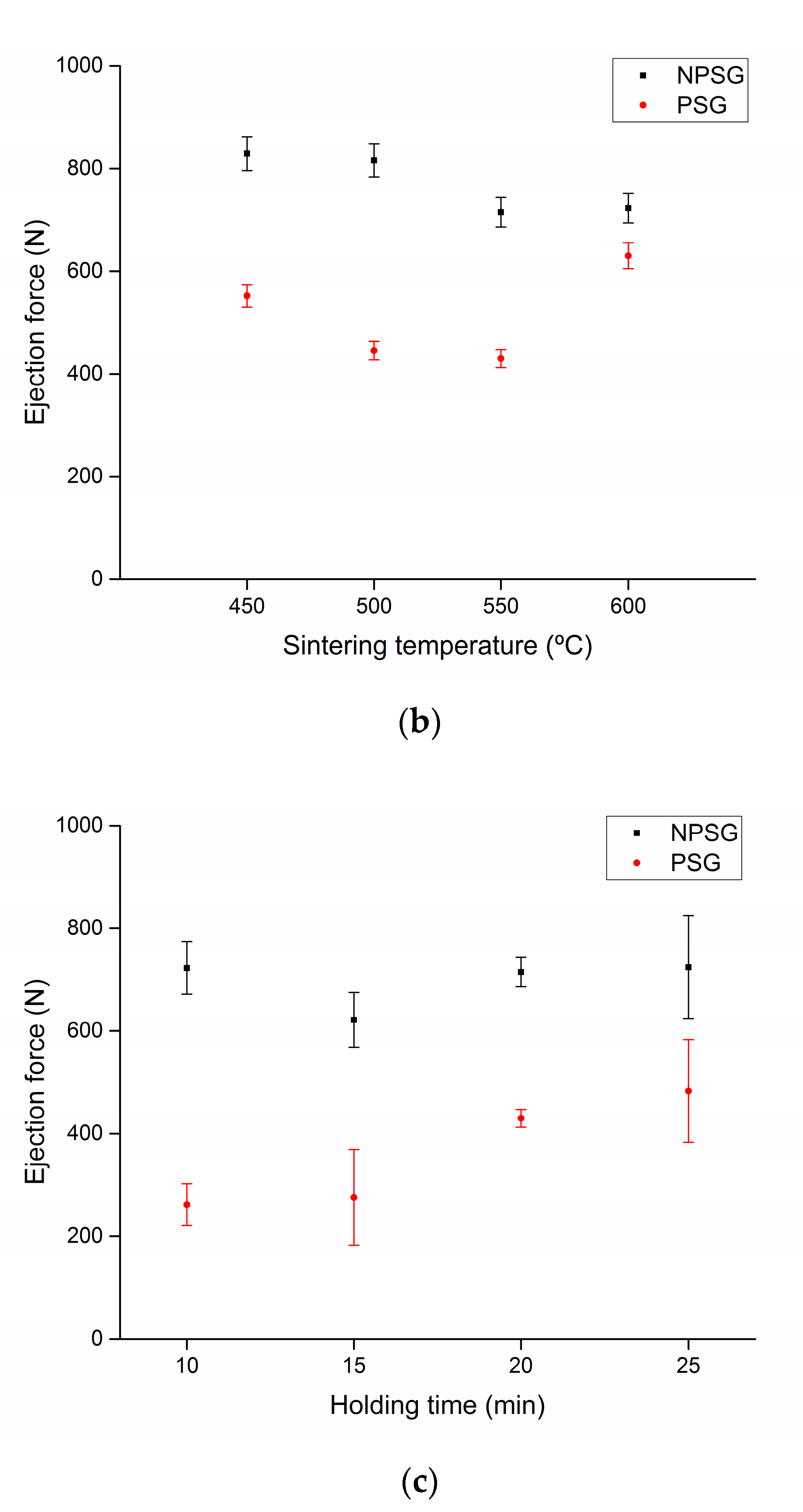
4. Results and Discussions
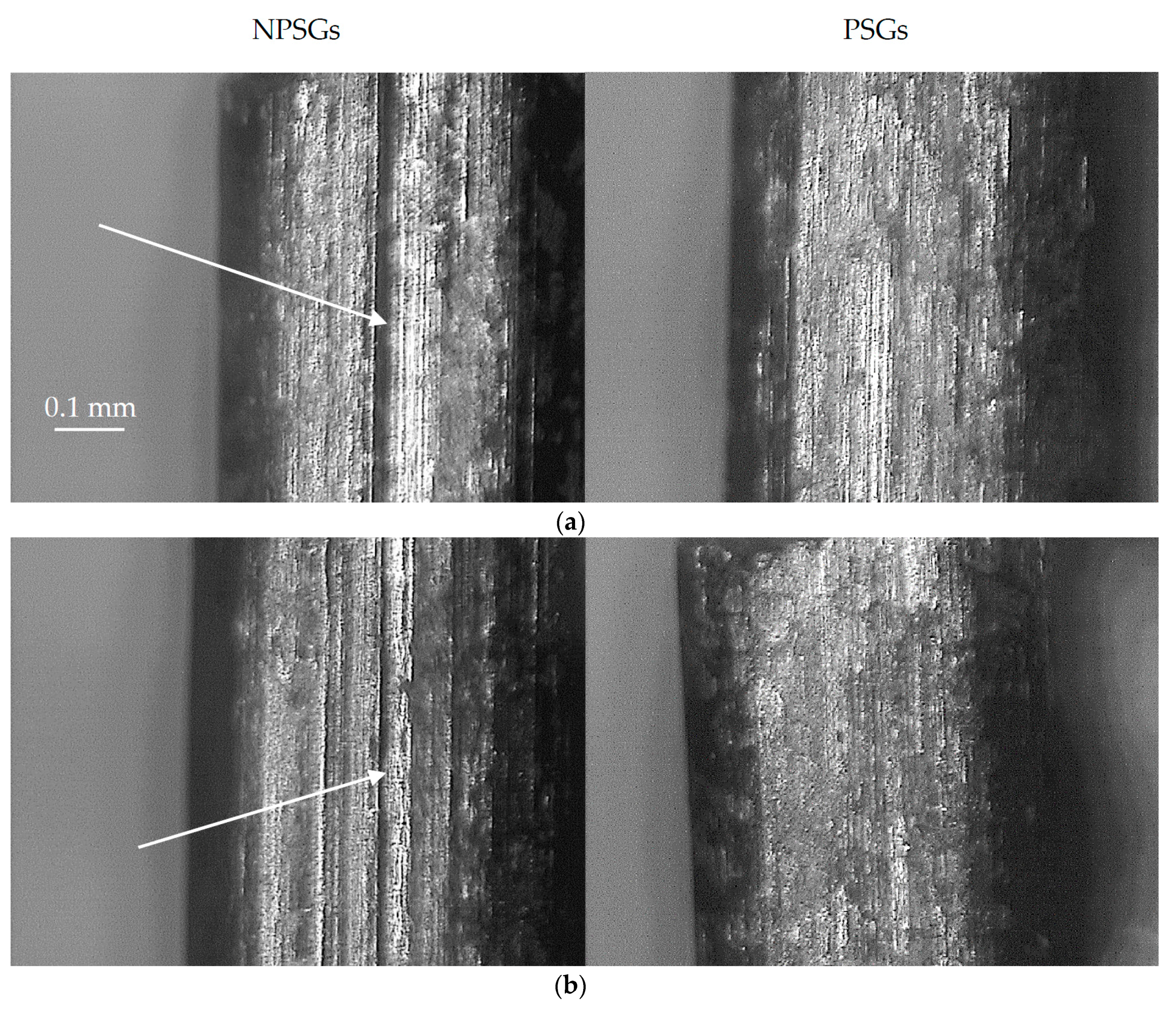
4.1. Visual Inspection of Micro-Gears Using an Optical Microscope
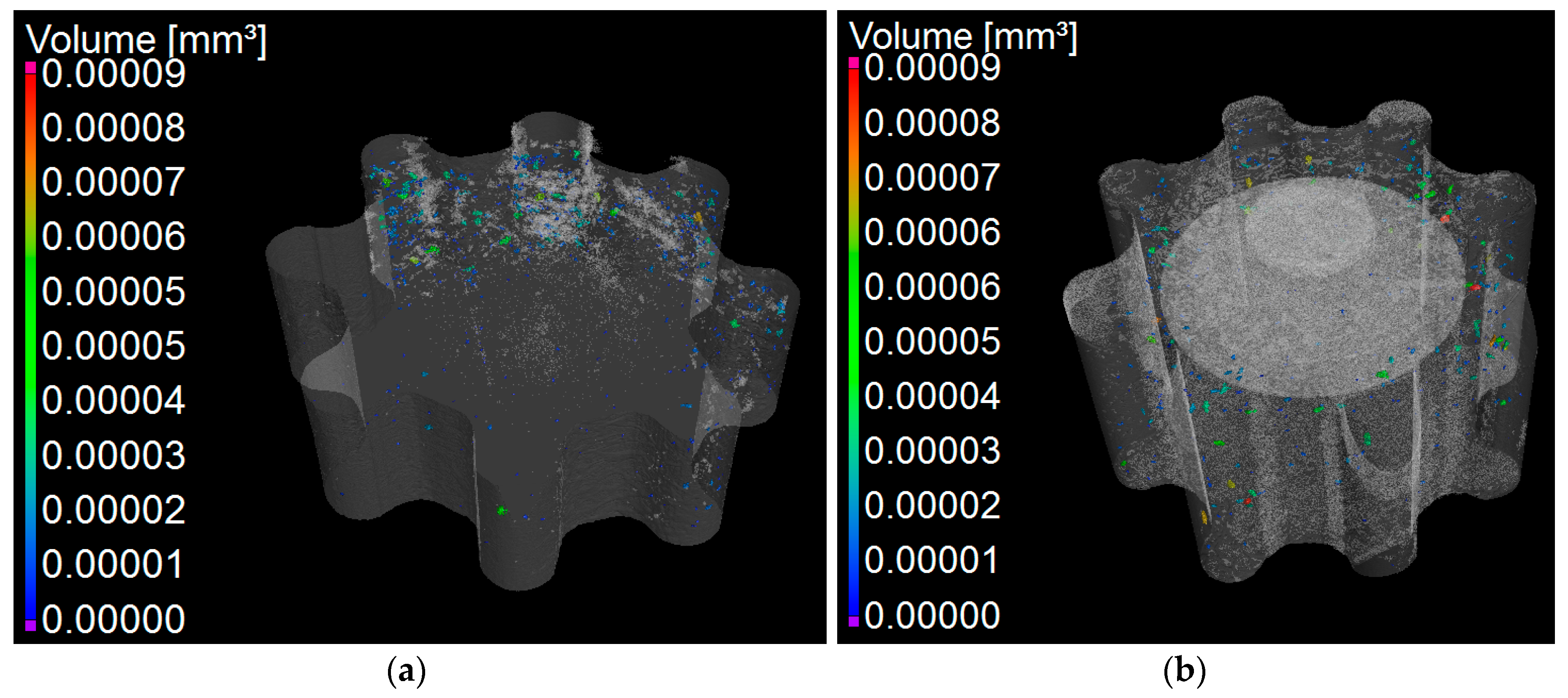
4.2. Characterization of Micro-Gears Using Computed Tomography
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Castro, R.H.R. Overview of Conventional Sintering. In Sintering; Castro, R.H.R., van Benthem, K., Eds.; Springer: Berlin, Germany, 2013; Volume 35, pp. 1–16. [Google Scholar]
- Groza, J.R.; Zavaliangos, A. Nanostructured bulk solids by field activated sintering. Rev. Adv. Mater. Sci. 2003, 5, 24–33. [Google Scholar]
- Wang, G.P.; Liu, W.Q.; Huang, Y.L.; Ma, S.C.; Zhong, Z.C. Effects of sintering temperature on the mechanical properties of sintered NdFeB permanent magnets prepared by spark plasma sintering. J. Magn. Magn. Mater. 2014, 349, 1–4. [Google Scholar] [CrossRef]
- Garay, J.E. Current-Activated, Pressure-Assisted Densification of Materials. Annu. Rev. Mater. Res. 2010, 40, 445–468. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Rathel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Li, W.; Olevsky, E.A.; McKittrick, J.; Maximenko, A.L.; German, R.M. Densification mechanisms of spark plasma sintering: Multi-step pressure dilatometry. J. Mater. Sci. 2012, 47, 7036–7046. [Google Scholar] [CrossRef]
- Akarachkin, S.A.; Ivashutenko, A.S.; Martyushev, N.V. Activation of mass transfer processes at spark plasma sintering of zirconium dioxide. IOP Conf. Ser. Mater. Sci. Eng. 2016, 124, 12042. [Google Scholar] [CrossRef]
- Zhao, J.; Qin, Y.; Huang, K.; Hijji, H. Forming of micro-components by electrical-field activated sintering. MATEC Web Conf. 2015, 21. [Google Scholar] [CrossRef]
- Orrù, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Munir, Z.A.; Quach, D.V.; Ohyanagi, M. Electric current activation of sintering: A review of the pulsed electric current sintering process. J. Am. Ceram. Soc. 2011, 94, 1–19. [Google Scholar] [CrossRef]
- Delaizir, G.; Bernard-Granger, G.; Monnier, J.; Grodzki, R.; Kim-Hak, O.; Szkutnik, P.D.; Soulier, M.; Saunier, S.; Goeuriot, D.; Rouleau, O.; et al. A comparative study of Spark Plasma Sintering (SPS), Hot Isostatic Pressing (HIP) and microwaves sintering techniques on p-type Bi2Te3 thermoelectric properties. Mater. Res. Bull. 2012, 47, 1954–1960. [Google Scholar] [CrossRef]
- Giuntini, D.; Olevsky, E.A.; Garcia-Cardona, C.; Maximenko, A.L.; Yurlova, M.S.; Haines, C.D.; Martin, D.G.; Kapoor, D. Localized overheating phenomena and optimization of spark-plasma sintering tooling design. Materials 2013, 6, 2612–2632. [Google Scholar] [CrossRef]
- Chawake, N.; Pinto, L.D.; Srivastav, A.K.; Akkiraju, K.; Murty, B.S.; Kottada, R.S. On Joule heating during spark plasma sintering of metal powders. Scr. Mater. 2014, 93, 52–55. [Google Scholar] [CrossRef]
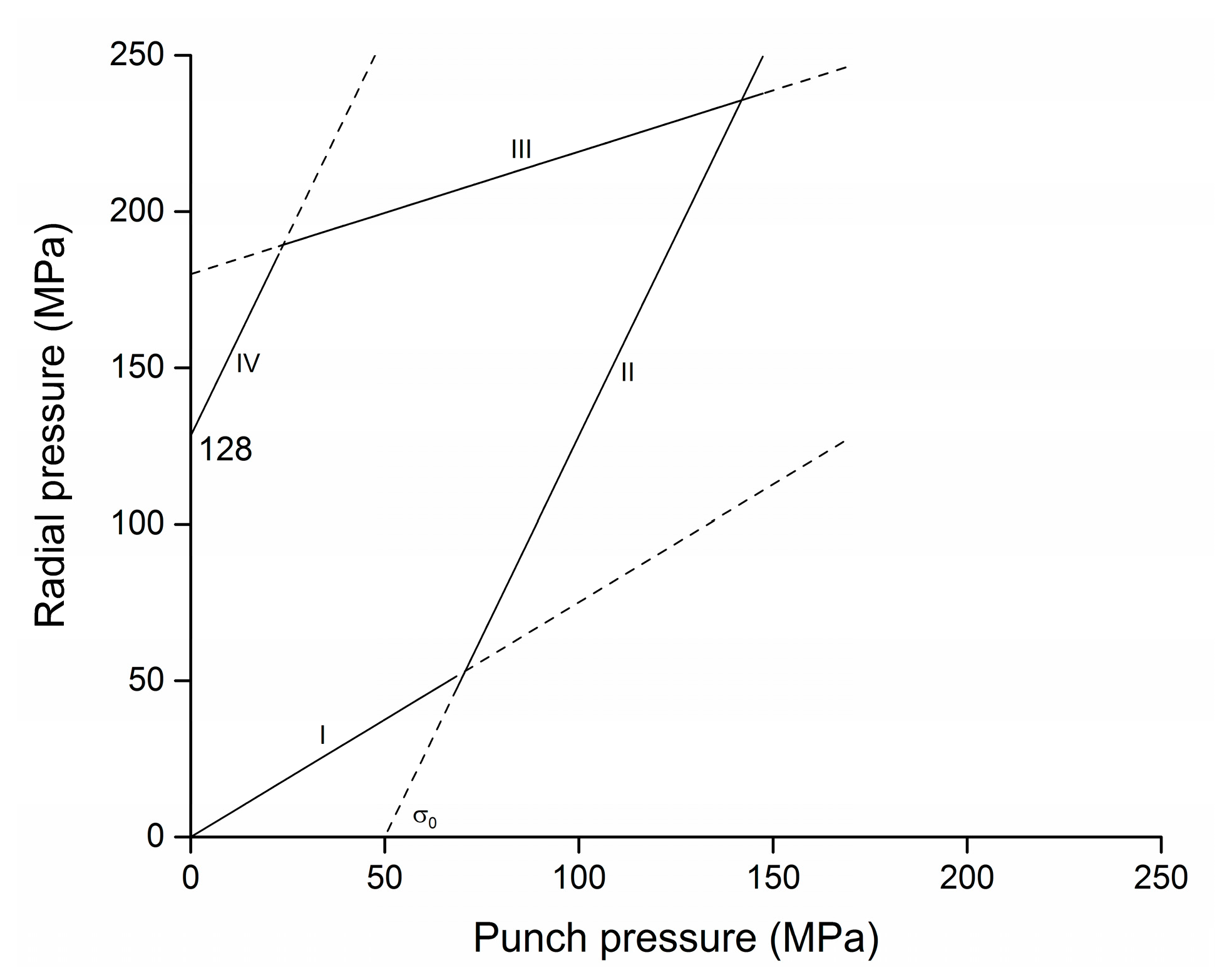
- Long, W.M. Radial pressures in powder compaction. Powder Metall. 1960, 6, 73–86. [Google Scholar] [CrossRef]
- Bockstiegel, G. The Porosity-Pressure Curve and its Relation to the Size Distribution of Pores in Iron Powder Compacts. In Proceedings of the 1965 International Powder Metallurgy Conference, New York, NY, USA, 14–17 June 1965. [Google Scholar]
- Höganäs AB. Production of Sintered Components. Available online: https://www.hoganas.com/globalassets/media/sharepoint-documents/HandbooksAllDocuments/Handbook2_Production_of_Sintered_Components_December_2013_0675HOG_interactive.pdf (accessed on 5 June 2017).
- Rahman, M.M.; Nor, S.S.M. An experimental investigation of metal powder compaction at elevated temperature. Mech. Mater. 2009, 41, 553–560. [Google Scholar] [CrossRef]
- Enneti, R.K.; Lusin, A.; Kumar, S.; German, R.M.; Atre, S.V. Effects of lubricant on green strength, compressibility and ejection of parts in die compaction process. Powder Technol. 2013, 233, 22–29. [Google Scholar] [CrossRef]
- Li, Y.Y.; Ngai, T.L.; Zhang, D.T.; Long, Y.; Xia, W. Effect of die wall lubrication on warm compaction powder metallurgy. J. Mater. Process. Technol. 2002, 129, 354–358. [Google Scholar] [CrossRef]
- Luo, S.D.; Yang, Y.F.; Schaffer, G.B.; Qian, M. Warm die compaction and sintering of titanium and titanium alloy powders. J. Mater. Process. Technol. 2014, 214, 660–666. [Google Scholar] [CrossRef]
- Chen, P.; Kim, G.-Y.; Ni, J. Investigations in the compaction and sintering of large ceramic parts. J. Mater. Process. Technol. 2007, 190, 243–250. [Google Scholar] [CrossRef]
- Andresen, H.; Lund, E. Tooling Solutions for Cold and Warm Forging Applications for Automotive and Other Segments. Available online: http://www.istma.org/istma-world/ISTMA_Conferencehall/uddeholm2008/Tooling%20solutions%20for%20cold%20and%20warm%20forging_Erik%20Lund_Henrik%20Andresen.pdf (accessed on 5 June 2017).
- Garner, S.; Ruiz, E.; Strong, J.; Zavaliangos, A. Mechanisms of crack formation in die compacted powders during unloading and ejection: An experimental and modeling comparison between standard straight and tapered dies. Powder Technol. 2014, 264, 114–127. [Google Scholar] [CrossRef]
- Armentani, E.; Bocchini, G.F.; Cricrì, G. Doubly shrink fitted dies: Optimisation by analytical and FEM calculations. Powder Metall. 2012, 55, 130–141. [Google Scholar] [CrossRef]
- Koç, M.; Arslan, M.A. Design and finite element analysis of innovative tooling elements (stress pins) to prolong die life and improve dimensional tolerances in precision forming processes. J. Mater. Process. Technol. 2003, 142, 773–785. [Google Scholar] [CrossRef]
- Groenbaek, J.; Nielsen, E.R. Stripwound containers for combined radial and axial prestressing. J. Mater. Process. Technol. 1997, 71, 30–35. [Google Scholar] [CrossRef]
- Pan, W.; Qin, Y.; Law, F.; Ma, Y.; Brockett, A.; Juster, N. Feasibility study and tool design of using shape memory alloy as tool-structural elements for forming-error compensation in microforming. Int. J. Adv. Manuf. Technol. 2008, 38, 393–401. [Google Scholar] [CrossRef]
- Qin, Y. Forming-tool design innovation and intelligent tool-structure/system concepts. Int. J. Mach. Tools Manuf. 2006, 46, 1253–1260. [Google Scholar] [CrossRef]
- Fu, M.W.; Chan, W.L. Micro-Scaled Products Development via Microforming; Fu, M.W., Chan, W.L., Eds.; Springer: Berlin, Germany, 2014; ISBN 9781447163268. [Google Scholar]
- Ghassemali, E.; Tan, M.J.; Jarfors, A.E.W.; Lim, S.C.V. Progressive microforming process: Towards the mass production of micro-parts using sheet metal. Int. J. Adv. Manuf. Technol. 2013, 66, 611–621. [Google Scholar] [CrossRef]
- Johnson, D.; Martynov, V.; Gupta, V. Applications of shape memory alloys: Advantages, disadvantages, and limitations. Proc. SPIE 2001, 4557, 341–351. [Google Scholar] [CrossRef]
- Cannella, E.; Nielsen, E.K.; Arentoft, M. Ejection force analysis of sintered aluminium micro gears using a shrink-fit die principle. In Proceedings of the 11th International Conference on Multi-Material Micro Manufacture (4M2016): Co-organised with 10th International Workshop on Microfactories (IWMF2016), Kgs. Lyngby, Denmark, 13–15 September 2016; pp. 41–44. [Google Scholar]
- Noveanu, D. Researches concerning a new method for obtaining spur gears by metal powder compaction in elastic dies. Metalurgia 2013, 65, 35–39. [Google Scholar]
- Atzori, B. Gusci spessi. In Appunti di Costruzione di Macchine; Libreria Cortina: Padova, Italy, 2001; pp. 262–281. [Google Scholar]
- Kruth, J.P.; Bartscher, M.; Carmignato, S.; Schmitt, R.; De Chiffre, L.; Weckenmann, A. Computed tomography for dimensional metrology. CIRP Ann. Manuf. Technol. 2011, 60, 821–842. [Google Scholar] [CrossRef]
- De Chiffre, L.; Carmignato, S.; Kruth, J.P.; Schmitt, R.; Weckenmann, A. Industrial applications of computed tomography. CIRP Ann. Manuf. Technol. 2014, 63, 655–677. [Google Scholar] [CrossRef]
- Geometrical Product Specifications (GPS)—Inspection by Measurement of Workpieces and Measuring Equipment—Part 2: Guidance for the Estimation of Uncertainty in GPS Measurement, in Calibration of Measuring Equipment and in Product; ISO 14253-2:2011; British Standards Institute: London, UK, 2011.
- Müller, P. Coordinate Metrology by Traceable Computed Tomography; Technical University of Denmark (DTU): Kgs. Lyngby, Denmark, 2013. [Google Scholar]
- Stolfi, A. Integrated Quality Control of Precision Assemblies Using Computed Tomography. Ph.D. Thesis, Technical University of Denmark (DTU), Kgs. Lyngby, Denmark, 2017. [Google Scholar]
- Witt, P.L.; McGrain, P. Comparing two sample means t tests. Phys. Ther. 1985, 65, 1730–1733. [Google Scholar] [CrossRef] [PubMed]
- MICRO-FAST. Available online: www.micro-fast.eu (accessed on 5 June 2017).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dstress-ring inn | Dsleeve out | IØ | pint | Dred |
|---|---|---|---|---|
| 11.95 mm | 12.00 mm | 0.05 mm | 326 MPa | 12 µm |
| Punch Pressure | Sintering Temperature | Holding Time |
|---|---|---|
| −27% | −33% | −50% |
| Parameter | Unit | Value |
|---|---|---|
| X-ray tube voltage | kV | 130 |
| X-ray tube current | µA | 50 |
| Corrected voxel size | µm | 2.8 |
| Magnification factor | - | 60 |
| No. of projections | - | 2000 |
| No. of image per projection | - | 2 |
| Integration time | s | 0.5 |
| Scanning time | min | 34 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cannella, E.; Nielsen, E.K.; Stolfi, A. Designing a Tool System for Lowering Friction during the Ejection of In-Die Sintered Micro Gears. Micromachines 2017, 8, 214. https://doi.org/10.3390/mi8070214
Cannella E, Nielsen EK, Stolfi A. Designing a Tool System for Lowering Friction during the Ejection of In-Die Sintered Micro Gears. Micromachines. 2017; 8(7):214. https://doi.org/10.3390/mi8070214
Chicago/Turabian StyleCannella, Emanuele, Emil Krabbe Nielsen, and Alessandro Stolfi. 2017. "Designing a Tool System for Lowering Friction during the Ejection of In-Die Sintered Micro Gears" Micromachines 8, no. 7: 214. https://doi.org/10.3390/mi8070214
APA StyleCannella, E., Nielsen, E. K., & Stolfi, A. (2017). Designing a Tool System for Lowering Friction during the Ejection of In-Die Sintered Micro Gears. Micromachines, 8(7), 214. https://doi.org/10.3390/mi8070214