Ultrasonically Assisted Single Point Diamond Turning of Optical Mold of Tungsten Carbide


Abstract
:1. Introduction
2. Experimental Preparation
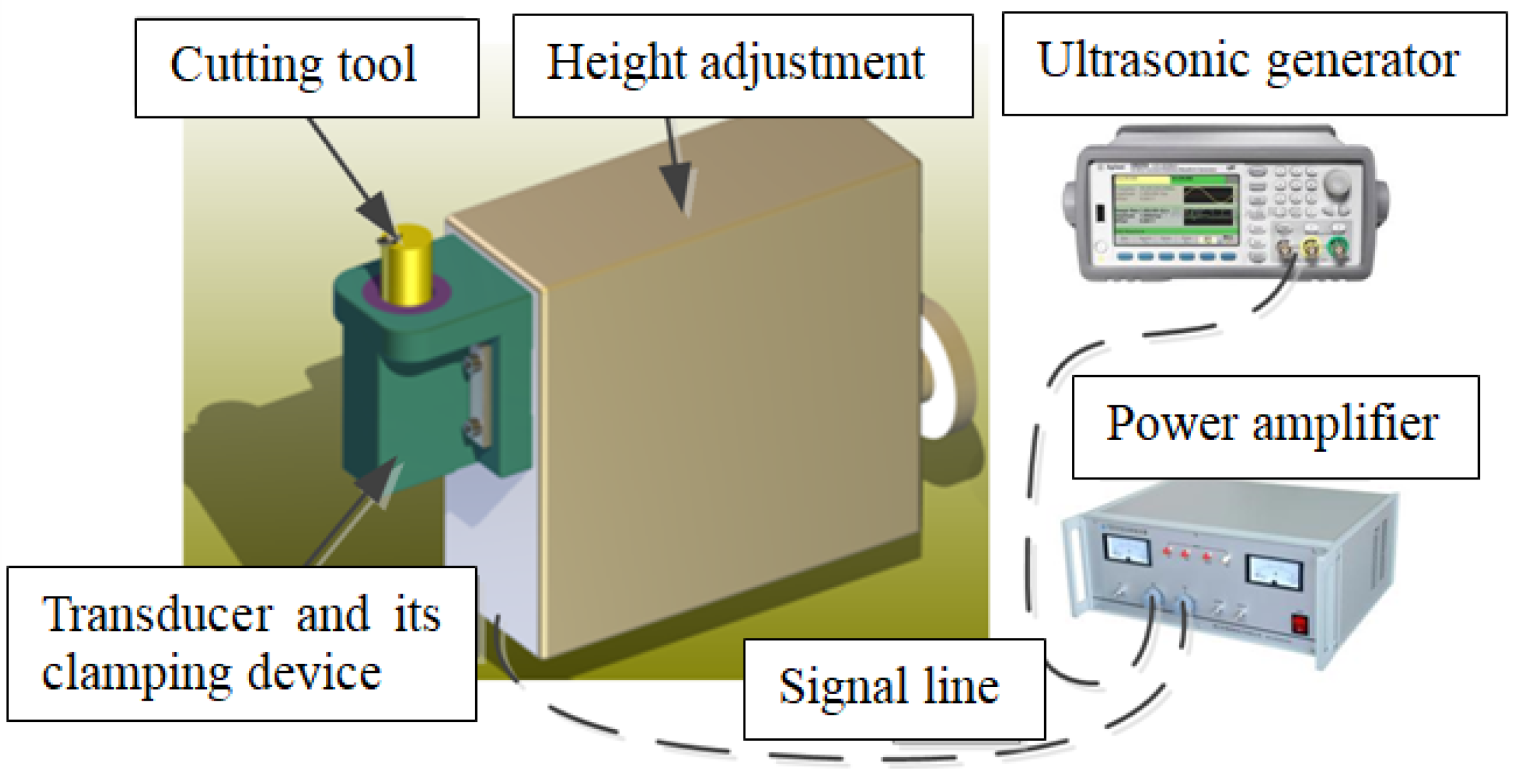
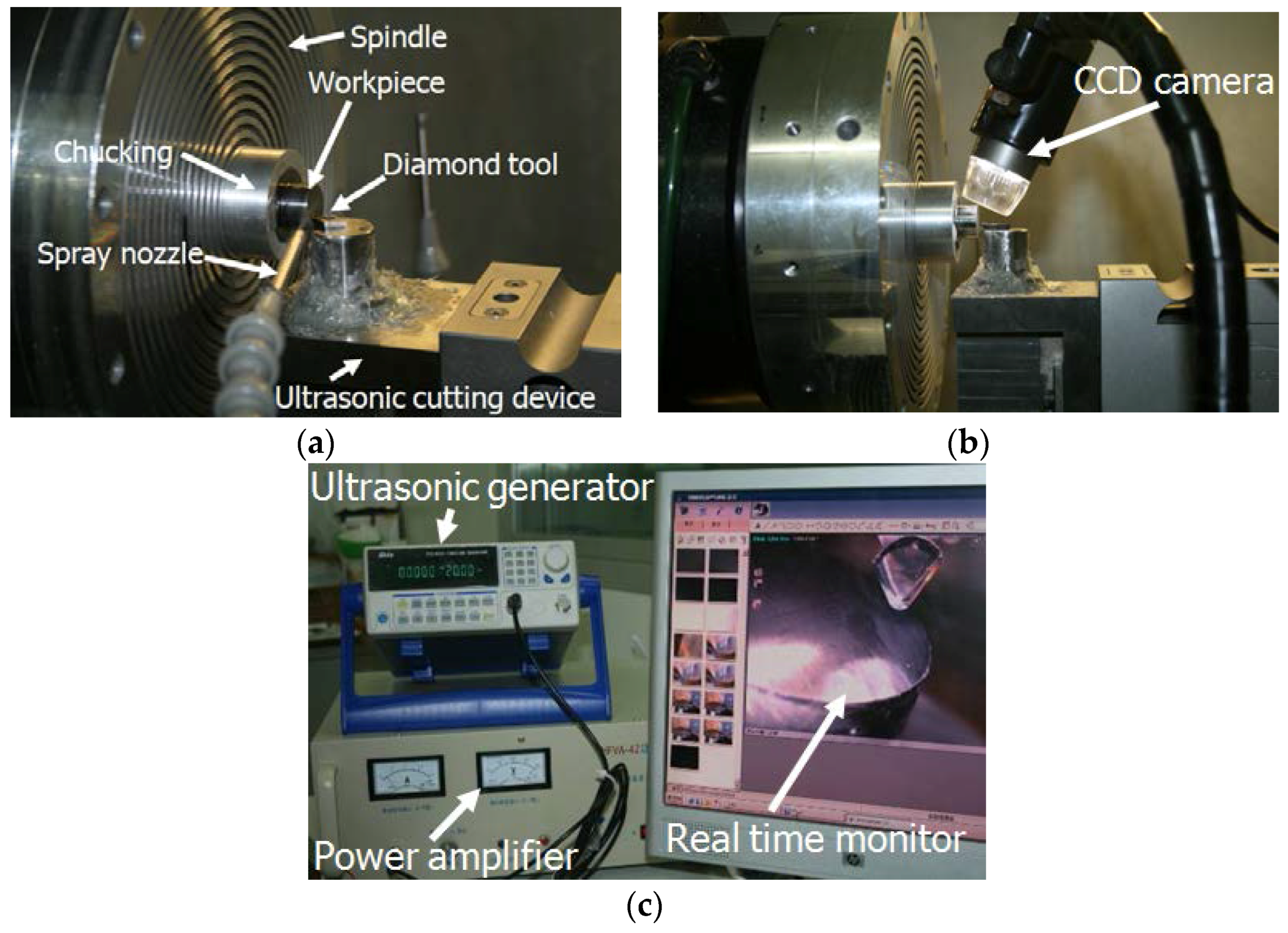
2.1. Ultrasonic Vibration Cutting System
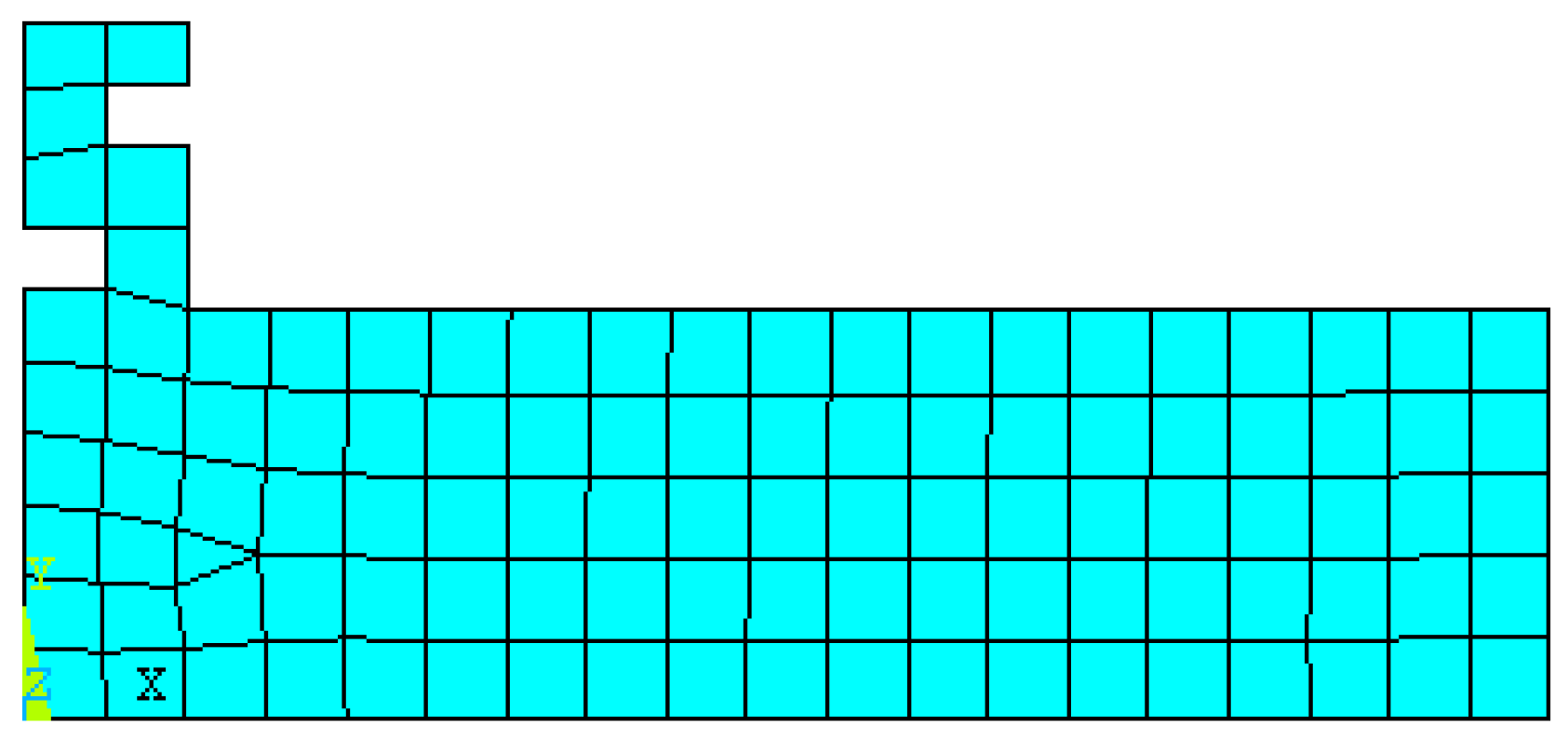
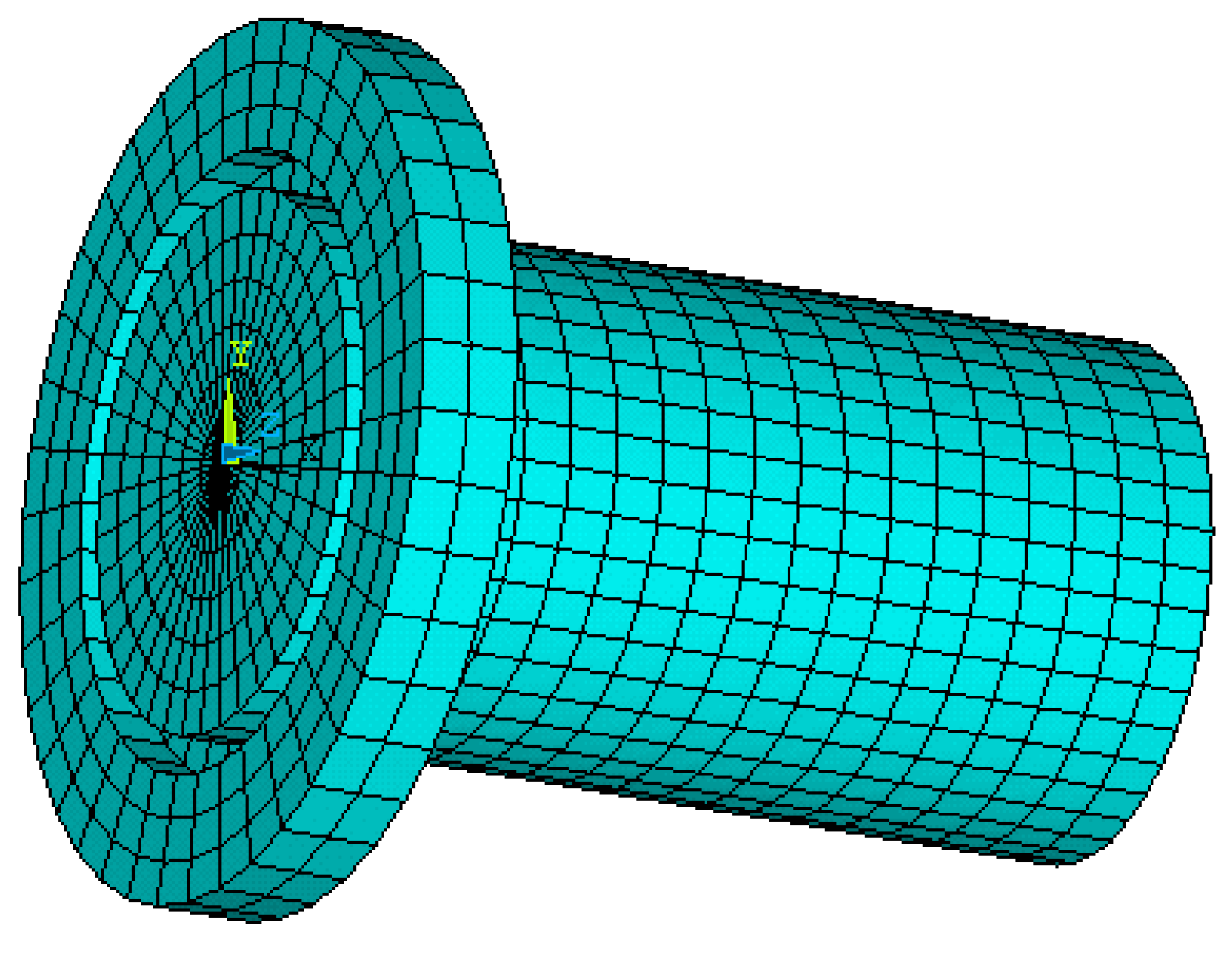
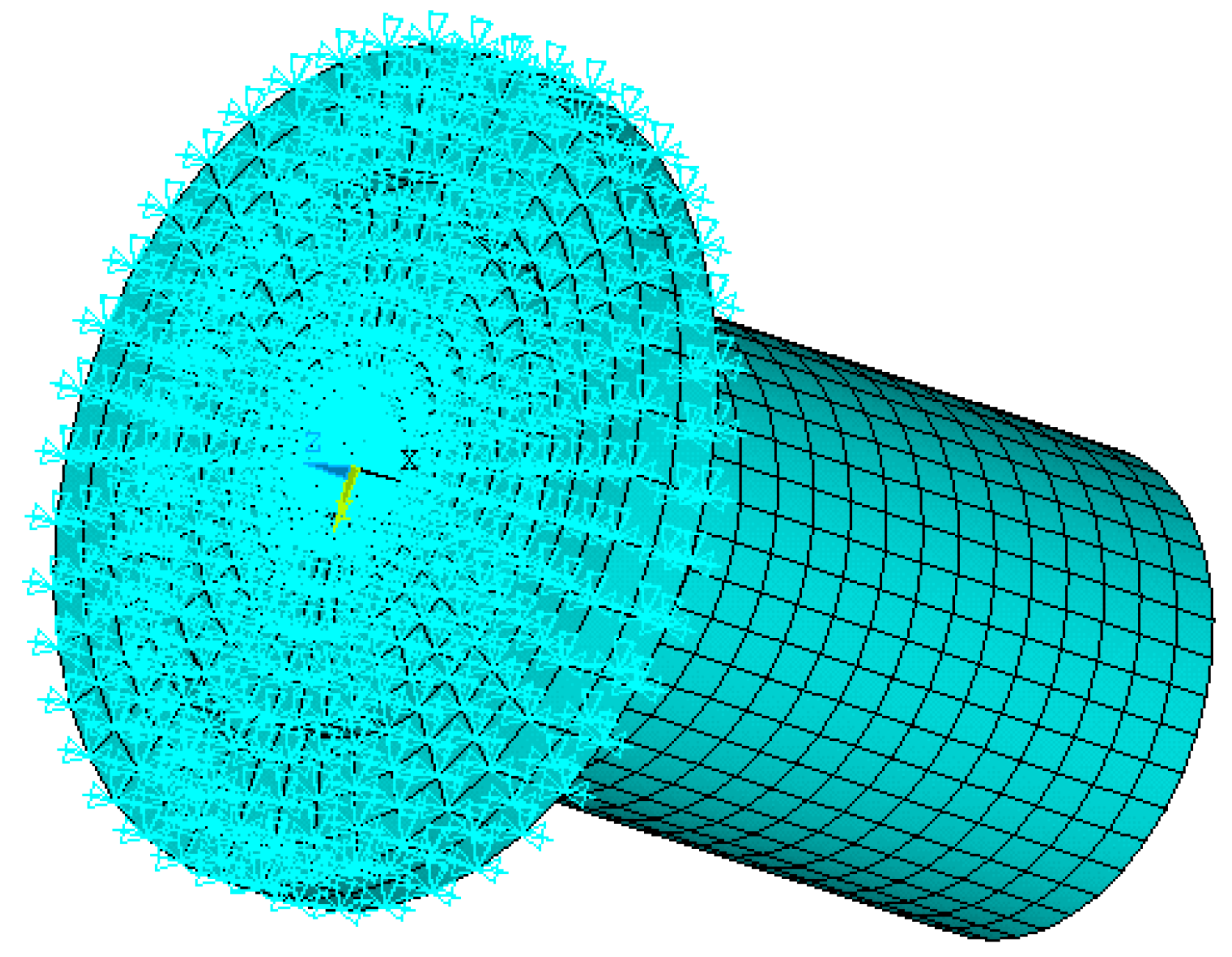
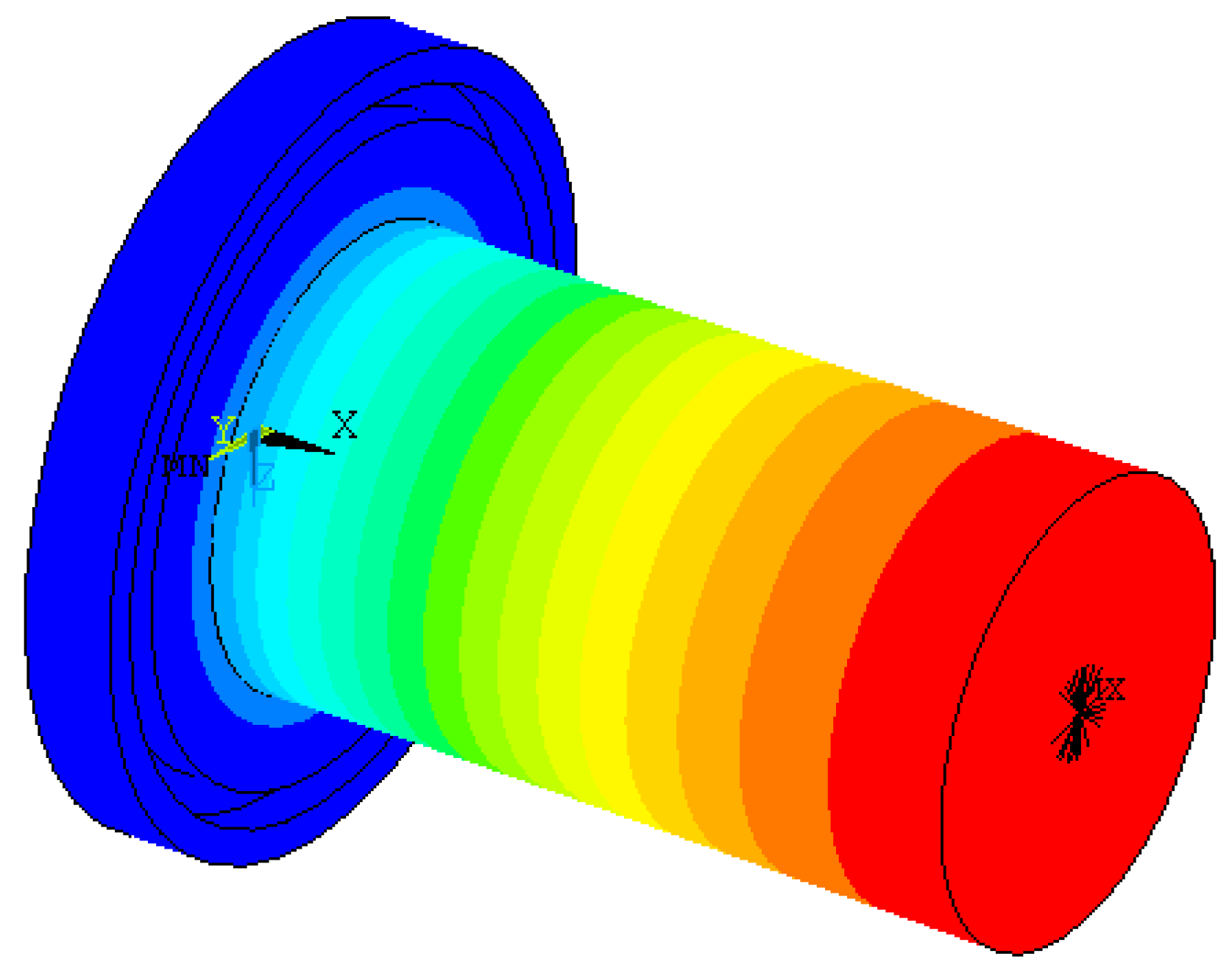
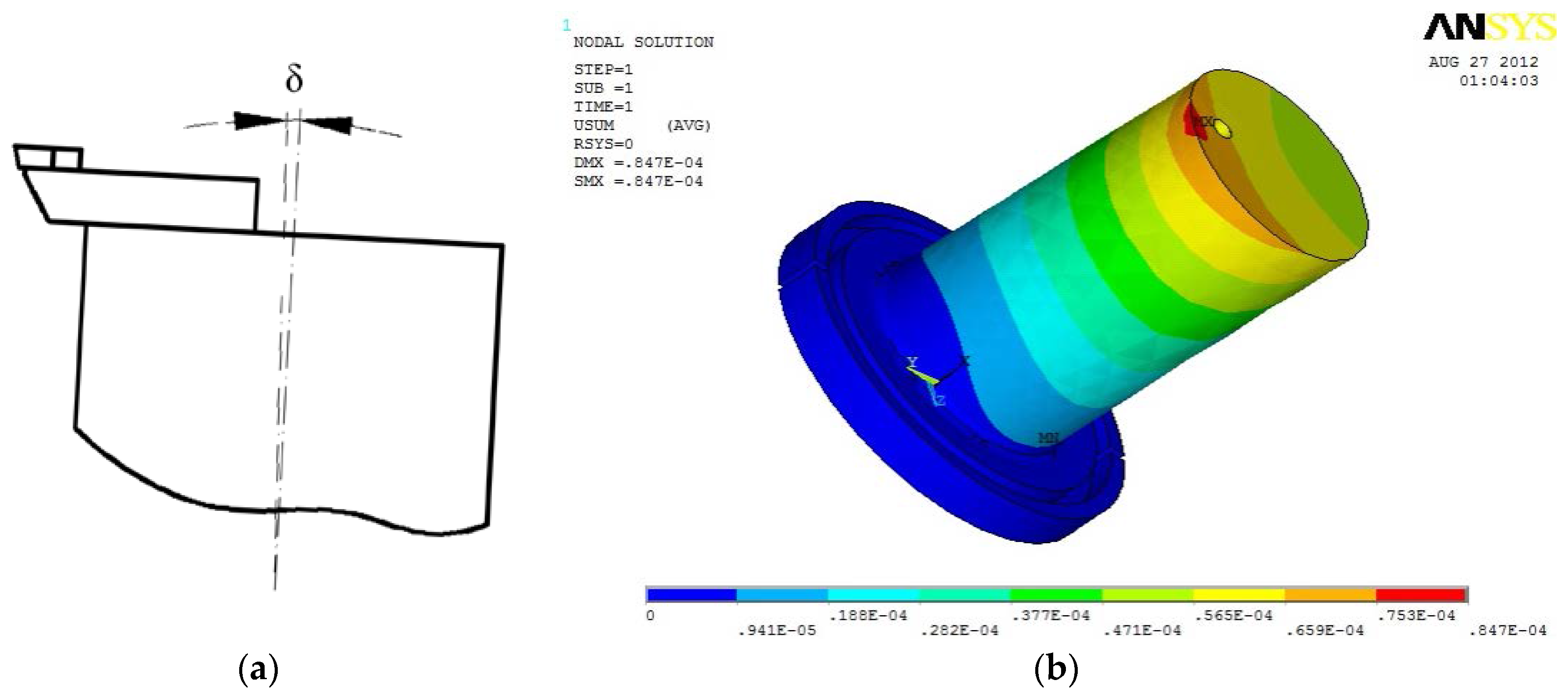
2.2. Modal Analysis of the Horn Using Finite Element Method
2.3. Performance Testing of the Ultrasonic Vibration Cutting System
2.4. Experimental Condition and Plan
2.5. Test Method
3. Results and Analysis
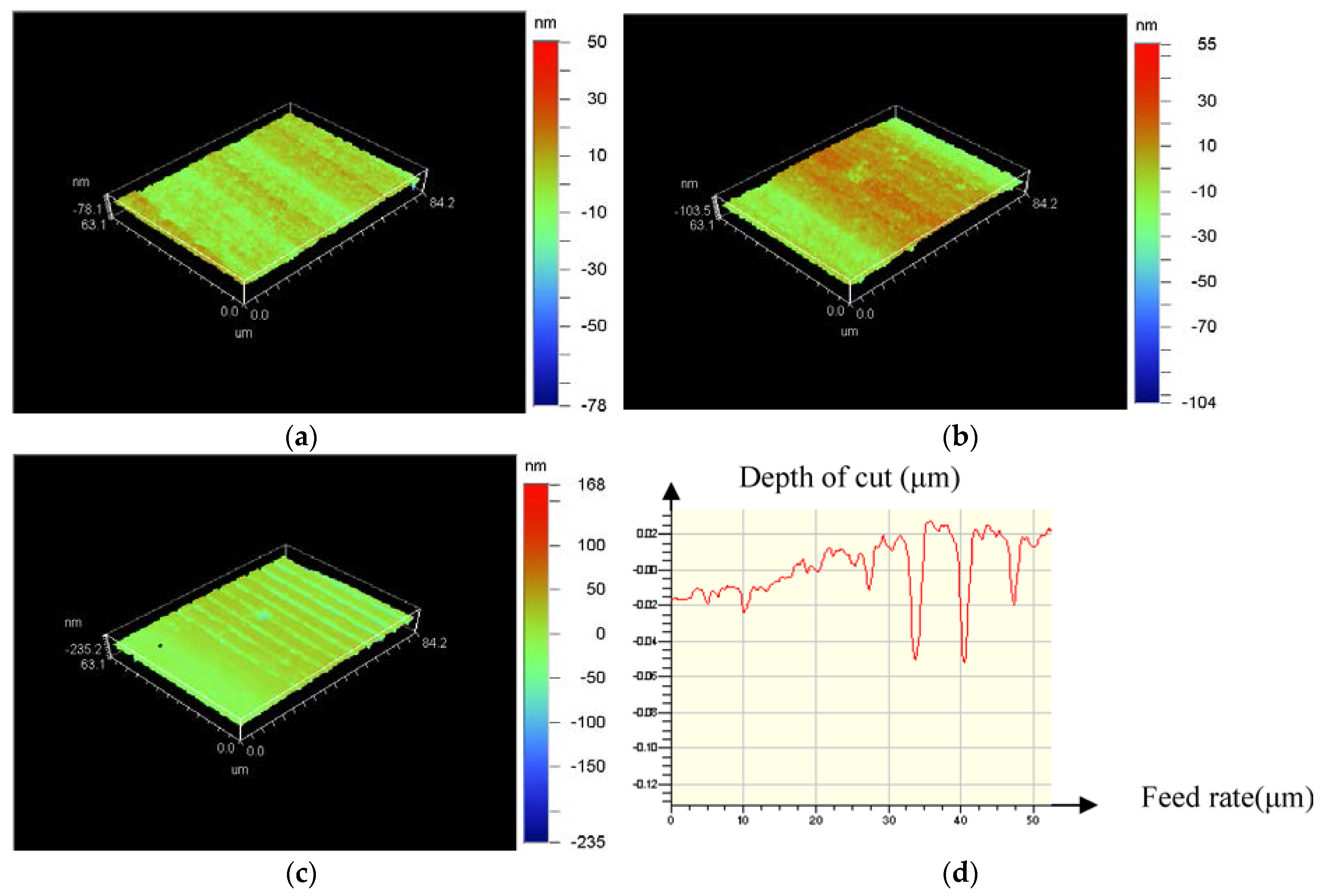
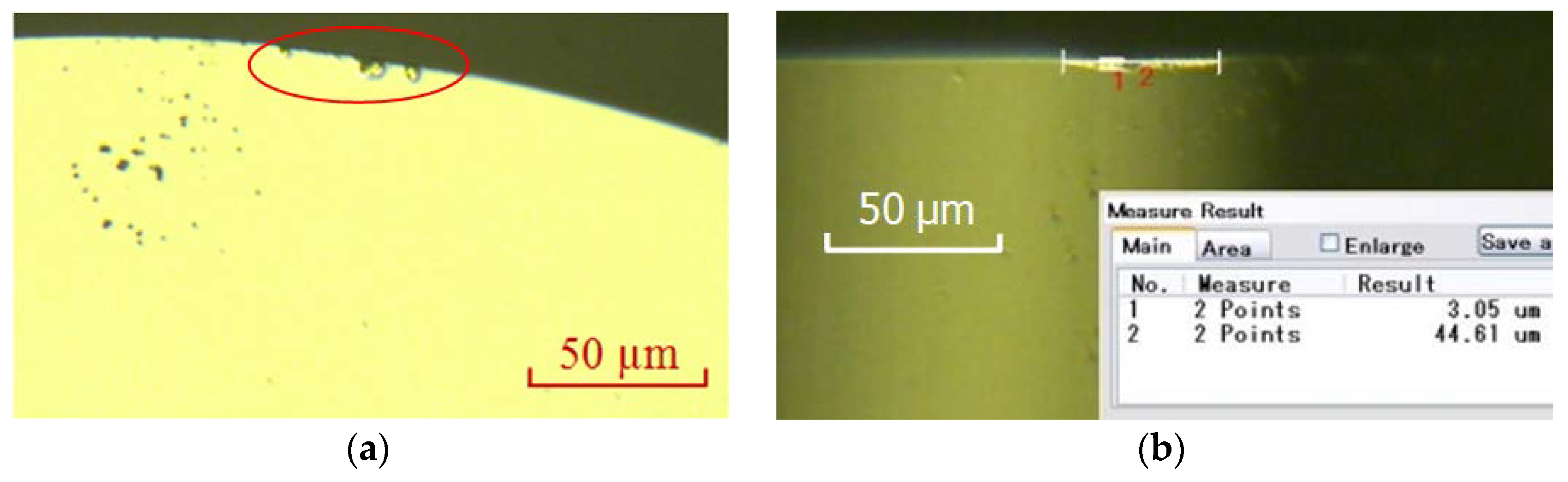
3.1. Precision Machining Using PCD Tool and Results
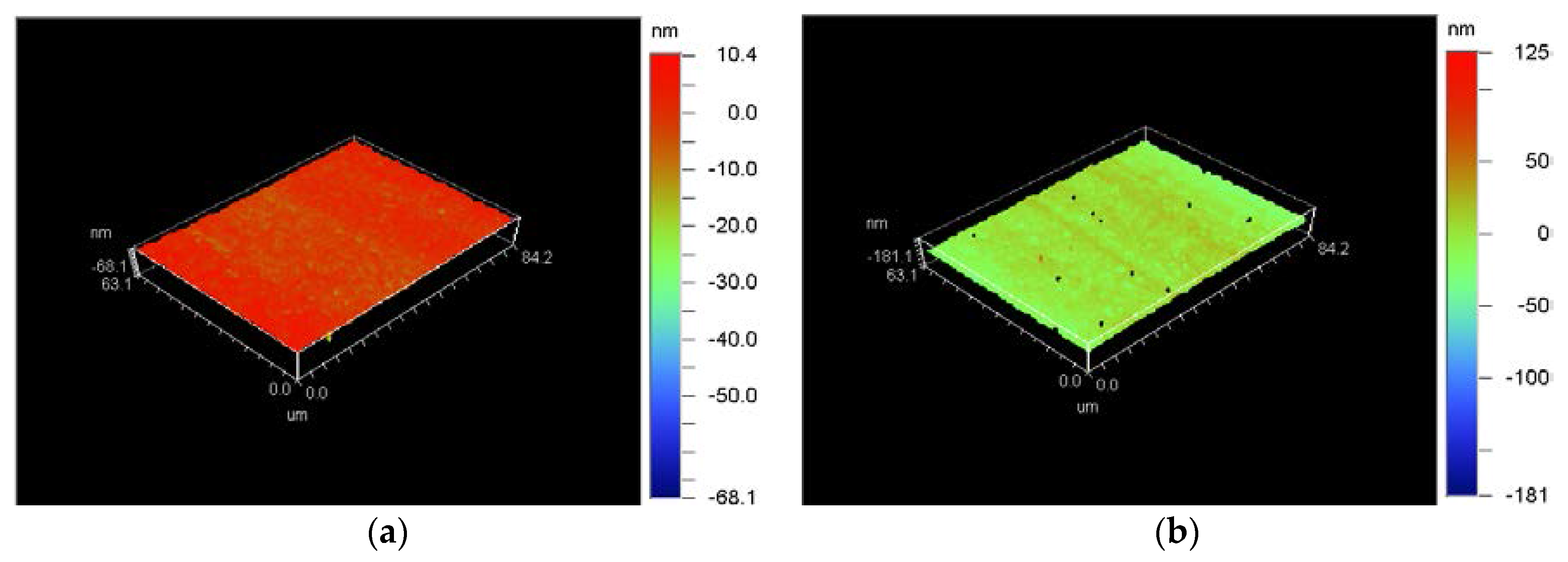
3.2. Ultra-Precision Machining Using Natural Single Crystal Diamond Tool
3.3. Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Brinksmeier, E.; Glaebe, R.; Osmer, J. Surface integrity demands of high precision optical molds and realization by a new process chain. Procedia Eng. 2011, 19, 40–43. [Google Scholar] [CrossRef]
- Islam, M.; Martinez-Duarte, R. A sustainable approach for tungsten carbide synthesis using renewable biopolymers. Ceram. Int. 2017, 43, 10546–10553. [Google Scholar] [CrossRef]
- Ohmori, H.; Yoshida, K.; Hirai, S. Fabrication of SiC micro-lens mold for glass molding. Int. J. Mach. Tool Manuf. 2005, 23, 1324–1357. [Google Scholar]
- Bulla, B.; Klocke, F.; Dambon, O. Influence of ultrasonic assisted processing on the ductility of binderless tungsten carbide. Key Eng. Mater. 2015, 625, 587–592. [Google Scholar] [CrossRef]
- Bulla, B.; Klocke, F.; Dambon, O. Analysis on ductile mode processing of binderless, nano crystalline tungsten carbide through ultra-precision diamond turning. J. Mater. Proc. Technol. 2012, 212, 1022–1029. [Google Scholar] [CrossRef]
- Liu, K.; Li, X.P. Ductile cutting of tungsten carbide. J. Mater. Proc. Technol. 2001, 113, 348–354. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Mutlugunes, Y.; Klocke, F. Ultra-precision grinding. CIRP Ann.-Manuf. Technol. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Bifano, T.G.; Dow, T.; Scattergood, R. Ductile-regime grinding: A new technology for machining brittle materials. J. ASME 1991, 113, 184–189. [Google Scholar] [CrossRef]
- Singh, H.; Pandey, O.P. Single step synthesis of tungsten carbide (WC) nanoparticles from scheelite ore. Ceram. Int. 2013, 39, 6703–6706. [Google Scholar] [CrossRef]
- Ikawa, N.; Donaldson, R.R.; Komanduri, R. Ultra-precision metal cutting-the past, the present and the future. CIRP Ann.-Manuf. Technol. 1991, 40, 587–594. [Google Scholar] [CrossRef]
- Blackley, W.S.; Scattergood, R.O. Ductile regime machining model for diamond turning of brittle materials. Precis. Eng. 1991, 13, 252–257. [Google Scholar] [CrossRef]
- Moriwaki, T.; Shamoto, E. Ultra-precision diamond turning of stainless steel by applying ultrasonic vibration. CIRP Ann.-Manuf. Technol. 1991, 40, 559–562. [Google Scholar] [CrossRef]
- Song, Y.C.; Park, C.H.; Moriwaki, T. Mirror finishing of Co.–Cr–Mo alloy using elliptical vibration cutting. Precis. Eng. 2010, 34, 784–789. [Google Scholar] [CrossRef]
- Yan, J.; Syoji, K.; Tamaki, J. Some observations on the wear of diamond tools in ultra-precision cutting of single-crystal silicon. Wear 2003, 255, 1380–1387. [Google Scholar] [CrossRef]
- Fang, F.Z.; Liu, X.D.; Lee, L.C. Ultra-precision machining of brittle materials—A review of diamond-cutting brittle materials. Nanotechnol. Precis. Eng. 2003, 1, 38–47. [Google Scholar]
- Gan, J.; Wang, X.; Zhou, M.; Ngoi, B.; Zhong, Z. Ultra-precision diamond turning of glass with ultrasonic vibration. Int. J. Adv. Manuf. Technol. 2003, 21, 952–955. [Google Scholar] [CrossRef]
- Ma, C.X.; Wang, Y.; Shamoto, E.; Moriwaki, T. Influence of ultrasonic vibrated diamond tool on the critical depth of cut of brittle materials. Chin. J. Mech. Eng. 2005, 41, 198–202. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, H.T.; Nayak, P.K.; Huang, J.L. Material properties of tungsten carbide–alumina composites fabricated by spark plasma sintering. Ceram. Int. 2014, 40, 15007–15012. [Google Scholar] [CrossRef]
- Neo, W.K.; Kumar, A.S.; Rahman, M. A review on the current research trends in ductile regime machining. Int. J. Adv. Manuf. Technol. 2012, 63, 465–480. [Google Scholar] [CrossRef]
- Amini, S.; Soleimanimehr, H.; Nategh, M.J.; Abudollah, A.; Sadeghi, M.H. FEM analysis of ultrasonic-vibration-assisted turning and the vibratory tool. J. Mater. Proc. Technol. 2008, 201, 43–47. [Google Scholar] [CrossRef]
- Jin, M.; Murakawa, M. Development of a practical ultrasonic vibration cutting tool system. J. Mater. Proc. Technol. 2001, 113, 342–347. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Order | Natural Frequencies (kHz) |
|---|---|
| 1 | 35.454 |
| 2 | 38.198 |
| 3 | 38.198 |
| 4 | 67.553 |
| 5 | 79.864 |
| Name | Chemical Composition (Weight Percentage %) | Hardness | Grain Size (μm) | Density (g/cm3) |
|---|---|---|---|---|
| J05 | WC: 90 (±0.5%) Co.: 10 (±0.5%) | HRA:91.2–92.0 HRC:76.4–77.2 | 0.6 | 14.65 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Jin, G.; Fang, F.; Gong, H.; Jia, H. Ultrasonically Assisted Single Point Diamond Turning of Optical Mold of Tungsten Carbide. Micromachines 2018, 9, 77. https://doi.org/10.3390/mi9020077
Li Z, Jin G, Fang F, Gong H, Jia H. Ultrasonically Assisted Single Point Diamond Turning of Optical Mold of Tungsten Carbide. Micromachines. 2018; 9(2):77. https://doi.org/10.3390/mi9020077
Chicago/Turabian StyleLi, Zhanjie, Gang Jin, Fengzhou Fang, Hu Gong, and Haili Jia. 2018. "Ultrasonically Assisted Single Point Diamond Turning of Optical Mold of Tungsten Carbide" Micromachines 9, no. 2: 77. https://doi.org/10.3390/mi9020077
APA StyleLi, Z., Jin, G., Fang, F., Gong, H., & Jia, H. (2018). Ultrasonically Assisted Single Point Diamond Turning of Optical Mold of Tungsten Carbide. Micromachines, 9(2), 77. https://doi.org/10.3390/mi9020077