3D-Printed Chips: Compatibility of Additive Manufacturing Photopolymeric Substrata with Biological Applications



Abstract
:1. Introduction
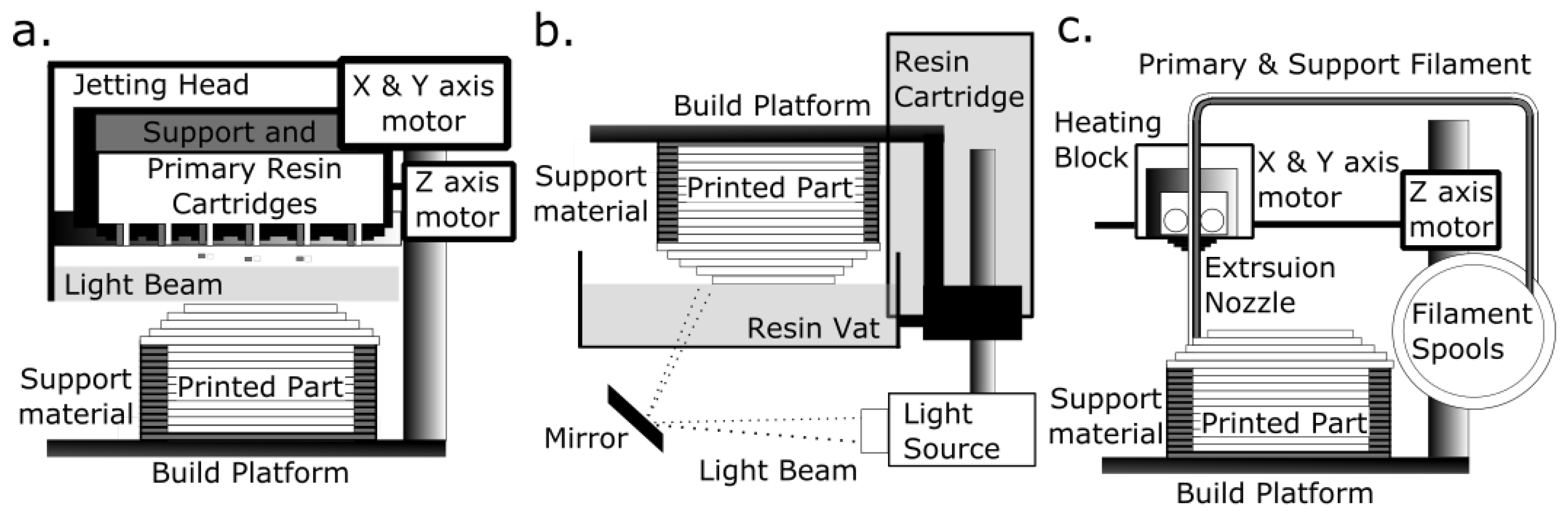
2. Overview of Additive Manufacturing (AM) Fabrication Technologies
3. Photopolymerization and Stereolithographic Resins
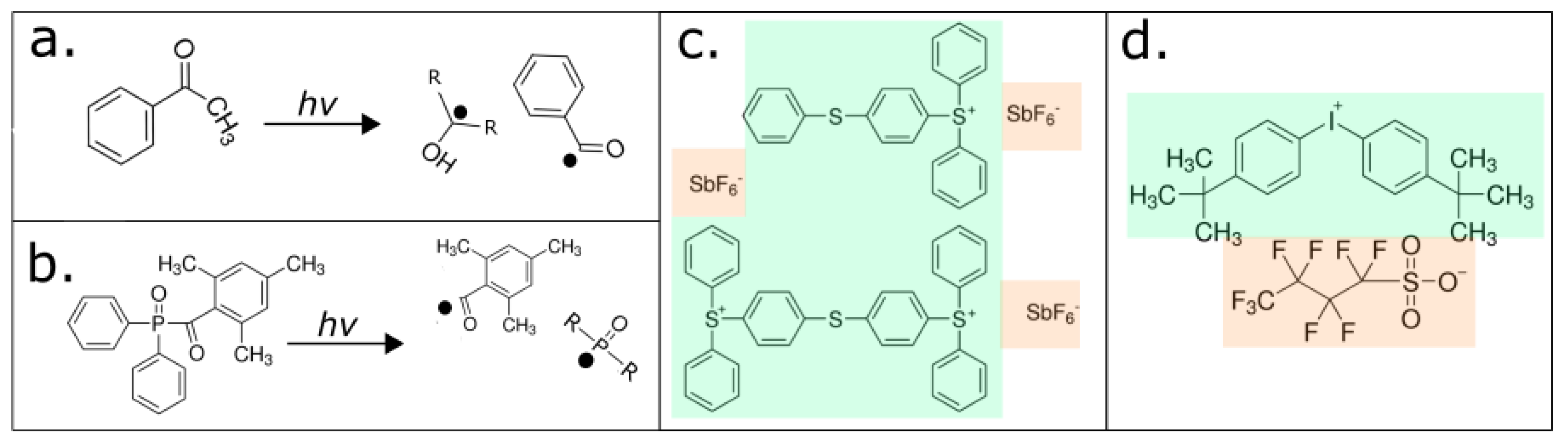
3.1. Photoinitiator Systems
3.2. Photopolymer Matrix/Systems
4. Compatibility of AM Substrata with Biological Applications
5. Methods for Mitigating Toxicity of Polymeric Resins
6. Outlook
Acknowledgments
Conflicts of Interest
Abbreviations
| MDPI | Multidisciplinary Digital Publishing Institute |
| AM | Additive manufacturing |
| 3D | Three-dimensional |
| CAD | Computer-assisted design |
| LOC | Lab-on-a-Chip |
| ABS | Acrylonitrile butadiene styrene |
| PLA | Polylactic acid |
| SLA | Stereolithography |
| MJ | Material jetting |
| DLP | Digital light processing |
| 2PP | Multiphoton polymerization |
| PI | Photoinitiator |
| UV | Ultra-violet |
| TEGDMA | Triethylene glycol dimethacrylate |
| HEMA | 2-hydroxyethyl methacrylate |
| w/w | weight-to-weight |
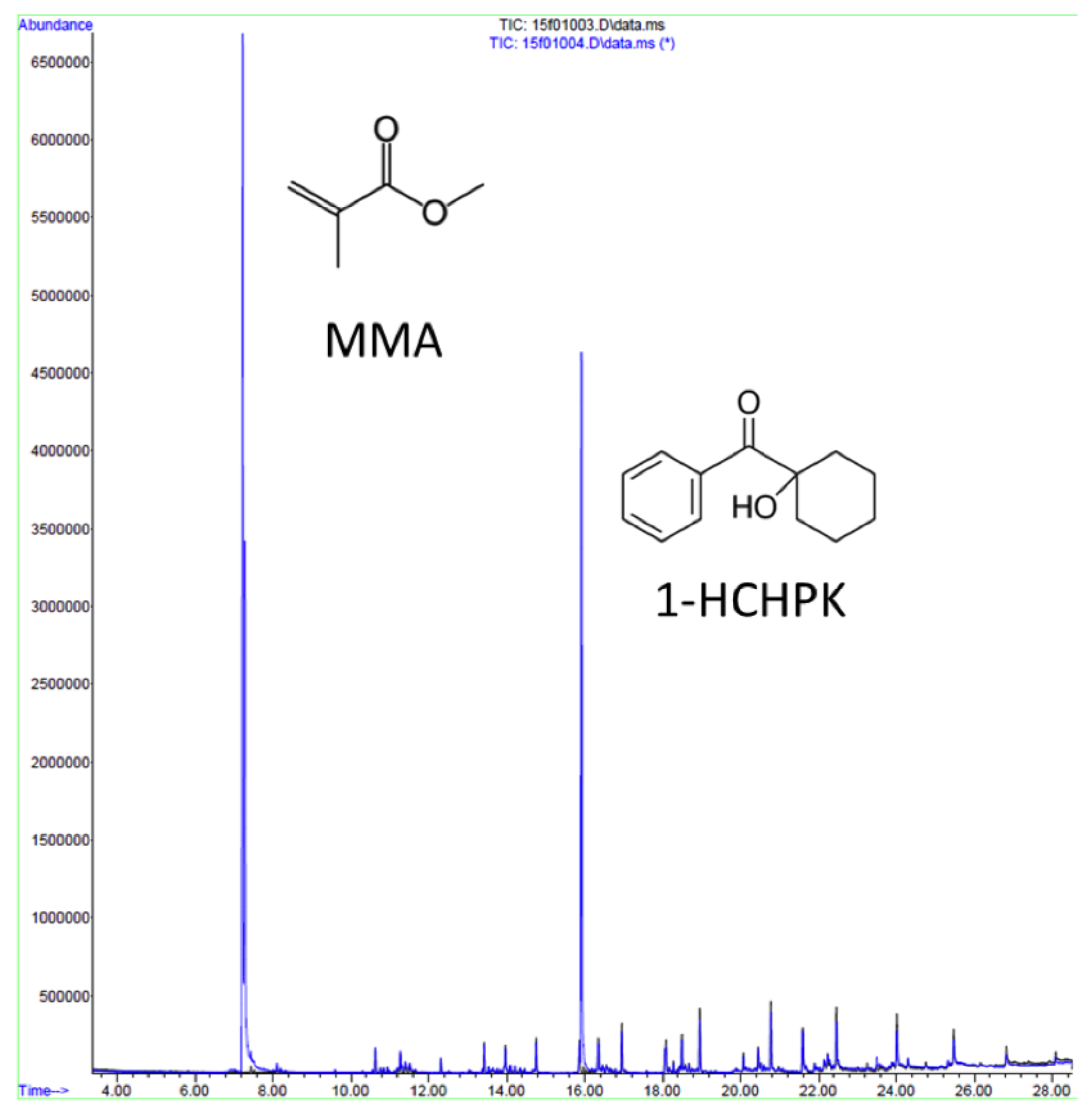
| GC-MS | Gas Chromatography-Mass Spectrometry |
| 1-HCHPK | 1-hydroxycyclohexyl phenyl ketone |
| LED | Light-emitting diodes |
| MPM | Medium pressure mercury |
| USP | United States Pharmacopeia |
| PDMS | Poly(dimethylsiloxane) |
| PEG-DA | Poly(ethylene glycol) diacrylate |
| OECD | Organisation for Economic Co-operation and Development |
| FET | Fish embryo toxicity |
| EC | Effective concentration |
| LC | Lethal concentration |
| LD | Lethal dose |
| TPO | Diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide |
| BP-3 | Benzophenone-3 |
| BP-4 | Benzophenone-4 |
| BAPO | Bis Acyl Phosphine oxide |
| MMA | Methyl methacrylate |
| UDMA | Urethane dimethacrylate |
| ROS | Reactive oxygen species |
| MW | Molecular weight |
| IPA | Isopropyl alcohol |
References
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mulhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Transparency Market Research (TMR). 3D Printing Market (Use—Commercial and Personal; Technology—PolyJet, Fused Deposition Modeling (FDM), Selective Laser Sintering (SLS), and Stereolithography (SLA); By Application—Consumer Products and Electronics, Automotive, Medical, Industrial, Aerospace, Military & Defense, Architecture, and Education)—Global Industry Analysis, Size, Share, Growth, Trends and Forecast 2017–2025. Available online: https://www.transparencymarketresearch.com/3d-printing-industry.html (accessed on 23 Feburary 2018).
- Petrick, I.J.; Simpson, T.W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Res. Technol. Manag. 2013, 56, 12–16. [Google Scholar] [CrossRef]
- Waheed, S.; Cabot, J.M.; Macdonald, N.P.; Lewis, T.; Guijt, R.M.; Paull, B.; Breadmore, M.C. 3D printed microfluidic devices: Enablers and barriers. Lab Chip 2016, 16, 1993–2013. [Google Scholar] [CrossRef] [PubMed]
- Campana, O.; Wlodkowic, D. The undiscovered country: Ecotoxicology meets microfluidics. Sens. Actuators B Chem. 2018, 257, 692–704. [Google Scholar] [CrossRef]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3D printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Akagi, J.; Khoshmanesh, K.; Evans, B.; Hall, C.J.; Crosier, K.E.; Cooper, J.M.; Crosier, P.S.; Wlodkowic, D. Miniaturized embryo array for automated trapping, immobilization and microperfusion of zebrafish embryos. PLoS ONE 2012, 7, e36630. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Reyes Aldasoro, C.C.; Persoone, G.; Wlodkowic, D. Integrated microfluidic technology for sub-lethal and behavioral marine ecotoxicity biotests. In Proceedings of the SPIE—The International Society for Optical Engineering, Barcelona, Spain, 5–6 May 2015. [Google Scholar]
- Huang, Y.; Persoone, G.; Nugegoda, D.; Wlodkowic, D. Enabling sub-lethal behavioral ecotoxicity biotests using microfluidic Lab-on-a-Chip technology. Sens. Actuators B Chem. 2016, 226, 289–298. [Google Scholar] [CrossRef]
- Lee, W.; Kwon, D.; Choi, W.; Jung, G.Y.; Au, A.K.; Folch, A.; Jeon, S. 3D-Printed Microfluidic Device for the Detection of Pathogenic Bacteria Using Size-based Separation in Helical Channel with Trapezoid Cross-Section. Sci. Rep. 2015, 5, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Zhu, F.; Skommer, J.; Macdonald, N.P.; Friedrich, T.; Kaslin, J.; Wlodkowic, D. Three-dimensional printed millifluidic devices for zebrafish embryo tests. Biomicrofluidics 2015, 9. [Google Scholar] [CrossRef] [PubMed]
- Macdonald, N.P.; Zhu, F.; Hall, C.J.; Reboud, J.; Crosier, P.S.; Patton, E.E.; Wlodkowic, D.; Cooper, J.M. Lab on a Chip Assessment of biocompatibility of 3D printed photopolymers using zebrafish embryo toxicity. Lab Chip 2016, 16, 291–297. [Google Scholar] [CrossRef] [PubMed]
- Fuad, N.M.; Kaslin, J.; Wlodkowic, D. Lab-on-a-Chip imaging micro-echocardiography (iμEC) for rapid assessment of cardiovascular activity in zebrafish larvae. Sens. Actuators B Chem. 2018, 256, 1131–1141. [Google Scholar] [CrossRef]
- Wlodkowic, D.; Khoshmanesh, K.; Akagi, J.; Williams, D.E.; Cooper, J.M. Wormometry-on-a-chip: Innovative technologies for in situ analysis of small multicellular organisms. Cytom. Part A 2011, 79A, 799–813. [Google Scholar] [CrossRef] [PubMed]
- Alifui-Segbaya, F.; Varma, S.; Lieschke, G.J.; George, R. Biocompatibility of Photopolymers in 3D Printing. 3D Print. Addit. Manuf. 2017, 4, 185–191. [Google Scholar] [CrossRef]
- Oskui, S.M.; Diamante, G.; Liao, C.; Shi, W.; Gan, J.; Schlenk, D.; Grover, W.H. Assessing and Reducing the Toxicity of 3D-Printed Parts. Environ. Sci. Technol. Lett. 2016, 3, 1–6. [Google Scholar] [CrossRef]
- Zhu, F.; Friedrich, T.; Nugegoda, D.; Kaslin, J. Assessment of the biocompatibility of three-dimensional-printed polymers using multispecies toxicity tests. Biomicrofluidics 2015, 9. [Google Scholar] [CrossRef] [PubMed]
- Zhu, F.; Skommer, J.; Friedrich, T.; Kaslin, J.; Wlodkowic, D. 3D printed polymers toxicity profiling: A caution for biodevice applications. Proc. SPIE 2015, 9668. [Google Scholar] [CrossRef]
- Columbus, L. The State of 3D Printing. 2017. [Google Scholar]
- Fourkas, J.T. Fundamentals of Two-Photon Fabrication. In Three-Dimensional Microfabrication Using Two-Photon Polymerization; William Andrew: Norwich, NY, USA, 2016; Chapter 1.3; pp. 45–61. [Google Scholar]
- Obata, K.; El-Tamer, A.; Koch, L.; Hinze, U.; Chichkov, B.N. High-aspect 3D two-photon polymerization structuring with widened objective working range (WOW-2PP). Light Sci. Appl. 2013, 2, 8–11. [Google Scholar] [CrossRef]
- Horváth, B.; Ormos, P. Nearly Aberration-Free Multiphoton Polymerization into Thick Photoresist Layers. Micromachines 2017, 8, 219. [Google Scholar] [CrossRef]
- Sochol, R.D.; Sweet, E.; Glick, C.C.; Venkatesh, S.; Avetisyan, A.; Ekman, K.F.; Raulinaitis, A.; Tsai, A.; Wienkers, A.; Korner, K.; et al. 3D printed microfluidic circuitry via multijet-based additive manufacturing. Lab Chip 2016, 16, 668–678. [Google Scholar] [CrossRef] [PubMed]
- Yazdi, A.A.; Popma, A.; Wong, W.; Nguyen, T.; Pan, Y.; Xu, J. 3D printing: An emerging tool for novel microfluidics and lab-on-a-chip applications. Microfluid. Nanofluid. 2016, 20, 1–18. [Google Scholar] [CrossRef]
- Au, A.K.; Lee, W.; Folch, A. Mail-Order Microfluidics: Evaluation of Stereolithography for the Production of Microfluidic Devices. Lab Chip 2014, 14, 1294–1301. [Google Scholar] [CrossRef] [PubMed]
- Comina, G.; Suska, A.; Filippini, D. 3D printed unibody lab-on-a-chip: Features survey and check-valves integration. Micromachines 2015, 6, 437–451. [Google Scholar] [CrossRef]
- Suzuki, H.; Mitsuno, K.; Shiroguchi, K.; Tsugane, M.; Okano, T.; Dohi, T.; Tsuji, T. One-step micromolding of complex 3D microchambers for single-cell analysis. Lab Chip 2017, 17, 647–652. [Google Scholar] [CrossRef] [PubMed]
- Comina, G.; Suska, A.; Filippini, D. PDMS lab-on-a-chip fabrication using 3D printed templates. Lab Chip 2014, arXiv:cs/960510314, 424–430. [Google Scholar] [CrossRef] [PubMed]
- Schmalz, G.; Arenholt-Bindslev, D. Biocompatibility of Dental Materials; Springer: Berlin/Heidelberg, Germany, 2009; pp. 1–379. [Google Scholar]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. Biomaterials A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nanoscribe GmbH. Nanoscribe; Nanoscribe GmbH.: Eggenstein-Leopoldshafen, Germany.
- Gittard, S.D.; Ovsianikov, A.; Chichkov, B.N.; Doraiswamy, A.; Narayan, R.J. Two Photon Polymerization of Microneedles for Transdermal Drug Delivery. Expert Opin. Drug Deliv. 2010, 7, 513–533. [Google Scholar] [CrossRef] [PubMed]
- Accoto, C.; Qualtieri, A.; Pisanello, F.; Ricciardi, C.; Pirri, C.F.; Vittorio, M.D.; Rizzi, F. Two-Photon Polymerization Lithography and Laser Doppler Vibrometry of a SU-8-Based Suspended Microchannel Resonator. J. Microelectromech. Syst. 2015, 24, 1038–1042. [Google Scholar] [CrossRef]
- Li, Y.; Fang, Y.; Wang, J.; Wang, L.; Tang, S.; Jiang, C.; Zheng, L.; Mei, Y. Integrative optofluidic microcavity with tubular channels and coupled waveguides via two-photon polymerization. Lab Chip 2016, 16, 4406–4414. [Google Scholar] [CrossRef] [PubMed]
- Fouassier, J.P.; Lalevée, J. Photochemical Production of Interpenetrating Polymer Networks; Simultaneous Initiation of Radical and Cationic Polymerization Reactions. Polymers 2014, 6, 2588–2610. [Google Scholar] [CrossRef]
- Ophardt, C.; Reusch, W. Organic Chemistry. 2015. Available online: https://chem.libretexts.org/Core/Organic_Chemistry (accessed on 23 Feburary 2018).
- Bail, R.; Patel, A.; Yang, H.; Rogers, C.M.; Rose, F.R.A.J.; Segal, J.I.; Ratchev, S.M. The effect of a type I photoinitiator on cure kinetics and cell toxicity in projection-microstereolithography. Procedia-Soc. Behav. Sci. 2013, 5, 222–225. [Google Scholar] [CrossRef]
- Gotro, J. Cationic Photopolymerization. 2016. Available online: https://polymerinnovationblog.com/uv-curing-part-five-cationic-photopolymerization/ (accessed on 23 Feburary 2018).
- Sangermano, M. Advances in cationic photopolymerization. Pure Appl. Chem. 2012, 84, 2065–2133. [Google Scholar] [CrossRef]
- Crivello, J.V. The discovery and development of onium salt cationic photoinitiators. J. Polym. Sci. Part A Polym. Chem. 1999, 37, 4241–4254. [Google Scholar] [CrossRef]
- Subramanian, M.N. Basics of Polymer Chemistry; River Publishers: London, UK, 2017. [Google Scholar]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Lago, M.A.; de Quirós, A.R.-B.; Sendón, R.; Nieto, M.T.; Paseiro, P.; Lago, M.A. Food Additives & Contaminants: Part A Photoinitiators: A food safety review. Food Addit. Contam. Part A 2015, 32, 779–798. [Google Scholar]
- Nowak, D.; Ortyl, J.; Kamińska-Borek, I.; Kukuła, K.; Topa, M.; Popielarz, R. Photopolymerization of hybrid monomers: Part I: Comparison of the performance of selected photoinitiators in cationic and free-radical polymerization of hybrid monomers. Polym. Test. 2017, 64, 313–320. [Google Scholar] [CrossRef]
- Czech, Z.; Klementowska, P.; Drzycimska, A. Choosing the right initiator. Eur. Coat. J. 2007, 2, 26. [Google Scholar]
- Clear Photoreactive Resin for Formlabs 3D Printers. Available online: https://formlabs.com/media/upload/Clear__Resin_SDS_EU.pdf (accessed on 21 February 2018).
- Sigma-Aldrich. SAFETY DATA SHEET: Diphenyl(2,4,6-trimethylbenzoyl)phosphine Oxide, version 5.4; Sigma-Aldrich: St. Louis, MO, USA, 2016. [Google Scholar]
- Dental LT Clear. Available online: https://formlabs.com/media/upload/DentalLTClear-SDS-EN.pdf (accessed on 21 February 2018).
- SAFETY DATA SHEET: NextDent Ortho IBT, ID:M-NOIBT-2015-01-UK. Available online: https://nextdent.com/wp-content/uploads/2016/02/UK_SDS-NextDent-Ortho-IBT-V01-2015.pdf (accessed on 21 February 2018).
- SIGMA-ALDRICH. SAFETY DATA SHEET: 4-Hydroxyacetophenone, version 3.5; Sigma-Aldrich: St. Louis, MO, USA, 2016. [Google Scholar]
- Anadón, A.; Bell, D.; Binderup, M.L.; Bursch, W.; Castle, L.; Crebelli, R.; Engel, K.H.; Franz, R.; Gontard, N.; Haertlé, T.; et al. Toxicological Evalatuion of Benzophenone. Eur. Food Saf. Auth. 2009, 2009. [Google Scholar] [CrossRef]
- SIGMA-ALDRICH. SAFETY DATA SHEET: Benzophenone, version 3.12; Sigma-Aldrich: St. Louis, MO, USA, 2017. [Google Scholar]
- SIGMA-ALDRICH. SAFETY DATA SHEET: 1-Hydroxycyclohexyl Phenyl Ketone, version 5.2; Sigma-Aldrich: St. Louis, MO, USA, 2014. [Google Scholar]
- 3D Systems Inc. Safety Data Sheet: VisiJet SL Clear, ID: 24672-S12-04-A; 3D Systems Inc.: Rock Hill, SC, USA, 2016. [Google Scholar]
- Du, Y.; Wang, W.Q.; Pei, Z.T.; Ahmad, F.; Xu, R.R. Acute Toxicity and Ecological Risk Assessment of in Ultraviolet (UV)-Filters. Int. J. Environ. Res. Public Health 2017, 14, 414. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Xiao, P.; Dietlin, C.; Campolo, D.; Dumur, F.; Gigmes, D.; Morlet-savary, F.; Fouassier, J.P.; Lalevée, J. Cationic Photoinitiators for Near UV and Visible LEDs: A Particular Insight into One-Component Systems. Macromol. Chem. Phys. 2016, 217, 1214–1227. [Google Scholar] [CrossRef]
- Maurya, S.D.; Kurmvanshi, S.K.; Mohanty, S.; Nayak, S.K. A Review on Acrylate-Terminated Urethane Oligomers and Polymers: Synthesis and Applications. Polym.-Plast. Technol. Eng. 2017, 57, 625–656. [Google Scholar] [CrossRef]
- Gittard, S.D.; Narayan, R.J. Laser direct writing of micro- and nano-scale medical devices. Expert Rev. Med. Dev. 2010, 7, 343–356. [Google Scholar] [CrossRef] [PubMed]
- Ovsianikov, A.; Chichkov, B.; Mente, P.; Monteiro-Riviere, N.A.; Doraiswamy, A.; Narayan, R.J. Two photon polymerization of polymer-ceramic hybrid materials for transdermal drug delivery. Int. J. Appl. Ceram. Technol. 2007, 4, 22–29. [Google Scholar] [CrossRef]
- Haas, K.H.; Wolter, H. Synthesis, properties and applications of inorganic-organic copolymers (ORMOCER®s). Curr. Opin. Solid State Mater. Sci. 1999, 4, 571–580. [Google Scholar] [CrossRef]
- Comparative evaluation of residual monomer content and polymerization shrinkage of a packable composite and an ormocer. J. Conserv. Dent. 2012, 15, 161. [CrossRef]
- Webster, R.; Elliott, V.; Park, B.K.; Walker, D.; Hankin, M.; Taupin, P. PEG and PEG conjugates toxicity: Towards an understanding of the toxicity of PEG and its relevance to PEGylated biologicals. In PEGylated Protein Drugs: Basic Science and Clinical Applications; Veronese, F.M., Ed.; Birkhäuser: Basel, Switzerland, 2009; pp. 127–146. [Google Scholar]
- McAvoy, K.; Jones, D.; Thakur, R. Synthesis and Characterisation of Photocrosslinked poly(ethylene glycol) diacrylate Implants for Sustained Ocular Drug Delivery. Pharm. Res. 2018, 35. [Google Scholar] [CrossRef] [PubMed]
- Hahn, M.S.; Taite, L.J.; Moon, J.J.; Rowland, M.C.; Ruffino, K.A.; West, J.L. Photolithographic patterning of polyethylene glycol hydrogels. Biomaterials 2006, 27, 2519–2524. [Google Scholar] [CrossRef] [PubMed]
- Urrios, A.; Parra-Cabrera, C.; Bhattacharjee, N.; Gonzalez-Suarez, A.M.; Rigat-Brugarolas, L.G.; Nallapatti, U.; Samitier, J.; DeForest, C.A.; Posas, F.; Garcia-Cordero, J.L.; et al. 3D-printing of transparent bio-microfluidic devices in PEG-DA. Lab Chip 2016, 16, 2287–2294. [Google Scholar] [CrossRef] [PubMed]
- Traore, M.A.; Behkam, B. A PEG-DA microfluidic device for chemotaxis studies. J. Micromech. Microeng. 2013, 23. [Google Scholar] [CrossRef]
- Femmer, T.; Kuehne, A.J.C.; Wessling, M. Print your own membrane: Direct rapid prototyping of polydimethylsiloxane. Lab Chip 2014, 14, 2610. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Qiu, J.; Fu, J.; Zhang, J.; Ren, Y.; Liu, A. Printing 3D microfluidic chips with a 3D sugar printer. Microfluid. Nanofluid. 2015, 19, 447–456. [Google Scholar] [CrossRef]
- Safety Data Sheet: E-shell 600 Clear. Available online: https://envisiontec.com/wp-content/uploads/2016/09/MSDS-EShell-600.pdf (accessed on 21 February 2018).
- Autodesk-Inc. SAFETY DATA SHEET: Autodesk Resin: PR57-K-v.2 Black; Autodesk-Inc.: San Rafael, CA, USA, 2016. [Google Scholar]
- Dormer, W.; Gomes, R.; Meek, M. Concise International Chemical Assessment Document: Methyl methacrylate; Technical Report; World Health Organization: Geneva, Switzerland, 1998. [Google Scholar]
- BASF CORPORATION. Safety Data Sheet: METHYL ACRYLATE, version 3; BASF CORPORATION: Ludwigshafen, Germany, 2016. [Google Scholar]
- SIGMA-ALDRICH. SAFETY DATA SHEET: Methyl Methacrylate, version 5.4; Sigma-Aldrich: St. Louis, MO, USA, 2015. [Google Scholar]
- SIGMA-ALDRICH. SAFETY DATA SHEET: Methyl Acrylate, version 3.9; Sigma-Aldrich: St. Louis, MO, USA, 2015. [Google Scholar]
- Allnex-USA. SAFETY DATA SHEET: Tripropyleneglycol Diacrylate, version 0021157; Allnex-USA: Alpharetta, GA, USA, 2016. [Google Scholar]
- SIGMA-ALDRICH. Safety Data Sheet: 2-Hydroxyethyl Methacrylate, version 4.9; Sigma-Aldrich: St. Louis, MO, USA, 2015. [Google Scholar]
- Safety Data Sheet: Accura 40. Available online: http://infocenter.3dsystems.com/materials/sites/default/files/sds-files/production/sla/Accura_40/24022-s12-02-asds_ghsenglishaccura_40.pdf (accessed on 21 February 2018).
- PAGEL Spezial-Beton GmbH & Co. KG. Safety Data Sheet: EH130 A, version 2.21; PAGEL Spezial-Beton GmbH & Co. KG: Essen, Germany, 2016. [Google Scholar]
- Autodesk-Inc. SAFETY DATA SHEET: Autodesk PR57 CMYKW Resins; Autodesk-Inc.: San Rafael, CA, USA, 2016. [Google Scholar]
- SIGMA-ALDRICH. SAFETY DATA SHEET: Methacrylic Acid, version 4.7; Sigma-Aldrich: St. Louis, MO, USA, 2014. [Google Scholar]
- Liu, H.; He, C. Additive use in Photopolymer Resin for 3D Printing to Enhance the Appearance of Printed Parts. U.S. Patent US9574039B1, 21 February 2017. [Google Scholar]
- Sun, B.J.; Kennedy, C.R.; Sundar, V.; Lichkus, A.M. Three-Dimensional Fabricating Material Systems for Producing Dental Products. U.S. Patent US20140131908A1, 15 May 2014. [Google Scholar]
- Murphy, E.J.; Ansel, R.E.; Krajewski, J.J. Method of forming a three-dimensional object by stereolithography and composition therefore. U.S. Patent US4942001A, 17 July 1990. [Google Scholar]
- Ramos, M.J.; Harrison, J.P.; Coats, A.L.; Hay, J.S.; Harrison, J.P.; Hay, J.S.; Ramos, M.J. Stereolithography Resins and Methods. U.S. Patent US7211368B2, 1 May 2007. [Google Scholar]
- Steinkraus, W.J.; Woods, J.; Rooney, J.M.; Jacobine, A.F.; Glaser, D.M. Thiolene Compositions on Based Bicyclic ’Ene Compounds. U.S. Patent US4808638A, 28 February 1989. [Google Scholar]
- Sun, F. Methods for Making Dental Restorations Using Two-Phase Light Curing Materials. U.S. Patent US7939575B2, 10 May 2011. [Google Scholar]
- Vanmaele, L.; Daems, E.; De Voeght, F.; Van Thillo, E. 3D-Inkjet Printing Methods. U.S. Patent US8142860B2, 27 March 2012. [Google Scholar]
- EnvisionTEC. Safety Data Sheet: Photopolymer ABS Tough Series (Includes ABS Tough, ABS Tough M, ABS 3SP Tough); EnvisionTEC: Gladbeck, Germany, 2015. [Google Scholar]
- Short, D.B.; Volk, D.; Badger, P.D.; Melzer, J.; Salerno, P.; Sirinterlikci, A. 3D Printing (Rapid Prototyping) Photopolymers: An Emerging Source of Antimony to the Environment. 3D Print. Addit. Manuf. 2014, 1, 24–33. [Google Scholar] [CrossRef]
- Geurtsen, W. Biocompatibility of resin-modified filling materials. Crit. Rev. Oral Biol. Med. 2000, 11, 333–355. [Google Scholar] [CrossRef] [PubMed]
- Azimi, P.; Zhao, D.; Pouzet, C.; Crain, N.E.; Stephens, B. Emissions of Ultrafine Particles and Volatile Organic Compounds from Commercially Available Desktop Three-Dimensional Printers with Multiple Filaments. Environ. Sci. Technol. 2016, 50, 1260–1268. [Google Scholar] [CrossRef] [PubMed]
- Zhu, F.; Macdonald, N.P.; Cooper, J.M.; Wlodkowic, D. Additive manufacturing of lab-on-a-chip devices: Promises and challenges. SPIE—Int. Soc. Opt. Eng. 2013, 8923. [Google Scholar] [CrossRef]
- Yang, Y.; He, X.; Shi, J.; Hickel, R.; Reichl, F.X.; Högg, C. Effects of antioxidants on DNA double-strand breaks in human gingival fibroblasts exposed to dental resin co-monomer epoxy metabolites. Dent. Mater. 2017, 33, 418–426. [Google Scholar] [CrossRef] [PubMed]
- De Souza Costa, C.A.; Do Nascimento, A.B.L.; Teixeira, H.M. Response of human pulps following acid conditioning and application of a bonding agent in deep cavities. Dent. Mater. 2002, 18, 543–551. [Google Scholar] [CrossRef]
- SIGMA-ALDRICH. SAFETY DATA SHEET: Butylated Hydroxytoluene, version 5.2; Sigma-Aldrich: St. Louis, MO, USA, 2014. [Google Scholar]
- SIGMA-ALDRICH. SAFETY DATA SHEET: 1-Bis(2,2,6,6-tetramethyl-4-piperidyl) Sebacate, version 4.4; Sigma-Aldrich: St. Louis, MO, USA, 2015. [Google Scholar]
- SIGMA-ALDRICH. SAFETY DATA SHEET: Hydroquinone, version 4.2; Sigma-Aldrich: St. Louis, MO, USA, 2017. [Google Scholar]
- Cebe, M.A.; Cebe, F.; Cengiz, M.F.; Cetin, A.R.; Arpag, O.F.; Ozturk, B. Elution of monomer from different bulk fill dental composite resins. Dent. Mater. 2015, 31, e141–e149. [Google Scholar] [CrossRef] [PubMed]
- Yamaji, K.; Kawasaki, Y.; Yoshitome, K.; Matsunaga, H.; Sendo, T. Quantitation and Human Monocyte Cytotoxicity of the Polymerization Agent 1-Hydroxycyclohexyl Phenyl Ketone (Irgacure 184) from Three Brands of Aqueous Injection Solution. Biol. Pharm. Bull. 2012, 35, 1821–1825. [Google Scholar] [CrossRef] [PubMed]
- Ferracane, J.L.; Condon, J.R. Post-cure heat treatments for composites: Properties and fractography. Dent. Mater. 1992, 8, 290–295. [Google Scholar] [CrossRef]
- Ogunyinka, A.; Palin, W.M.; Shortall, A.C.; Marquis, P.M. Photoinitiation chemistry affects light transmission and degree of conversion of curing experimental dental resin composites. Dent. Mater. 2007, 23, 807–813. [Google Scholar] [CrossRef] [PubMed]
- Aparicio, J.L.; Elizalde, M. Migration of photoinitiators in food packaging: A review. Packag. Technol. Sci. 2015, 28, 181–203. [Google Scholar] [CrossRef]
- Schmalz, G.; Galler, K.M. Biocompatibility of biomaterials – Lessons learned and considerations for the design of novel materials. Dent. Mater. 2017, 33, 382–393. [Google Scholar] [CrossRef] [PubMed]
- Anderson, W.A.; Castle, L. Benzophenone in cartonboard packaging materials and the factors that influence its migration into food. Food Addit. Contam. 2003, 20, 607–618. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, A.K.; Gittard, S.D.; Koroleva, A.; Schlie, S.; Gaidukeviciute, A.; Chichkov, B.N.; Narayan, R.J. Two-photon polymerization of polyethylene glycol diacrylate scaffolds with riboflavin and triethanolamine used as a water-soluble photoinitiator. Regen. Med. 2013, 8, 725–738. [Google Scholar] [CrossRef] [PubMed]
- Stohs, S.J. The role of free radicals in toxicity and disease. J. Basic Clin. Physiol. Pharmacol. 1995, 6, 205–228. [Google Scholar] [CrossRef] [PubMed]
- Finkel, T.; Holbrook, N.J. Oxidants, oxidative stress and the biology of ageing. Nature 2000, 408, 239–247. [Google Scholar] [CrossRef] [PubMed]
- Schweikl, H.; Petzel, C.; Bolay, C.; Hiller, K.A.; Buchalla, W.; Krifka, S. 2-Hydroxyethyl methacrylate-induced apoptosis through the ATM- and p53-dependent intrinsic mitochondrial pathway. Biomaterials 2014, 35, 2890–2904. [Google Scholar] [CrossRef] [PubMed]
- Atsumi, T.; Murata, J.; Kamiyanagi, I.; Fujisawa, S.; Ueha, T. Cytotoxicity of photosensitizers camphorquinone and 9-fluorenone with visible light irradiation on a human submandibular-duct cell line in vitro. Arch. Oral Biol. 1998, 43, 73–81. [Google Scholar] [CrossRef]
- Geurtsen, W. Substances released from dental resin composites and glass ionomer cements. Eur. J. Oral Sci. 1998, 106, 687–695. [Google Scholar] [CrossRef] [PubMed]
- Scholz, S.; Fischer, S.; Gündel, U.; Küster, E.; Luckenbach, T.; Voelker, D. The zebrafish embryo model in environmental risk assessment—Applications beyond acute toxicity testing. Environ. Sci. Pollut. Res. 2008, 15, 394–404. [Google Scholar] [CrossRef] [PubMed]
- 3D Systems Inc. VisiJet SL Clear cleaning procedure for USP Class VI; Library Technology Reports; 3D Systems Inc.: Rock Hill, SC, USA, 2013; pp. 1–2. [Google Scholar]
- Hinton, T.J.; Hudson, A.; Pusch, K.; Lee, A.; Feinberg, A.W. 3D Printing PDMS Elastomer in a Hydrophilic Support Bath via Freeform Reversible Embedding. ACS Biomater. Sci. Eng. 2016, 2, 1781–1786. [Google Scholar] [CrossRef] [PubMed]
- Gross, B.C.; Anderson, K.B.; Meisel, J.E.; McNitt, M.I.; Spence, D.M. Polymer Coatings in 3D-Printed Fluidic Device Channels for Improved Cellular Adherence Prior to Electrical Lysis Bethany. Anal. Chem. 2015, 87, 6335–6341. [Google Scholar] [CrossRef] [PubMed]
- Abedin, F.; Ye, Q.; Camarda, K.; Spencer, P. Impact of light intensity on the polymerization kinetics and network structure of model hydrophobic and hydrophilic methacrylate based dental adhesive resin. J. Biomed. Mater. Res. B Appl. Biomater. 2016, 104, 139–148. [Google Scholar] [CrossRef] [PubMed]
- Emami, N.; Söderholm, K.J.M.; Berglund, L.A. Effect of light power density variations on bulk curing properties of dental composites. J. Dent. 2003, 31, 189–196. [Google Scholar] [CrossRef]
- van den Driesche, S.; Lucklum, F.; Bunge, F.; Vellekoop, M. 3D Printing Solutions for Microfluidic Chip-To-World Connections. Micromachines 2018, 9, 71. [Google Scholar] [CrossRef]
- Popov, V.K.; Evseev, A.V. Laser stereolithography and supercritical fluid processing for custom-designed implant fabrication. J. Mater. Sci. Mater. Med. 2004, 15, 123–128. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Wang, F.; Lim, C.; Chi, H.; Chen, D.; Wan, F. High-Performance Nano-Photoinitiators with Improved Safety for 3D Printing. Appl. Mater. Interfaces 2017, 9, 32418–32423. [Google Scholar] [CrossRef] [PubMed]
- Versace, D.L.; Soppera, O.; Lalevée, J.; Croutxé-Barghorn, C. Influence of zirconium propoxide on the radical induced photopolymerisation of hybrid sol–gel materials. New J. Chem. 2008, 32, 2270–2278. [Google Scholar] [CrossRef]
- Lee, D.S.; Kim, S.J.; Sohn, J.H.; Kim, I.G.; Kim, S.W.; Sohn, D.W.; Kim, J.H.; Choi, B. Biocompatibility of a PDMS-coated micro-device: Bladder volume monitoring sensor. Chin. J. Polym. Sci. (Engl. Ed.) 2012, 30, 242–249. [Google Scholar] [CrossRef]
- Peterson, S.L.; McDonald, A.; Gourley, P.L.; Sasaki, D.Y. Poly(dimethylsiloxane) thin films as biocompatible coatings for microfluidic devices: Cell culture and flow studies with glial cells. J. Biomed. Mater. Res—Part A 2005, 72, 10–18. [Google Scholar] [CrossRef] [PubMed]
- xia Zheng, G.; jie Li, Y.; lin Qi, L.; ming Liu, X.; Wang, H.; ping Yu, S.; hua Wang, Y. Marine phytoplankton motility sensor integrated into a microfluidic chip for high-throughput pollutant toxicity assessment. Mar. Pollut. Bull. 2014, 84, 147–154. [Google Scholar] [CrossRef] [PubMed]
- Kellens, K.; Baumers, M.; Gutowski, T.G.; Flanagan, W.; Lifset, R.; Duflou, J.R. Environmental Dimensions of Additive Manufacturing: Mapping Application Domains and Their Environmental Implications. J. Ind. Ecol. 2017, 21, S49–S68. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Compound | w/w | Available | Toxicological Information |
|---|---|---|---|
| Phosphine oxide compounds 1 (Type II) | 0.1–5% | FORMlabs e.g., Dental and E-Shell series | Fertility impairing effect [47], acute and chronic toxic for aquatic organisms [48], toxic effect on mouse NIH 3T3 cells [38]. Not readily biodegradable by OECD criteria [48,49]. LD50 Oral rat > 5000 mg/kg (OECD) [48] LC50 (48 h) Oryzias latipes—6.53 mg/L (JIS K 0102-71) [49,50] EC50 (48 h) Daphnia magna—3.53 mg/L (OECD 202) [48,50] EC50 (72 h) Pseudokirchneriella subcapitata—1.56 mg/L (OECD 201) [49] |
| Hydroxy- acetophenone (Type II) | Readily biodegradable (OECD 301B) [51] LD50 Oral Rat—2.240 mg/kg [51] LC50 (96 h) Salmo gairdneri—25 mg/L [51] EC50 (48 h) Daphnia magna—50 mg/L [51] | ||
| Benzophenone compounds 2 (Type II) | <10% | UV-cured inks | Causes liver hypertrophy and kidney adenoma in rats [52] EC50 (24 h) Daphnia magna—0.28 mg/L [53] LC50 (96 h) Pimephales promelas—14.2 mg/L [53] BP-3 and BP-4: LC50 (48 h) Daphnia magna—1.09 and 47.47 mg/L LC50 (96 h) Brachydanio rerio—3.89 and 633.00 mg/L |
| Camphorquinone | Dental resins | EC50 mouse fibroblasts—235 M [30] | |
| 1-hydroxy cyclo hexyl phenyl ketone | FORMlabs Irgacure 184 | LC50 (96 h) Danio rerio—24 mg/L [54] EC50 (48 h) Daphnia magna—59.3 mg/L (OECD 202) [54] EC50 (72 h) Desmodesmus subspicatus—14.4 mg/L (OECD 201) [54] | |
| Triarylsulfonium salt (Cationic)3 | 1–10% | 3D Systems | EC50 (24 h) Daphnia magna—4.4 mg/L [55] EC50 (48 h) Daphnia magna—0.68 mg/L [55] |
| Compound | w/w | Available | Toxicological Information |
|---|---|---|---|
| Acrylate monomers, Acrylate and Urethane acrylate oligomers | 5–60% | FORMlabs Autodesk Envisiontec 3D Systems | Toxic or harmful to various species of fish, algae and water microorganisms [49]. Potential mutagens and a reproductive and developmental toxicant. LD50 Oral rat >5000 mg/kg [49] LC50 (96 h) Brachydanio rerio—10.1 mg/L (OECD 203) [70] LC50 (96 h) Cyprinus carpio—1.2 mg/L (OECD 203) [71] LC50 (96 h) Pimephales promelas—34.7 mg/L (OECD 203) [70] |
| Methyl methacrylate monomers 1, and oligomers | 5–90% | FORMlabs Envisiontec Dental resin | Assessment of repeated dose toxicity indicates potential to affect the liver and kidneys as indicated in animal studies [72]. Potential mutagen, and a reproductive and developmental toxicant, aquatic toxicant, and genotoxic in mammalian cell culture [73]. LC50 (96 h) Salmo gairdneri—3.4 mg/L (OECD 203) [73] LC50 (96 h) Cyprinodon variegatus—1.1 mg/L (OECD 203) [73] EC50 (48 h) Daphnia magna—2.6 mg/L (OECD 202) [73] EC50 (72 h) Selenastrum capricornutum—3.55 mg/L (OECD 201) [73] EC50 (96 h) Mysidopsis bahia—1.6 mg/L (OPP 72-3) [73] LC50 (96 h) Lepomis macrochirus—283 mg/L * [74] LC50 (96 h) Oncorhynchus mykiss—5.2 mg/L * [75] EC50 (48 h) Daphnia magna—8.74 mg/L * [75] EC50 (72 h) Pseudokirchneriella subcapitata—5.2 mg/L * [75] LD50 Oral rat—7900 mg/kg * [74] |
| Tripropylene Glycol diacrylate | 3D Systems | LD50 Oral rat—6800 mg/kg (OECD 401) [76] LC50 (96 h) Leuciscus idus >4.6–10 mg/L [76] EC50 (48 h) Daphnia magna—89 mg/L [76] EC50 (72 h) Scenedesmus subspicatus—65.9 mg/L [76] | |
| Hydroxyethyl Methacrylate | Dental resins | EC50 (48 h) Daphnia magna—380 mg/L (OECD 202) [77] EC50 (72 h) Selenastrum capricornutum—836 mg/L (OECD 201) [77] | |
| 3,4-Epoxy cyclohexylmethyl 3,4-epoxy-cyclohexane carboxylate | 25–60% | 3D Systems | EC50 (48 h) Daphnia magna—40 mg/L [78] LC50 (96 h) Oncorhynchus mykiss—24 mg/L [78] LC50 Oral rats—5000 mg/kg [78] |
| 1,6-bis(2,3-epoxy propoxy) hexane | 15–30% | 3D Systems | Not easily biodegradable (according to OECD-criteria) [79] EC50 (48 h) Daphnia magna—47 mg/L [79] LC50 (96 h) Leuciscus idus—30 mg/L [79] LD50 Oral rats—2190 mg/Kg [79] |
| Bisphenol A-diglycidyl dimethacrylate (Bis-GMA) | Dental resins | EC50 mouse fibroblasts—9.35 M [30] | |
| Tetraacrylate 2,3 | 30–60% | Autodesk Evisiontec FORMlabs | LC50 (96 h) Cyprinus carp—1.2 mg/L 2 [80] LC50 (96 h) Danio rerio—7.9 mg/L 3 [80] |
| Compound | w/w% | Available | Toxicological Information |
|---|---|---|---|
| Butylated hydroxytoluene | Dental resins | Toxic or harmful to various species of fish, algae, and water microorganisms [96] LD50 Oral rat >6000 mg/kg (OECD 401) [96] LC50 (48 h) Oryzias latipes—5.3 mg/L [96] EC50 (48 h) Daphnia magna—0.48 mg/L (OECD 202) [96] EC50 (24 h) Protozoa—1.7 mg/L [96] | |
| Sebacate compounds 1 | <5% | FORMlabs e.g., Dental Envisiontec | Toxic to aquatic life with long lasting effects [49], not readily biodegradable (OECD 301B) [49,97] LD50 Oral rat—3230 mg/kg (OECD 423) [49,97] LC50 (96 h) Lepomis macrochirus—0.97 mg/L (OECD 203) [49,97] LC50 (96 h) Oncorhynchus mykiss—7.9 mg/L (OECD 203) [49] LC50 (96 h) Brachydanio rerio—0.9 mg/L (OECD 203) [49] LC50 (48 h) Daphnia magna—8.58 mg/L (OECD 202) [97] EC50 (72 h) Pseudokirchneriella subcapitata—1.1 mg/L (OECD 201) [97] EC50 (72 h) Desmodesmus subspicatus—1.68 mg/L (OECD 201) [49] |
| Methylthiophenol compounds 2 | Autodesk | LC50 (96 h) Danio rerio—9 mg/L [80] EC50 (72 h) Pediastrum boryanum—1.7 mg/L [80] EC50 (24 h) Daphnia magna—15 mg/L [80] | |
| Hydroquinone | Dental resins | Evidence of mutagenicity in mammal studies, toxic to aquatic life; absorption, in sufficient concentrations, leads to cyanosis [98] LC50 (96 h) Oncorhynchus mykiss—0.04 mg/L [98] EC50 (48 h) Daphnia magna 0.13 mg/L [98] EC50 (72 h) Pseudokirchneriella subcapitata—0.34 mg/L [98] LD50 Oral rat—367.3 mg/kg [98] |
| Resin | Organism | Toxicological Information |
|---|---|---|
| VisiJet Crystal | Algae 1 | At 24 h ∼70% growth inhibition [18]. |
| Flea 2 | At 24 h 100% mortality [18] | |
| Rotifer 3 | At 24 h 100% mortality [18] | |
| Zebrafish 4 | Stunted growth, missing eyes, reduced pigmentation and yolk sac, abnormal shapes and also appear darker [13]. Greater than 90% mortality observed at 48 h [16] and 100% mortality observed at at 72 h [13]. | |
| Watershed 11122XC | Algae 1 | At 24 h >90% growth inhibition [18] |
| Rotifer 3 | At 24 h ∼ 100% mortality [18] | |
| Flea 2,5 | At 24 h ∼ 100% mortality [18] | |
| Fototec 7150 Clear | Algae 1 | At 24 h >90% growth inhibition [18] |
| Rotifer 3 | At 24 h ∼ 100% mortality [18] | |
| Flea 2,5 | At 24 h ∼ 100% mortality [18] | |
| Form Clear | Algae 1 | At 24 h ∼60% growth inhibition [18] |
| Rotifer 3 | At 24 h ∼100% mortality [18] | |
| Flea 2,5 | At 24 h ∼ 100% mortality [18] | |
| Zebrafish 4 | At 72 h higher rate of mortality, malformations (yolk sac edema, heart edema, embryo length deformation, spine flexures, lack of melanophore development, and a lack of swim bladders) [17]. | |
| VisiJet Clear | Zebrafish 4 | At 48 h >90% mortality of embryos [16]. |
| Algae 1 | At 24 h >90% growth inhibition [18] | |
| Rotifer 3 | At 24 h ∼ 100% mortality [18] | |
| Flea 2,5 | At 24 h ∼ 100% mortality [18] | |
| MED610/620 | Zebrafish 4 | >50% lethality [16]. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carve, M.; Wlodkowic, D. 3D-Printed Chips: Compatibility of Additive Manufacturing Photopolymeric Substrata with Biological Applications. Micromachines 2018, 9, 91. https://doi.org/10.3390/mi9020091
Carve M, Wlodkowic D. 3D-Printed Chips: Compatibility of Additive Manufacturing Photopolymeric Substrata with Biological Applications. Micromachines. 2018; 9(2):91. https://doi.org/10.3390/mi9020091
Chicago/Turabian StyleCarve, Megan, and Donald Wlodkowic. 2018. "3D-Printed Chips: Compatibility of Additive Manufacturing Photopolymeric Substrata with Biological Applications" Micromachines 9, no. 2: 91. https://doi.org/10.3390/mi9020091
APA StyleCarve, M., & Wlodkowic, D. (2018). 3D-Printed Chips: Compatibility of Additive Manufacturing Photopolymeric Substrata with Biological Applications. Micromachines, 9(2), 91. https://doi.org/10.3390/mi9020091