Fabrication of a Micro-Lens Array Mold by Micro Ball End-Milling and Its Hot Embossing


Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
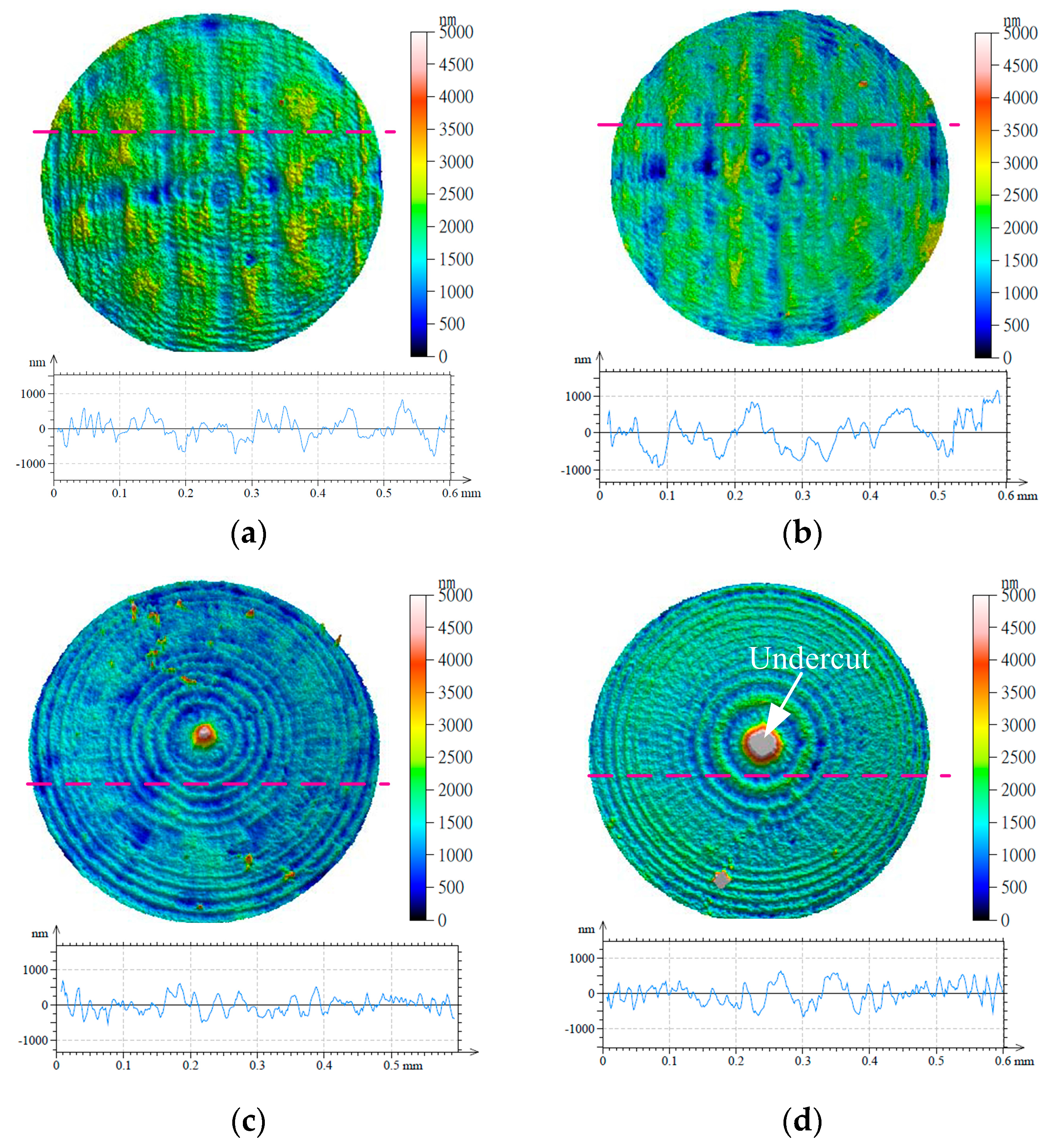
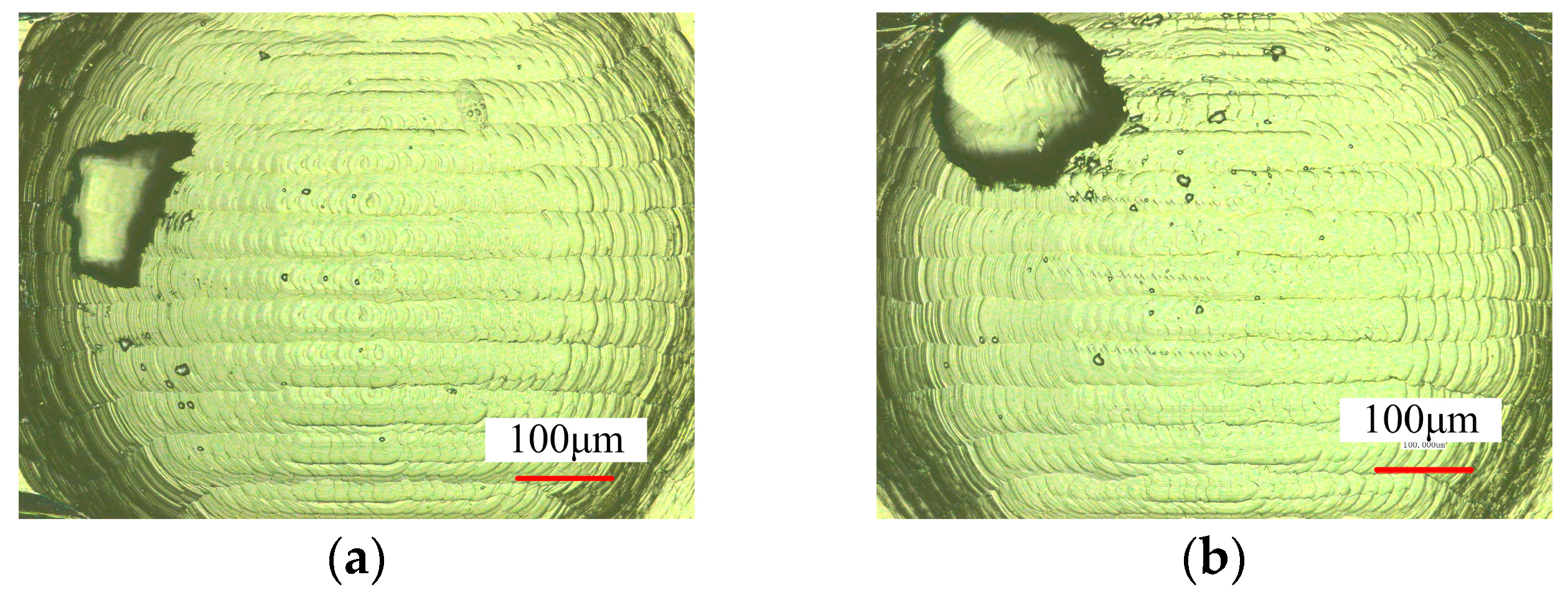
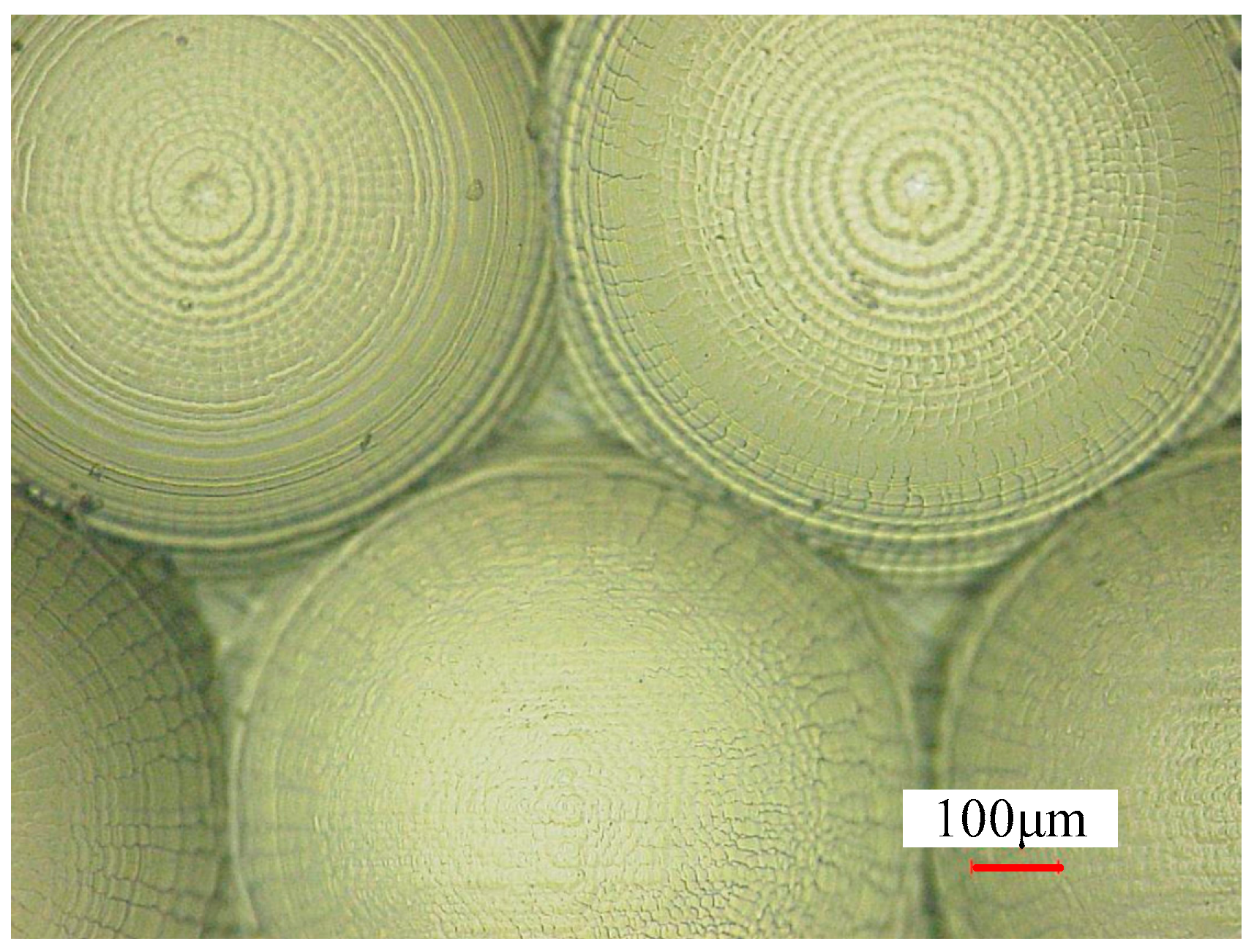
3.1. Surface Morphology of the Micro-Lens Mold
3.2. Surface Roughness
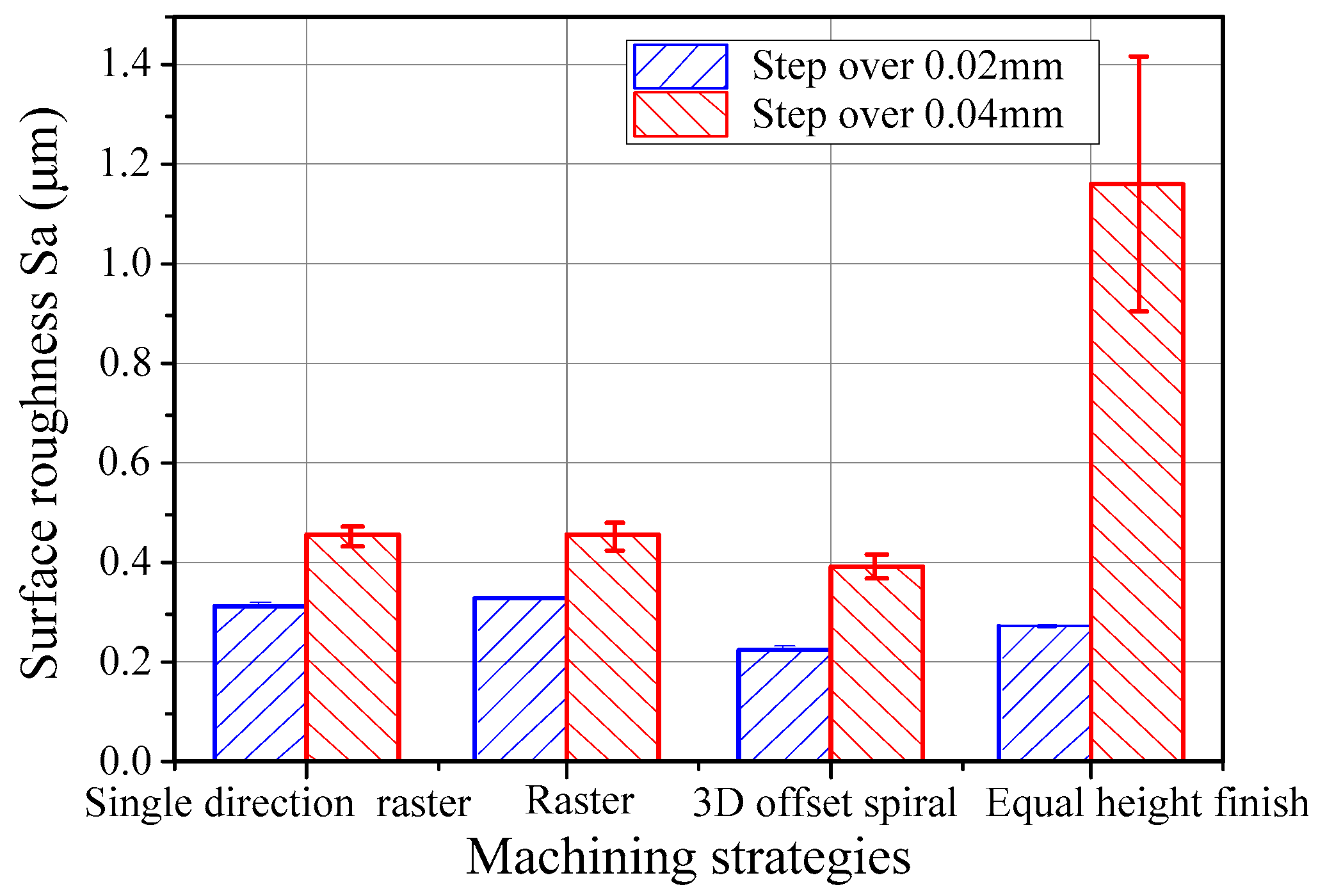
3.2.1. Effects of Tool Path Strategies on Surface Roughness
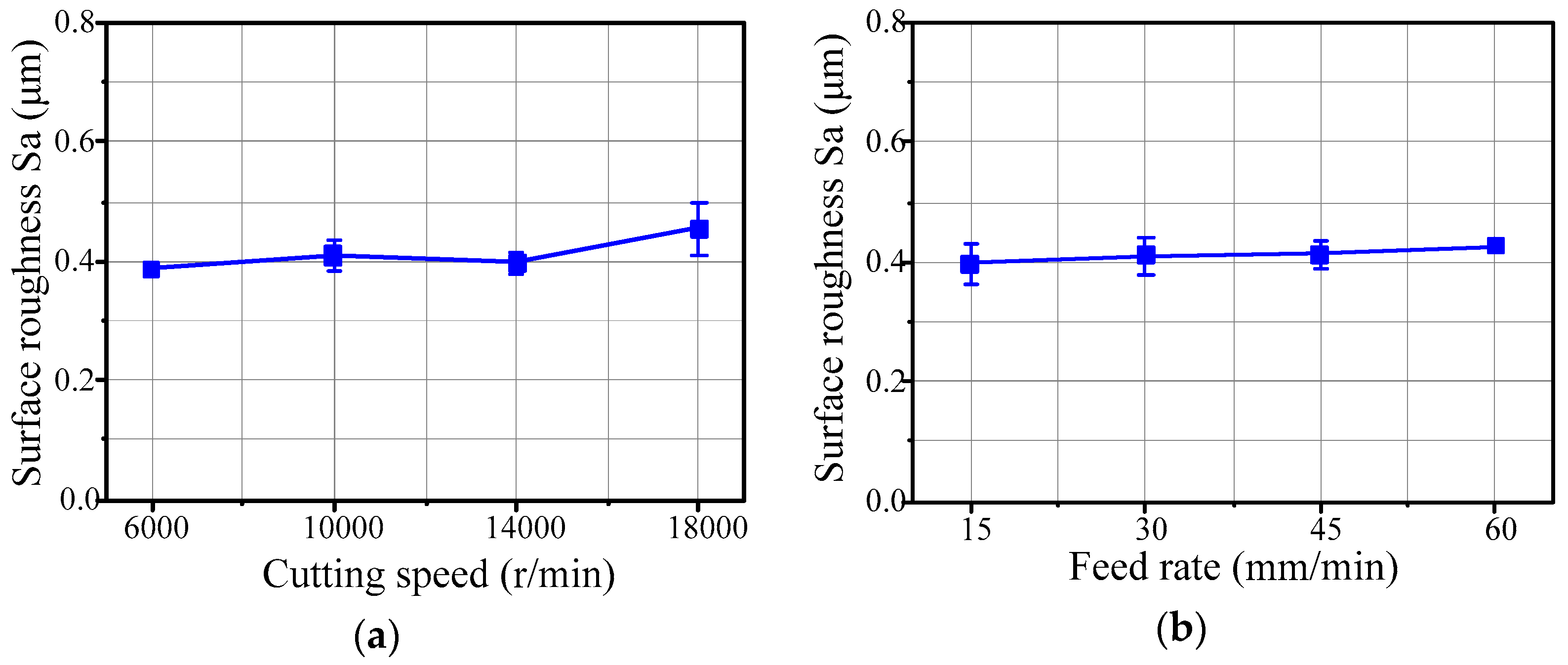
3.2.2. Effects of Cutting Speed and Feed Rate on Surface Roughness
3.3. Hot Embossing of the Micro-Lens Array
4. Conclusions
- (1)
- Compared with traditional milling, the micro ball end-milling strategy has a greater effect on the workpiece surface quality in machining. The sculpture surface machining of the micro-lens array mold produced burrs more easily, and the experimental scallop height seriously deviated from the theoretical scallop height.
- (2)
- The 3D offset spiral approach has homogeneous tool paths, and the experimental results showed that the 3D offset spiral strategy has a better quality of machining. Additionally, high-precision machining at the edge of the micro-lens array mold was obtained using a 3D offset spiral strategy, with minimum surface roughness. It is worth mentioning that the 3D offset spiral strategy is more appropriate for the machining process of concave micro-lens array molds. With an increase of the cutting speed and feed rate, the surface roughness of the micro-lens array mold increases slightly, while a small step-over can greatly reduce the surface roughness.
- (3)
- Eventually, the micro-lens array was experimentally investigated by hot embossing and the results indicated that a higher quality production of the micro-lens array could be obtained by the 3D offset spiral strategy.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Pan, C.T.; Wu, T.T.; Chen, M.F.; Chang, Y.C.; Lee, C.J.; Huang, J.C. Hot embossing of micro-lens array on bulk metallic glass. Sens. Actuators A 2008 141, 422–431. [CrossRef]
- Cheng, X.; Wang, Z.; Nakamoto, K.; Yamazaki, K. Design and development of PCD micro straight edge end mills for micro/nano machining of hard and brittle materials. J. Mech. Sci. Technol. 2010, 24, 2261–2268. [Google Scholar] [CrossRef]
- Souza, A.F.D.; Machado, A.; Beckert, S.F.; Diniz, A.E. Evaluating the roughness according to the tool path strategy when milling free form surfaces for mold application. Procedia CIRP 2014, 14, 188–193. [Google Scholar] [CrossRef]
- Toh, C.K. Cutter path strategies in high speed rough milling of hardened steel. Int. J. Mat. Des. 2006, 27, 107–114. [Google Scholar] [CrossRef]
- Thepsonthi, T.; Özel, T. An integrated toolpath and process parameter optimization for high-performance micro-milling process of Ti–6Al–4V titanium alloy. Int. J. Adv. Manuf. Technol. 2014, 75, 57–75. [Google Scholar] [CrossRef]
- Ramos, A.M.; Relvas, C.; Simões, J.A. The influence of finishing milling strategies on texture, roughness and dimensional deviations on the machining of complex surfaces. J. Mech. Sci. Technol. 2003, 136, 209–216. [Google Scholar] [CrossRef]
- Gologlu, C.; Sakarya, N. The effects of cutter path strategies on surface roughness of pocket milling of 1.2738 steel based on taguchi method. J. Mech. Sci. Technol. 2008, 206, 7–15. [Google Scholar] [CrossRef]
- Shajari, S.; Sadeghi, M.H.; Hassanpour, H. The influence of tool path strategies on cutting force and surface texture during ball end milling of low curvature convex surfaces. Sci. World J. 2014, 1, 374–526. [Google Scholar] [CrossRef] [PubMed]
- Cardoso, P.; Davim, J.P. Optimization of surface roughness in micromilling. Mater. Manuf. Process 2010, 25, 1115–1119. [Google Scholar] [CrossRef]
- Krimpenis, A.; Fousekis, A.; Vosniakos, G. Assessment of sculptured surface milling strategies using design of experiments. Int. J. Adv. Manuf. Technol. 2005, 25, 444–453. [Google Scholar] [CrossRef]
- Souza, A.F.D.; Diniz, A.E.; Rodrigues, A.R.; Coelho, R.T. Investigating the cutting phenomena in free-form milling using a ball-end cutting tool for die and mold manufacturing. Int. J. Adv. Manuf. Technol. 2014, 71, 1565–1577. [Google Scholar] [CrossRef]
- Souza, A.F.D.; Berkenbrock, E.; Diniz, A.E.; Rodrigues, A.R. Influences of the tool path strategy on the machining force when milling free form geometries with a ball-end cutting tool. J. Braz. Soc. Mech. Sci. Eng. 2015, 37, 675–687. [Google Scholar] [CrossRef]
- Xie, P.; He, P.; Yen, Y.C.; Kwak, K.J.; Gallego-Perez, D.; Chang, L.; Liao, W.; Yi, A.; Lee, L.J. Rapid hot embossing of polymer microstructures using carbide-bonded graphene coating on silicon stampers. Surf. Coat. Tech. 2014, 258, 174–180. [Google Scholar] [CrossRef]
- Sun, R.; Chang, L.; Li, L. Manufacturing polymeric micro lenses and self-organised micro lens arrays by using microfluidic dispensers. J. Micromech. Microeng. 2015, 25, 115012. [Google Scholar] [CrossRef]
- Hadad, M.; Ramezani, M. Modeling and analysis of a novel approach in machining and structuring of flat surfaces using face milling process. Int. J. Mach Tools Manuf. 2016, 105, 32–44. [Google Scholar] [CrossRef]
- Lin, R.S.; Koren, Y. Efficient tool-path planning for machining free-form surfaces. ASME J. Eng. Ind. 1996, 118, 20–28. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Twardowski, P.; Wieczorowski, M. Surface texture analysis after ball end milling with various surface inclination of hardened steel. Metrol. Meas. Syst. 2014, 21, 145–156. [Google Scholar] [CrossRef]
- Zhang, X.; Ehmann, K.F.; Yu, T.; Wang, W. Cutting forces in micro-end-milling processes. Int. J. Mach Tools Manuf. 2016, 107, 21–40. [Google Scholar] [CrossRef]
- Wang, T.; Zhou, T.; Chen, J.; Lu, S. Study the Formation Process of Cuboid Microprotrusion by Glass Molding Process. Micromachines 2017, 8, 66. [Google Scholar] [CrossRef]
- Wilkinson, P.; Reuben, R.L.; Jones, J.D.C.; Barton, J.S.; Hand, D.P.; Carolan, T.A. Surface finish parameters as diagnostics of tool wear in face milling. Wear 1997, 205, 47–54. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Spindle Speed n (r/min) | Feed Rate f (mm/min) | Step over Lw (mm) | Depth of Cut ap (μm) | Coolant |
|---|---|---|---|---|---|
| Level | 6000/10,000/14,000/18,000 | 15/30/45/60 | 0.02/0.04 | 20 | Oil metal fluid |
| Mechanical Properties | Vickers Hardness Hv | Young’s Modulus (N·m−2) | Poisson Rate σ | Modulus of Rigidity (N·m−2) |
| Level | 428 | 625 × 108 | 0.252 | 249 × 108 |
| Thermal Properties | Transformation Point (°C) | Yielding Point (°C) | Thermal Expansion (°C−1) | Thermal Conductivity (W·m−1·K−1) |
| Level | 344 | 367 | 129 × 10−7 (−30~+70 °C) | 0.688 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, P.; Liang, Z.; Wang, X.; Zhou, T.; Xie, J.; Li, S.; Shen, W. Fabrication of a Micro-Lens Array Mold by Micro Ball End-Milling and Its Hot Embossing. Micromachines 2018, 9, 96. https://doi.org/10.3390/mi9030096
Gao P, Liang Z, Wang X, Zhou T, Xie J, Li S, Shen W. Fabrication of a Micro-Lens Array Mold by Micro Ball End-Milling and Its Hot Embossing. Micromachines. 2018; 9(3):96. https://doi.org/10.3390/mi9030096
Chicago/Turabian StyleGao, Peng, Zhiqiang Liang, Xibin Wang, Tianfeng Zhou, Jiaqing Xie, Shidi Li, and Wenhua Shen. 2018. "Fabrication of a Micro-Lens Array Mold by Micro Ball End-Milling and Its Hot Embossing" Micromachines 9, no. 3: 96. https://doi.org/10.3390/mi9030096
APA StyleGao, P., Liang, Z., Wang, X., Zhou, T., Xie, J., Li, S., & Shen, W. (2018). Fabrication of a Micro-Lens Array Mold by Micro Ball End-Milling and Its Hot Embossing. Micromachines, 9(3), 96. https://doi.org/10.3390/mi9030096