A Magnetic-Field-Assisted Milli-Scale Robotic Assembly Machine: An Approach to Parallel Robotic Automation Systems


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. System Description
2.1. Introduction to Magnetic-Field-Assisted Assembly (MFAA)
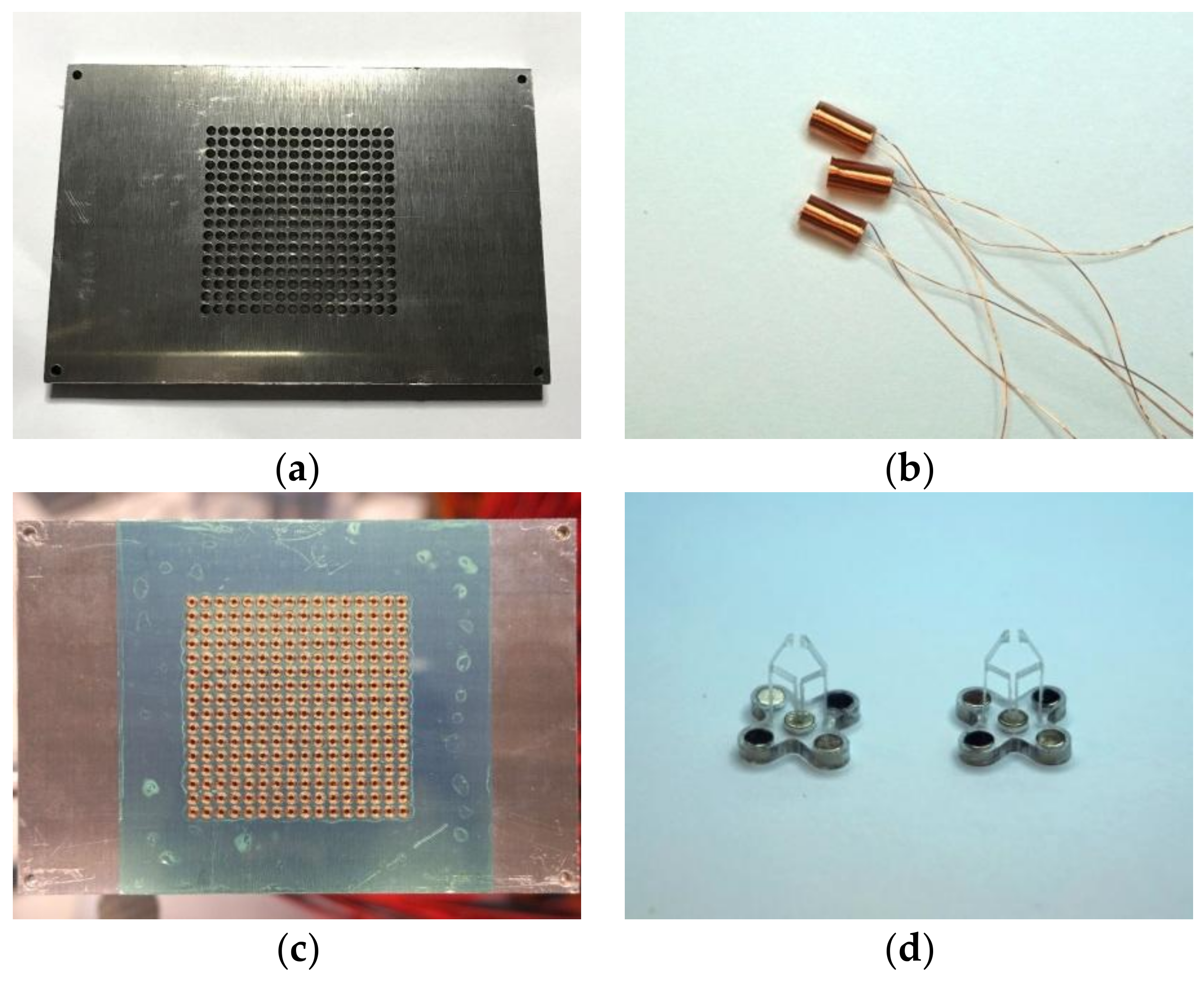
2.2. Design and Fabrication of Robot Drive System
3. Milli-Robot Design and Fabrication
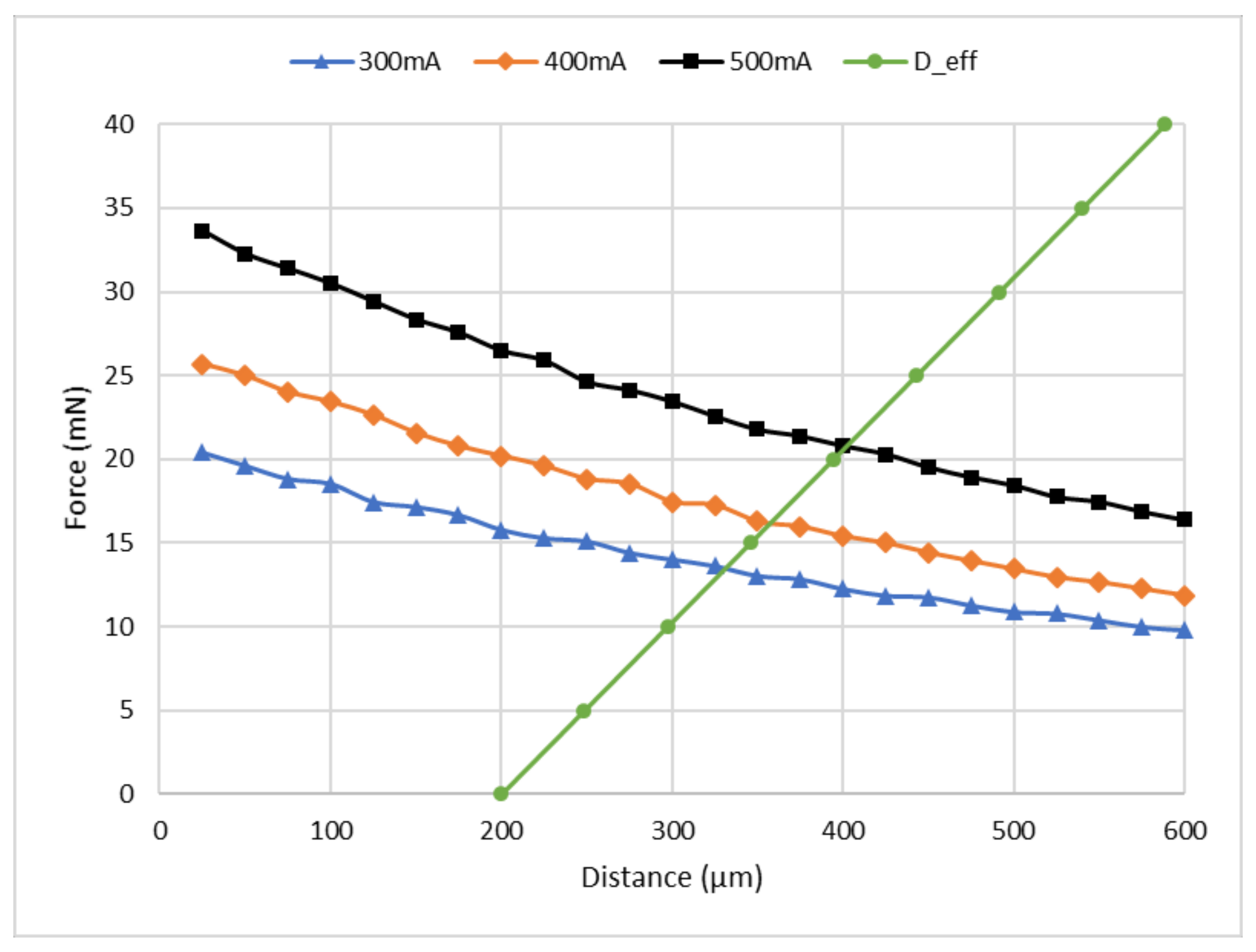
3.1. Actuation Force Measurement
3.2. Tweezer Design and Fabrication
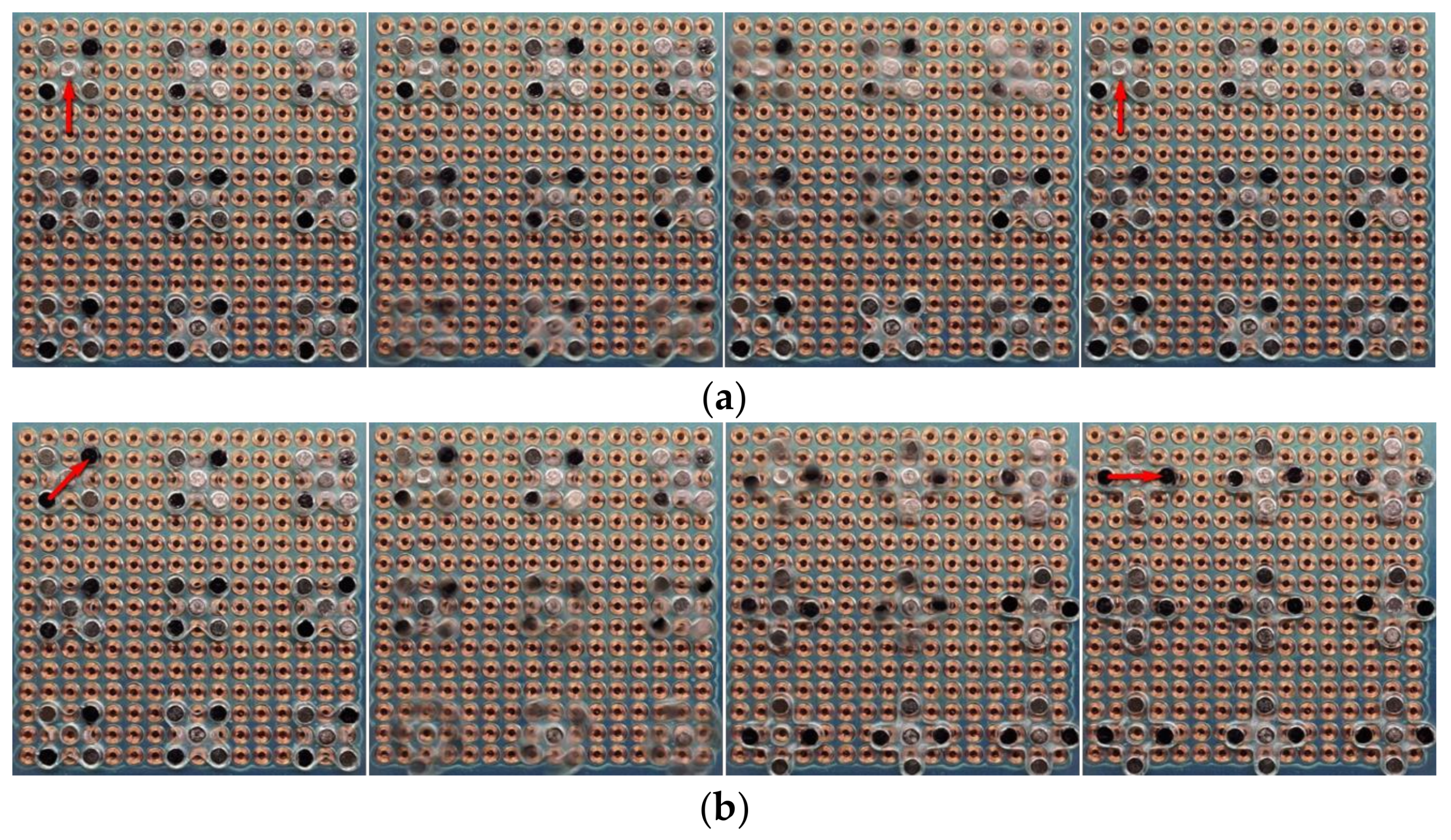
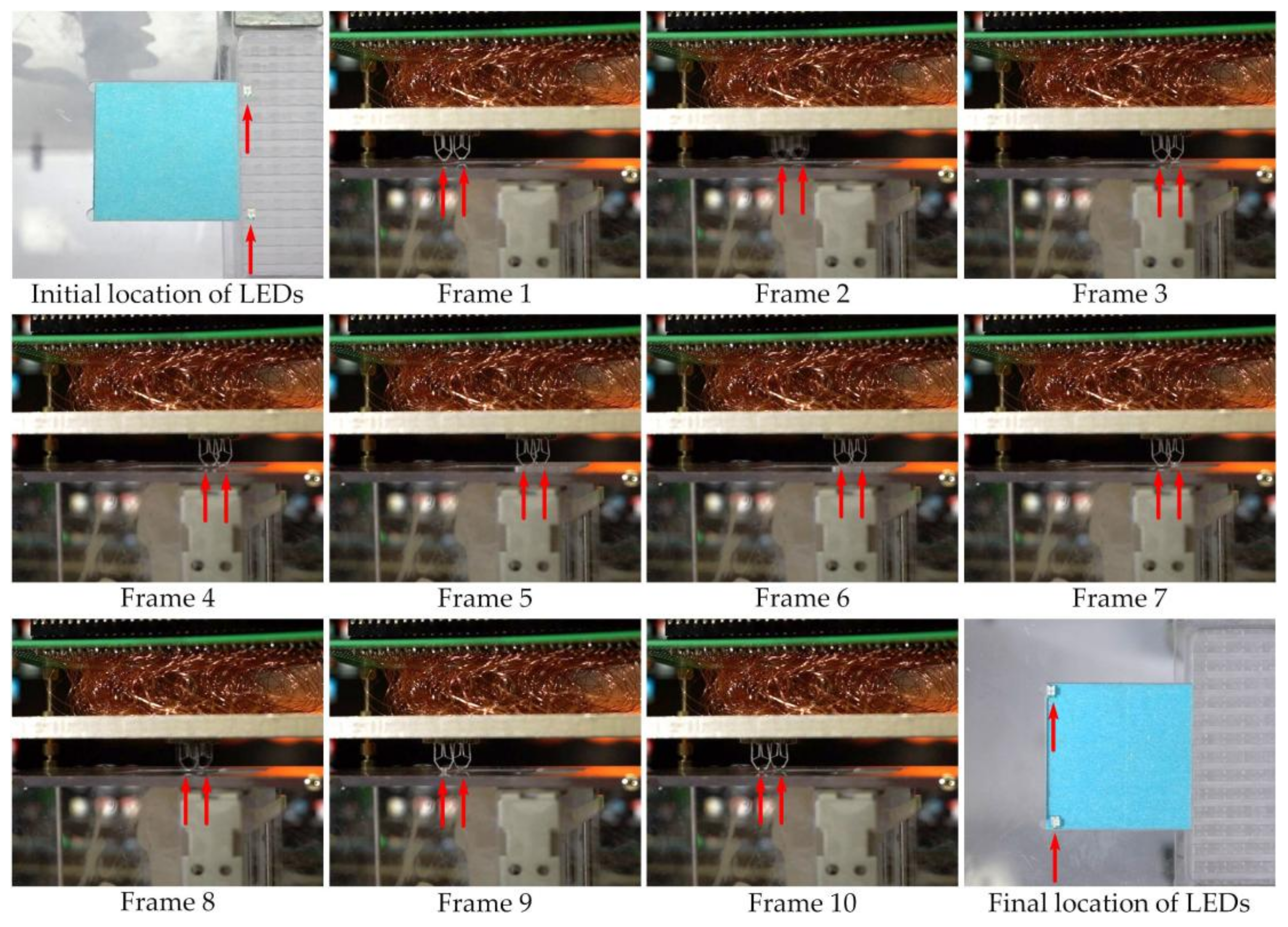
4. Parallel Assembly
5. Conclusions
6. Patent
Supplementary Materials
Author Contributions
Conflicts of Interest
References
- Korb, J. Thermoregulation and ventilation of termite mounds. Naturwissenschaften 2003, 90, 212–219. [Google Scholar] [CrossRef] [PubMed]
- Yeh, H.J.; Smith, J.S. Fluidic self-assembly for the integration of GaAs light-emitting diodes on Si substrates. IEEE Photonics Technol. Lett. 1994, 6, 706–708. [Google Scholar] [CrossRef]
- Jacobs, H.O.; Tao, A.R.; Schwartz, A.; Gracias, D.H.; Whitesides, G.M. Fabrication of a cylindrical display by patterned assembly. Science 2002, 296, 323–325. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, U.; Liepmann, D.; Howe, R.T. Microstructure to substrate self-assembly using capillary forces. J. Microelectromech. Syst. 2001, 10, 17–24. [Google Scholar] [CrossRef]
- Xiong, X.; Hanein, Y.; Fang, J.; Wang, Y.; Wang, W.; Schwartz, D.T.; Bohringer, K.F. Controlled multibatch self-assembly of microdevices. J. Microelectromech. Syst. 2003, 12, 117–127. [Google Scholar] [CrossRef]
- Zheng, W.; Chung, J.H.; Jacobs, H.O. Non-robotic fabrication of packaged microsystems by shape-and-solder-directed self-assembly. In Proceedings of the 18th IEEE International Conference on Micro Electro Mechanical Systems (MEMS 2005), Miami Beach, FL, USA, 30 January–3 February 2005; pp. 8–11. [Google Scholar]
- Fang, J.; Wang, K.; Böhringer, K.F. Self-assembly of micro pumps with high uniformity in performance. In Proceedings of the Solid State Sensor, Actuator, and Microsystems Workshop, Hilton Head Island, SC, USA, 6–10 June 2004. [Google Scholar]
- Fang, J.; Böhringer, K.F. Parallel micro component-to-substrate assembly with controlled poses and high surface coverage. J. Micromech. Microeng. 2006, 16, 721. [Google Scholar] [CrossRef]
- Bohringer, K.F.; Goldberg, K.; Cohn, M.; Howe, R.; Pisano, A. Parallel microassembly with electrostatic force fields. In Proceedings of the 1998 IEEE International Conference on Robotics and Automation, Leuven, Belgium, 20 May 1998; Volume 2, pp. 1204–1211. [Google Scholar]
- Cohn, M.B.; Howe, R.T.; Pisano, A.P. Self-assembly of microsystems using non-contact electrostatic traps. In Proceedings of the ASME International Congress and Exposition, Symposium on Micromechanical Systems (IC’95), San Francisco, CA, USA, 12–17 November 1995; pp. 893–900. [Google Scholar]
- Perkins, J.; Rumpler, J.; Fonstad, C.G. Magnetically Assisted Self-Assembly—A New Heterogeneous Integration Technique; MIT Technical Report; MIT: Cambridge, MA, USA, 2002. [Google Scholar]
- Valdastri, P.; Corradi, P.; Menciassi, A.; Schmickl, T.; Crailsheim, K.; Seyfried, J.; Dario, P. Micromanipulation, communication and swarm intelligence issues in a swarm microrobotic platform. Robot. Auton. Syst. 2006, 54, 789–804. [Google Scholar] [CrossRef]
- Sitti, M. Microscale and nanoscale robotics systems [grand challenges of robotics]. IEEE Robot. Autom. Mag. 2007, 14, 53–60. [Google Scholar] [CrossRef]
- Sitti, M. Micro-and nano-scale robotics. In Proceedings of the American Control Conference, Boston, MA, USA, 30 June–2 July 2004; Volume 1, pp. 1–8. [Google Scholar]
- Şahin, E. Swarm robotics: From sources of inspiration to domains of application. In International Workshop on Swarm Robotics; Springer: Berlin/Heidelberg, Germany, 2004; pp. 10–20. [Google Scholar]
- Fearing, R.S. A planar milli-robot system on an air bearing. In Robotics Research—The 7th International Symposium; Springer: London, UK, 1996; Volume 7, pp. 570–581. [Google Scholar]
- Donald, B.R.; Levey, C.G.; Paprotny, I. Planar microassembly by parallel actuation of MEMS microrobots. J. Microelectromech. Syst. 2008, 17, 789–808. [Google Scholar] [CrossRef]
- Pelrine, R.E. Room temperature, Open-Loop levitation of microdevices using diamagnetic materials. In Proceedings of the Micro Electro Mechanical Systems—An Investigation of Micro Structures, Sensors, Actuators, Machines and Robots, Napa Valley, CA, USA, 11–14 February 1990; pp. 34–37. [Google Scholar]
- Pelrine, R.; Wong-Foy, A.; McCoy, B.; Holeman, D.; Mahoney, R.; Myers, G.; Low, T. Diamagnetically levitated robots: An approach to massively parallel robotic systems with unusual motion properties. In Proceedings of the 2012 IEEE International Conference on Robotics and Automation (ICRA), Saint Paul, MN, USA, 14–18 May 2012; pp. 739–744. [Google Scholar]
- Pelrine, R.; Wong-Foy, A.; Hsu, A.; McCoy, B. Self-assembly of milli-scale robotic manipulators: A path to highly adaptive, robust automation systems. In Proceedings of the International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), Paris, France, 18–22 July 2016; pp. 1–6. [Google Scholar]
- Hsu, A.; Cowan, C.; Chu, W.; McCoy, B.; Wong-Foy, A.; Pelrine, R.; Velez, C.; Arnold, D.; Lake, J.; Ballard, J.; et al. Automated 2D micro-assembly using diamagnetically levitated milli-robots. In Proceedings of the 2017 International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), Montreal, QC, Canada, 17–21 July 2017; pp. 1–6. [Google Scholar]
- Pelrine, R.; Hsu, A.; Cowan, C.; Wong-Foy, A. Multi-agent systems using diamagnetic micro manipulation—From floating swarms to mobile sensors. In Proceedings of the 2017 International Conference on Manipulation, Automation and Robotics at Small Scales (MARSS), Montreal, QC, Canada, 17–21 July 2017; pp. 1–6. [Google Scholar]
- SRI International. Magnetically Actuated Micro-Robots for Advanced Manufacturing Applications. 2015. Available online: https://www.youtube.com/watch?v=Bxb3-bT8uxk (accessed on 1 October 2017).
- Shet, S.; Mehta, V.R.; Fiory, A.T.; Ravindra, N.M.; Lepselter, M.P. The magnetic field-assisted assembly of nanoscale semiconductor devices: A new technique. Jom 2004, 56, 32–34. [Google Scholar] [CrossRef]
- Ravindra, N.M.; Fiory, A.T.; Sudhakar, S. Method of magnetic field assisted self-assembly. U.S. Patent No. 7,217,592, 15 May 2007. [Google Scholar]
- Ravindra, N.M.; Kasisomayajula, V.; Shet, S.; Fiory, A.T. Method of Assembly Using Array of Programmable Magnets. U.S. Patent No. 7,737,515, 15 June 2010. [Google Scholar]
- Rivero, R.D. Modeling of Magnetic Field Driven Simultaneous Assembly; New Jersey Institute of Technology: Newark, NJ, USA, 2011. [Google Scholar]
- Liu, Y.; Ravindra, N.M. Magnetic field assisted assembly machine: Design and implementation. In Proceedings of the Communicated-Symposium—Advanced Manufacturing Technologies, Materials Science & Technology (MS&T), Salt Lake City, UT, USA, 23–27 October 2016. [Google Scholar]
- Haynes, W.M. (Ed.) CRC Handbook of Chemistry and Physics, 97th ed.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Griffiths, D.J. Introduction to Electrodynamics, 3rd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- Arduino Uno R3 Board. Available online: https://www.arduino.cc/ (accessed on 1 October 2017).
- Data Sheet. Available online: http://www.elecrow.com/download/datasheet-l9110.pdf (accessed on 1 October 2017).
- Data Sheet. Available online: http://optoelectronics.liteon.com/upload/download/DS22-2000-109/LTST-C171KRKT.pdf (accessed on 1 October 2017).
- Hartenberg, R.S.; Denavit, J. Kinematic Synthesis of Linkages; McGraw-Hill: Columbus, OH, USA, 1964. [Google Scholar]
- Ullrich, F.; Dheman, K.S.; Schuerle, S.; Nelson, B.J. Magnetically actuated and guided milli-gripper for medical applications. In Proceedings of the 2015 IEEE International Conference on Robotics and Automation (ICRA), Seattle, WA, USA, 26–30 May 2015; pp. 1751–1756. [Google Scholar]
- LEXAN™ 9034 Polycarbonate Sheet. Available online: http://sfs.sabic.eu/wp-content/uploads/resource_pdf/1448531609-74377051-LEXAN-9034-9030XXX-DATASHEET-US-2015.pdf (accessed on 1 October 2017).













© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Ravindra, N.M. A Magnetic-Field-Assisted Milli-Scale Robotic Assembly Machine: An Approach to Parallel Robotic Automation Systems. Micromachines 2018, 9, 144. https://doi.org/10.3390/mi9040144
Liu Y, Ravindra NM. A Magnetic-Field-Assisted Milli-Scale Robotic Assembly Machine: An Approach to Parallel Robotic Automation Systems. Micromachines. 2018; 9(4):144. https://doi.org/10.3390/mi9040144
Chicago/Turabian StyleLiu, Yan, and Nuggehalli M. Ravindra. 2018. "A Magnetic-Field-Assisted Milli-Scale Robotic Assembly Machine: An Approach to Parallel Robotic Automation Systems" Micromachines 9, no. 4: 144. https://doi.org/10.3390/mi9040144
APA StyleLiu, Y., & Ravindra, N. M. (2018). A Magnetic-Field-Assisted Milli-Scale Robotic Assembly Machine: An Approach to Parallel Robotic Automation Systems. Micromachines, 9(4), 144. https://doi.org/10.3390/mi9040144