Investigation on Surface Integrity of Rapidly Solidified Aluminum RSA 905 by Magnetic Field-Assisted Finishing




Abstract
:1. Introduction
2. Experimental
2.1. Experimental Setup
2.2. Design of Experiments
3. Results and Discussions
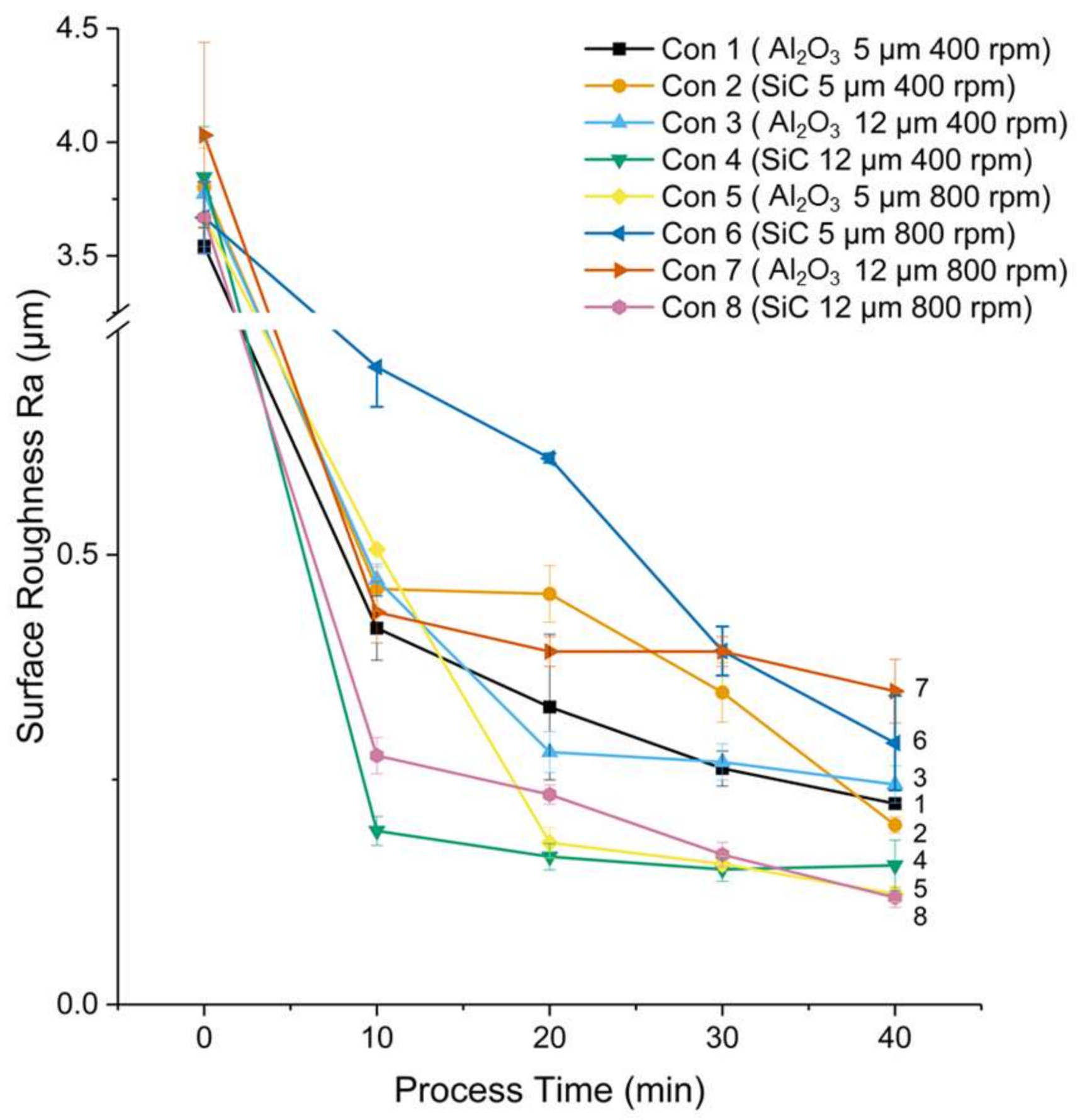
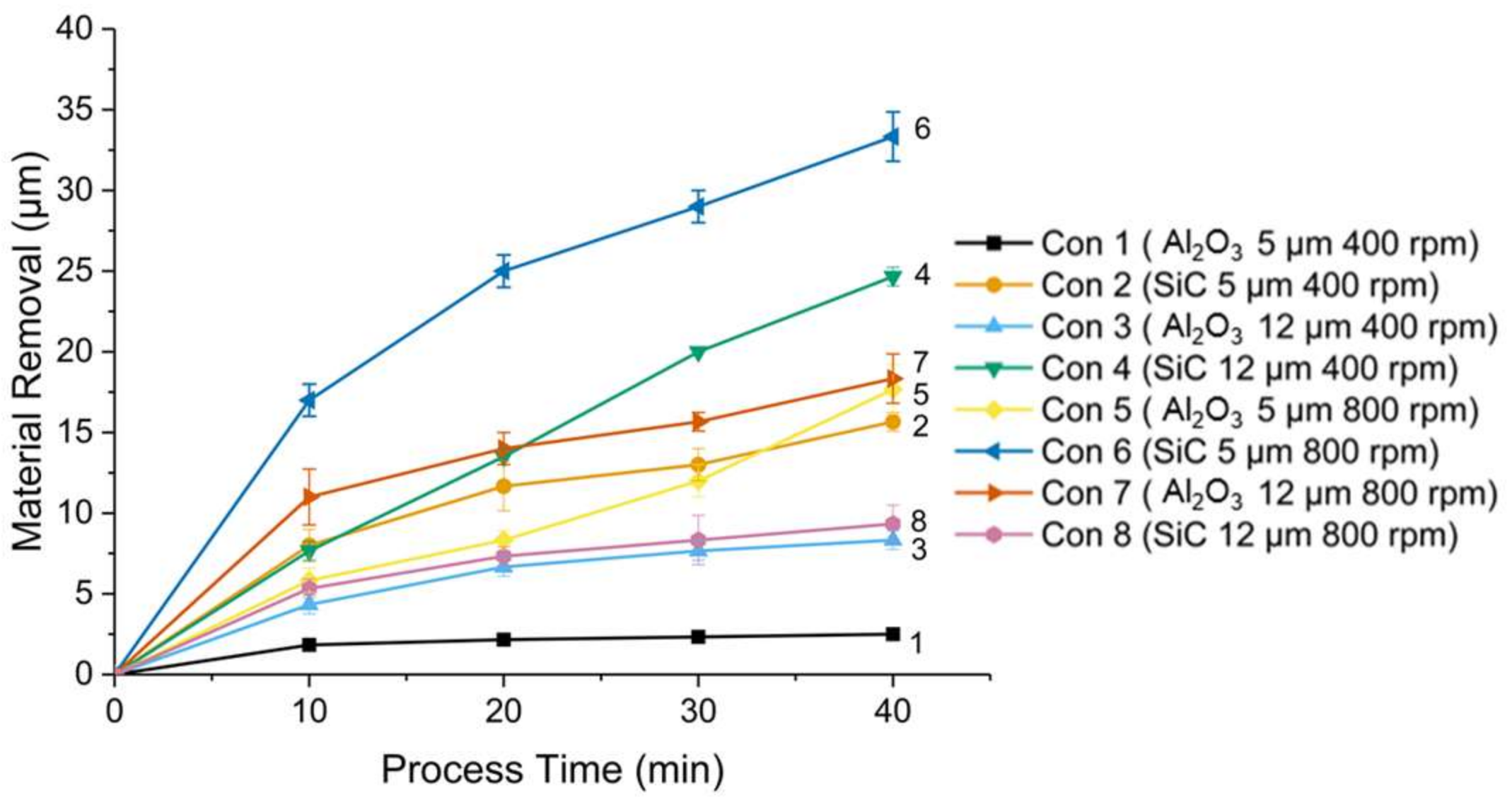
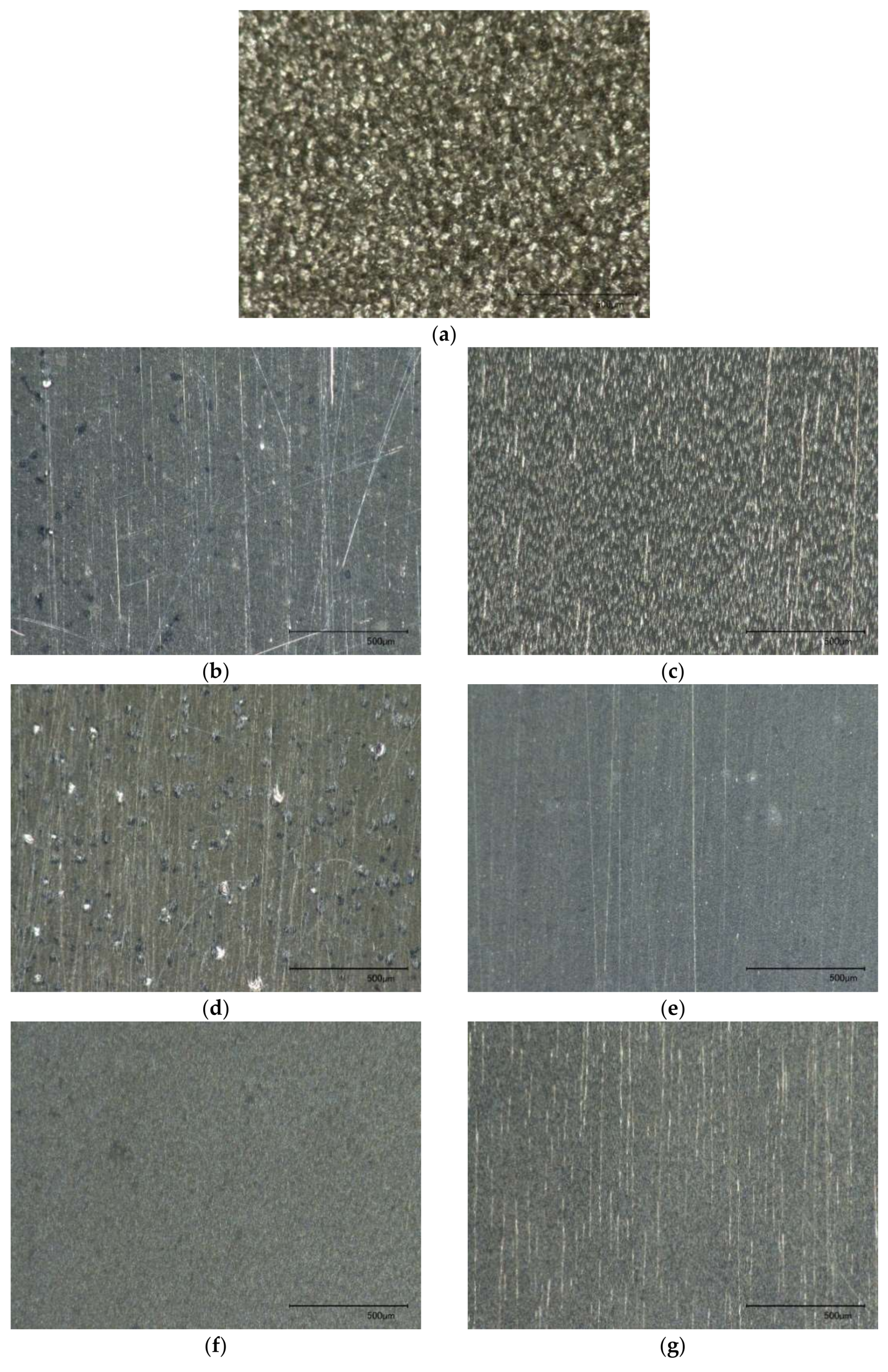
3.1. Surface Roughness, Morphology, and Material Removal
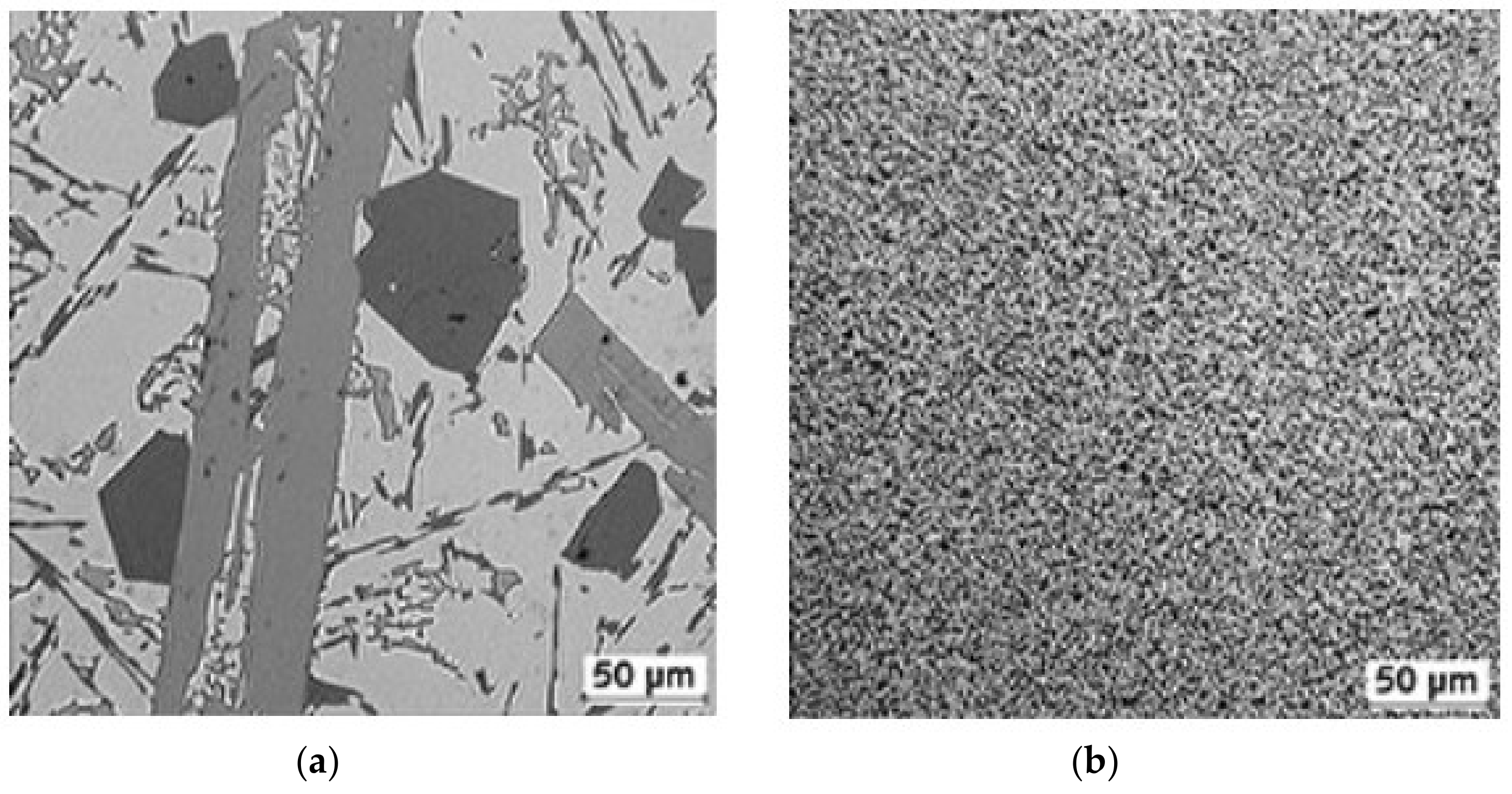
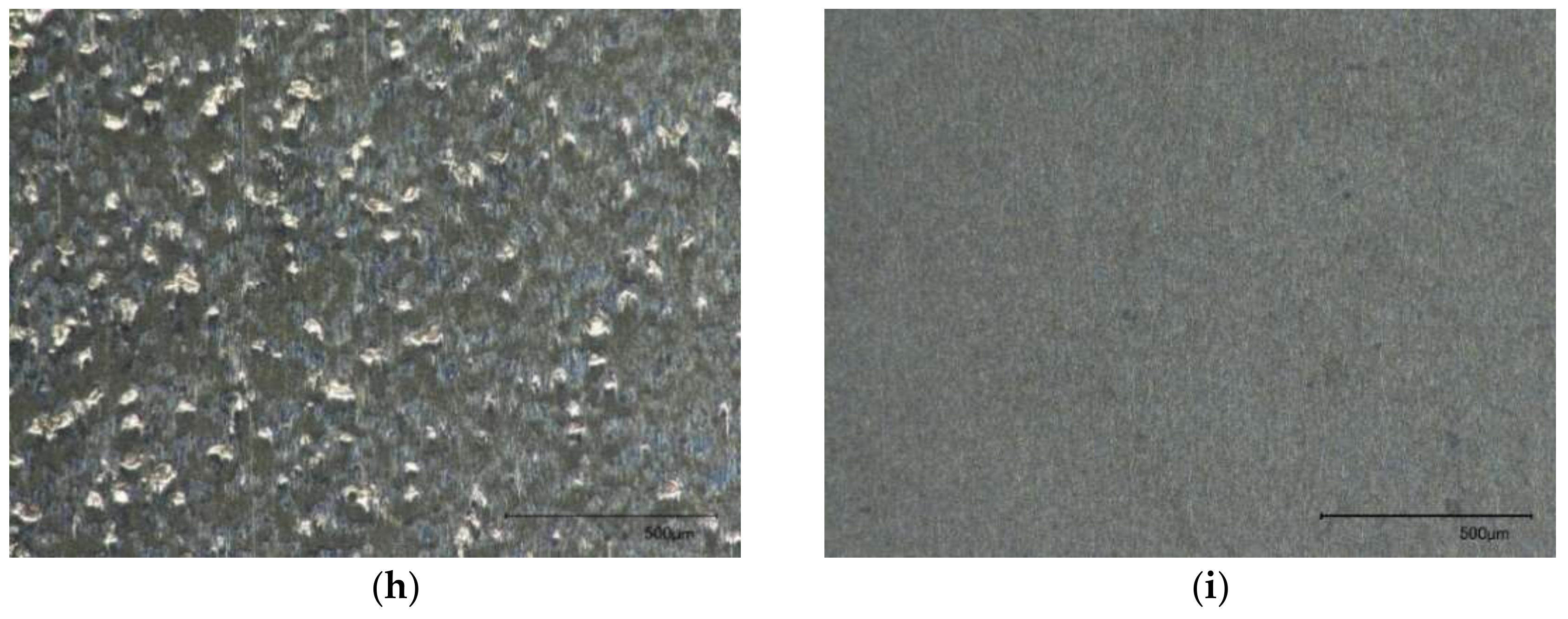
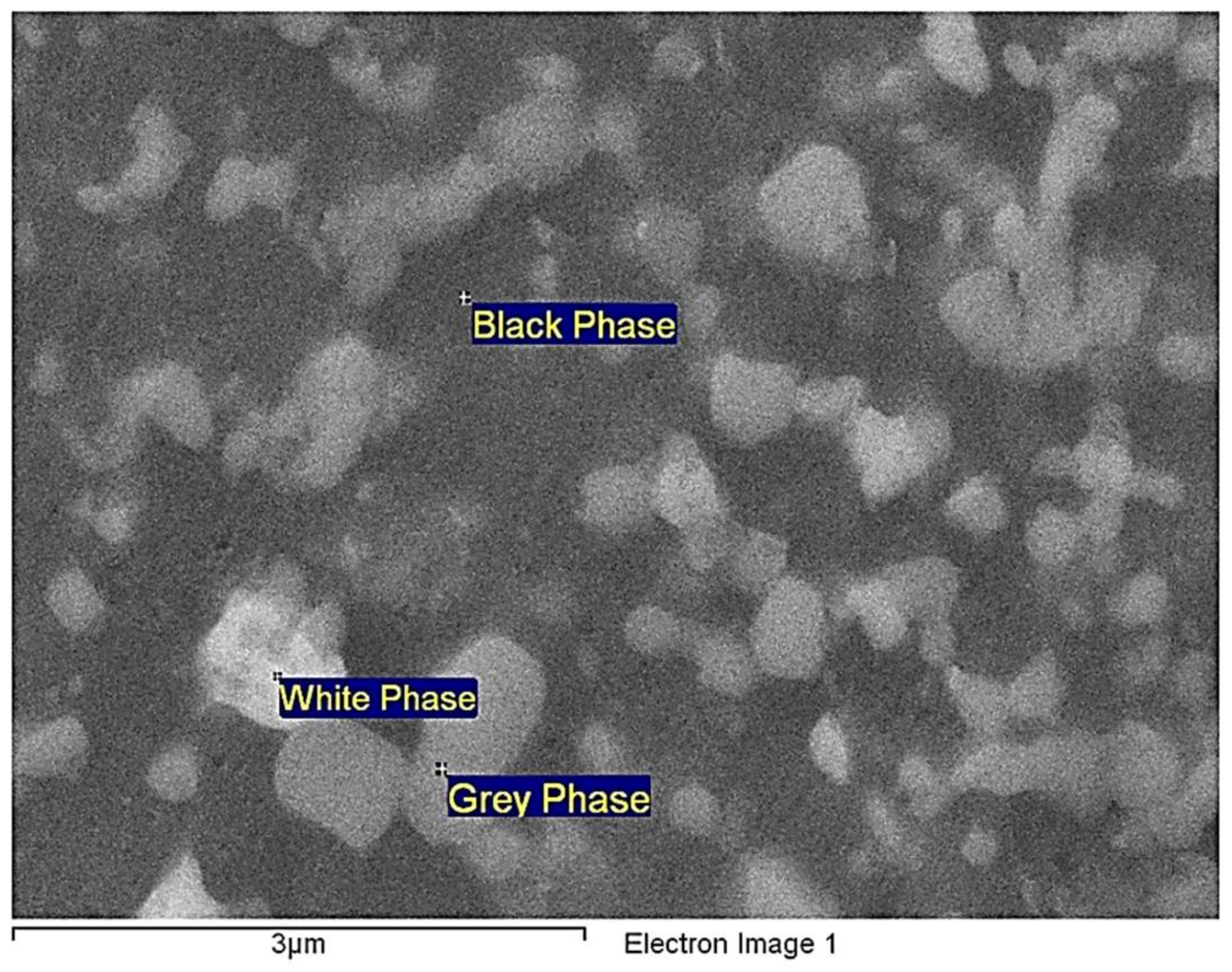
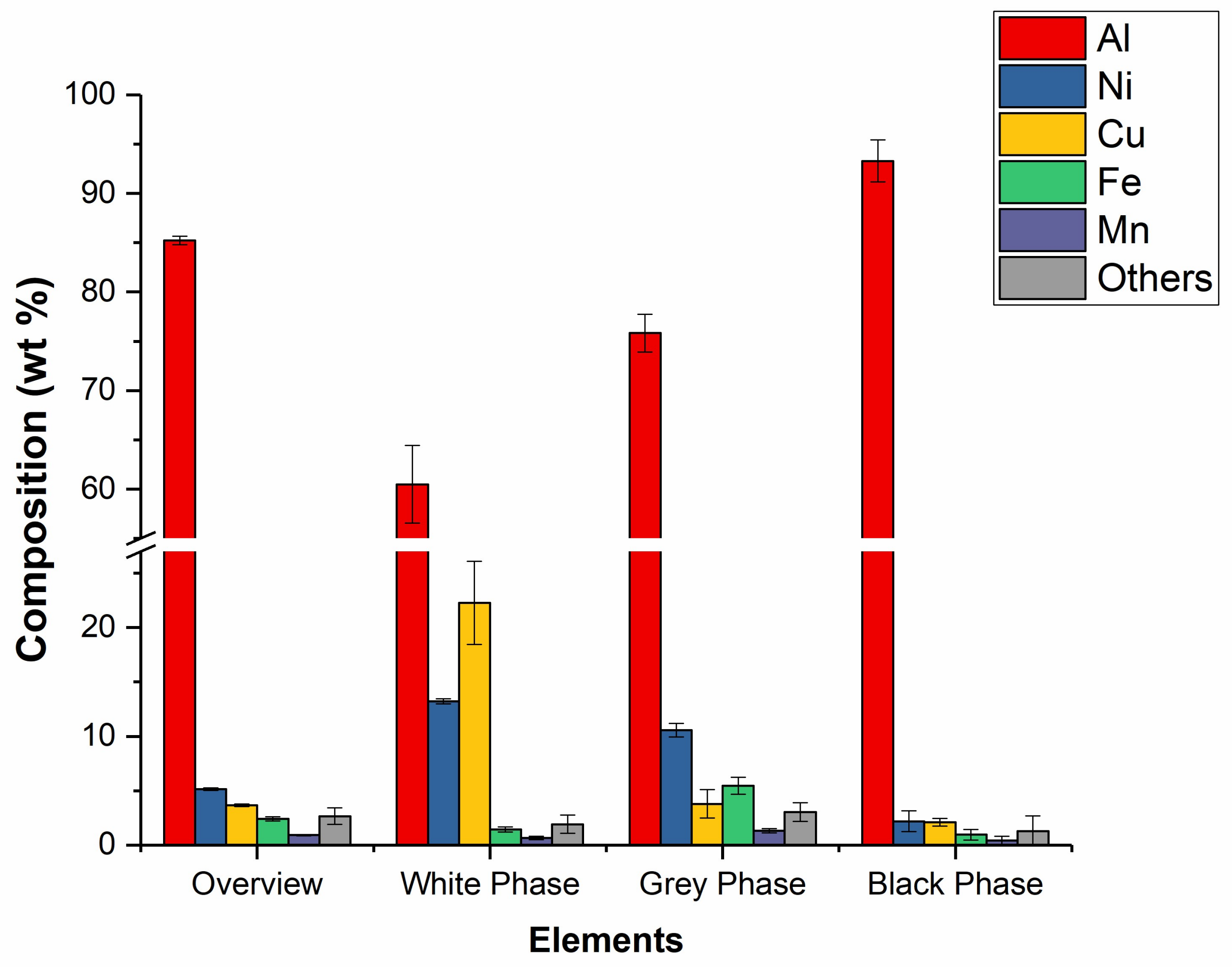
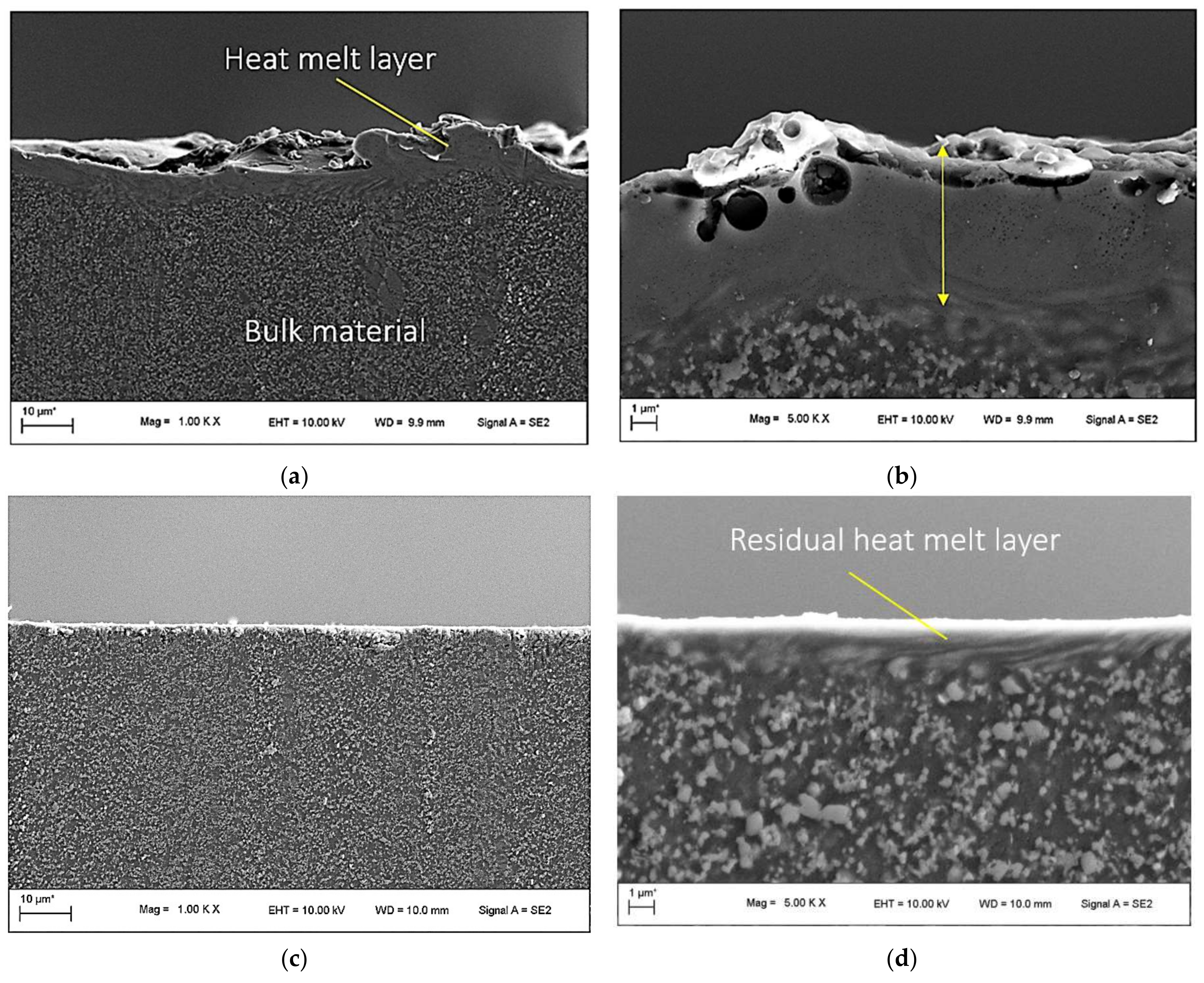
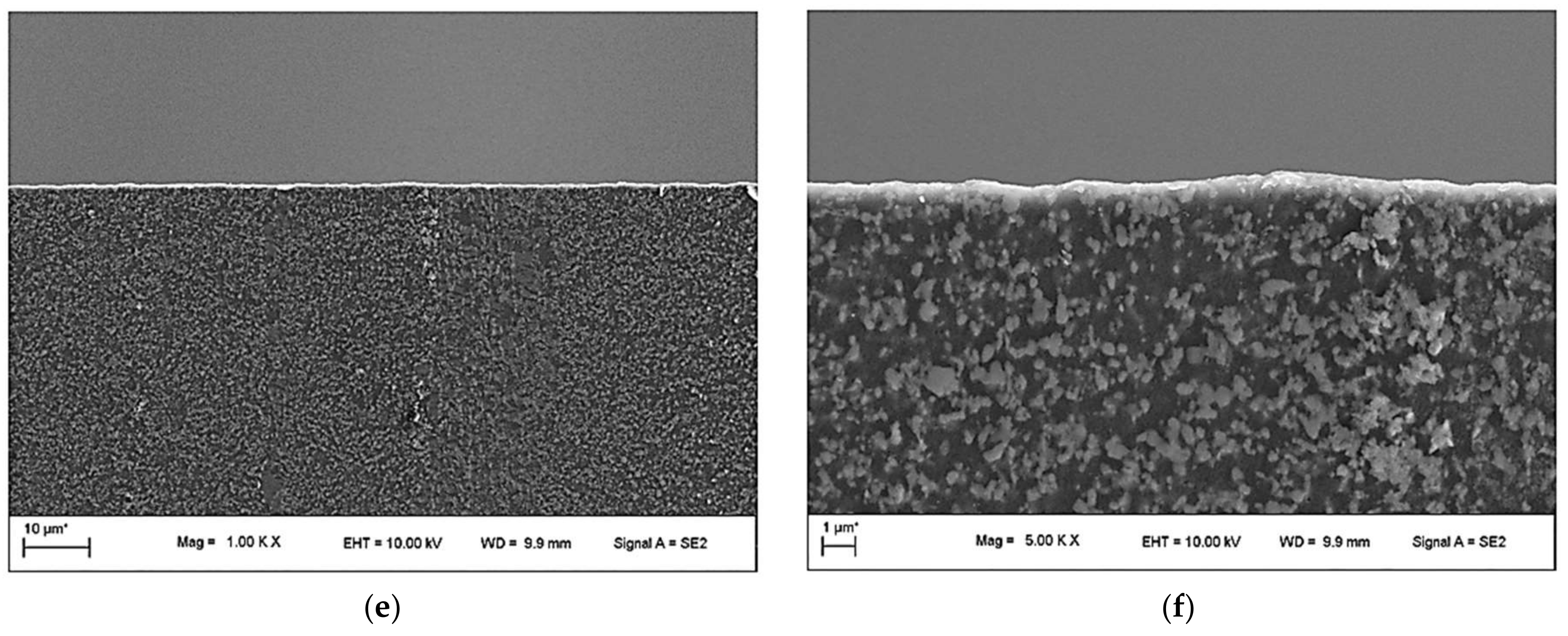
3.2. Microstructure and Cross Sectional Observation
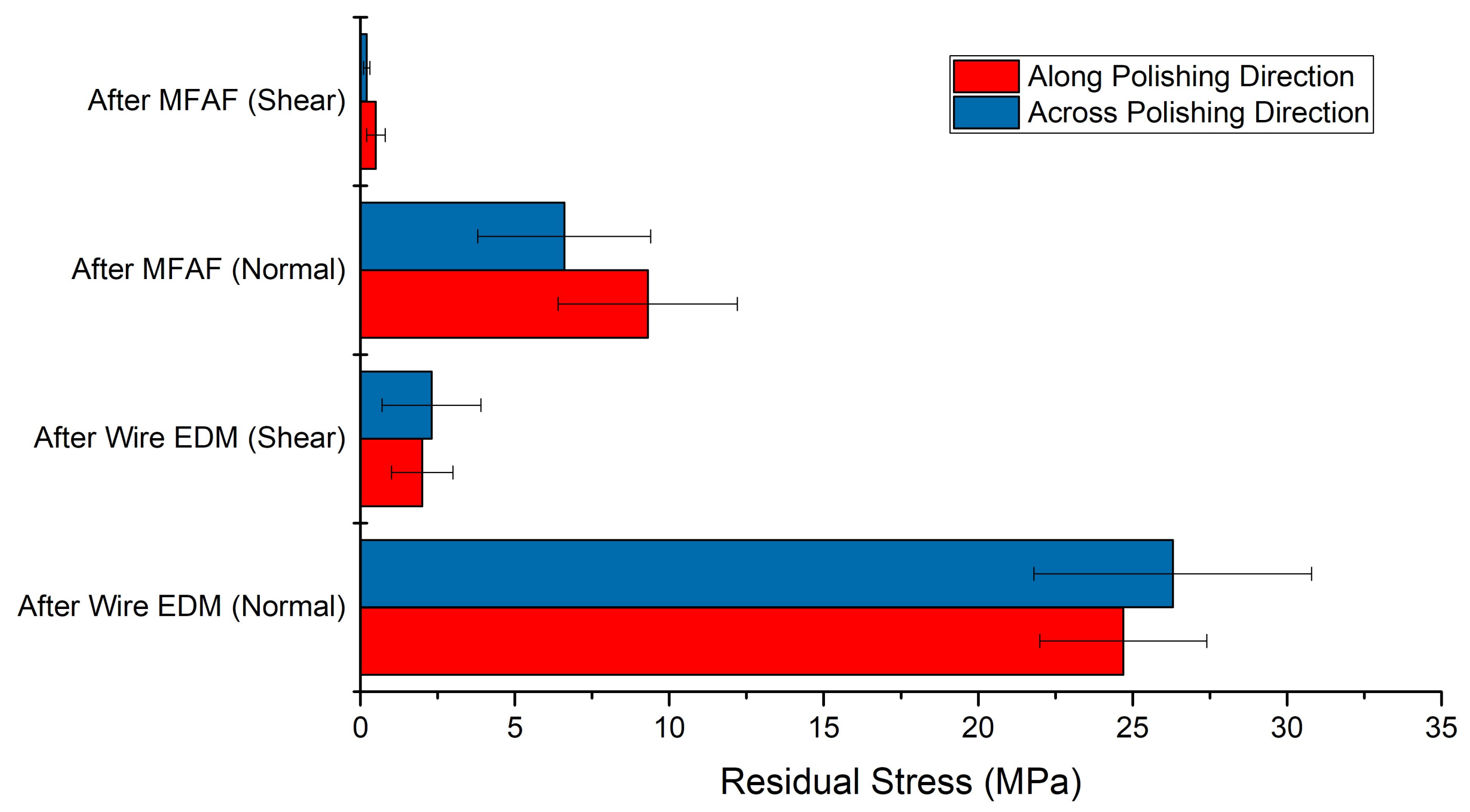
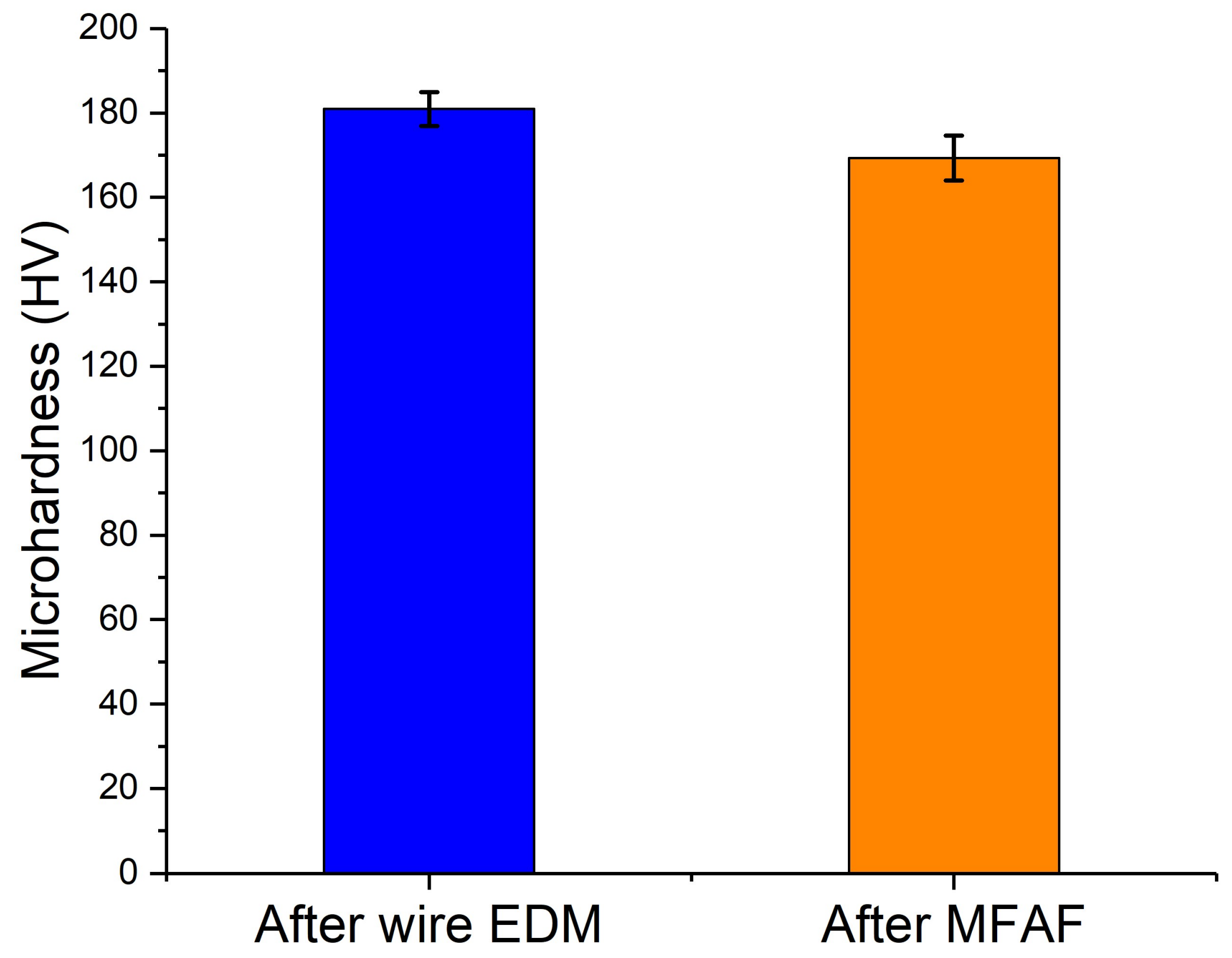
3.3. Surface Residual Stress and Microhardness Measurements
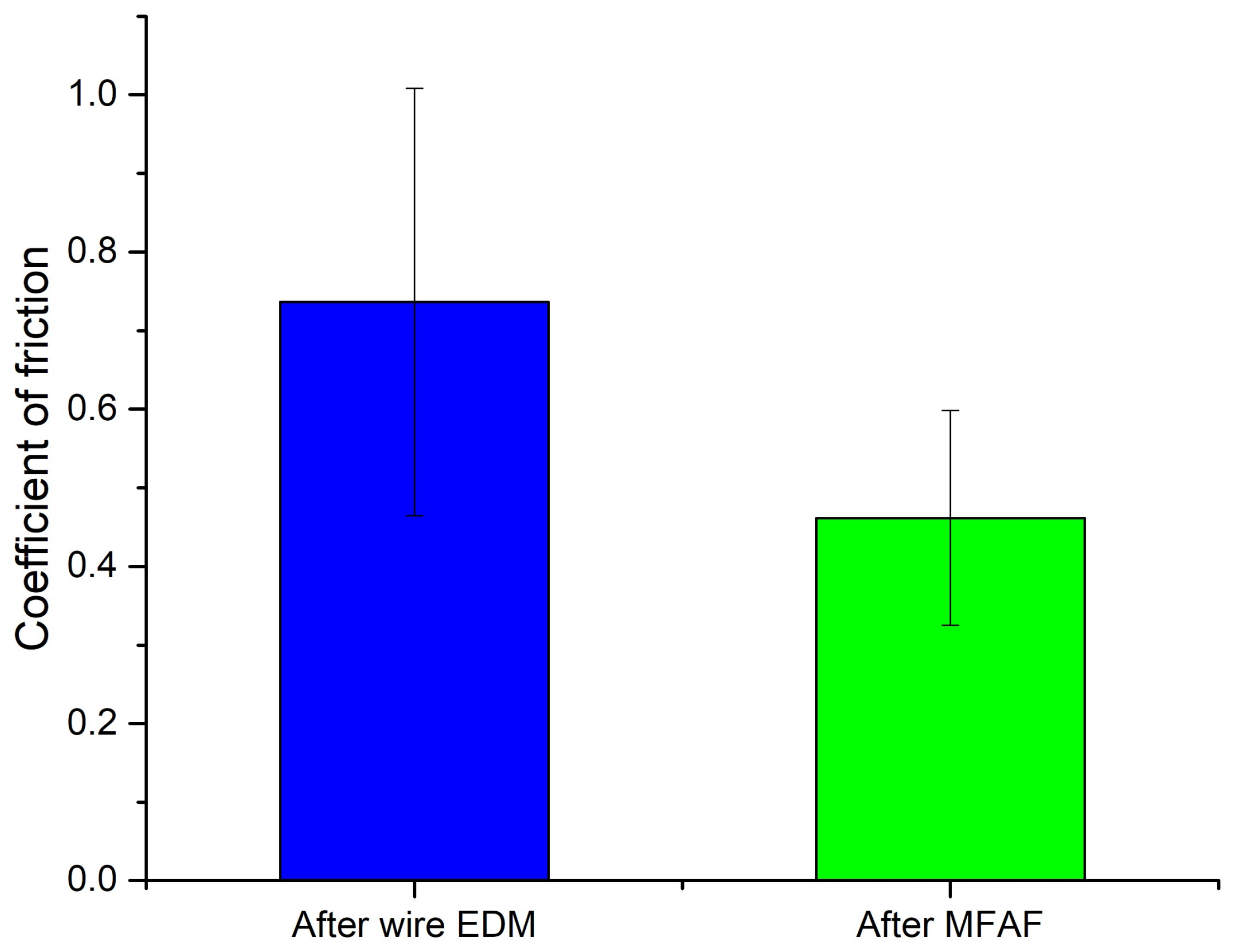
3.4. Tribology Tests
4. Conclusions
- At the polishing speed of 400 rpm, the SiC-based magnetic abrasives produced a higher material removal than the Al2O3-based magnetic abrasives, and large particles contributed to a higher material removal. However, higher polishing speed did not contribute to a higher material removal for large particles since large particles became susceptible to being scattered and dropped out from the abrasives.
- The results of ANOVA analysis showed that at the 0.05 level abrasive type is the critical factor for the developed MFAF process in terms of surface roughness Ra and all the parameters are dominant for the entire MFAF process regarding material removal.
- According to the results of cross sectional observation, surface residual stress and microhardness measurements, the subsurface damage caused by wire EDM was almost completely removed by the MFAF process without inducing new subsurface damage.
- The polished surface showed a better tribological performance than the wire EDMed surface represented by the lower coefficient of fiction and wear rate.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gleiter, H. Nanostructured materials: Basic concepts and microstructure. Acta Mater. 2000, 48, 1–29. [Google Scholar] [CrossRef]
- Chang, J.-Y.; Shan, A. Microstructure and mechanical properties of AlMgSi alloys after equal channel angular pressing at room temperature. Mater. Sci. Eng. A 2003, 347, 165–170. [Google Scholar] [CrossRef]
- Ferrasse, S.; Segal, V.M.; Hartwig, K.T.; Goforth, R.E. Development of a submicrometer-grained microstructure in aluminum 6061 using equal channel angular extrusion. J. Mater. Res. 2011, 12, 1253–1261. [Google Scholar] [CrossRef]
- Kim, W.J.; Chung, C.S.; Ma, D.S.; Hong, S.I.; Kim, H.K. Optimization of strength and ductility of 2024 Al by equal channel angular pressing (ECAP) and post-ECAP aging. Scr. Mater. 2003, 49, 333–338. [Google Scholar] [CrossRef]
- Horita, Z.; Fujinami, T.; Nemoto, M.; Langdon, T.G. Equal-channel angular pressing of commercial aluminum alloys: Grain refinement, thermal stability and tensile properties. Metall. Mater. Trans. A 2000, 31, 691–701. [Google Scholar] [CrossRef]
- Kanani, M.; Sohrabi, S.; Ebrahimi, R.; Paydar, M.H. Continuous and ultra-fine grained chip production with large strain machining. J. Mater. Process. Technol. 2014, 214, 1777–1786. [Google Scholar] [CrossRef]
- Shankar, M.R.; Chandrasekar, S.; King, A.H.; Compton, W.D. Microstructure and stability of nanocrystalline aluminum 6061 created by large strain machining. Acta Mater. 2005, 53, 4781–4793. [Google Scholar] [CrossRef]
- Morehead, M.; Huang, Y.; Ted Hartwig, K. Machinability of ultrafine-grained copper using tungsten carbide and polycrystalline diamond tools. Int. J. Mach. Tools Manuf. 2007, 47, 286–293. [Google Scholar] [CrossRef]
- de Assis, C.L.F.; Jasinevicius, R.G.; Rodrigues, A.R. Micro end-milling of channels using ultrafine-grained low-carbon steel. Int. J. Adv. Manuf. Technol. 2015, 77, 1155–1165. [Google Scholar] [CrossRef]
- Froes, F.H.; Kim, Y.-W.; Krishnamurthy, S. Rapid solidification of lightweight metal alloys. Mater. Sci. Eng. A 1989, 117, 19–32. [Google Scholar] [CrossRef]
- RSP Technology. Available online: http://www.rsp-technology.com/ (accessed on 10 July 2017).
- Abou-El-Hossein, K.; Olufayo, O.; Mkoko, Z. Diamond tool wear during ultra-high precision machining of rapidly solidified aluminium RSA 905. Wear 2013, 302, 1105–1112. [Google Scholar] [CrossRef]
- Otieno, T.; Abou-El-Hossein, K.; Hsu, W.Y.; Cheng, Y.C.; Mkoko, Z. Surface roughness when diamond turning RSA 905 optical aluminium. Proc. SPIE 2015, 9575. [Google Scholar] [CrossRef]
- Cheng, Y.-C.; Hsu, W.-Y.; Kuo, C.-H.; Abou-El-Hossein, K.; Otieno, T. Investigation of rapidly solidified aluminum by using diamond turning and a magnetorheological finishing process. Proc. SPIE 2015, 9575. [Google Scholar] [CrossRef]
- Moeggenborg, K.; Vincer, T.; Lesiak, S.; Salij, R. Super-polished aluminum mirrors through the application of chemical mechanical polishing techniques. Proc. SPIE 2006, 6288. [Google Scholar] [CrossRef]
- Jain, V.K. Magnetic field assisted abrasive based micro-/nano-finishing. J. Mater. Process. Technol. 2009, 209, 6022–6038. [Google Scholar] [CrossRef]
- Shinmura, T.; Yamaguchi, H. Study on a New Internal Finishing Process by the Application of Magnetic Abrasive Machining: Internal Finishing of Stainless Steel Tube and Clean Gas Bomb. JSME Int. J. 1995, 38, 798–804. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Kang, J.; Hashimoto, F. Metastable austenitic stainless steel tool for magnetic abrasive finishing. CIRP Ann. Manuf. Technol. 2011, 60, 339–342. [Google Scholar] [CrossRef]
- Walker, D.D.; Brooks, D.; King, A.; Freeman, R.; Morton, R.; McCavana, G.; Kim, S.-W. The ‘Precessions’ tooling for polishing and figuring flat, spherical and aspheric surfaces. Opt. Express 2003, 11, 958–964. [Google Scholar] [CrossRef] [PubMed]
- Kordonski, W.I.; Jacobs, S.D. Magnetorheological Finishing. Int. J. Mod. Phys. B 1996, 10, 2837–2848. [Google Scholar] [CrossRef]
- Guo, J.; Morita, S.-Y.; Hara, M.; Yamagata, Y.; Higuchi, T. Ultra-precision finishing of micro-aspheric mold using a magnetostrictive vibrating polisher. CIRP Ann. Manuf. Technol. 2012, 61, 371–374. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Riemer, O.; Gessenharter, A. Finishing of structured surfaces by abrasive polishing. Precis. Eng. 2006, 30, 325–336. [Google Scholar] [CrossRef]
- Fähnle, O.W.; van Brug, H.; Frankena, H.J. Fluid jet polishing of optical surfaces. Appl. Opt. 1998, 37, 6771–6773. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Kum, C.W.; Au, K.H.; Tan, Z.E.; Wu, H.; Liu, K. New vibration-assisted magnetic abrasive polishing (VAMAP) method for microstructured surface finishing. Opt. Express 2016, 24, 13542–13554. [Google Scholar] [CrossRef] [PubMed]
- Sato, T.; Kum, C.W. Surface Polishing Apparatus. Application No. WO/2013/172785, 21 November 2013. [Google Scholar]
- Guo, J.; Tan, Z.E.; Au, K.H.; Liu, K. Experimental investigation into the effect of abrasive and force conditions in magnetic field-assisted finishing. Int. J. Adv. Manuf. Technol. 2017, 90, 1881–1888. [Google Scholar] [CrossRef]
- Guo, J.; Liu, K.; Wang, Z.; Tnay, G.L. Magnetic field-assisted finishing of a mold insert with curved microstructures for injection molding of microfluidic chips. Tribol. Int. 2017, 114, 306–314. [Google Scholar] [CrossRef]
- Guo, J.; Zhang, J.; Wang, H.; Kumar, A.S.; Liu, K. Surface quality characterisation of diamond cut V-groove structures made of rapidly solidified aluminium RSA-905. Precis. Eng. 2018. accepted. [Google Scholar]
- You, Y.-L.; Li, D.-X.; Si, G.-J.; Deng, X. Investigation of the influence of solid lubricants on the tribological properties of polyamide 6 nanocomposite. Wear 2014, 311, 57–64. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Dual Magnetic Roller Tool |
|---|---|
| Workpiece material | RSA 905 |
| Initial roughness Ra | >3.0 µm |
| Tool rotation speed | 400 rpm, 800 rpm |
| Robot arm feed speed | 288 mm/min |
| Gap | 1.5 mm |
| Abrasive type | Al2O3, SiC |
| Abrasive size | 5 µm, 12 µm |
| Test No. | Abrasive Type | Abrasive Size (µm) | Polishing Speed (rpm) |
|---|---|---|---|
| 1 | Al2O3 | 5 | 400 |
| 2 | SiC | 5 | 400 |
| 3 | Al2O3 | 12 | 400 |
| 4 | SiC | 12 | 400 |
| 5 | Al2O3 | 5 | 800 |
| 6 | SiC | 5 | 800 |
| 7 | Al2O3 | 12 | 800 |
| 8 | SiC | 12 | 800 |
| DOF | SS | MS | F Value | P Value | |
|---|---|---|---|---|---|
| Abrasive Type | 1 | 0.01153 | 0.01153 | 16.63816 | 8.74249 × 10−4 |
| Abrasive Size | 1 | 3.375 × 10−4 | 3.375 × 10−4 | 0.4871 | 0.49524 |
| Speed | 1 | 0.00129 | 0.00129 | 1.86277 | 0.19119 |
| Abrasive Type * Abrasive Size | 1 | 0.0805 | 0.0805 | 116.18859 | 9.57754 × 10−9 |
| Abrasive Type * Speed | 1 | 0.00101 | 0.00101 | 1.46347 | 0.24395 |
| Abrasive Size * Speed | 1 | 0.00224 | 0.00224 | 3.23676 | 0.09089 |
| Abrasive Type * Abrasive Size * Speed | 1 | 0.041 | 0.041 | 59.17758 | 9.18327 × 10−7 |
| Model | 7 | 0.13792 | 0.0197 | 28.43635 | 7.02693 × 10−8 |
| Error | 16 | 0.01109 | 6.92875 × 10−4 | 0 | 0 |
| Corrected Total | 23 | 0.14901 | 0 | 0 | 0 |
| Ra | MR/50 | MR/100 | MR/150 | MR/200 | |
|---|---|---|---|---|---|
| Abrasive Type | Y | Y | Y | Y | Y |
| Abrasive Size | N | Y | Y | Y | Y |
| Speed | N | Y | Y | Y | Y |
| Abrasive Type * Abrasive Size | Y | Y | Y | Y | Y |
| Abrasive Type * Speed | N | Y | Y | Y | Y |
| Abrasive Size * Speed | N | Y | Y | Y | Y |
| Abrasive Type * Abrasive Size * Speed | Y | Y | Y | Y | Y |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Wang, H.; Goh, M.H.; Liu, K. Investigation on Surface Integrity of Rapidly Solidified Aluminum RSA 905 by Magnetic Field-Assisted Finishing. Micromachines 2018, 9, 146. https://doi.org/10.3390/mi9040146
Guo J, Wang H, Goh MH, Liu K. Investigation on Surface Integrity of Rapidly Solidified Aluminum RSA 905 by Magnetic Field-Assisted Finishing. Micromachines. 2018; 9(4):146. https://doi.org/10.3390/mi9040146
Chicago/Turabian StyleGuo, Jiang, Hao Wang, Min Hao Goh, and Kui Liu. 2018. "Investigation on Surface Integrity of Rapidly Solidified Aluminum RSA 905 by Magnetic Field-Assisted Finishing" Micromachines 9, no. 4: 146. https://doi.org/10.3390/mi9040146
APA StyleGuo, J., Wang, H., Goh, M. H., & Liu, K. (2018). Investigation on Surface Integrity of Rapidly Solidified Aluminum RSA 905 by Magnetic Field-Assisted Finishing. Micromachines, 9(4), 146. https://doi.org/10.3390/mi9040146