Fabricating Microstructures on Glass for Microfluidic Chips by Glass Molding Process

Abstract
:1. Introduction
2. Experiments
2.1. Experimental Setup and Measurement
2.2. Glass and Mold
2.3. Design of Experiment
3. Results and Discussion
3.1. Groove Molding Experiment
3.2. Microfluidic Chips
3.3. Chip Application
4. Discussions
4.1. Curved Side Wall
4.2. Bonding Techniques
5. Conclusions
- (1)
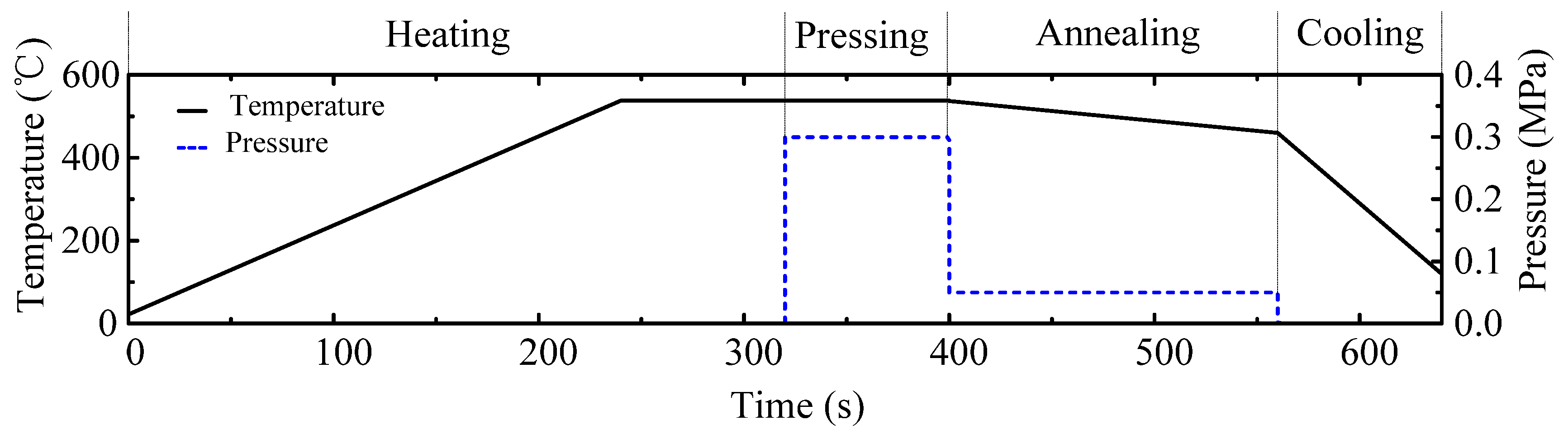
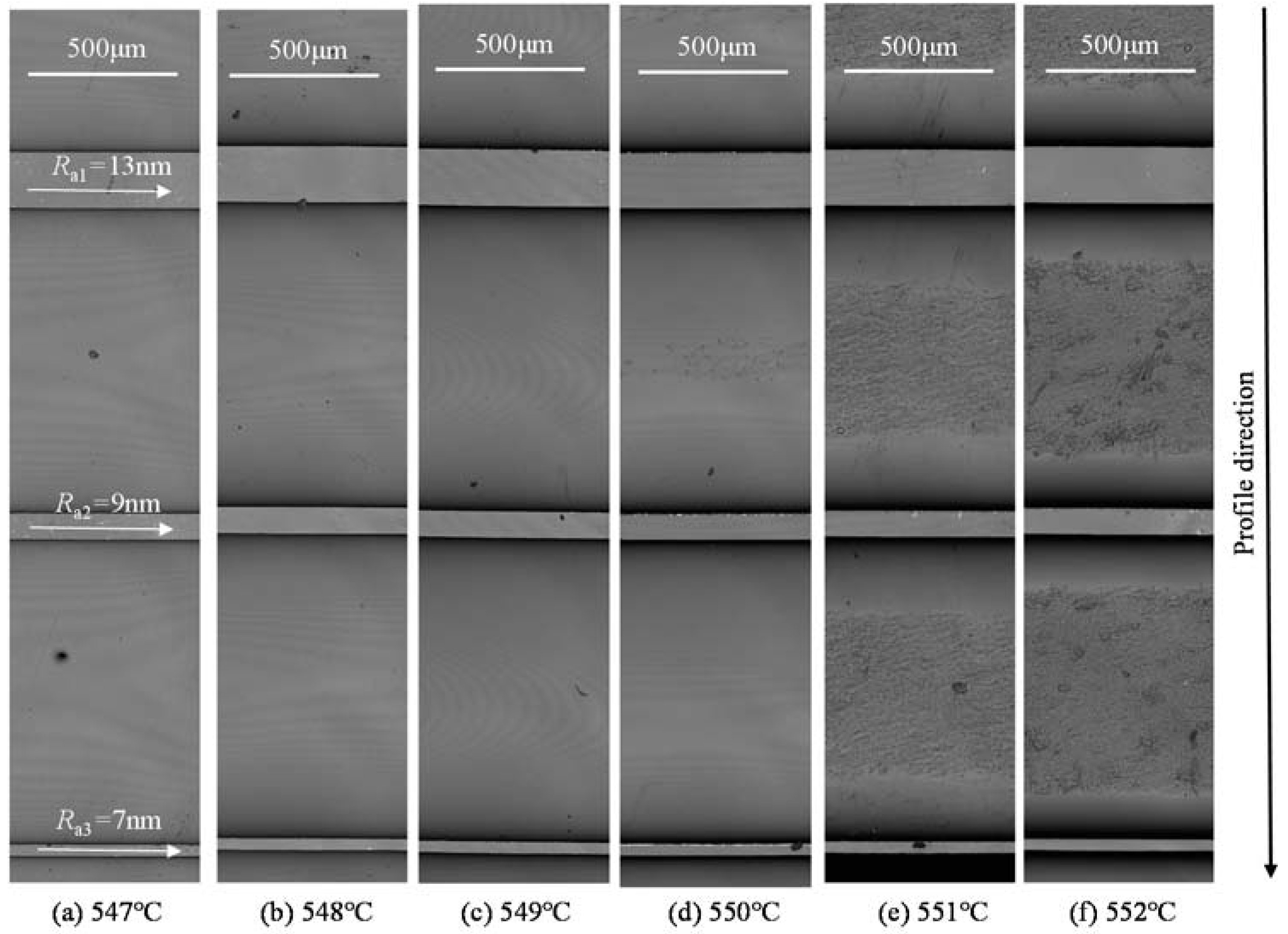
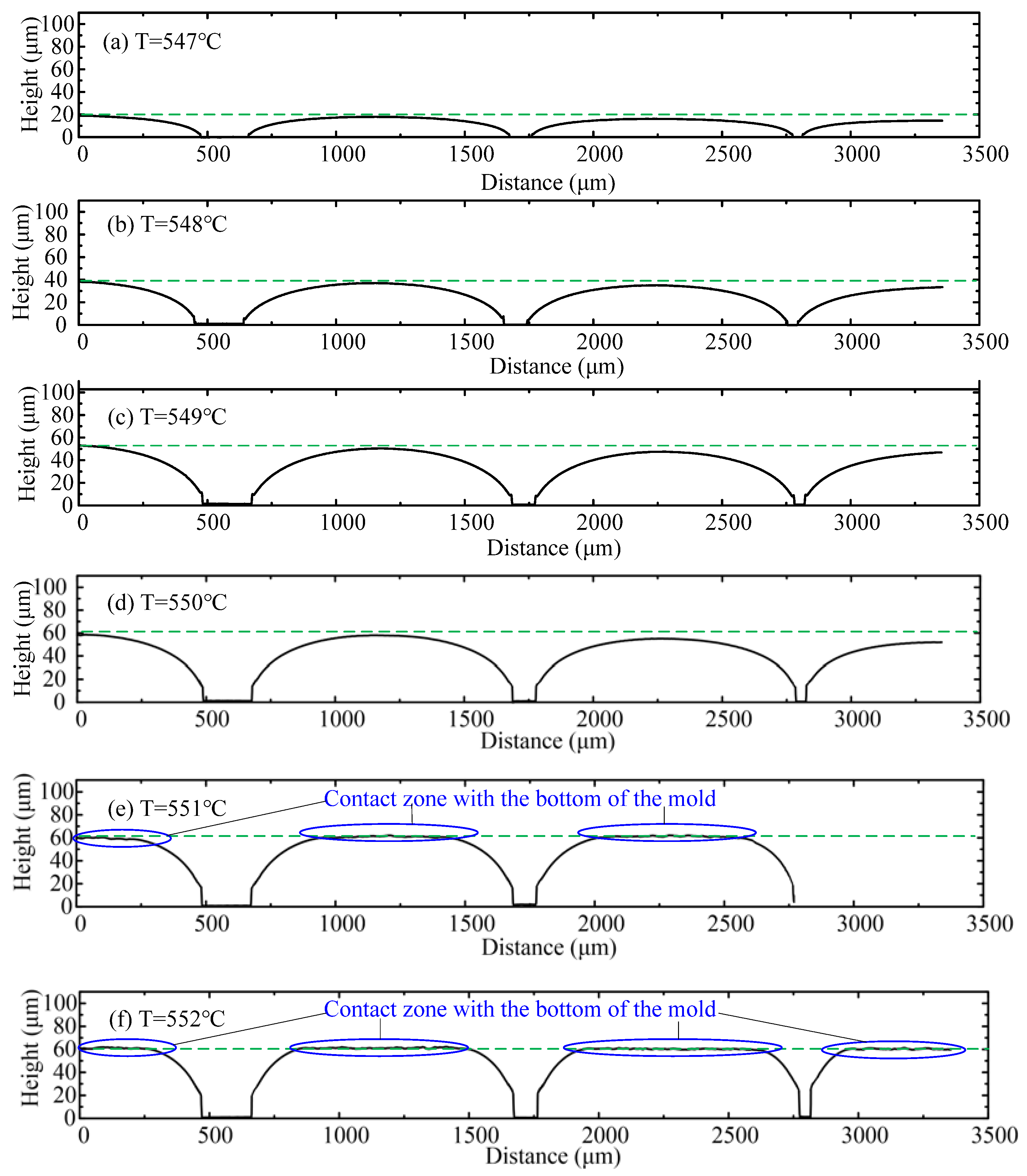
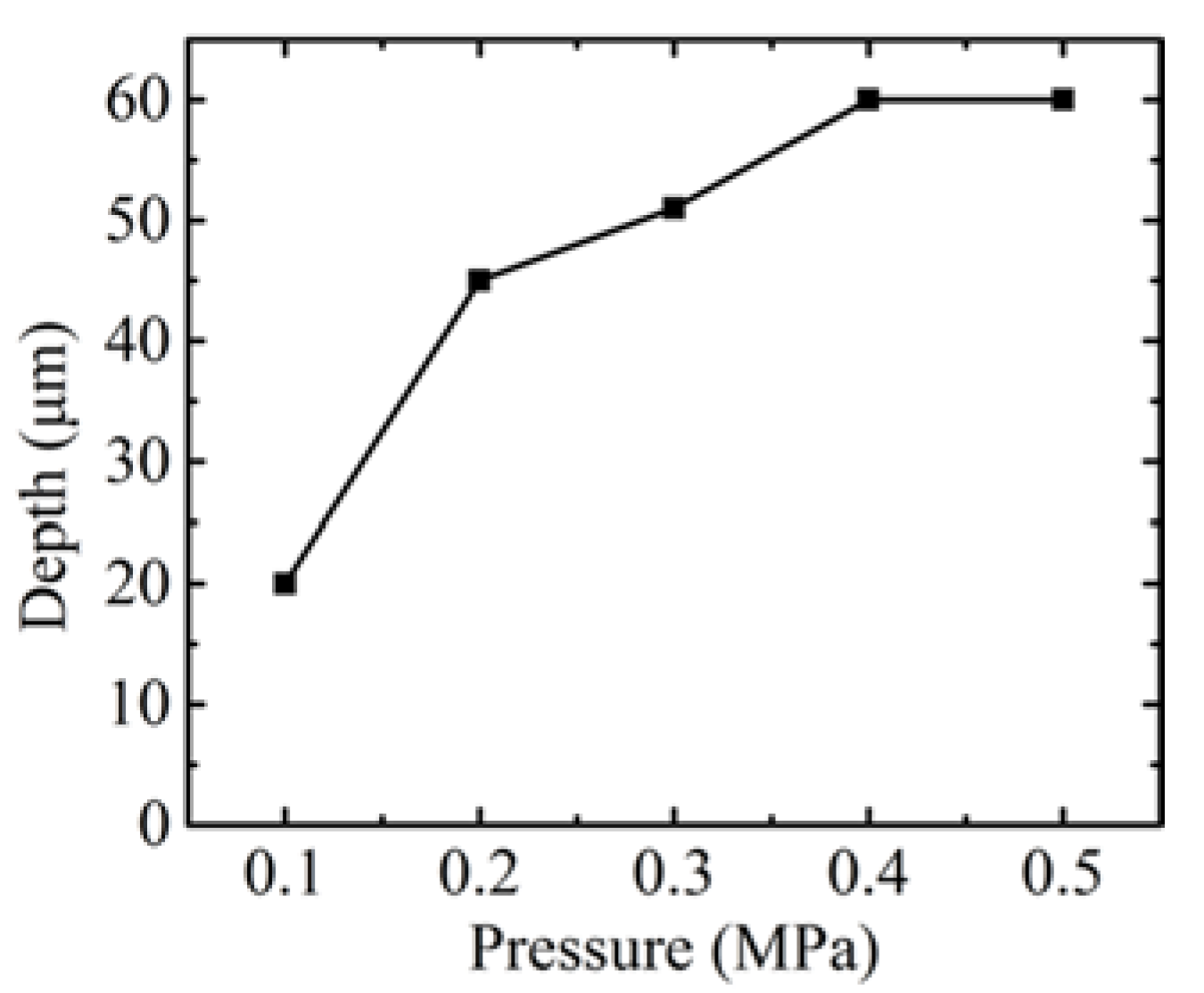
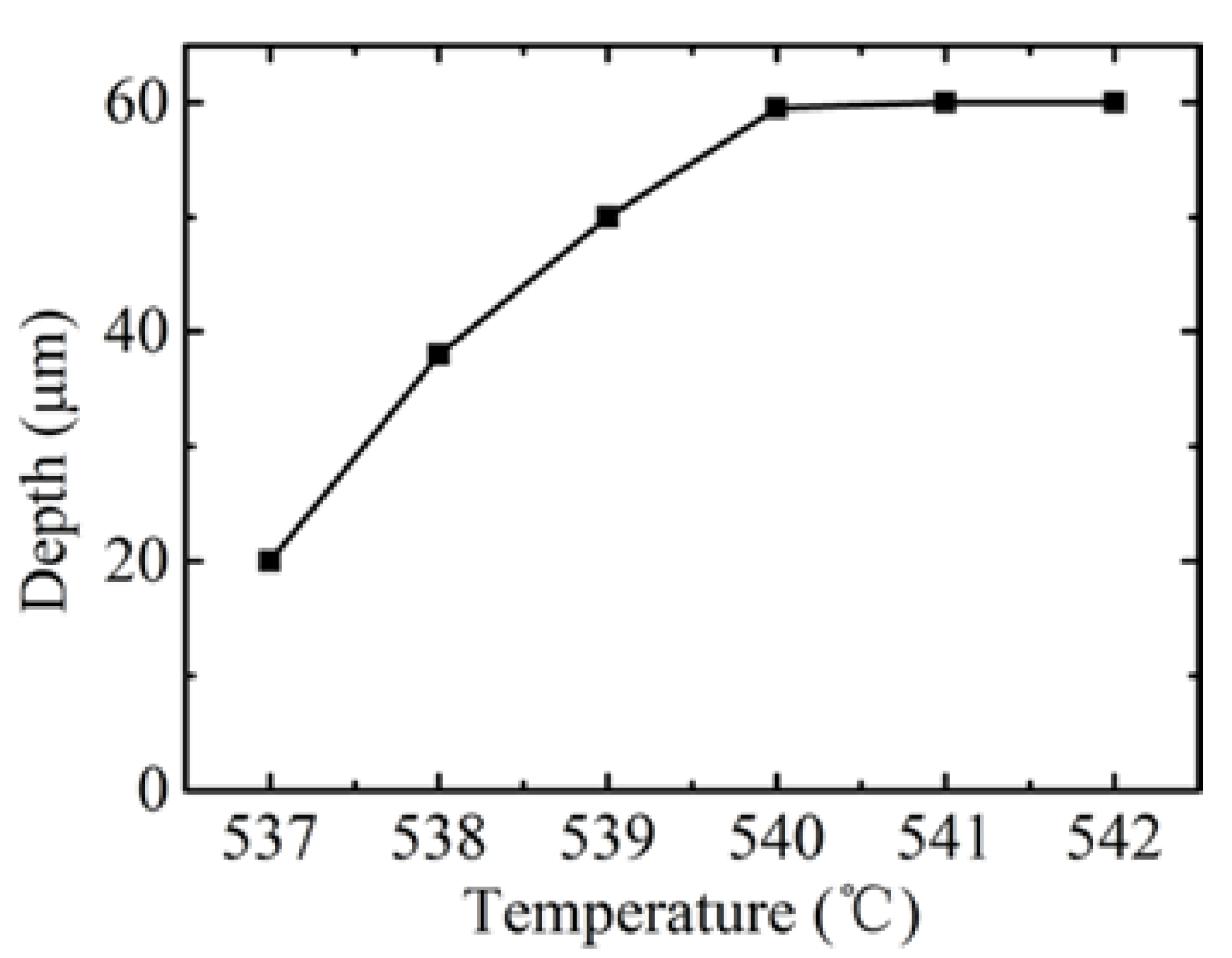
- A groove with a 60 μm height could be obtained by the GMP in 12 min, and the bottom roughness, Ra, could be as small as 10 nm. The molded groove depth increased dramatically with the molding temperature and pressure before the time when the glass contacted with the bottom of the mold. Precautions should be taken to avoid cracks generated inside the glass.
- (2)
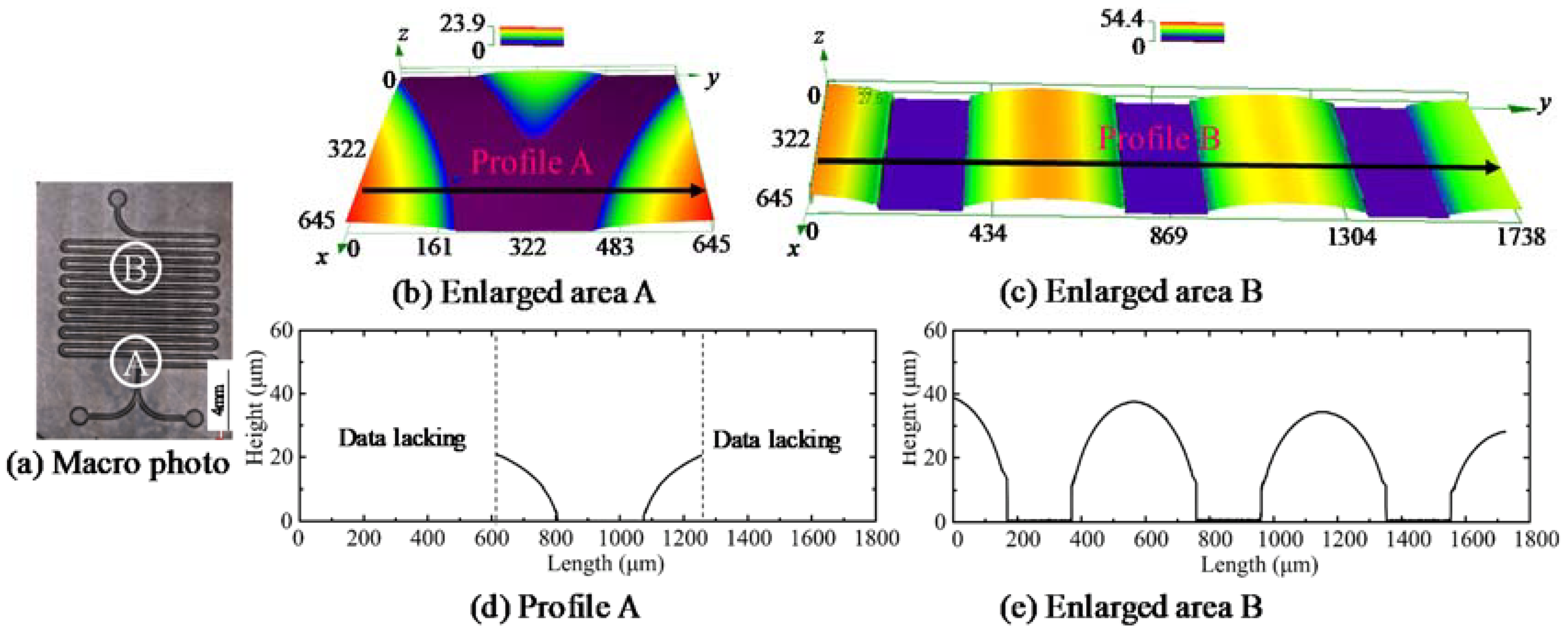
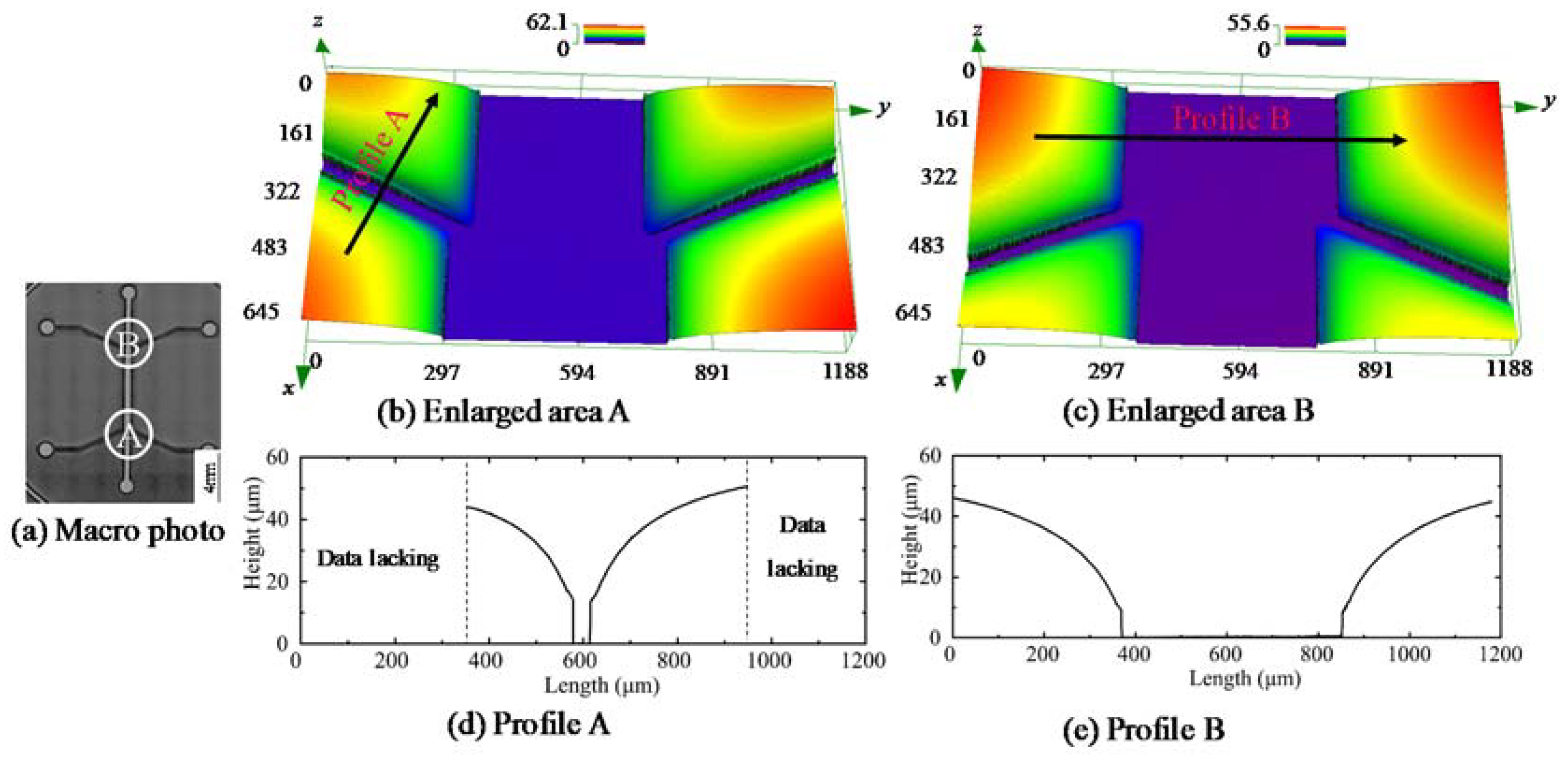
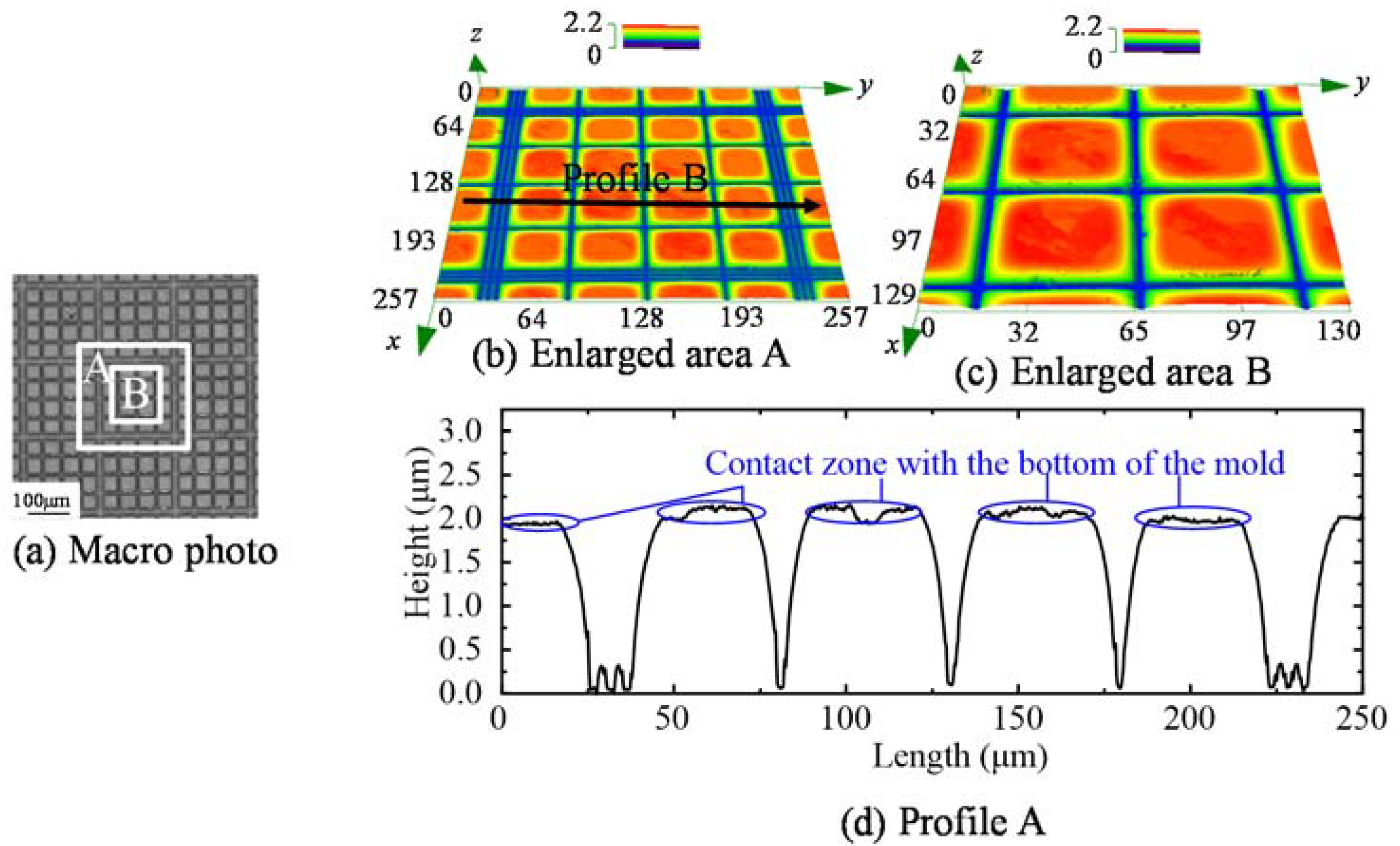
- The microstructure of a diffusion mixer chip and a flow focusing chip were generated with more than 40 μm groove depths by the GMP, and the microstructure of the cell counting chip was fabricated with the groove of a 2 μm depth and 1.5 μm width.
- (3)
- The study of mold wear indicated that the macro shape of the microstructure on the mold changed little over the time of 20 experiments, although the edge became a little blunt due to the weak stiffness in this area. The results from the energy-dispersive X-ray spectroscopy (EDS) analysis found that there was no chemical wear.
- (4)
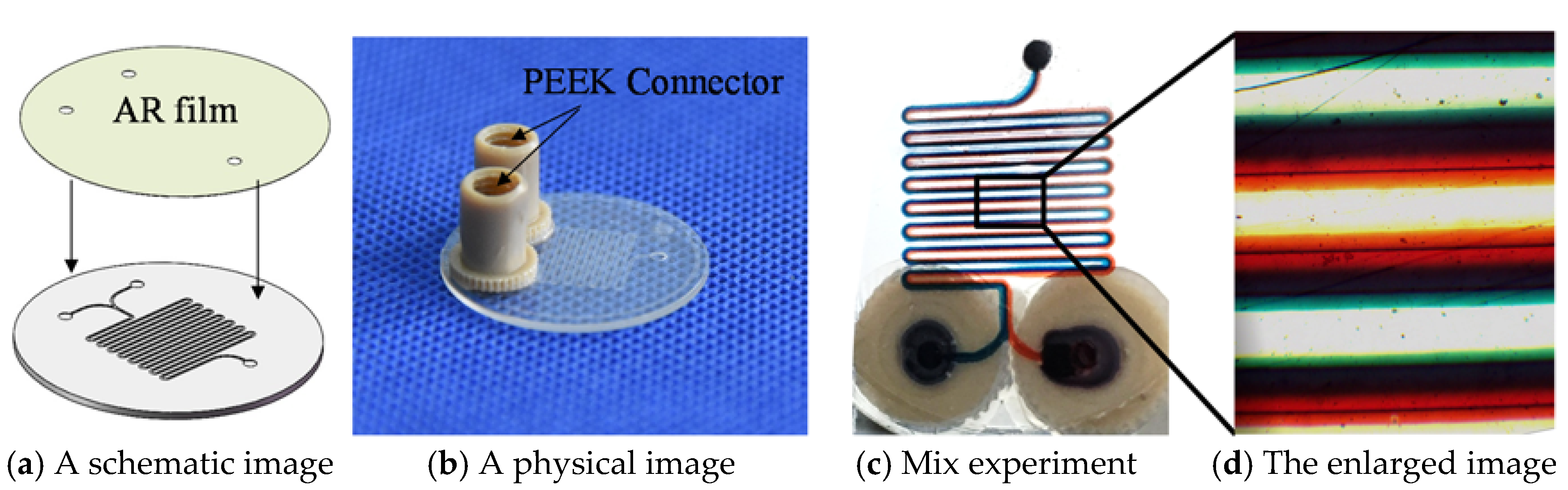
- The performance verification of the molded chips was conducted on a mixed microfluidic chip and the result indicated that the two reagents could flow along the channel without cross contamination, and that the obvious stratification phenomenon was observed. This proved that the molded chip could be used in a microfluidic system.
Supplementary Materials
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Kkr, T.; Vijayalakshmi, M.A. A review on recent developments for biomolecule separation at analytical scale using microfluidic devices. Anal. Chem. Acta 2016, 906, 7–21. [Google Scholar]
- Geigy, C. Capillary electrophoresis and sample injection systems integrated on a planar glass chip. Anal. Chem. 1992, 64, 1928–1932. [Google Scholar]
- Seiler, K.; Harrison, D.J.; Manz, A. Planar glass chips for capillary electrophoresis: Repetitive sample injection, quantitation, and separation efficiency. Anal. Chem. 1993, 65, 1481–1488. [Google Scholar] [CrossRef]
- Kricka, L.J.; Faro, I.; Heyner, S.; Garside, W.T.; Fitzpatrick, G.; McKinnon, G.; Ho, J.; Wilding, P. Micromachined analytical device: Microchips for semen testing. J. Pharm. Biomed. 1997, 15, 1443–1447. [Google Scholar] [CrossRef]
- Jacobson, S.C.; Hergenröder, R.; Koutny, L.B.; Ramsey, J.M. Open channel electrochromatography on a microchip. Anal. Chem. 1994, 66, 2369–2373. [Google Scholar] [CrossRef]
- Effenhauser, C.S.; Paulus, A.; Manz, A.; Widmer, H.M. High-speed separation of antisense oligonucleotides on a micromachined capillary electrophoresis device. Anal. Chem. 1994, 66, 2949–2953. [Google Scholar] [CrossRef]
- Shoffner, M.A.; Cheng, J.; Hvichia, G.E.; Kricka, L.J.; Wilding, P. Chip PCR. I. Surface passivation of microfabricated silicon–glass chips for PCR. Nucleic Acids Res. 1996, 24, 375–379. [Google Scholar] [CrossRef] [PubMed]
- Yu, L.; Huang, H.; Dong, X.; Wu, D.; Qin, J.; Lin, B. Simple, fast and high throughput single cell analysis on PDMS microfluidic chips. Electrophoresis 2008, 29, 5055–5060. [Google Scholar] [CrossRef] [PubMed]
- Hong, T.F.; Ju, W.J.; Wu, M.C.; Tai, C.H.; Tsai, C.H.; Fu, L.M. Rapid prototyping of PMMA microfluidic chips utilizing a CO2 laser. Microfluid. Nanofluid. 2010, 9, 1125–1133. [Google Scholar] [CrossRef]
- Fu, L.M.; Ju, W.J.; Yang, R.J.; Wang, Y.N. Rapid prototyping of glass-based microfluidic chips utilizing two-pass defocused CO2 laser beam method. Microfluid. Nanofluid. 2013, 14, 479–487. [Google Scholar] [CrossRef]
- Rodriguez, I.; Spicar-Mihalic, P.; Kuyper, C.L.; Fiorini, G.S.; Chiu, D.T. Rapid prototyping of glass microchannels. Anal. Chim. Acta 2003, 496, 205–215. [Google Scholar] [CrossRef]
- Chen, Q.; Li, G.; Jin, Q.H.; Zhao, J.L.; Ren, Q.S.; Xu, Y.S. A rapid and low-cost procedure for fabrication of glass microfluidic devices. J. Microelectromech. Syst. 2007, 16, 1193–1200. [Google Scholar] [CrossRef]
- Grétillat, M.A.; Paoletti, F.; Thiébaud, P.; Roth, S.; Koudelka-Hep, M.; De Rooij, N.F. A new fabrication method for borosilicate glass capillary tubes with lateral insets and outlets. Sens. Actuators A Phys. 1997, 60, 219–222. [Google Scholar] [CrossRef]
- Bu, M.; Melvin, T.; Ensell, G.J.; Wilkinson, J.S.; Evans, A.G.R. A new masking technology for deep glass etching and its microfluidic application. Sens. Actuators A Phys. 2004, 115, 476–482. [Google Scholar] [CrossRef]
- Mourzina, Y.; Steffen, A.; Offenhäusser, A. The evaporated metal masks for chemical glass etching for BioMEMS. Microsyst. Technol. 2005, 11, 135–140. [Google Scholar] [CrossRef]
- Zhu, H.; Holl, M.; Ray, T.; Bhushan, S.; Meldrum, D.R. Characterization of deep wet etching of fused silica glass for single cell and optical sensor deposition. J. Micromech. Microeng. 2009, 19, 65013–65020. [Google Scholar] [CrossRef]
- Ronggui, S.; Righini, G.C. Characterization of reactive ion etching of glass and its applications in integrated optics. J. Vac. Sci. Technol. 1991, 9, 2709–2712. [Google Scholar] [CrossRef]
- Zeze, D.A.; Forrest, R.D.; Carey, J.D.; Cox, D.C.; Robertson, I.D.; Weiss, B.L.; Silva, S.R.P. Reactive ion etching of quartz and Pyrex for microelectronic applications. J. Appl. Phys. 2002, 92, 3624–3629. [Google Scholar] [CrossRef] [Green Version]
- Ichiki, T.; Sugiyama, Y.; Ujiie, T.; Horiike, Y. Deep dry etching of borosilicate glass using fluorine-based high-density plasmas for microelectromechanical system fabrication. J. Vac. Sci. Technol. 2003, 21, 2188–2192. [Google Scholar] [CrossRef]
- Park, J.H.; Lee, N.E.; Lee, J.; Park, J.S.; Park, H.D. Deep dry etching of borosilicate glass using SF6 and SF6/Ar inductively coupled plasmas. Microelectron. Eng. 2005, 82, 119–128. [Google Scholar] [CrossRef]
- Leech, P.W. Reactive ion etching of quartz and silica-based glasses in CF4/CHF3 plasmas. Vacuum 1999, 55, 191–196. [Google Scholar] [CrossRef]
- Yen, M.H.; Cheng, J.Y.; Wei, C.W.; Chuang, Y.C.; Young, T.H. Rapid cell-patterning and microfluidic chip fabrication by crack-free CO2 laser ablation on glass. J. Micromech. Microeng. 2006, 16, 1143–1153. [Google Scholar] [CrossRef]
- Sohn, I.B.; Lee, M.S.; Woo, J.S.; Lee, S.M.; Chung, J.Y. Fabrication of photonic devices directly written within glass using a femtosecond laser. Opt. Express 2005, 13, 4224–4229. [Google Scholar] [CrossRef] [PubMed]
- Marcinkevičius, A.; Juodkazis, S.; Watanabe, M.; Miwa, M.; Matsuo, S.; Misawa, H.; Nishii, J. Femtosecond laser-assisted three-dimensional microfabrication in silica. Opt. Lett. 2001, 26, 277–279. [Google Scholar] [CrossRef]
- Nikumb, S.; Chen, Q.; Li, C.; Reshef, H.; Zheng, H.Y.; Qiu, H.; Low, D. Precision glass machining, drilling and profile cutting by short pulse laser. Thin Solid Films 2005, 477, 216–221. [Google Scholar] [CrossRef]
- Arif, M.; Rahman, M.; San, W.Y.; Doshi, N. An experimental approach to study the capability of end-milling for microcutting of glass. Int. J. Adv. Manuf. Technol. 2011, 53, 1063–1073. [Google Scholar] [CrossRef]
- Arif, M.; Rahman, M.; San, W.Y. Ultraprecision ductile mode machining of glass by micromilling process. J. Manuf. Process. 2011, 13, 50–59. [Google Scholar] [CrossRef]
- Slikkerveer, P.J.; Bouten, P.C.P.; De Haas, F.C.M. High quality mechanical etching of brittle materials by powder blasting. Sens. Actuators A Phys. 2000, 85, 296–303. [Google Scholar] [CrossRef]
- Schlautmann, S.; Wensink, H.; Schasfoort, R.; Elwenspoek, M.; Van Der Berg, A. Powder-blasting technology as an alternative tool for microfabrication of capillary electrophoresis chips with integrated conductivity sensors. J. Micromech. Microeng. 2001, 11, 386. [Google Scholar] [CrossRef]
- Plaza, J.A.; Lopez, M.J.; Moreno, A.; Duch, M.; Cane, C. Definition of high aspect ratio columns. Sens. Actuators A-Phys. 2003, 105, 305–310. [Google Scholar] [CrossRef]
- Yan, B.H.; Wang, A.C.; Huang, C.Y.; Huang, F.Y. Study of precision micro-holes in borosilicate glass using micro EDM combined with micro ultrasonic vibration machining. Int. J. Mach. Tools Manuf. 2002, 42, 1105–1112. [Google Scholar] [CrossRef]
- Dietrich, T.R.; Ehrfeld, W.; Lacher, M.; Krämer, M.; Speit, B. Fabrication technologies for microsystems utilizing photoetchable glass. Microelectron. Eng. 1996, 30, 497–504. [Google Scholar] [CrossRef]
- Yan, J.; Zhou, T.; Yoshihara, N.; Kuriyagawa, T. Shape transferability and microscopic deformation of molding dies in aspherical glass lens molding press. J. Manuf. Technol. Res. 2009, 1, 85–102. [Google Scholar]
- Zhou, T.; Yan, J.; Masuda, J.; Oowada, T.; Kuriyagawa, T. Investigation on shape transferability in ultraprecision glass molding press for microgrooves. Precis. Eng. 2011, 35, 214–220. [Google Scholar] [CrossRef]
- Kobayashi, R.; Zhou, T.; Shimada, K.; Mizutani, M.; Kuriyagawa, T. Ultraprecision glass molding press for microgrooves with different pitch sizes. Int. J. Automot. Technol. 2013, 7, 678–685. [Google Scholar] [CrossRef]
- Yi, A.Y.; Chen, Y.; Klocke, F.; Pongs, G.; Demmer, A.; Grewell, D.; Benatar, A. A high volume precision compression molding process of glass diffractive optics by use of a micromachined fused silica wafer mold and low Tg optical glass. J. Micromech. Microeng. 2006, 16, 2000–2005. [Google Scholar] [CrossRef]
- Huang, C.Y.; Hsiao, W.T.; Huang, K.C.; Chang, K.S.; Chou, H.Y.; Chou, C.P. Fabrication of a double-sided micro-lens array by a glass molding technique. J. Micromech. Microeng. 2011, 21, 1–6. [Google Scholar] [CrossRef]
- Saotome, Y.; Imai, K.; Sawanobori, N. Microformability of optical glasses for precision molding. J. Mater. Process. Technol. 2003, 140, 379–384. [Google Scholar] [CrossRef]
- Chen, Q.; Chen, Q.; Maccioni, G. Fabrication of microfluidics structures on different glasses by simplified imprinting technique. Curr. Appl. Phys. 2013, 13, 256–261. [Google Scholar] [CrossRef]
- Chen, Q.; Chen, Q.; Maccioni, G.; Sacco, A.; Ferrero, S.; Scaltrito, L. Fabrication of microstructures on glass by imprinting in conventional furnace for lab-on-chip application. Microelectron. Eng. 2012, 95, 90–101. [Google Scholar] [CrossRef]
- Huang, C.Y.; Kuo, C.H.; Hsiao, W.T.; Huang, K.C.; Tseng, S.F.; Chou, C.P. Glass biochip fabrication by laser micromachining and glass-molding process. J. Mater. Process. Technol. 2012, 212, 633–639. [Google Scholar] [CrossRef]
- Zhu, X.Y.; Wei, J.J.; Chen, L.X.; Liu, J.L.; Hei, L.F.; Li, C.M.; Zhang, Y. Anti-sticking Re-Ir coating for glass molding process. Thin Solid Films 2015, 584, 305–309. [Google Scholar] [CrossRef]
- Lin, C.H.; Lee, G.B.; Lin, Y.H.; Chang, G.L. A fast prototyping process for fabrication of microfluidic systems on soda-lime glass. J. Micromech. Miceoeng. 2001, 11, 726–732. [Google Scholar] [CrossRef]
- Takahashi, M.; Sugimoto, K.; Maeda, R. Nanoimprint of glass materials with glassy carbon molds fabricated by focused-ion-beam etching. Jpn. J. Appl. Phys. 2005, 44, 5600–5605. [Google Scholar] [CrossRef]
- Lee, G.B.; Chen, S.H.; Huang, G.R.; Sung, W.C.; Lin, Y.H. Microfabricated plastic chips by hot embossing methods and their applications for dna separation and detection. Sens. Actuators B Chem. 2001, 75, 142–148. [Google Scholar] [CrossRef]
- Castaño-Álvarez, M.; Ayuso, D.F.P.; Granda, M.G.; Fernández-Abedul, M.T.; García, J.R.; Costa-García, A. Critical points in the fabrication of microfluidic devices on glass substrates. Sens. Actuators B Chem. 2008, 130, 436–448. [Google Scholar] [CrossRef]
- Evander, M.; Lenshof, A.; Laurell, T.; Nilsson, J. Acoustophoresis in wet-etched glass chips. J. Anal. Chem. 2008, 80, 5178–5185. [Google Scholar] [CrossRef] [PubMed]
- Iliescu, C.; Taylor, H.; Avram, M.; Miao, J.; Franssila, S. A practical guide for the fabrication of microfluidic devices using glass and silicon. Biomicrofluidics 2012, 6, 016505. [Google Scholar] [CrossRef] [PubMed]
- Qin, M.; Hou, S.; Wang, L.; Feng, X.; Wang, R.; Yang, Y.; Wang, C.; Yu, L.; Shao, B.; Qiao, M. Two methods for glass surface modification and their application in protein immobilization. Colloids Surf. B Biointerfaces 2007, 60, 243–249. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Tg (°C) | Ts (°C) | T1014.5 (°C) | T1013 (°C) | T107.6 (°C) | α100/300 °C (10−7/K) |
|---|---|---|---|---|---|---|
| Value | 511 | 546 | 471 | 499 | 605 | 93 |
| Content | SiO2 | B2O3 | CaO | Al2O3 | BaO | Sb2O3 |
|---|---|---|---|---|---|---|
| Value | 30–40% | 20–30% | 0–10% | 0–10% | 10–20% | 0–10% |
| Item | No. | Temperature (°C) | Pressure (MPa) |
|---|---|---|---|
| Varying temperature | 1 | 547 | 0.3 |
| 2 | 548 | 0.3 | |
| 3 | 549 | 0.3 | |
| 4 | 550 | 0.3 | |
| 5 | 551 | 0.3 | |
| 6 | 552 | 0.3 | |
| Varying pressure | 7 | 549 | 0.1 |
| 8 | 549 | 0.2 | |
| 9 | 549 | 0.4 | |
| 10 | 549 | 0.5 | |
| Diffusion mixer chip | 11 | 550 | 0.5 |
| Flow focusing chip | 12 | 550 | 0.5 |
| Cell counting chip | 13 | 550 | 0.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, T.; Chen, J.; Zhou, T.; Song, L. Fabricating Microstructures on Glass for Microfluidic Chips by Glass Molding Process. Micromachines 2018, 9, 269. https://doi.org/10.3390/mi9060269
Wang T, Chen J, Zhou T, Song L. Fabricating Microstructures on Glass for Microfluidic Chips by Glass Molding Process. Micromachines. 2018; 9(6):269. https://doi.org/10.3390/mi9060269
Chicago/Turabian StyleWang, Tao, Jing Chen, Tianfeng Zhou, and Lu Song. 2018. "Fabricating Microstructures on Glass for Microfluidic Chips by Glass Molding Process" Micromachines 9, no. 6: 269. https://doi.org/10.3390/mi9060269
APA StyleWang, T., Chen, J., Zhou, T., & Song, L. (2018). Fabricating Microstructures on Glass for Microfluidic Chips by Glass Molding Process. Micromachines, 9(6), 269. https://doi.org/10.3390/mi9060269