1. Introduction
The renewable and biodegradable character of biodiesel has made it an interesting alternative to the use of conventional fuels [
1,
2,
3]. Its use as combustible for diesel engines has greatly grown in recent decades [
4] and is expected to grow further in the next years [
5,
6]. Biodiesel is a mixture of methyl esters of fatty acids [
7], synthesized from animal or vegetable fats, which are non-toxic, biodegradable and renewable resources [
8], obtaining glycerol (G) (about 1 kg of glycerol is generated for every 9 kg of biodiesel) as the main by-product of the process [
4,
9]. As a direct consequence of the increase in biodiesel production, the price of glycerol has considerably dropped [
6]. Therefore, finding solutions for the valorization of this by-product to added value chemicals could improve the economy of the process [
10]. Thus, the production of biodiesel on a large scale will be aided if adequate technologies capable of converting glycerol into added value chemicals are developed [
11]. There are several industrial processes that use glycerol as raw material (oligomerization/polymerization, pyrolysis and gasification, selective oxidation, steam reforming, selective transesterification, etherification to fuel-oxygenates, etc.) [
12,
13]. Another alternative is the production of glycerol carbonate (an important glycerol derivative commonly used as a solvent in cosmetics, personal care items and medicine) from the catalytic oxidative carbonylation of the parent compound [
14]. Among the existing options, an interesting alternative for the excess of glycerol generated is its transformation into oxygenated additives for liquid fuels [
15], which can enhance the combustion efficiency in internal combustion engines and reduce the emission of pollutants, particularly,
tert-butyl ethers of glycerol [
7]. One possibility for obtaining these oxygenated compounds is the conversion of glycerol into ethers from its etherification with isobutene (IB) [
16,
17,
18,
19,
20,
21,
22]. The use of gaseous isobutene involves the typical drawbacks of a complex three-phase system (mass transfer phenomena, security issues, etc.) [
7] and other alternatives have been studied. Thus, it has been shown that the use of
tert-butyl alcohol (TB), which is a by-product of polypropylene production, instead of isobutene, could be preferable since (i) The reagents are in the same phase, (ii) prevents the oligomerization of isobutene [
9,
23] and (iii) allows to overcome the technological problems arising from the need to use solvents (i.e., dioxane, dimethyl sulfoxide) able to dissolve glycerol [
7,
24].
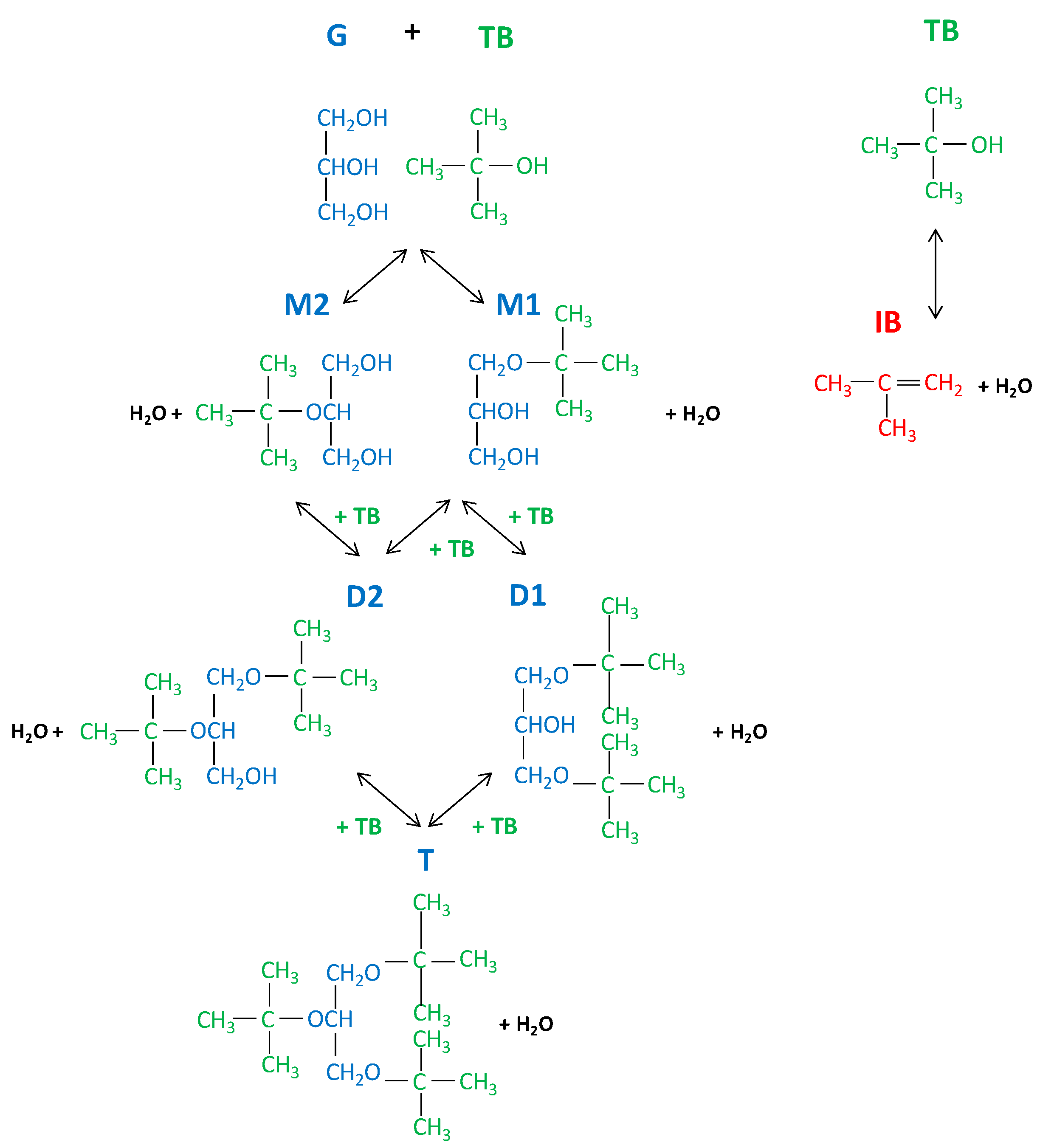
The etherification of glycerol with
tert-butyl alcohol proceeds according to a consecutive path giving rise to a mixture of five
tert-butyl ethers, namely monoethers (M1, M2), diethers (D1, D2) and, eventually, triether (T) (
Figure 1). These compounds, mainly diethers and triethers, are considered excellent additives for diesel fuels (diesel, biodiesel and their mixtures) [
9,
19,
22]. The solubility of monoethers in diesel fuel is quite low. Therefore, in order to avoid an additional separation step, the etherification of glycerol should address the generation of higher glycerol ethers (di- and triethers) [
16]. On the other hand, it has been demonstrated that the production of triether is usually highly limited due to steric hindrance [
7,
9]. Thus, the selectivity of glycerol towards the production of di-substituted ethers should be maximized. Otherwise, it should to be noted the undesired (and inevitable) reaction of dehydration of TB to isobutene (IB) (secondary reaction) and the generation of water in each stage of the reaction, which negatively affects de etherification equilibrium (
Figure 1) and competes with the reagents (glycerol and
tert-butyl alcohol) for the active adsorption sites of the catalyst [
7,
25].
Interesting results were obtained when water was removed from the reaction medium, leading to an improvement in ethers production [
7,
25]. The dehydration of the reaction system (etherification of glycerol with
tert-butyl alcohol with a commercial ion exchange resin as catalyst) by using zeolites as water adsorbents after 6 h reaction time resulted in a net increase in the yield of diethers from 28.5% to 41.5% [
7]. Ozbay et al. (2012) [
25] also found a significant enhancement of glycerol conversion and diether yield by the in situ removal of water generated during the sequential etherification reactions (the selectivity towards diether increased from 20 to 33% when a zeolite:catalyst ratio of 4:1 was used). Another possibility (very little studied so far) could be adding a solvent (not miscible with water or with low water solubility) to the reaction medium able to selectively dissolve TB along with the generated ethers, allowing in this way the progress of the reaction. Roze et al. (2013) found that performing the reaction in toluene, which works as a water removing agent, influenced the etherification reaction significantly increasing the conversion of glycerol and the yield of glycerol ethers [
26]. Two other solvents, 1,4-dioxane and ethanol, were tested, but lead to worse results [
26].
This reaction requires the use of acid catalysts, such as sulfuric acid, ion exchange resins, zeolites, mesostructured silicas, etc. [
9,
26]. Amongst the heterogeneous catalysts (more advantageous from an environmental point of view due to their easy separation at the end of the process and its possible reuse), the most convenient ones have turned out to be ion exchange resins [
27]. Among them, the commercial Amberlite 15 resin (A-15) has given interesting results in the etherification of glycerol with
tert-butyl alcohol [
7,
9,
23] due to its high acidity and good stability. This catalyst exhibited higher activity than other acid systems such as Nafion
® on amorphous silica and a home-made mesoestructurated silica supported acid catalyst because of the wider pore diameter of the A-15, which allowed easier accessibility of the reagent molecules [
7]. Pico et al. (2013) [
23] found that this catalyst also showed better performance in the etherification of glycerol with
tert-butyl alcohol (higher glycerol conversion and selectivity towards diethers) than other commercial ion-exchange resins (Ambertite 200 and Amberlite IRC-50) because of its higher acidity and better textural properties. However, the maximum selectivity of glycerol towards the products of interest (diethers) in the presence of A-15 catalyst was relatively low (28.5% [
7] and 21% [
23]). The explanation to this fact was that the thermodynamic equilibrium was reached. Accordingly, further research to modify this equilibrium and increase the yield to di- and triethers is required.
The objective of the present work is to shift the equilibrium of the glycerol etherification reaction with TB towards the production of diethers. To do this, dibutyl ether (DBE), non-miscible with water (DBE solubility in water = 0.113 g L−1), has been introduced as a solvent into the reaction system to selectively solubilize the ethers, partially solubilize TB and minimize the presence of water in this phase. Dibutyl ether was selected among other organic solvents due to its interesting properties: Non-polar nature, low solubility in water, low reactivity, low toxicity, high flash point, etc.
In this way, working with a biphasic system, the progress of the reaction from monoethers to diethers could be favored. A-15 heterogeneous catalyst, a commercial ion-exchange resin, accepted as the most suitable catalyst for this reaction, has been used in this study. The influence of the main operating variables (DBE concentration, catalyst concentration, reaction temperature and TB concentration) has been evaluated with the aim of finding the optimal conditions to maximize the yield of the reaction and the selectivity towards the products of interest. Finally, the stability of the catalyst in three consecutive reaction cycles has been demonstrated.
2. Results and Discussion
The results obtained have been discussed and evaluated according to the conversion of reagents, glycerol (G) and
tert-butyl alcohol (TB) (Equations (1) and (2)) and the selectivity towards the generated ethers (M, D and T) at different reaction times, calculated from the following expressions:
The terms S
M and S
D include the selectivity towards the two monoethers (M1 + M2) and diethers (D1 + D2), respectively (see
Figure 1). The sum of selectivities (S
M + S
D + ST) is equal to 100%. The selectivity towards the triether (T) was in all the experiments below 1% (probably due to steric hindrance [
7,
9]) so it has not been considered in the discussion of results.
In addition to the parameters discussed above, the selectivity towards the production isobutene (IB), an undesired product of the reaction (
Figure 1), and calculated from Equation (6) at 360 min of reaction time, has also been taken into account:
2.1. Preliminary Results: Solubility Study
The aim of introducing DBE as a solvent in the etherification reaction between TB and G is to improve the production of diethers (compounds with higher added value than monoethers). For that purpose, it is necessary that the first products of the reaction (M1 and M2), as well as a fraction of TB (to continue the etherification reaction), are selectively solubilized in the organic phase (DBE), keeping most of the water generated in the other phase. In this way, the reaction equilibrium could be modified.
The distribution of the different compounds selected to carry out this essay (see
Section 4.3.1. Solubility test) in the two phases (named as hydrophilic and hydrophobic phases), determined by gas-chromatographic and Karl Fischer analyses, is collected in
Table 1. As can be seen, 100% of G remained in the hydrophilic phase, while most of TB (77%) and M1 (61%) were solubilized in the hydrophobic phase. Thus, the presence of DBE led to a different compounds-distribution, obtaining M1 (reaction product) and TB (reagent necessary for the progress of the reaction) preferentially in the hydrophobic phase. In view of these results, most of the water (84%) was removed from the reaction phase, an improvement in the selectivity towards the products of interest can be expected.
2.2. Role of DBE as Solvent in the Etherification of Glycerol
To verify this hypothesis (modification of the reaction equilibrium and positive effect of DBE on the etherification reaction of G with TB), the selectivity of G towards the reaction products (M and D) obtained in the presence of DBE (experiment R5,
Table 3, Materials and Methods section) was compared, for the same glycerol conversion value (X
G = 82%), with that obtained in the absence of DBE (data obtained elsewhere at similar operating conditions [
9]). The results are depicted in
Figure 2. As can be seen, the introduction of DBE into the reaction system led to a substantial increase in the selectivity towards the diethers (S
D increased from 21% to 40% when DBE was added to the system), confirming the positive role of this solvent.
On the other hand, the equilibrium constants of reactions giving rise to the generation of M and D (K
eq,M and K
eq,D, respectively) in the absence and the presence of DBE have been also compared. The expression of the equilibrium constants without were obtained from Pico et al. (2012) [
9] (Equations (7) and (8)), whereas the corresponding equilibrium constants in the presence of DBE were experimentally obtained by using the Equations (9) and (10) (R1, t = 360 min):
In Equations (9) and (10), the concentration of reactants and products have been calculated considering a pseudo-homogeneous phase, being expressed all of them in mmol kg
−1. The values obtained for the equilibrium constants are summarized in
Table 2.
2.3. Operation Condition Study
Once the positive effect of DBE on the etherification of glycerol with TB was confirmed, a study of the main operating variables was carried out, including the concentration of the solvent and the catalyst, the operating temperature and the concentration of TB.
2.3.1. Effect of DBE Concentration
The effect of DBE concentration was evaluated by working at 70 °C, 4 bar, the stoichiometric reagents molar ratio (G:TB = 1:3) and a catalyst concentration of 20% (referred to the initial mass of the system) using two molar ratios of DBE:TB, 1:2 and 1:5. The results of reagents conversion (X
G, X
TB) and products selectivity (S
M, S
D) with reaction time are depicted in
Figure 3a,b, respectively.
The reagents conversion (G and TB) was very fast in the early stages of the reaction (t < 60 min) (
Figure 3a). From this reaction time, the conversion of glycerol hardly changed until the end of the experiment (X
G ≈ 85%, t = 360 min) and that of TB progressively increased. G conversion was always higher than TB conversion since the stoichiometric dose of these reagents were used and G only participates in the first step of the reaction (
Figure 1).
As the etherification of G with TB is a series reaction, it is considered that the selectivity towards M is maximum at zero reaction time. Once produced, M1 and M2 react with TB giving rise to the generation of D1 and D2 (
Figure 1). Thus, as the reaction proceeds, the selectivity towards M decreases, while the selectivity towards D increases (
Figure 3b).
An increase in DBE concentration led to higher conversions of both reagents (
Figure 3a) and therefore, greater production of the interest compounds. Thus, the conversion of G and TB at 360 min increased from 74 and 48% to 84 and 62%, respectively, when using a DBE:TB ratio = 1:5 and 1:2. As can be seen in
Figure 3b, the selectivity towards the diethers was also favored when increasing the solvent concentration (from 35 to 44%, at 360 min reaction time). Therefore, a higher proportion of DBE in the reaction medium (with respect to the reagents) increased the production of diethers (greater conversion of reagents and selectivity towards these compounds).
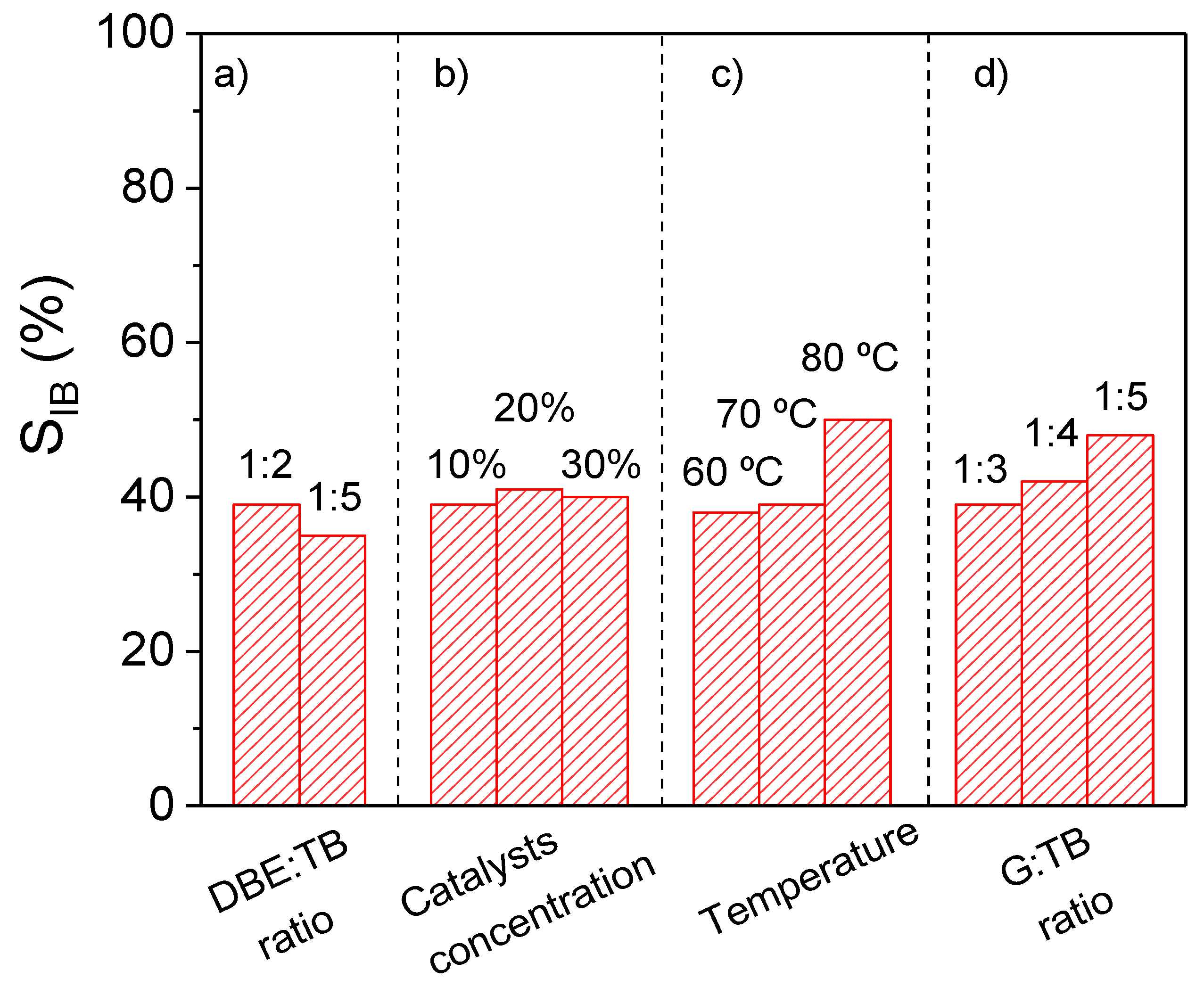
The selectivity towards the production of IB at 360 min reaction time slightly increased with the concentration of DBE (from 35 to 39 when using a ratio DBE:TB of 1:5 and 1:2, respectively), as can be seen in
Figure 4a.
Finally, it must be pointed out that the addition of DBE to the reaction system is not a major problem because TB and DBE can be easily recycled from the hydrophobic phase (by distillation) and being reused in a new cycle. Besides, this leads to the recovery of purified ethers from the reaction media. Thus, it was decided to work with the highest concentration tested of this solvent in the following experiments (DBE:TB = 1:2).
2.3.2. Effect of Catalyst Concentration
In previous works, it was found that the optimal concentration of A-15 in the etherification of G with TB was 7.5% [
9]. However, considering that the reaction equilibrium has been modified due to the addition of DBE, this parameter may have been affected and it must be studied again.
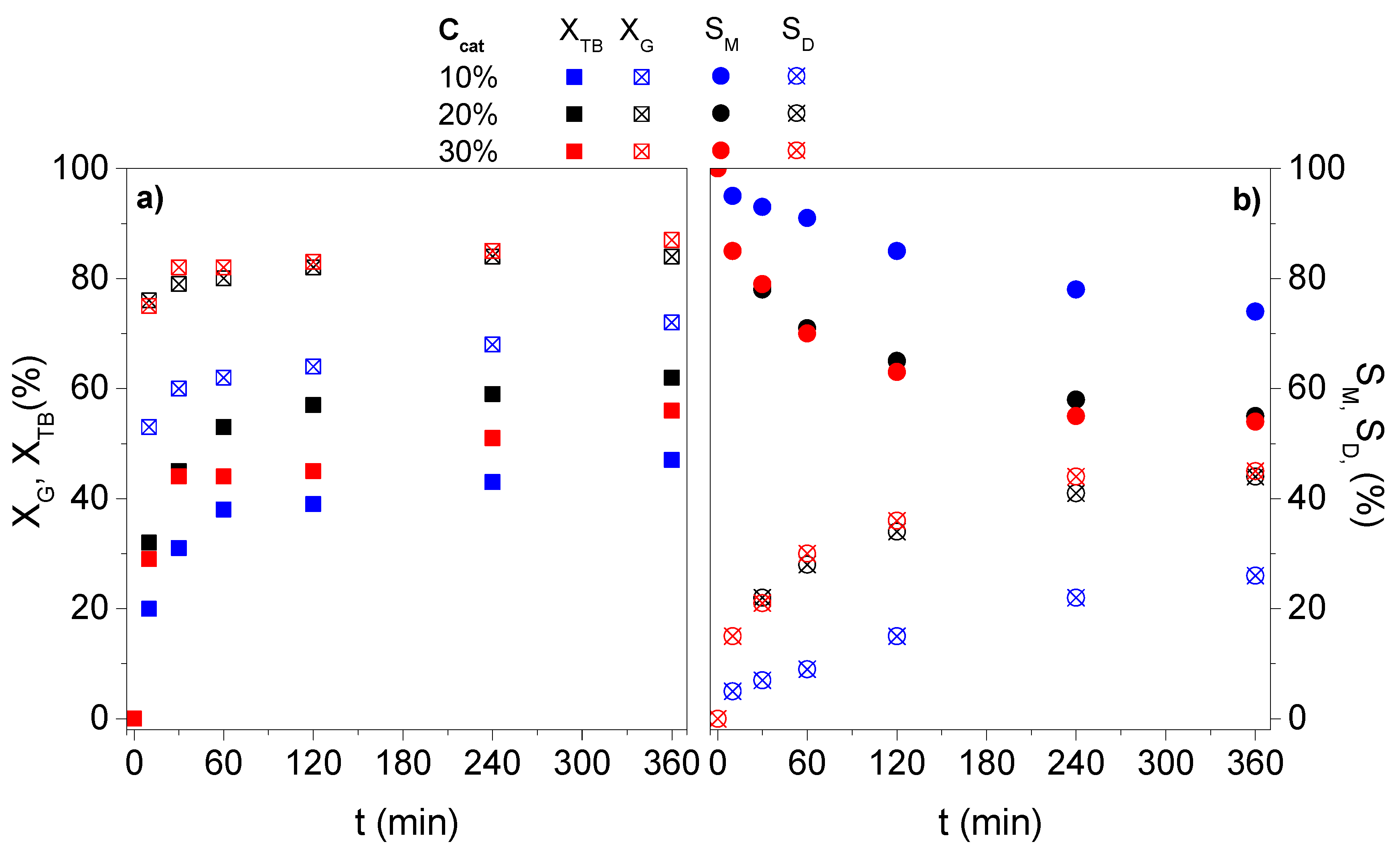
Thus, the influence of A-15 concentration working with three catalyst loads (10, 20 and 30%) and maintaining constant the other operating variables (70 °C, 4 bar, G:TB = 1:3, DBE:TB = 1:2) has been evaluated. A control experiment without catalyst was also performed, obtaining negligible conversions of the reagents during 360 min (data not shown), which is in agreement with the results previously published in the absence of co-solvent [
7]. As can be seen in
Figure 5a, the conversion of G greatly increased by increasing the concentration of A-15 from 10 to 20%, but this increase was negligible for higher concentrations. Surprisingly, the conversion of TB when using a catalyst concentration of 20% (R1) was higher than the corresponding to a catalyst load of 30% (R4). A catalyst content in the reaction medium of 30% could be excessive, resulting probably in the formation of aggregates, which reduces the active area of the catalyst and therefore, part of the catalytic surface could remain inaccessible to the reagents.
Furthermore, the selectivity towards the diethers greatly improved (from 26 to 44% at 360 min reaction time) by increasing the concentration of the catalyst from 10 to 20%, but no improvement was obtained when operating with higher catalyst concentrations (
Figure 5b).
On the other hand, the concentration of catalyst seems to have no significant effect on the selectivity towards isobutene (
Figure 4b). Consequently, it has been estimated that the optimal catalyst concentration in this system is 20%.
2.3.3. Effect of Operating Temperature
The equilibrium of the reaction is determined by the operating temperature, so this variable plays a key role. Thus, knowing the effect of this parameter on the etherification of G with TB in the presence of DBE is necessary. The etherification reaction was carried out at three different temperatures (60, 70 and 80 °C), always below the maximum temperature at which the catalyst can be subjected to (120 °C, property provided by the supplier) and maintaining invariable the other operating conditions (4 bar, G:TB = 1:3, DBE:TB = 1:2, C
cat = 20%). Moreover, it has been previously observed that when working at higher temperatures (≥ 90 °C), glycerol was not totally converted due to the occurrence of de-etherification reactions [
7,
19].
As expected, an increase in the operating temperature led to higher reaction rates and consequently, higher conversions of G and TB at the equilibrium, due to the endothermic nature of the reactions (this effect was especially notable in the case of TB,
Figure 6a). These results are in agreement with those published when no solvent was added to the reaction medium. Similarly, as the reaction temperature increased, the selectivity towards the formation of diethers also increased (
Figure 6b). Once the reaction equilibrium was reached (360 min) at 80 °C (R6), S
D was higher than S
M (
Figure 6b). The introduction of DBE in the reaction system led to a new reaction equilibrium that allowed operating at higher temperatures. It should be noted that at this temperature (80 °C), in the absence of DBE, the selectivity towards the diethers was only 23% [
9].
Otherwise, the secondary reaction of IB production was also favored by an increase in temperature (
Figure 4c), and the yield of the reaction towards the products of interest decreased. For this reason, and in order to reach a compromise between the conversion of reagents, the selectivity towards the products of interest and the selectivity towards IB, 70 °C has been selected as the most convenient reaction temperature.
2.3.4. Effect of Tert-Butyl Alcohol (TB) Concentration
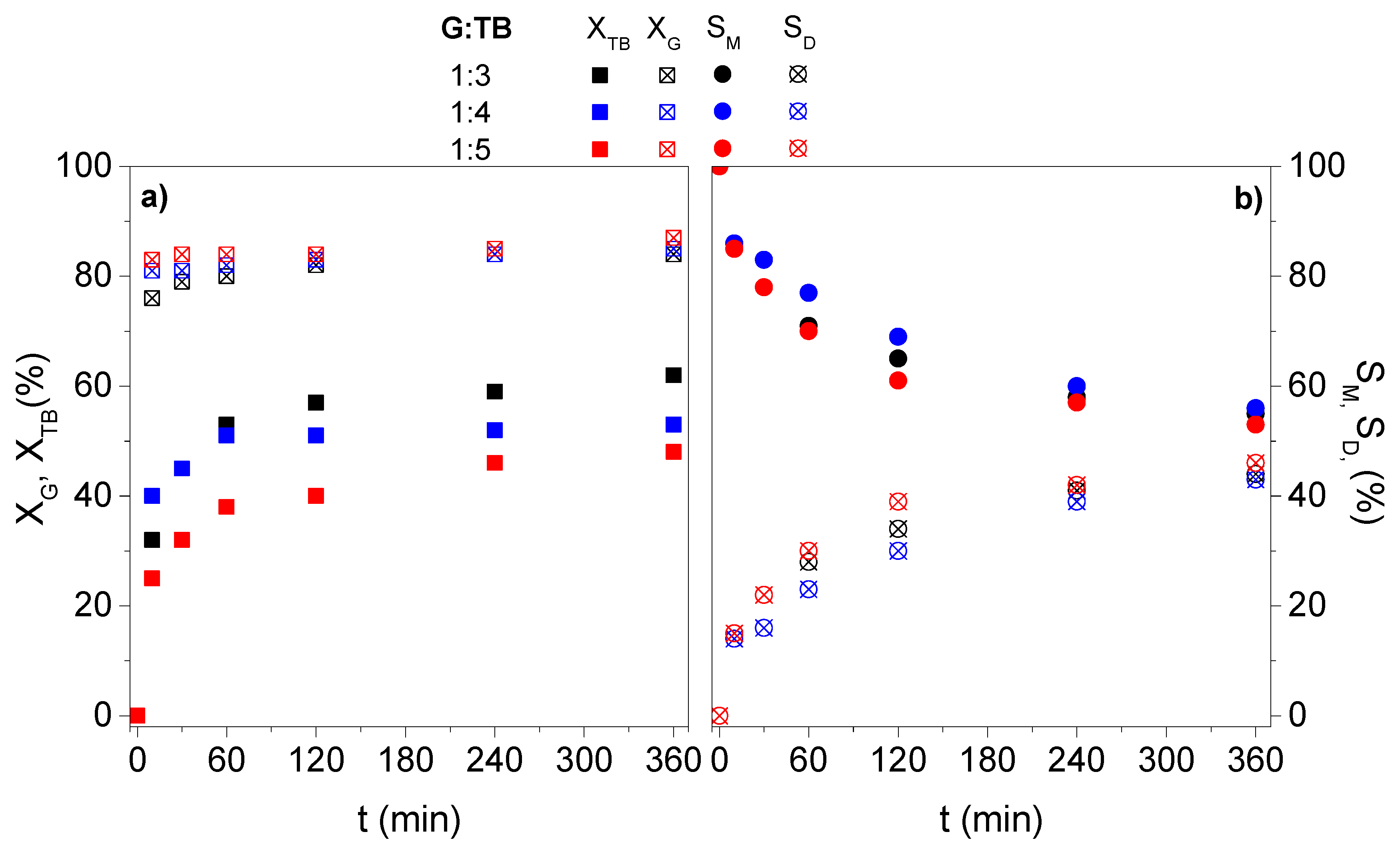
Three G:TB molar ratios have been tested, one corresponding to the stoichiometric ratio between both reagents for a total conversion to triether (G:TB = 1:3, R1) and two others in which TB was in excess (G:TB = 1:4 and 1:5, R7 and R8, respectively), maintaining constant the other operating conditions (70 °C, 4 bar, DBE:TB = 1:2, Ccat = 20%). The results have been depicted in
Figure 7a,b. The conversion of G was hardly affected by the concentration of TB (≈ 85% at 360 min, regardless of the G:TB ratio,
Figure 7a). Consequently, the extension of the reaction did not change when working with an excess of TB. As expected, the conversion of TB decreased when increasing the concentration of this reagent.
Regarding the selectivity towards mono and diethers, it has been shown that a modification in the G:TB ratio did not affect the reaction in terms of products distribution and therefore, no significant changes were observed in the selectivity towards M and D (
Figure 7b). These results are in agreement with those obtained by Frustreri et al. (2009) when working with a similar reaction system in the absence of DBE [
7]. Finally, the generation of non-desired reaction products, IB (
Figure 4d) and water (data do not shown) increased when increasing TB concentration. The selectivity towards IB increased from 39 to 48% when the ratio G:TB was 1:3 and 1:5, respectively (
Figure 4d). Thus, it was determined that working with an excess of TB is not necessary in this system, thus reducing the costs of the process.
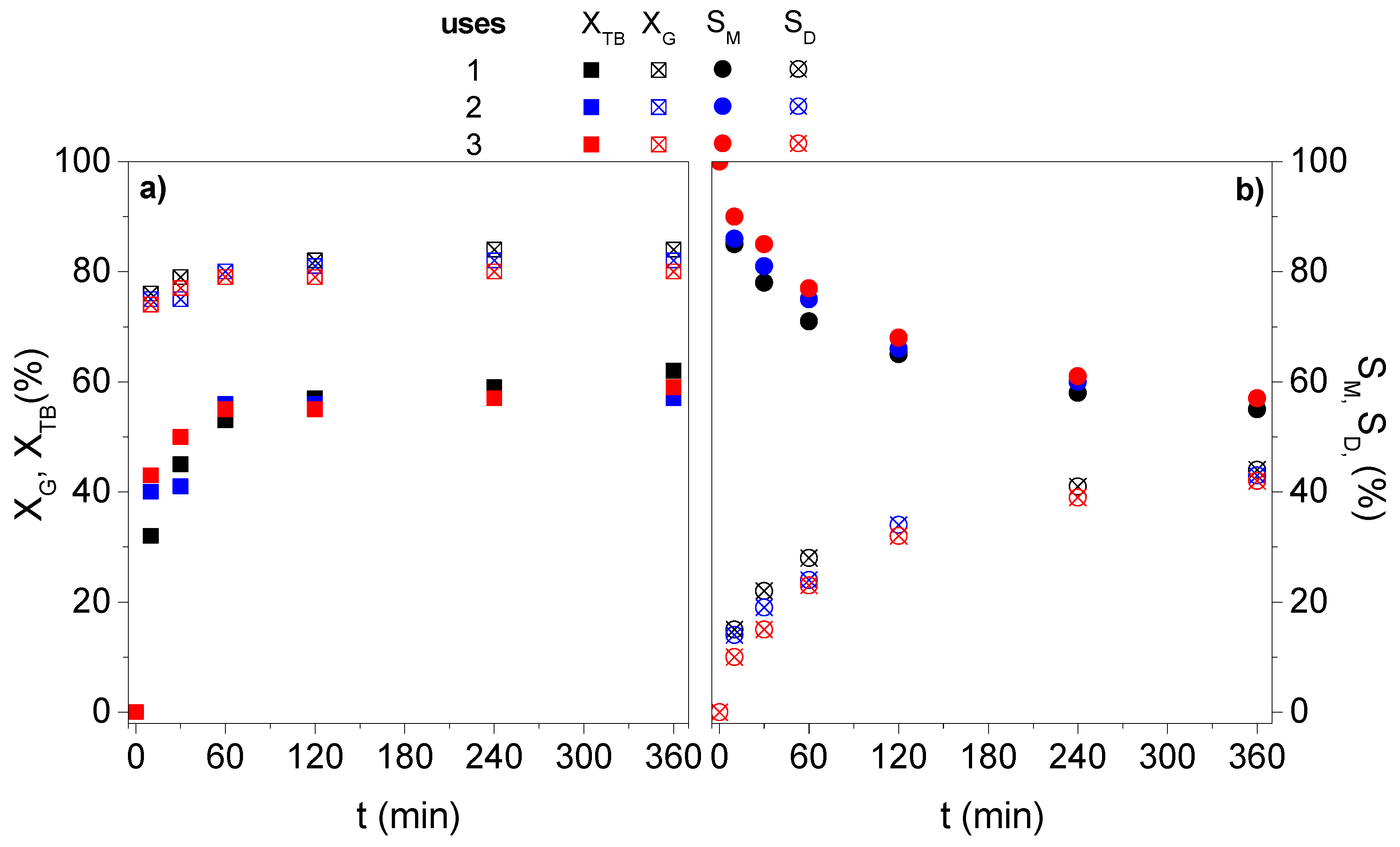
2.4. Catalyst Stability
The stability of the catalyst is a key factor for the economy of the process, especially taking into account the high concentration of catalyst used in the present study (20%, referred to the total starting mass of the system).
Once the reaction was stopped (360 min), the catalyst was filtered (by using a vacuum pump), washed with distilled water and stored in methanol [
22,
23]. Before undergoing a new catalytic cycle, the catalyst was separated from methanol and dried for 12 h at 60 °C. The stability study was carried out under the experimental conditions of R1 (70 °C, 4 bar, DBE:TB = 1:3, DBE:TB = 1:2 and C
cat = 20%), considered the most appropriate conditions from the previous results (2.3. Operation Condition Study). As can be seen in
Figure 8a,b, the evolution of the conversion of both reagents (G and TB) and the selectivity towards the products of interest (M and D) with reaction time were constant during the three consecutive reaction cycles. Moreover, the selectivity towards secondary reactions (IB production) was not modified (data not shown). Thus, A-15 showed excellent stability under the selected operating conditions.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}