Influence of Al and N Content and Cooling Rate on the Characteristics of Complex MnS Inclusions in AHSS


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
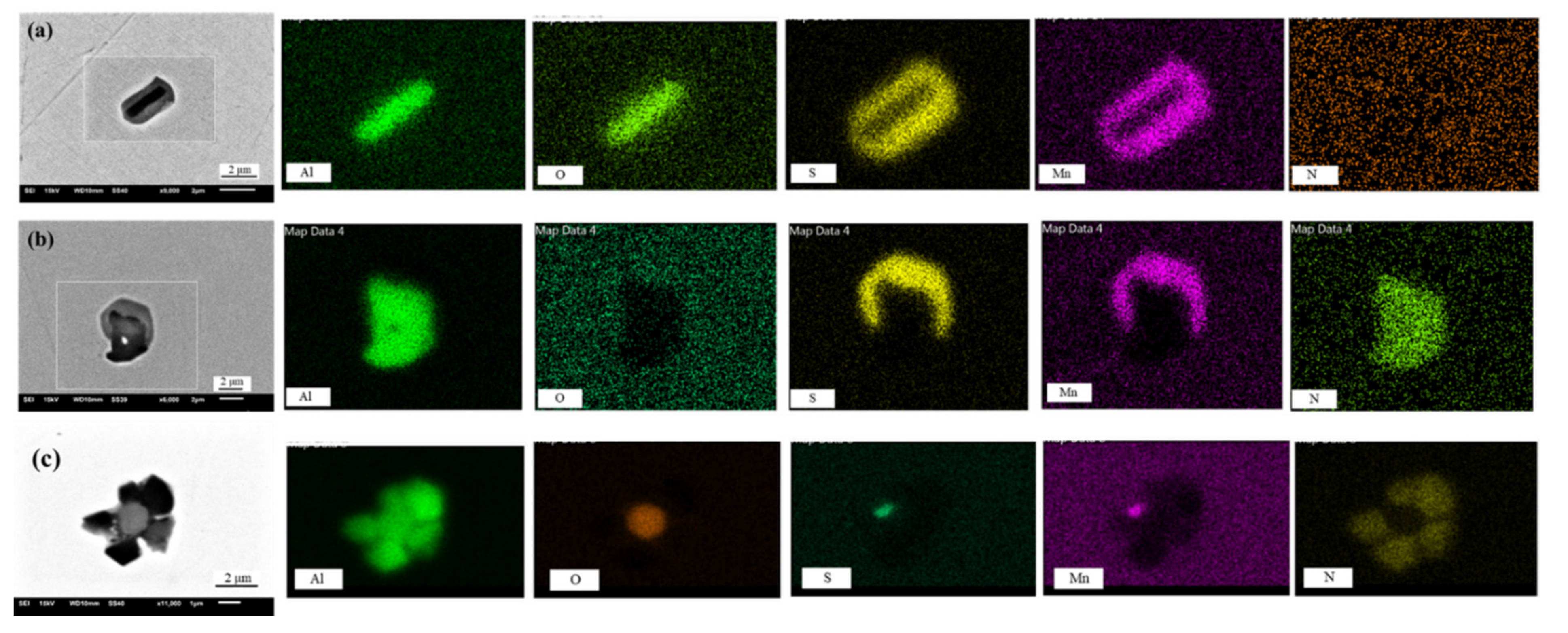
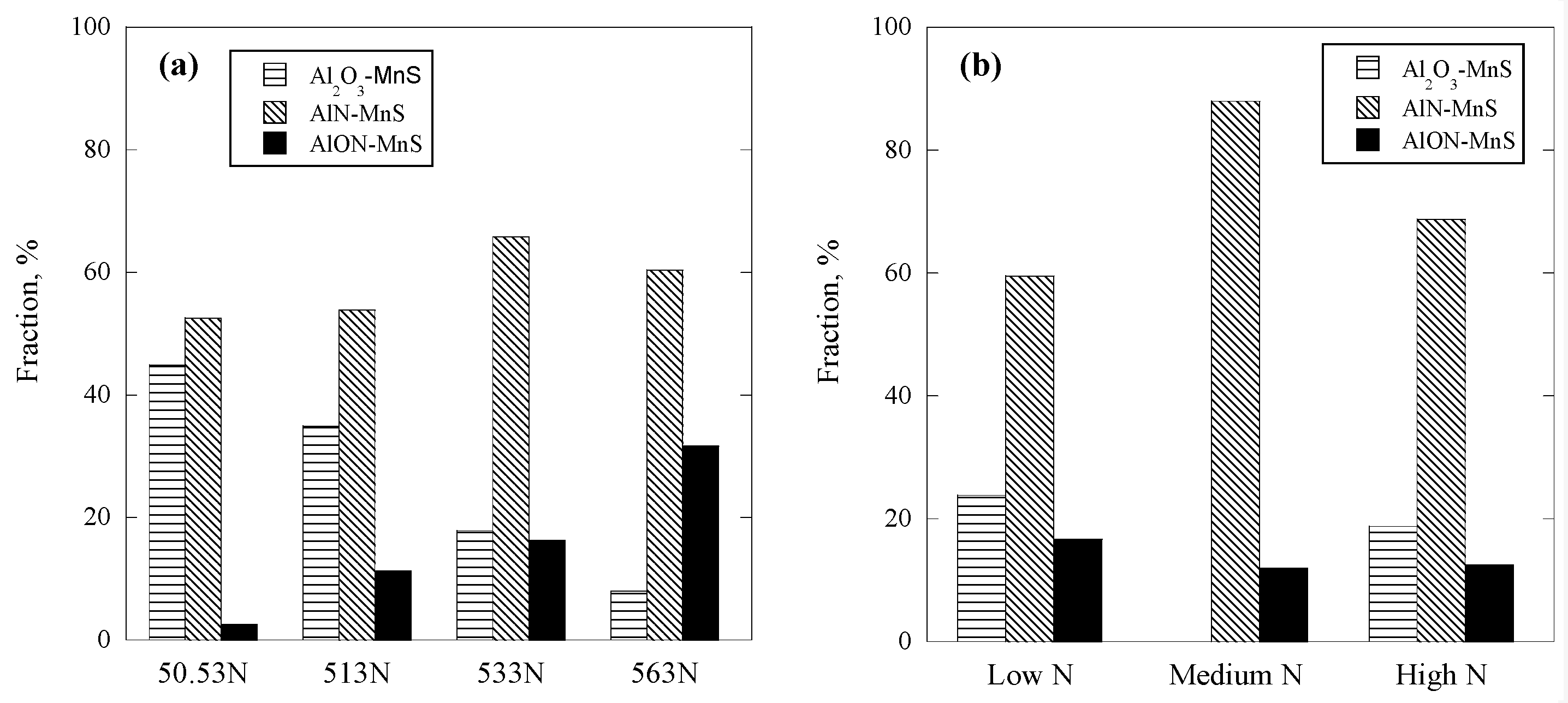
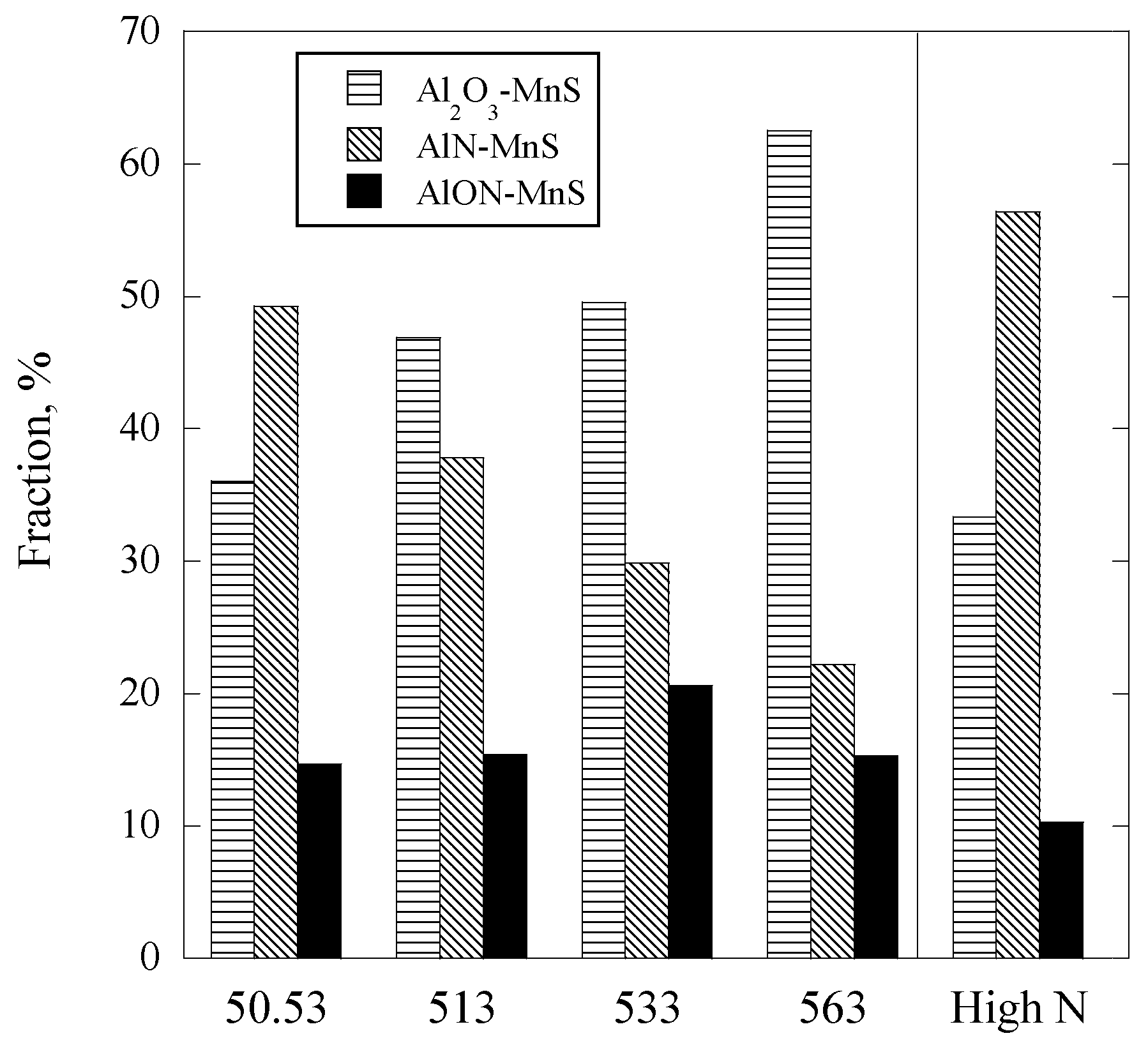
3.1. Characteristics of Complex MnS Inclusions
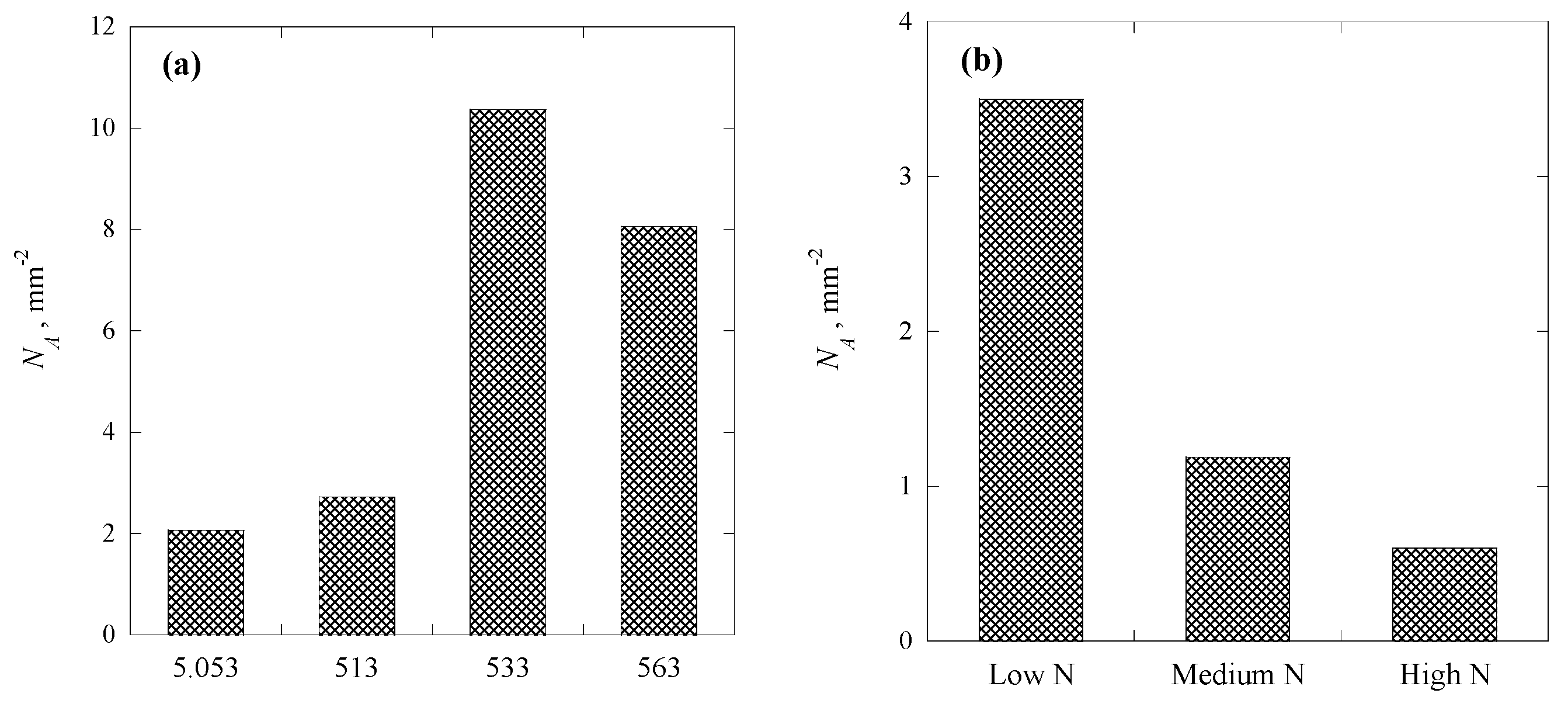
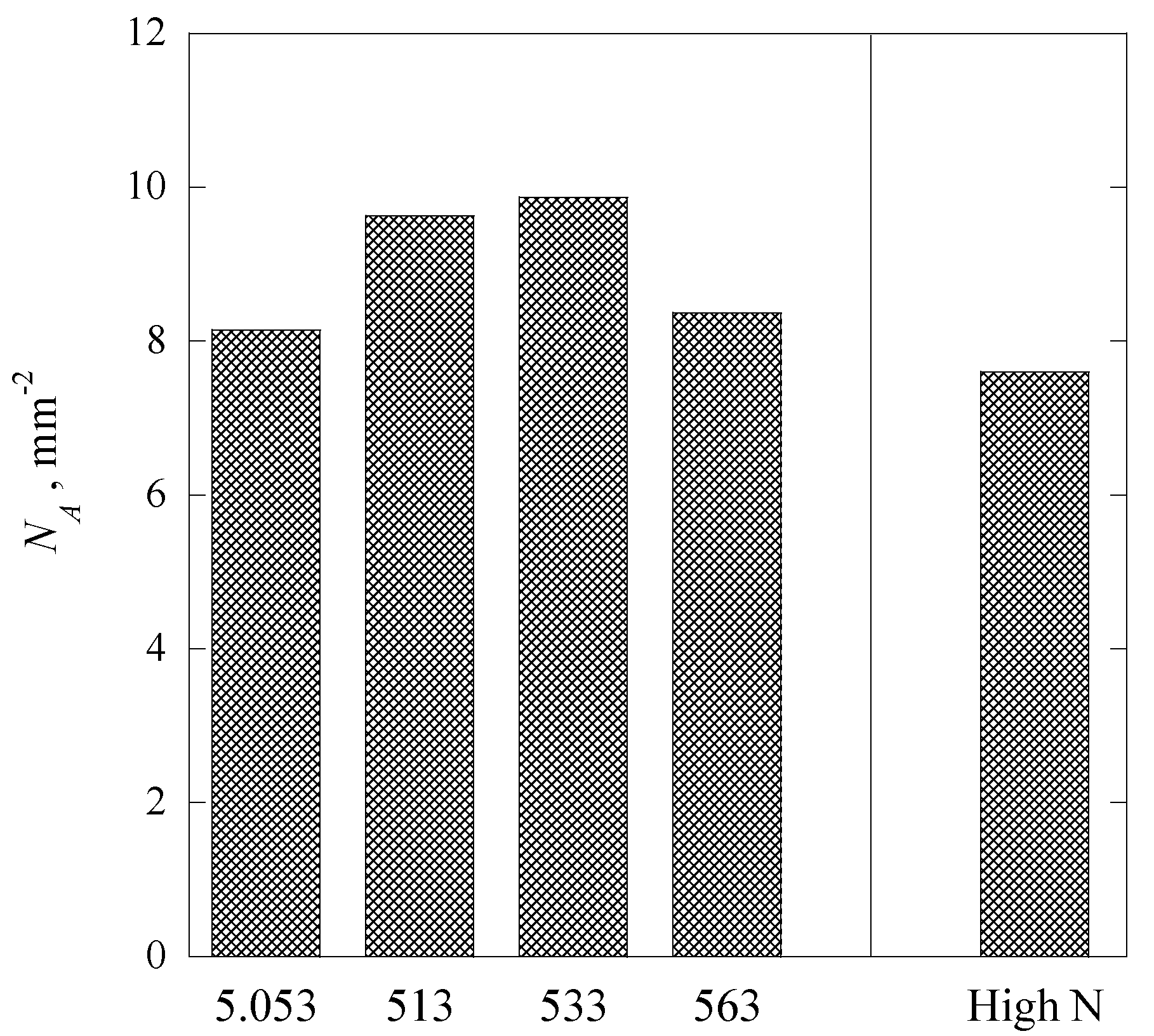
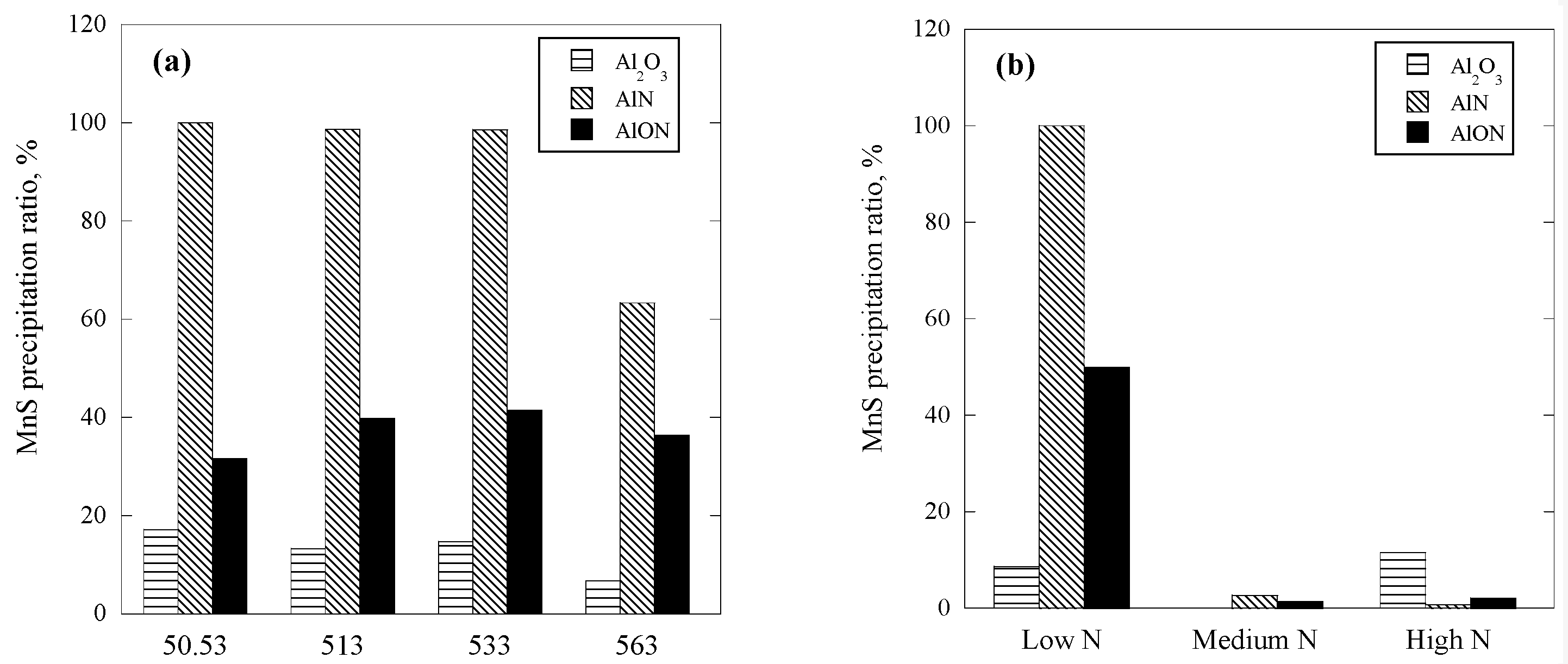
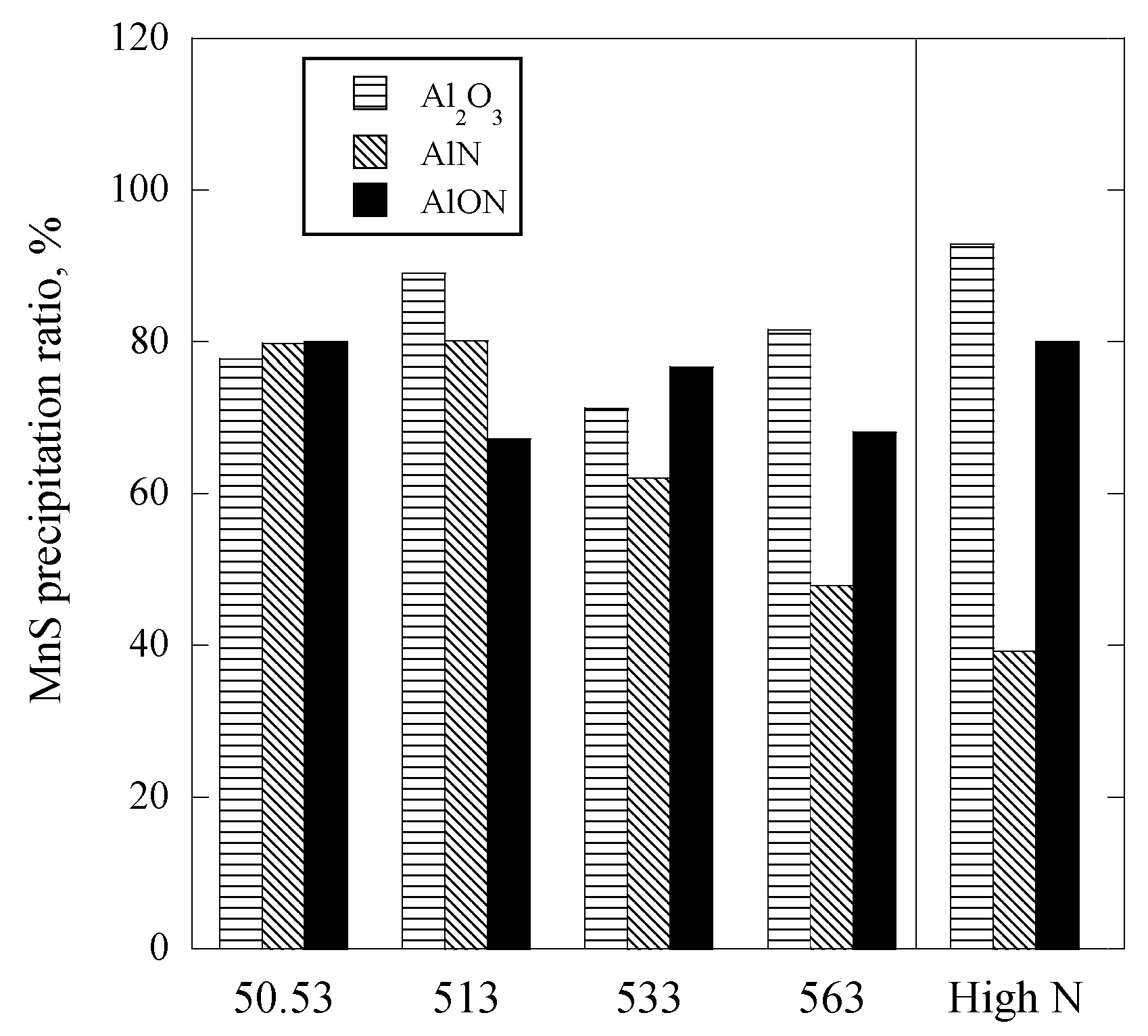
3.2. MnS Precipitation Ratio
4. Discussion
4.1. Thermodynamics of Inclusions Formation
4.2. Heterogeneous Nucleation of Inclusions
4.3. Inclusion Behavior at Solid/Liquid Interface
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Penna, R.V.; Bartlett, L.N.; Constance, T. Understanding the Role of Inclusions on the Dynamic Fracture Toughness of High Strength Lightweight FeMnAl Steels. Int. J. Met. 2018, 13, 286–299. [Google Scholar] [CrossRef]
- Li, D.Z.; Wei, Y.H.; Xu, B.S.; Hou, L.F.; Han, P.D. Development in fundamental research on TWIP steel used in automobile industry. Ironmak. Steelmak. 2011, 38, 540–545. [Google Scholar] [CrossRef]
- Aydin, H.; Essadiqi, E.; Jung, I.-H.; Yue, S. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Steenken, B.; Rezende, J.L.L.; Senk, D. Hot ductility behaviour of high manganese steels with varying aluminium contents. Mater. Sci. Technol. 2016, 33, 567–573. [Google Scholar] [CrossRef]
- Yang, J.; Wang, Y.N.; Ruan, X.M.; Wang, R.Z.; Zhu, K.; Fan, Z.J.; Wang, Y.C.; Li, C.B.; Jiang, X.F. Effects of Manganese Content on Solidification Structures, Thermal Properties, and Phase Transformation Characteristics in Fe-Mn-Al-C SteelsMetall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2015, 46, 1365–1375. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Wu, B.; Shen, Y.; He, Y.; Ding, H.; Su, X. Effect of Mn and Al contents on hot ductility of high alloy Fe-xMn-C-yAl austenite TWIP steels. Mater. Sci. Eng. A 2017, 708, 360–374. [Google Scholar] [CrossRef]
- Lucaci, M.; Lungu, M.; Vasile, E.; Marinescu, V.; Talpeanu, D.; Sbarcea, G.; Stancu, N.; Ivan, I.; Alexandru, I.; National Institute for Research and Development in Electrical Engineering ICPE-CA (INCDIE ICPE-CA); et al. Advanced High Strength Steel (AHSS) Alloys. J. Am. Romanian Acad. Arts Sci. 2017, 1, 46–50. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.; Yang, F.; Dong, H. Recent progress in medium-Mn steels made with new designing strategies, a review. J. Mater. Sci. Technol. 2017, 33, 1457–1464. [Google Scholar] [CrossRef]
- Park, J.H.; Kim, D.-J.; Min, D.J. Characterization of Nonmetallic Inclusions in High-Manganese and Aluminum-Alloyed Austenitic Steels. Met. Mater. Trans. A 2012, 43, 2316–2324. [Google Scholar] [CrossRef]
- Zhuang, C.; Liu, J.; Mi, Z.; Jiang, H.-T.; Tang, D.; Wang, G. Non-Metallic Inclusions in TWIP Steel. Steel Res. Int. 2014, 85, 1432–1439. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Michelic, S.; Wei, F.; Zhuang, C.; Han, Z.; Li, S. Characteristics of AlN inclusions in low carbon Fe–Mn–Si–Al TWIP steel produced by AOD-ESR method. Ironmak. Steelmak. 2016, 43, 171–179. [Google Scholar] [CrossRef]
- Alba, M.; Nabeel, M.; Dogan, N. Investigation of Inclusion Formation in Light-Weight Fe–Mn–Al Steels using Automated Scanning Electron Microscope Equipped with Energy-Dispersive X-Ray Spectroscopy. Steel Res. Int. 2019, 91. [Google Scholar] [CrossRef]
- Nabeel, M.; Alba, M.; Karasev, A.; Jönsson, P.G.; Dogan, N. Characterization of Inclusions in 3rd Generation Advanced High-Strength Steels. Met. Mater. Trans. A 2019, 50, 1674–1685. [Google Scholar] [CrossRef]
- Kong, L.; Deng, Z.; Zhu, M. Formation and Evolution of Non-metallic Inclusions in Medium Mn Steel during Secondary Refining Process. ISIJ Int. 2017, 57, 1537–1545. [Google Scholar] [CrossRef] [Green Version]
- Gigacher, G.; Krieger, W.; Scheller, P.R.; Thomser, C. Non-Metallic Inclusions in High-Manganese-Alloy Steels. Steel Res. Int. 2005, 76, 644–649. [Google Scholar] [CrossRef]
- Nabeel, M.; Alba, M.; Dogan, N. Formation behavior of complex MnS inclusions in AHSS. unpublished, manuscript in preparation.
- Ericsson, O.T.; Lionet, M.; Karasev, A.V.; Inoue, R.; Jönsson, P.G. Changes in inclusion characteristics during sampling of liquid steel. Ironmak. Steelmak. 2012, 39, 67–75. [Google Scholar] [CrossRef]
- Nabeel, M.; Alba, M.; Sun, S.; Karasev, A.; Jonsson, P. Characterization of Inclusions in High Mn Steel using Two-Dimensional and Three-Dimensional Methods. In Proceedings of the AISTech 2018, Philadelphia, PA, USA, 7–10 May 2018; pp. 1483–1491. [Google Scholar]
- Alba, M.; Nabeel, M.; Dogan, N. Effect of aluminium content on the formation of inclusions in Fe–5Mn–xAl steels. Ironmak. Steelmak. 2020, 1–8. [Google Scholar] [CrossRef]
- Alba, M.; Nabeel, M.; Dogan, N. Effect of Nitrogen Content on the Formation of Inclusions in Fe-5Mn-3Al Steels. Crystals 2020, 10, 836. [Google Scholar] [CrossRef]
- Paek, M.-K.; Jang, J.-M.; Jiang, M.; Pak, J.-J. Thermodynamics of AlN Formation in High Manganese-Aluminum Alloyed Liquid Steels. ISIJ Int. 2013, 53, 973–978. [Google Scholar] [CrossRef] [Green Version]
- Turkdogan, E.T. Fundamentals of Steelmaking; The Institute of Materials: London, UK, 1996. [Google Scholar]
- Paek, M.-K.; Jang, J.-M.; Kang, H.-J.; Pak, J.-J. Reassessment of AlN(s)=Al+N Equilibration in Liquid Iron. ISIJ Int. 2013, 53, 535–537. [Google Scholar] [CrossRef] [Green Version]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Met. Mater. Trans. A 1970, 1, 1987–1995. [Google Scholar] [CrossRef]
- Turnbull, D.; Vonnegut, B. Nucleation Catalysis. Ind. Eng. Chem. 1952, 44, 1292–1298. [Google Scholar] [CrossRef]
- Wang, F.; Fan, Z. Characterization of AlN Inclusion Particles Formed in Commercial Purity Aluminum. Met. Mater. Trans. A 2019, 50, 2519–2526. [Google Scholar] [CrossRef] [Green Version]
- Ohta, H.; Suito, H. Precipitation and Dispersion Control of MnS by Deoxidation Products of ZrO2, Al2O3, MgO and MnO–SiO2 Particles in Fe–10mass%Ni Alloy. ISIJ Int. 2006, 46, 480–489. [Google Scholar] [CrossRef] [Green Version]
- Sun, G.; Tao, S. Duplex Heterogeneous Nucleation Behavior of Precipitates in C-Mn Steel Containing Sn. Met. Mater. Trans. A 2018, 49, 519–523. [Google Scholar] [CrossRef]
- Tuling, A.; Mintz, B. Crystallographic and morphological aspects of AlN precipitation in high Al, TRIP steels. Mater. Sci. Technol. 2015, 32, 568–575. [Google Scholar] [CrossRef]
- Willems, H.; Hendrix, M.; De With, G.; Metselaar, R. Thermodynamics of Alon II: Phase relations. J. Eur. Ceram. Soc. 1992, 10, 339–346. [Google Scholar] [CrossRef] [Green Version]
- Dovidenko, K.; Oktyabrsky, S.; Narayan, J.; Razeghi, M. Aluminum nitride films on different orientations of sapphire and silicon. J. Appl. Phys. 1996, 79, 2439–2445. [Google Scholar] [CrossRef]
- Sun, C.J.; Kung, P.; Saxler, A.; Ohsato, H.; Haritos, K.; Razeghi, M. A crystallographic model of (00·1) aluminum nitride epitaxial thin film growth on (00·1) sapphire substrate. J. Appl. Phys. 1994, 75, 3964–3967. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Catalina, A.V. Calculation of the Critical Velocity for the Pushing/Engulfment Transition of Nonmetallic Inclusions in Steel. ISIJ Int. 1998, 38, 503–505. [Google Scholar] [CrossRef] [Green Version]
- Luo, Y.; Li, M.; Scheller, P.R.; Sridhar, S.; Zhang, L. Interaction Between Liquid Steel and AlN Substrate Containing Al-Y-Oxides. Met. Mater. Trans. A 2019, 50, 2459–2470. [Google Scholar] [CrossRef]
- Ohta, H.; Suito, H. Effect of Sulfur and Oxygen on Engulfment and Pushing of Deoxidation Particles of ZrO2 and Al2O3 during Solidification of Fe–10mass%Ni Alloy. ISIJ Int. 2006, 46, 472–479. [Google Scholar] [CrossRef] [Green Version]
- Shibata, H.; Yin, H.; Yoshinaga, S.; Emi, T.; Suzuki, M. In-situ Observation of Engulfment and Pushing of Nonmetallic Inclusions in Steel Melt by Advancing Melt/Solid Interface. ISIJ Int. 1998, 38, 149–156. [Google Scholar] [CrossRef] [Green Version]
- Mu, W.; Dogan, N.; Coley, K.S. Agglomeration of Non-metallic Inclusions at the Steel/Ar Interface: Model Application. Met. Mater. Trans. A 2017, 48, 2092–2103. [Google Scholar] [CrossRef]
- Keene, B.J. Slag Atlas, 2nd ed.; Verein Deutscher Eisenhüttenleute, Ed.; Verlag Stahleisen GmbH: Düsseldorf, Germany, 1995; p. 526. [Google Scholar]
- Slack, G.A.; Tanzilli, R.; Pohl, R.; Vandersande, J.W. The intrinsic thermal conductivity of AlN. J. Phys. Chem. Solids 1987, 48, 641–647. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Mn | Al | Si | C | S (ppm) | N (ppm) | O (ppm) | |
|---|---|---|---|---|---|---|---|---|
| 50.53 | 4.8 | 0.4 | 3.2 | 0.1 | 21.6 | <10 | <10 | |
| 513 | 4.8 | 0.9 | 3.2 | 0.1 | 26.0 | <10 | <10 | |
| 533 | 4.9 | 2.8 | 3.2 | 0.1 | 23.4 | <10 | <10 | |
| 563 | 5.2 | 5.7 | 3.2 | 0.1 | 29.5 | <10 | <10 | |
| 533N-P | Low N | 5.0 | 2.6 | 3.8 | 0.1 | 28 | <10 | <10 |
| Medium N | 33 | <10 | ||||||
| High N | 54 | <10 | ||||||
| Steel | Tsol (K) | Tliq (K) | TAlN (K) | TMnS (K) | |
|---|---|---|---|---|---|
| 50.53 | 1647.3 | 1739.5 | 1585.6 | 1528.9 | |
| 513 | 1629 | 1739.5 | 1643.3 | 1499.6 | |
| 533 | 1619.4 | 1735.5 | 1696.7 | 1464.5 | |
| 563 | 1605.9 | 1722.1 | 1723.6 | 1466.7 | |
| 533N-P | Low N | 1611 | 1726.3 | 1679.1 | 1472.8 |
| Medium N | 1611 | 1726.3 | 1865.4 | 1473.9 | |
| High N | 1611 | 1726.3 | 1879.5 | 1473.9 | |
| 50.53 | 513 | 533 | 563 | 533N-P | ||
| Low N | Medium N | High N | ||||
| 0.85 | 0.69 | 0.22 | - | 0.11 | - | - |
| Inclusion | Lattice Parameters (Å) | ||
|---|---|---|---|
| a | b | c | |
| Al2O3 | 4.75 | 4.75 | 12.99 |
| AlN | 3.11 | 3.11 | 4.99 |
| MnS | 5.24 | 5.24 | 5.24 |
| Al2O3 | Reference | AlN | Reference | |
|---|---|---|---|---|
| η (kg/ms) | 4 × 10−6 | [35] | 4 × 10−6 | [35] |
| (J/m2) | 0.75 | [36] | 1.53 | - |
| (J/m2) | 1.6 | [37] | 1.6 | [37] |
| (J/m2) | 2.206 | [33] | 2.206 | [33] |
| (J/m2) | 2.56 | - | 3.49 | - |
| (J/m2) | 1.88 | - | 2.54 | [34] |
| 135 | [33] | 129 | [34] | |
| (J/m2) | 0.39 | [38] | 0.24 | [34] |
| 0.68 | - | 0.953 | - | |
| (W/mK) | 5.5 | [33,36] | 24 | [39] |
| (W/mK) | 45 | [33,35] | 45 | [33,35] |
| (m) | 2.5 × 10−10 | [33] | 2.5 × 10−10 | [33] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nabeel, M.; Alba, M.; Dogan, N. Influence of Al and N Content and Cooling Rate on the Characteristics of Complex MnS Inclusions in AHSS. Crystals 2020, 10, 1054. https://doi.org/10.3390/cryst10111054
Nabeel M, Alba M, Dogan N. Influence of Al and N Content and Cooling Rate on the Characteristics of Complex MnS Inclusions in AHSS. Crystals. 2020; 10(11):1054. https://doi.org/10.3390/cryst10111054
Chicago/Turabian StyleNabeel, Muhammad, Michelia Alba, and Neslihan Dogan. 2020. "Influence of Al and N Content and Cooling Rate on the Characteristics of Complex MnS Inclusions in AHSS" Crystals 10, no. 11: 1054. https://doi.org/10.3390/cryst10111054
APA StyleNabeel, M., Alba, M., & Dogan, N. (2020). Influence of Al and N Content and Cooling Rate on the Characteristics of Complex MnS Inclusions in AHSS. Crystals, 10(11), 1054. https://doi.org/10.3390/cryst10111054