The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study

Abstract
:1. Introduction
2. Materials and Methods
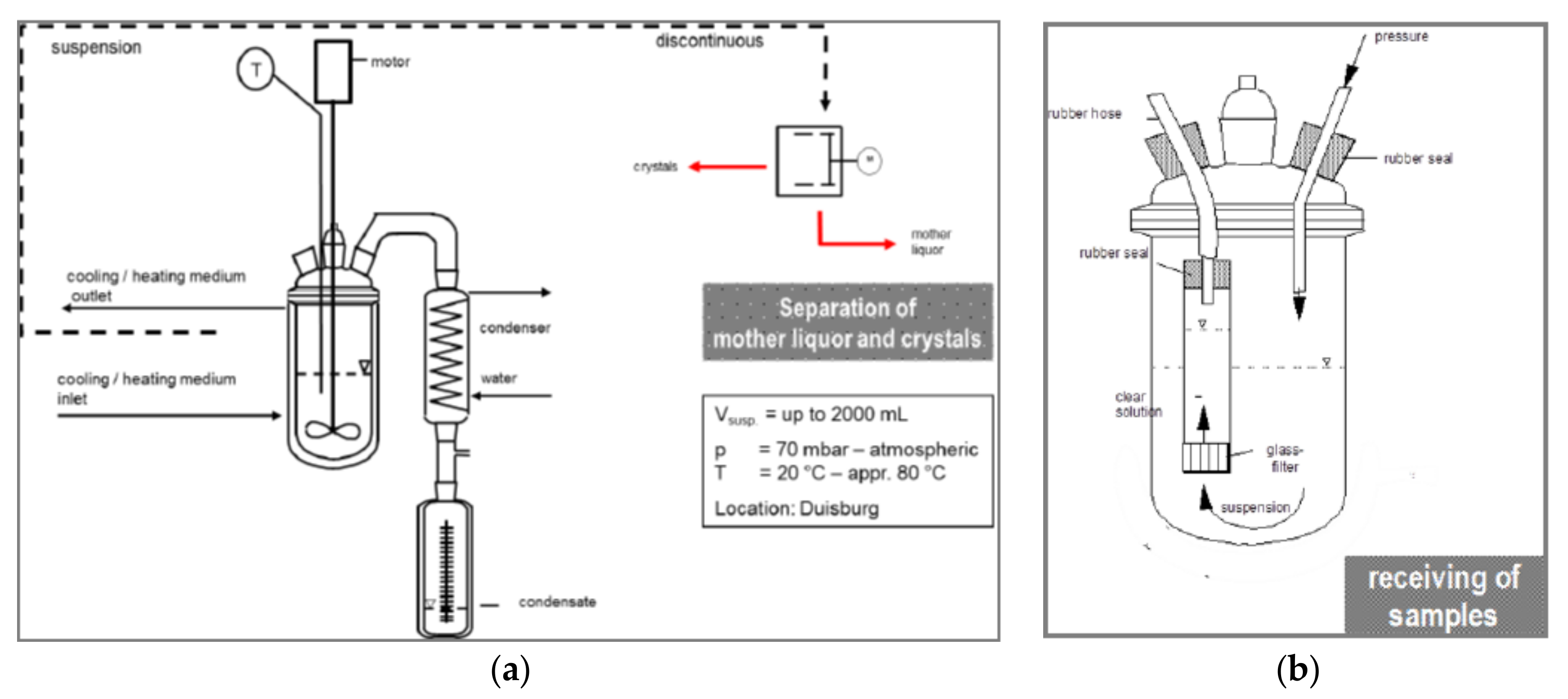
2.1. Discontinuous Multi-Stage Crystallization
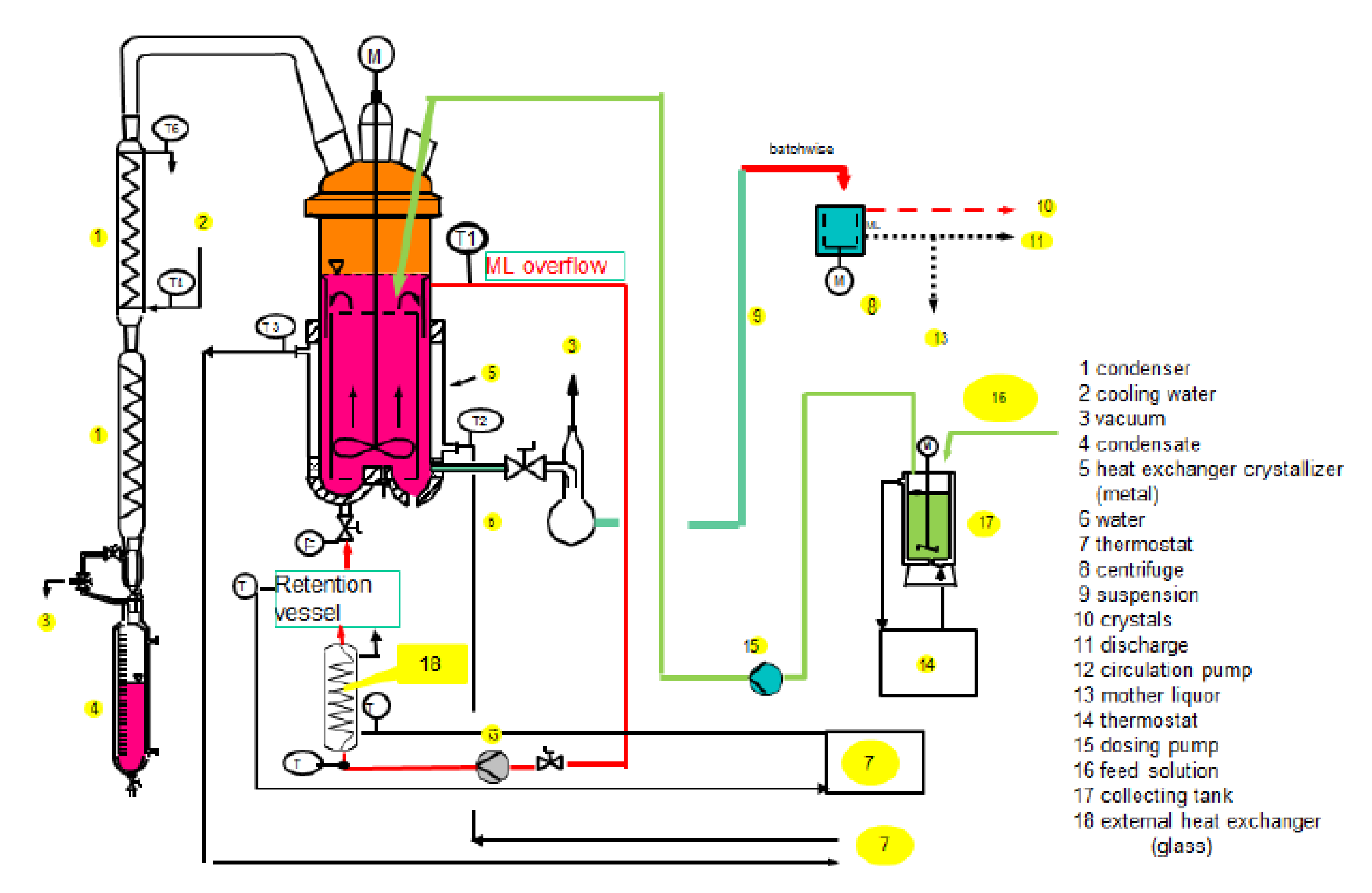
2.2. Continuous Crystallization in Bench-Scale Draft Tube Baffled (DTB) Crystallizer
3. Results
3.1. Discontinuous Multi-Stage Crystallization
- The solubility of the product (relevant for process yield);
- The purity of the product (> requested product purity);
- The crystal shape of the product;
- The boiling point elevations, densities and viscosities (not shown here).
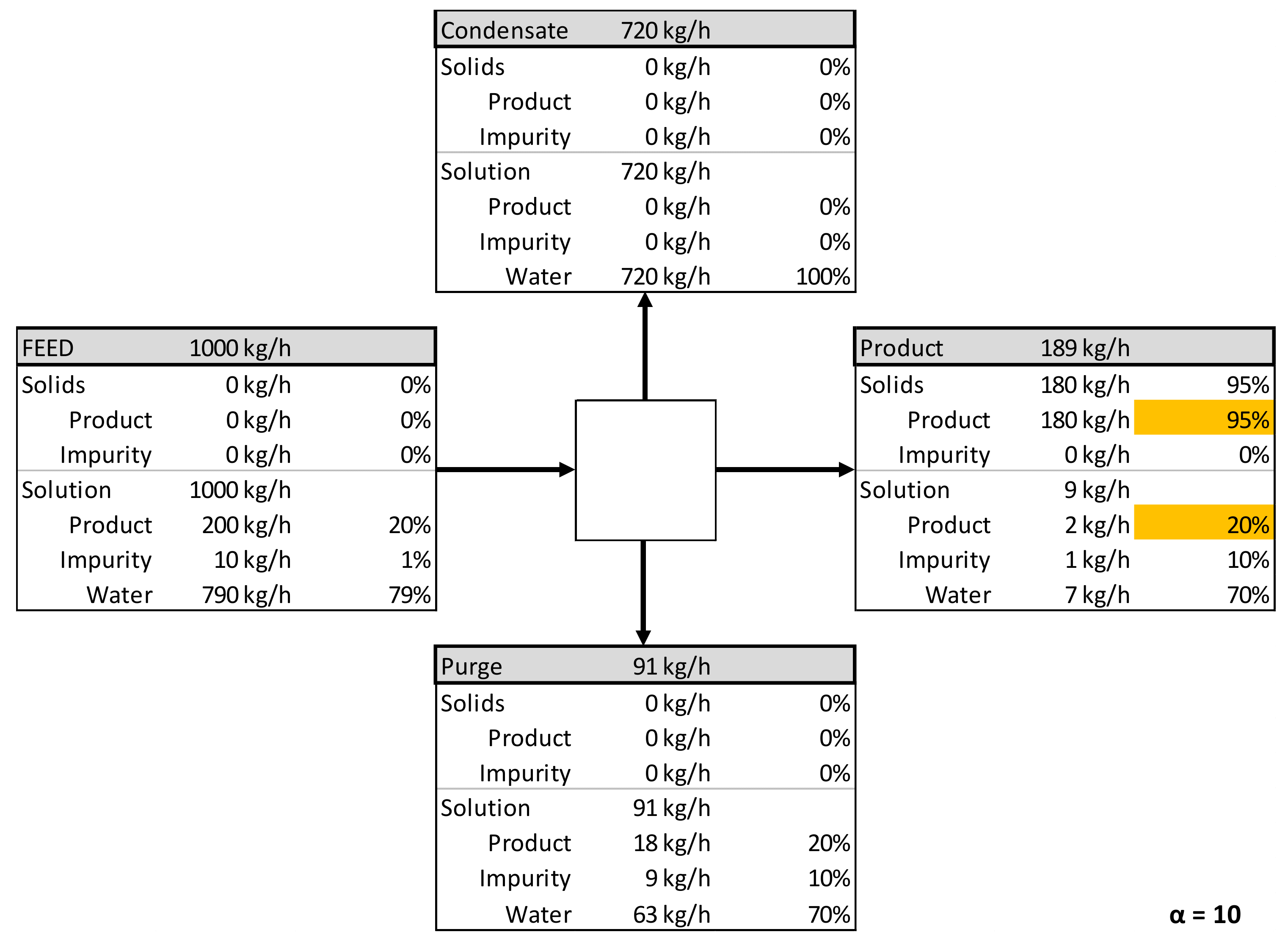
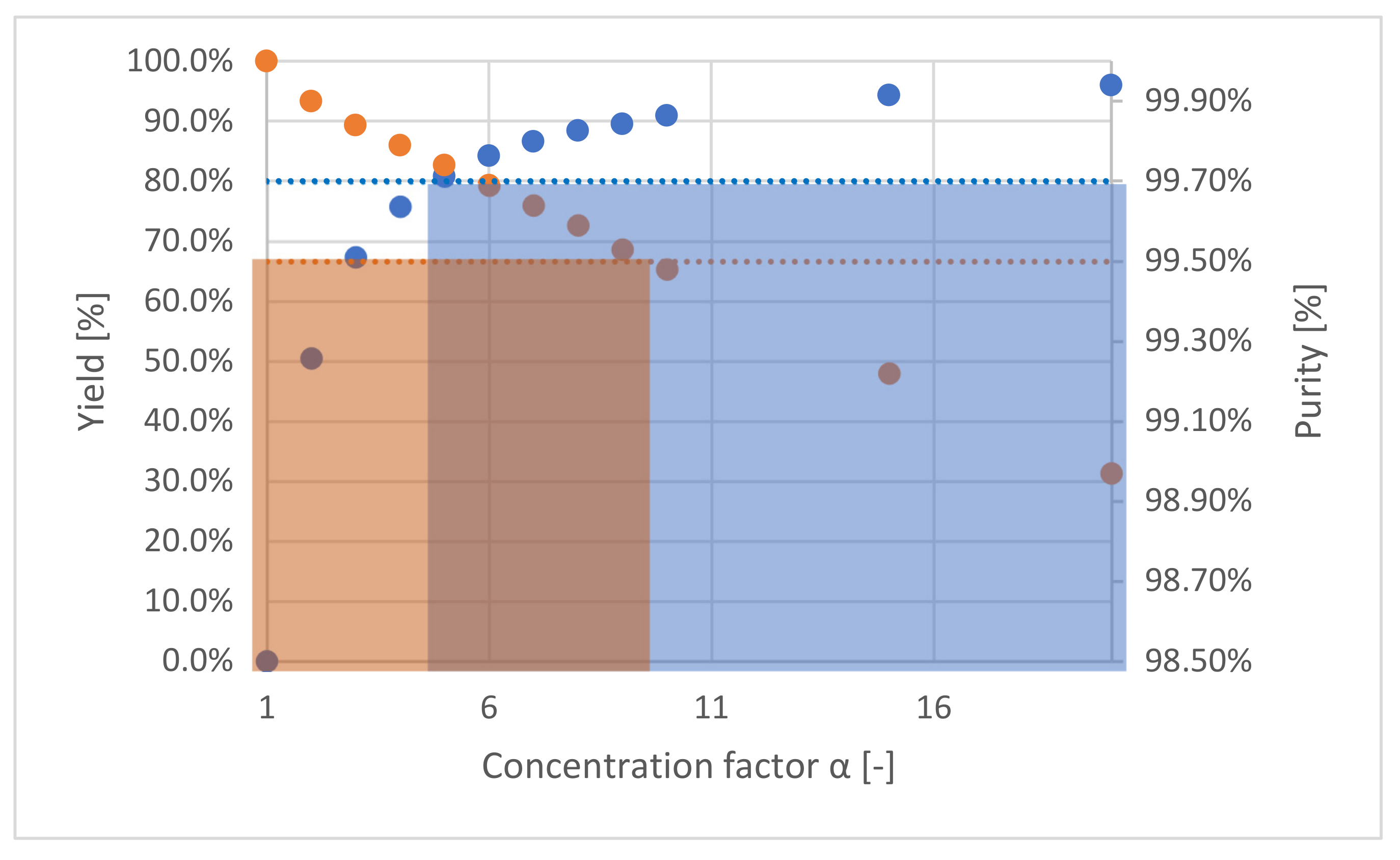
3.1.1. Effect of Concentration Factor α on Solubility of Product Substance
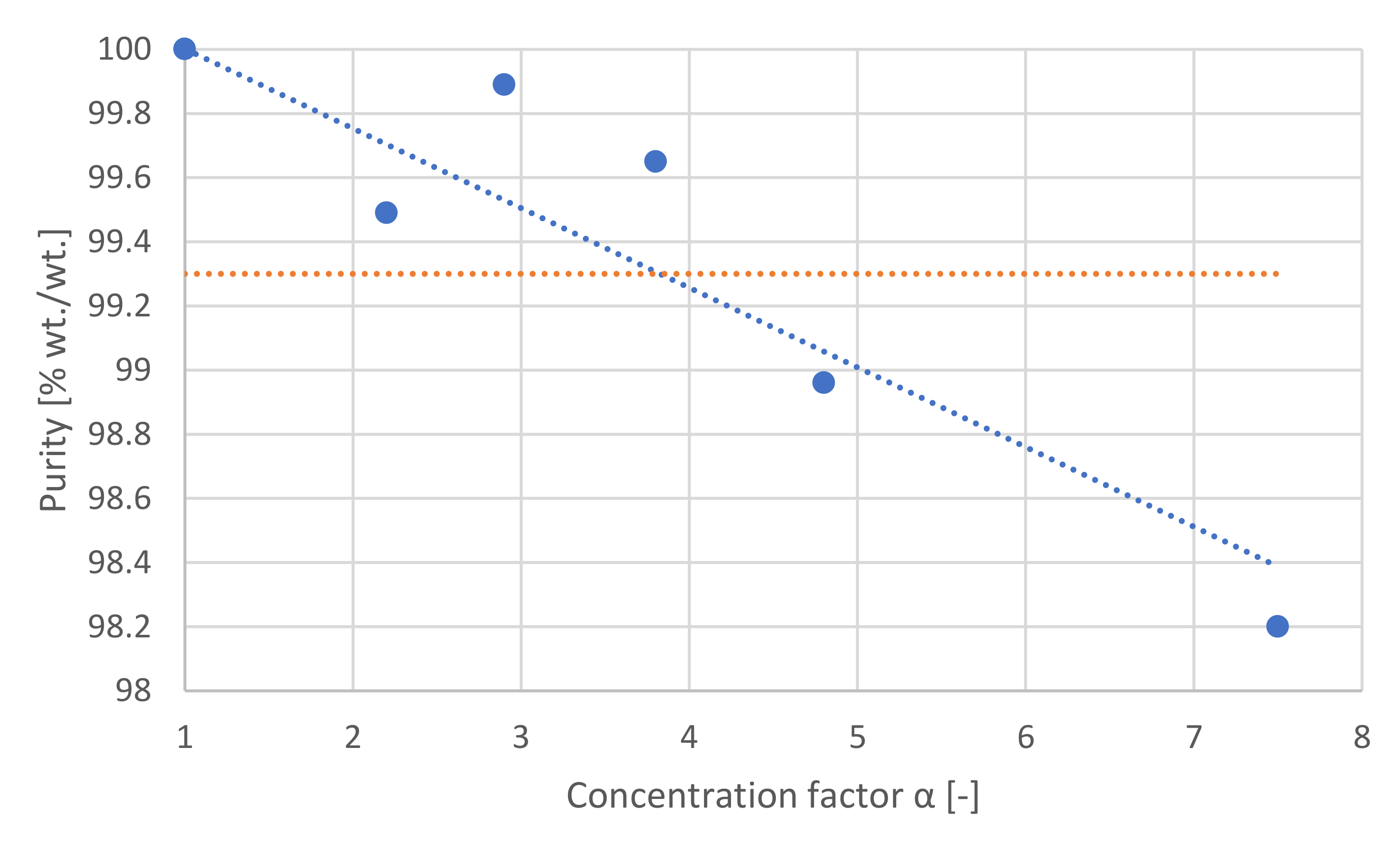
3.1.2. Effect of Concentration Factor α on the Purity of the Product
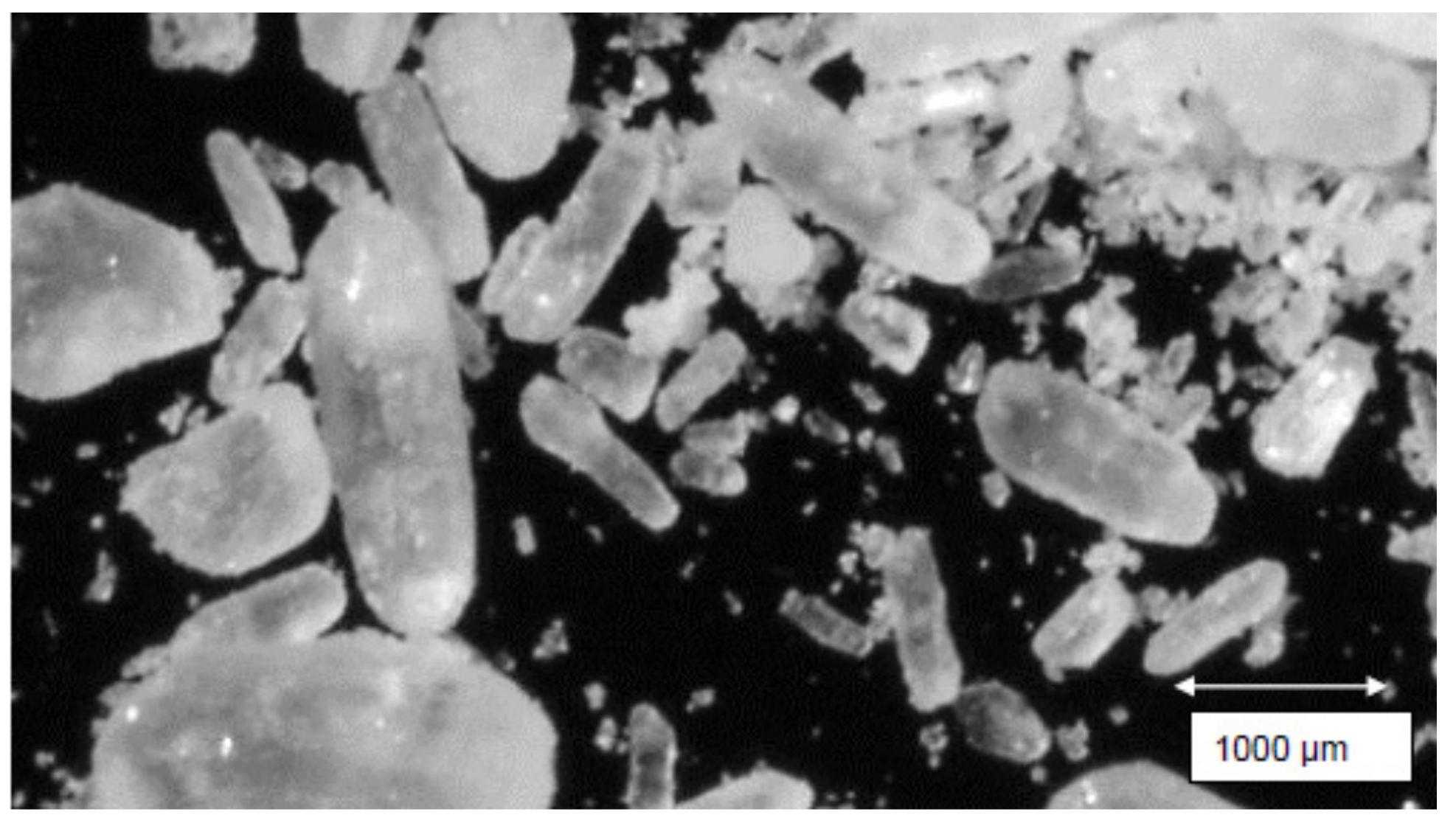
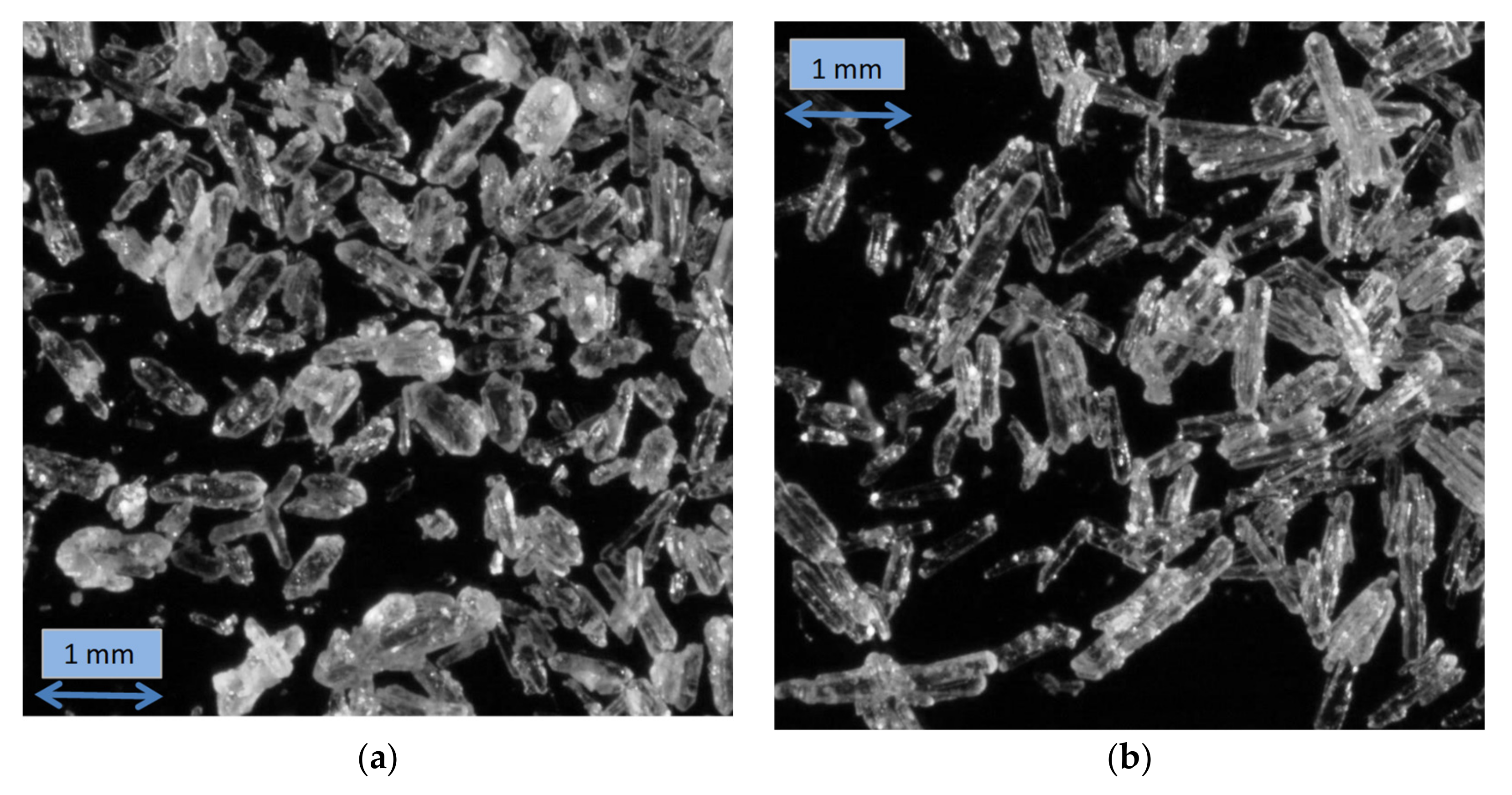
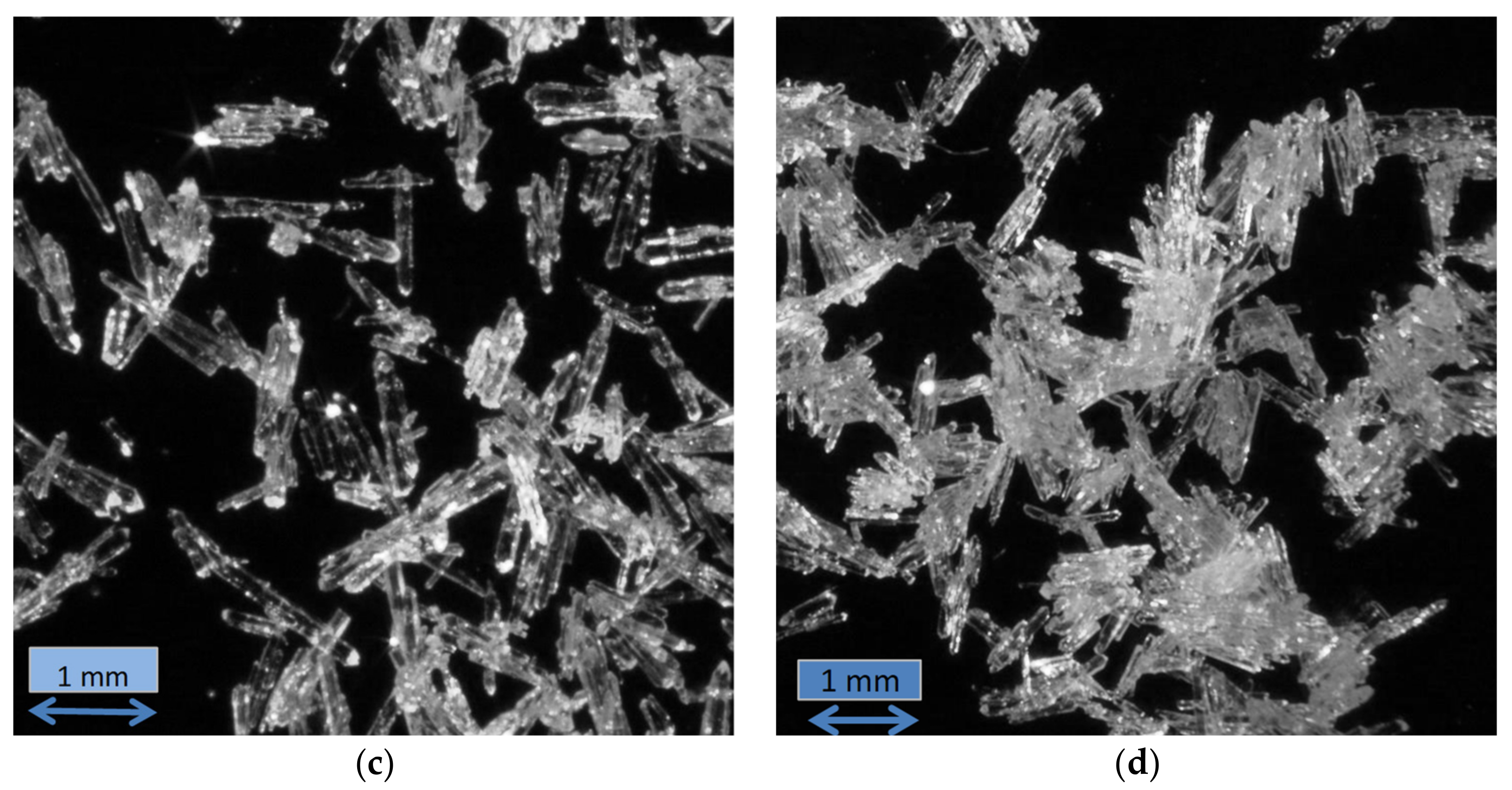
3.1.3. Effect of Concentration Factor α on Crystal Shape
- Undesired crystal shape, storage ability and angle of repose;
- Increased crystal breakage during solid–liquid separation, drying and bagging (dust formation);
- Increased moisture content after solid–liquid separation (negative impact on crystal purity) [18].
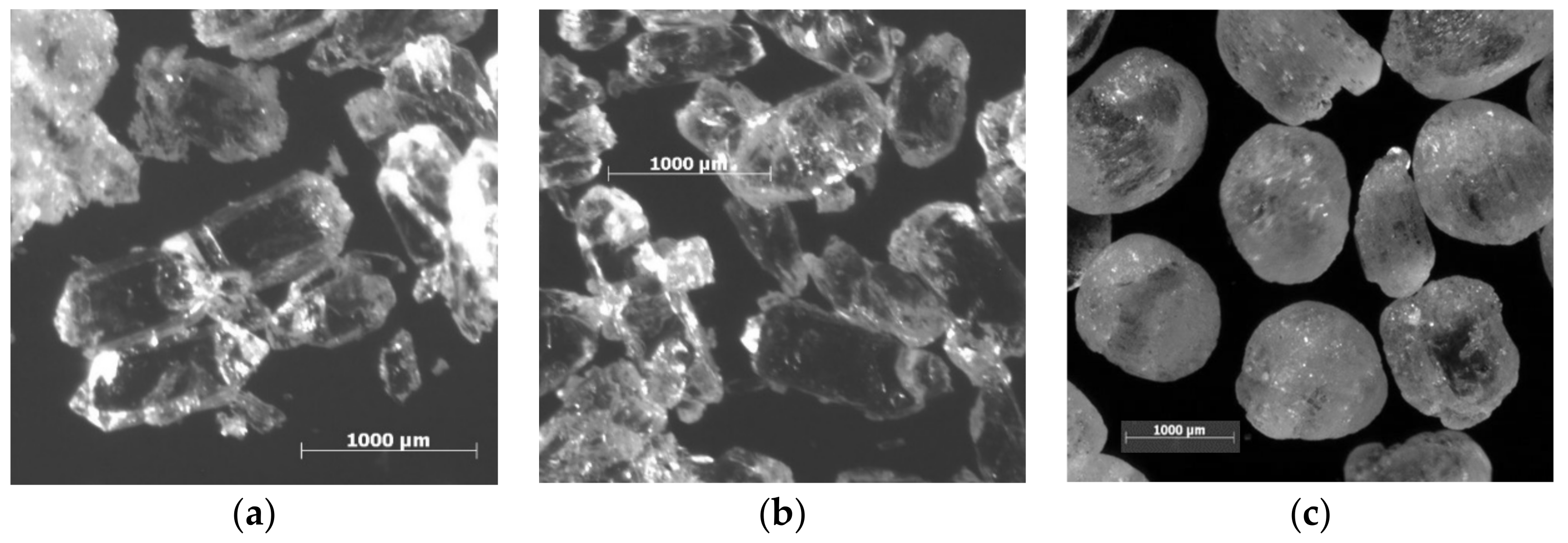
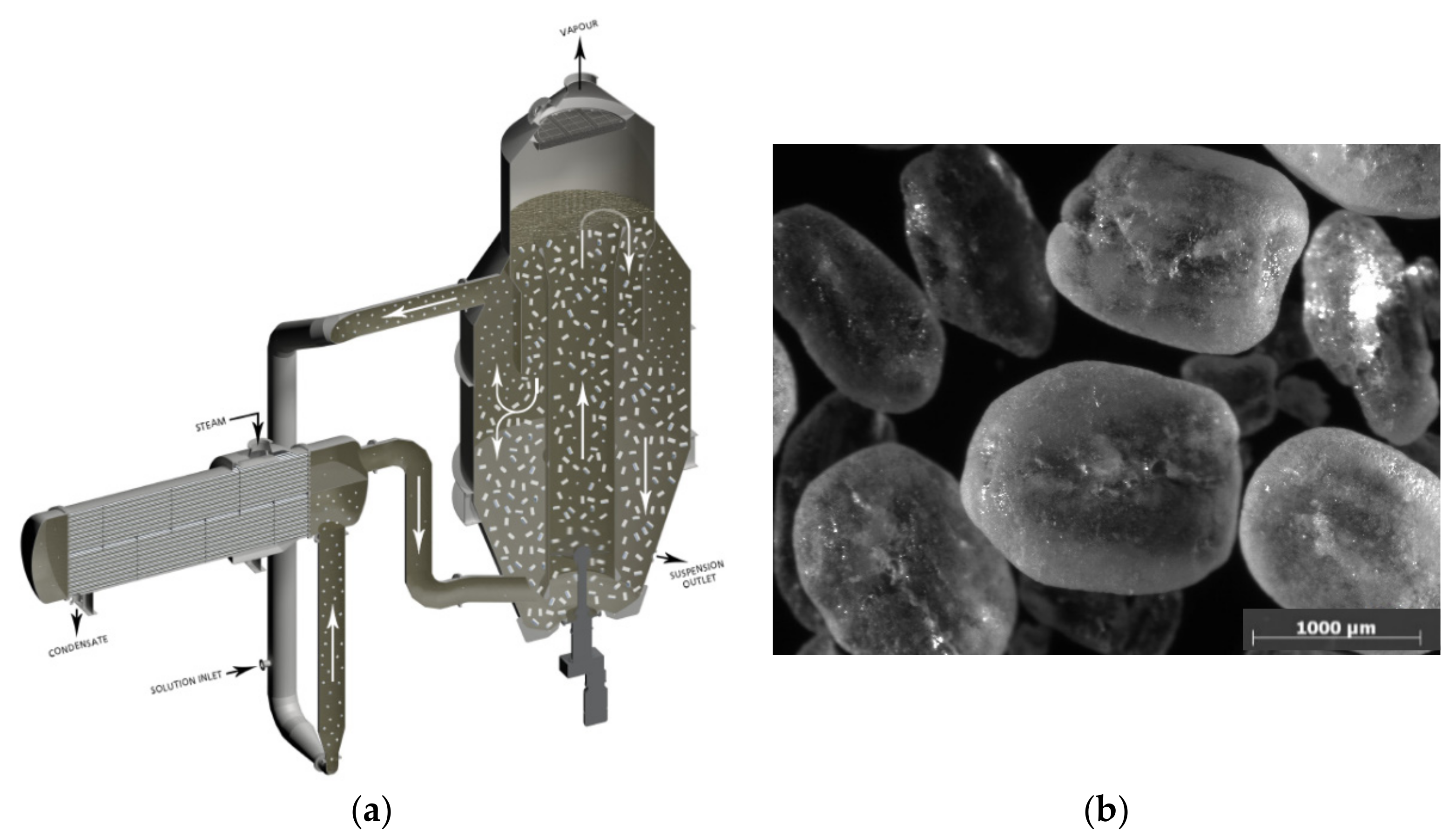
3.2. Continuous Crystallization in DTB Crystallizer
- The increased retention time resulted in a rounded crystal shape (the rounding effect was induced mainly by the attrition caused by the internal circulation pump);
- The dissolving of fine crystals (produced by attrition) in the outer heating circuit resulted in a narrower crystal size distribution.
3.3. Implementation of Industrial DTB Crystallizer Unit
4. Discussion
- 1)
- The solubility of the product linearly decreases with the increasing concentration factor (the concentration of impurities in the mother liquor). This is a well-known thermodynamic effect, which is documented for many inorganic and organic substances. No further parameters known to influence the solubility, like temperature or pH-value, were investigated during this study, while the specific species in the impurity spectrum, which are responsible for the observed effect, were not identified.
- 2)
- The purity of the product linearly decreases with the increasing concentration factor, which was expected according to the theoretical approach discussed above. Similar results were presented by Alvarez et al., introducing a distribution coefficient (DC), defining the ratio of impurities in the product and the impurities in the mother liquor, showing a linear dependency [10].
- 3)
- With an increasing concentration factor and therefore an increasing concentration of impurities in the mother liquor, the shape of the product crystals changed to an increasingly needle-like shape. This is related to the interaction of the impurities with the specific surface of the crystal, changing its growth rate. Theoretically, those slow-growing faces determine the shape of the product crystals, as the fastest growing surfaces will disappear over time [21].
5. Conclusions
- The initial idea to change from batchwise-operated to continuously operated crystallization, assessing the feasibility of producing a desired product with regards to crystal size, crystal size distribution and crystal shape;
- Discontinuous multi-stage crystallization trials to identify the major physical and chemical parameters, checking the effect of the increasing concentration factor on product purity, crystal shape and physical and chemical parameters (e.g. solubility), alongside the definition of the critical concentration factor;
- Continuous crystallization trials using a laboratory DTB crystallizer to confirm the findings of the discontinuous tests and, finally, to generate the mass and heat balance, as well as the design of the industrial crystallizer unit;
- The implementation of the industrial unit at a customer production site, based on the results of the above described laboratory tests.
Author Contributions
Funding
Conflicts of Interest
References
- Sen, M.; Rogers, A.; Singh, R.; Chaudhury, A.; John, J.; Ierapetritou, M.G.; Ramachandran, R. Flowsheet optimization of an integrated continuous purification-processing pharmaceutical manufacturing operation. Chem. Eng. Sci. 2013, 102, 56–66. [Google Scholar] [CrossRef]
- Chen, J.; Sarma, B.; Evans, J.M.B.; Myerson, A.S. Pharmaceutical Crystallization. Cryst. Growth Des. 2011, 11, 887–895. [Google Scholar] [CrossRef] [Green Version]
- Plumb, K. Continuous processing in the pharmaceutical industry changing the mindset. Chem. Eng. Res. Des. 2006, 83, 730–738. [Google Scholar] [CrossRef]
- Schaber, S.; Gerogiorgis, D.I.; Ramachandran, R.; Evans, J.M.B.; Barton, P.I.; Trout, B.L. Economic Analysis of Integrated Continuous and Batch Pharmaceutical Manufacturing: A Case Study. Ind. Eng. Chem. Res. 2011, 50, 10083–10092. [Google Scholar] [CrossRef] [Green Version]
- Capellades, G.; Wiemeyer, H.; Myerson, A.S. Mixed-Suspension, Mixed-Product Removal Studies of Ciprofloxacin from Pure and Crude Active Pharmaceutical Ingredients: The Role of Impurities on Solubility and Kinetics. Cryst. Growth Des. 2019, 19, 4008–4018. [Google Scholar] [CrossRef]
- Variankaval, N.; Cote, A.S.; Doherty, M.F. From form to function: Crystallization of active pharmaceutical ingredients. AIChE J. 2008, 54, 1682–1688. [Google Scholar] [CrossRef]
- Vetter, T.; Burcham, C.L.; Doherty, M.F. Regions of attainable particle sizes in continuous and batch crystallization processes. Chem. Eng. Sci. 2014, 106, 167–180. [Google Scholar] [CrossRef]
- Zhang, D.; Xu, S.; Du, S.; Wang, J.; Gong, J. Progress of Pharmaceutical Continuous Crystallization. Engineering 2017, 3, 354–364. [Google Scholar] [CrossRef]
- Su, Q.; Nagy, Z.; Rielly, C. Pharmaceutical crystallization processes from batch to continuous operation using MSMPR stages: Modelling, design, and control. Chem. Eng. Proc. 2015, 89, 41–53. [Google Scholar] [CrossRef] [Green Version]
- Alvarez, A.J.; Singh, A.; Myerson, A.S. Crystallization of Cyclosporine in a Multistage Continuous MSMPR Crystallizer. Cryst. Growth Des. 2011, 11, 4392–4400. [Google Scholar] [CrossRef]
- Wöhlk, W.; Hofmann, G. Types of crystallizers. Int. Chem. Eng. 1984, 24, 419–431. [Google Scholar]
- Garg, J.; Arora, S.; Garg, J. Spherical crystallization: An overview. Int. J. Pharm. Technol. 2014, 4, 1909–1928. [Google Scholar]
- Myerson, A.S. Handbook of Industrial Crystallization, 2nd ed.; Butterworth-Heinemann: Woburn, MA, USA, 2002. [Google Scholar]
- Buchfink, R. Effects of impurities on an industrial crystallization process of ammonium sulfate. Ph.D. Thesis, Martin-Luther-University, Halle (Saale), Germany, 2 May 2011. [Google Scholar]
- Winn, D.; Doherty, M.F. Modeling crystal shapes of organic materials grown from solution. AIChE J. 2000, 46, 1348–1367. [Google Scholar] [CrossRef]
- Mullin, J.W. Crystallization, 3rd ed.; Butterworth-Heinemann: Oxford, UK, 1993. [Google Scholar]
- Kwon, J.S.-I.; Nayhouse, M.; Christofides, P.D.; Orkoulas, G. Modeling and control of crystal shape in continuous protein crystallization. Chem. Eng. Sci. 2014, 107, 47–57. [Google Scholar] [CrossRef]
- Wakeman, R. The influence of particle properties on filtration. Sep. Purif. Rev. 2007, 58, 234–241. [Google Scholar] [CrossRef]
- Hofmann, G.; Wang, S.; Widua, J.; Wöhlk, W. Zyklische Korngrößenschwankungen in Massenkristallisatoren. In Proceedings of the Fachausschuss Kristallisation, Strasbourg, France, 27–28 March 2000. (In German). [Google Scholar]
- Hofmann, G. Kristallisation in der Industriellen Praxis; Wiley-VCH: Weinheim, Germany, 2004. (In German) [Google Scholar]
- Beckmann, W. Crystallization Basic Concepts and Industrial Applications; Wiley-VCH: Weinheim, Germany, 2013. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Drum size diameter | 140 | mm |
| Paper filter (inlet) | PP/Heidland | - |
| Pore size | 7 | µm |
| Separation time | 120 | s |
| Rotation speed | 5500 | rpm |
| G-force | 2200 | g |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Melches, C.; Plate, H.; Schürhoff, J.; Buchfink, R. The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study. Crystals 2020, 10, 542. https://doi.org/10.3390/cryst10060542
Melches C, Plate H, Schürhoff J, Buchfink R. The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study. Crystals. 2020; 10(6):542. https://doi.org/10.3390/cryst10060542
Chicago/Turabian StyleMelches, Christian, Hermann Plate, Jürgen Schürhoff, and Robert Buchfink. 2020. "The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study" Crystals 10, no. 6: 542. https://doi.org/10.3390/cryst10060542
APA StyleMelches, C., Plate, H., Schürhoff, J., & Buchfink, R. (2020). The Steps from Batchwise to Continuous Crystallization for a Fine Chemical: A Case Study. Crystals, 10(6), 542. https://doi.org/10.3390/cryst10060542