Thermal Stability of Nanocrystalline Gradient Inconel 718 Alloy


 and
and
Abstract
:1. Introduction
2. Experimental
2.1. Materials and Processing
2.2. Microstructure Characterizations
3. Results
4. Discussion
5. Conclusions
- (1)
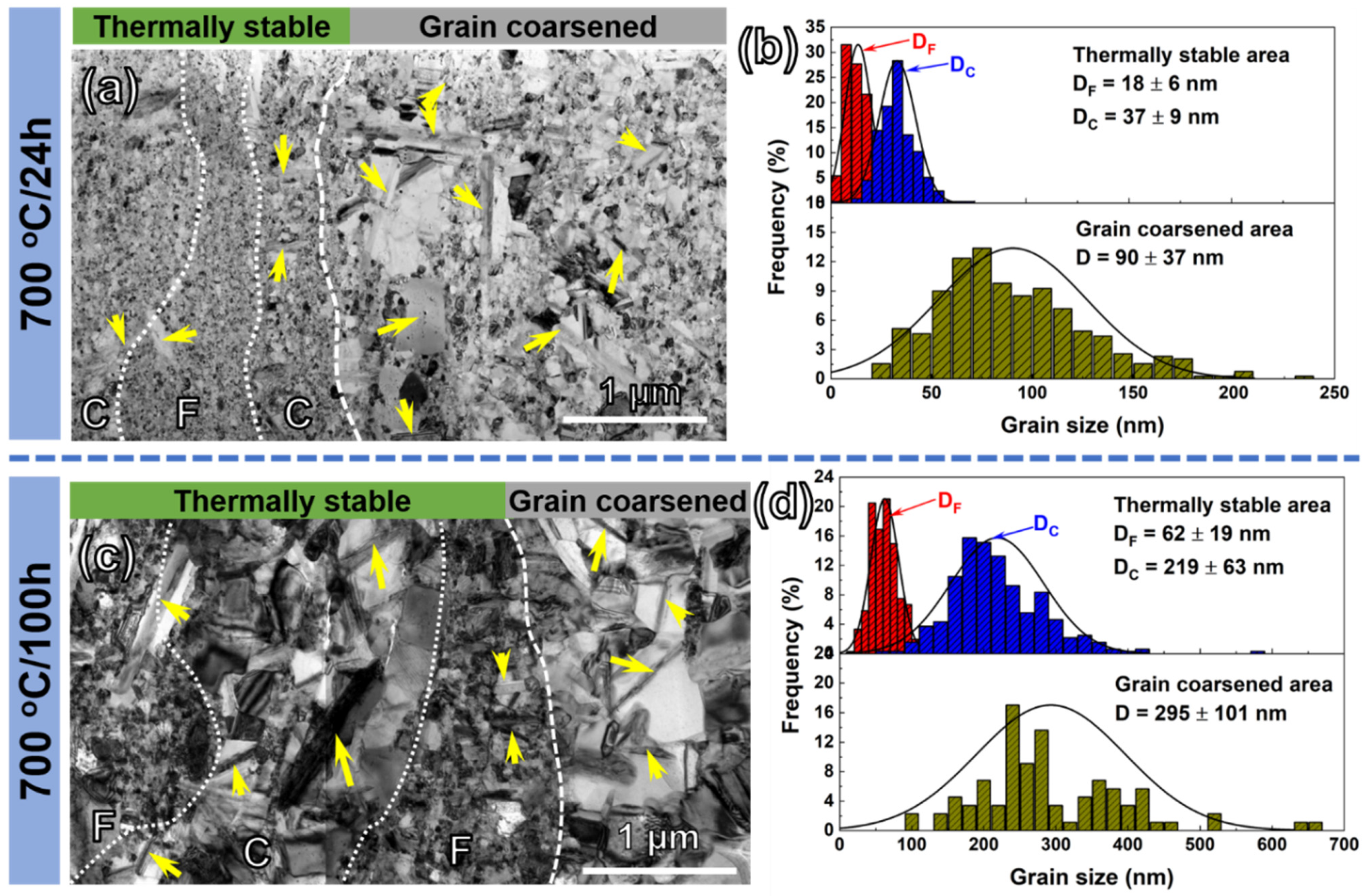
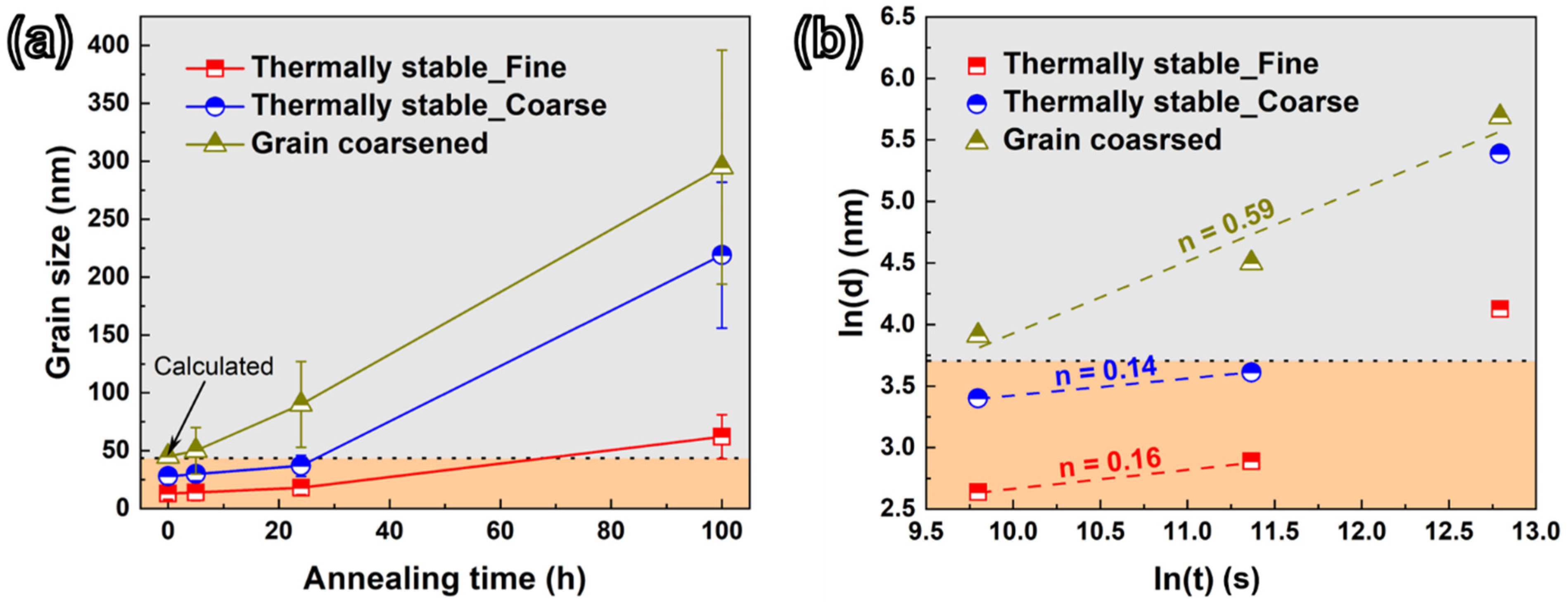
- Nanograins with a grain size smaller than 40 nm in the deformed surface exhibited significantly enhanced thermal stability compared to grains with larger grain sizes away from the surface.
- (2)
- The average grain growth exponent of thermally stable NG structures with smaller grain sizes (<40 nm) was 0.15, in contrast to 0.59 for the larger grains.
- (3)
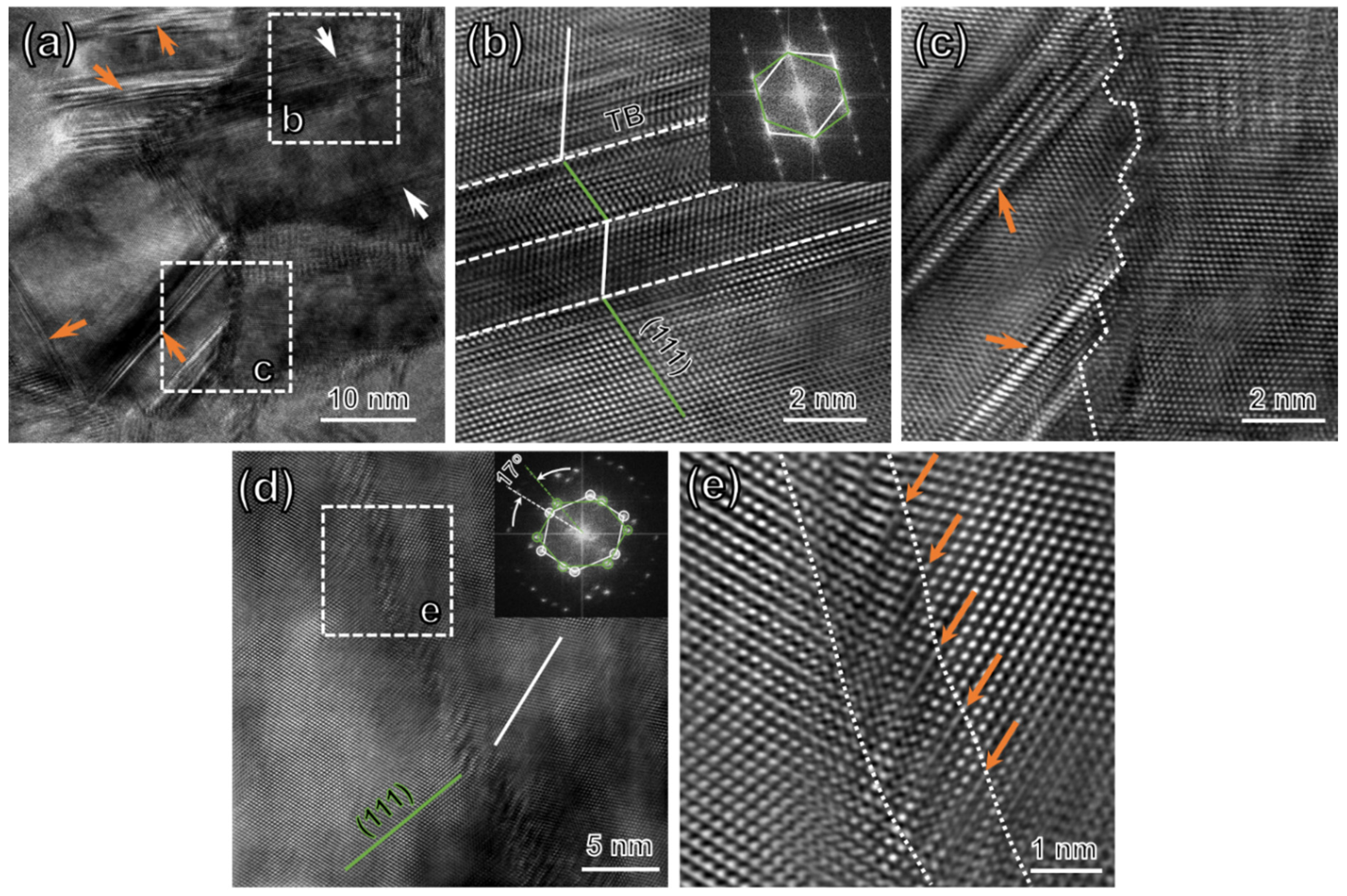
- TEM studies suggest that the enhanced thermal stability of nanograins was attributed to the generation of grain boundaries in low-energy states during SMGT. The emission of SFs or nanotwins from grain boundaries leads to the dissociation of grain boundaries. The relaxation of grain boundaries to low-energy states results in their subsequent thermal stabilization.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; Wang, K.; Pan, D.; Lu, K.; Hemker, K.; Ma, E. Microsample tensile testing of nanocrystalline copper. Scr. Mater. 2003, 48, 1581–1586. [Google Scholar] [CrossRef] [Green Version]
- Youssef, K.M.; Scattergood, R.O.; Murty, K.L.; Horton, J.A.; Koch, C.C. Ultrahigh strength and high ductility of bulk nanocrystalline copper. Appl. Phys. Lett. 2005, 87, 85–88. [Google Scholar] [CrossRef]
- Zhao, Y.; Bingert, J.F.; Liao, X.; Cui, B.; Han, K.; Sergueeva, A.V.; Mukherjee, A.K.; Valiev, R.Z.; Langdon, T.G.; Zhu, Y.T. Simultaneously Increasing the Ductility and Strength of Ultra-Fine- Grained Pure Copper. Adv. Mater. 2006, 18, 2949–2953. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Nemoto, M.; Langdon, T.G. Review: Processing of metals by equal-channel angular pressing. J. Mater. Sci. 2001, 36, 2835–2843. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. The process of grain refinement in equal-channel angular pressing. Acta Mater. 1998, 46, 3317–3331. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Gimazov, A.A.; Soshnikova, E.P.; Révész, Á.; Langdon, T.G. Microstructural characteristics of nickel processed to ultrahigh strains by high-pressure torsion. Mater. Sci. Eng. A 2008, 489, 207–212. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Review: Achieving superplasticity in metals processed by high-pressure torsion. J. Mater. Sci. 2014, 49, 6487–6496. [Google Scholar] [CrossRef]
- Ames, M.; Karos, R.; Michels, A.; Tscho, A.; Birringer, R. Unraveling the nature of room temperature grain growth in nanocrystalline materials. Acta Mater. 2008, 56, 4255–4266. [Google Scholar] [CrossRef]
- Thuvander, M.; Abraham, M.; Cerezo, A.; Smith, G.D.W. Thermal stability of electrodeposited nanocrystalline nickel and iron–Nickel alloys Thermal stability of electrodeposited nanocrystalline nickel and iron–Nickel alloys. Mater. Sci. Technol. 2001, 17, 961–970. [Google Scholar] [CrossRef]
- Hibbard, G.D.; Radmilovic, V.; Aust, K.T.; Erb, U. Grain boundary migration during abnormal grain growth in nanocrystalline Ni. Mater. Sci. Eng. A 2008, 494, 232–238. [Google Scholar] [CrossRef]
- Iordache, M.; Whang, S.; Jiao, Z.; Wang, Z. Grain growth kinetics in nanostructured nickel. Nanostructured Mater. 1999, 11, 1343–1349. [Google Scholar] [CrossRef]
- Popov, V.V.; Popova, E.; Stolbovskiy, A.; Pilyugin, V. Thermal stability of nanocrystalline structure in niobium processed by high pressure torsion at cryogenic temperatures. Mater. Sci. Eng. A 2011, 528, 1491–1496. [Google Scholar] [CrossRef]
- Sharma, G.; Varshney, J.; Bidaye, A.C.; Chakravartty, J.K. Grain growth characteristics and its effect on deformation behavior in nanocrystalline Ni. Mater. Sci. Eng. A 2012, 539, 324–329. [Google Scholar] [CrossRef]
- Klement, U.; Erb, U.; El-Sherik, A.; Aust, K. Thermal stability of nanocrystalline Ni. Mater. Sci. Eng. A 1995, 203, 177–186. [Google Scholar] [CrossRef]
- Jiang, H.; Zhu, Y.T.; Butt, D.P.; Alexandrov, I.V.; Lowe, T.C. Microstructural evolution, microhardness and thermal stability of HPT-processed Cu. Mater. Sci. Eng. A 2000, 290, 128–138. [Google Scholar] [CrossRef]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing Extraordinary Intrinsic Tensile Plasticity in Gradient Nano-Grained Copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [Green Version]
- Huang, H.W.; Wang, Z.B.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Wu, X.; Jiang, P.; Chen, L.; Yuan, F.; Zhu, Y. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.; Jiang, P.; Chen, L.; Zhang, J.F.; Yuan, F.P.; Zhu, Y.T. Synergetic Strengthening by Gradient Structure. Mater. Res. Lett. 2014, 2, 185–191. [Google Scholar] [CrossRef]
- Ding, J.; Shang, Z.; Zhang, Y.F.; Su, R.; Li, J.; Wang, H.; Zhang, X. Tailoring the thermal stability of nanocrystalline Ni alloy by thick grain boundaries. Scr. Mater. 2020, 182, 21–26. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, H.; Lu, K. Formation of nano-laminated structure in nickel by means of surface mechanical grinding treatment. Acta Mater. 2015, 96, 24–36. [Google Scholar] [CrossRef]
- Ding, J.; Li, Q.; Li, J.; Xue, S.; Fan, Z.; Wang, H.; Zhang, X. Mechanical behavior of structurally gradient nickel alloy. Acta Mater. 2018, 149, 57–67. [Google Scholar] [CrossRef]
- Ding, J.; Neffati, D.; Li, Q.; Su, R.; Li, J.; Xue, S.; Shang, Z.; Zhang, Y.F.; Wang, H.; Kulkarni, Y.; et al. Thick grain boundary induced strengthening in nanocrystalline Ni alloy. Nanoscale 2019, 11, 23449–23458. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Li, X.; Lu, K. Enhanced thermal stability of nanograined metals below a critical grain size. Science 2018, 360, 526–530. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, X.; Li, X.; Lu, K. Size Dependence of Grain Boundary Migration in Metals under Mechanical Loading. Phys. Rev. Lett. 2019, 122, 126101. [Google Scholar] [CrossRef]
- Zhang, H.J.; Li, C.; Liu, Y.C.; Guo, Q.Y.; Huang, Y.; Li, H.J.; Yu, J.X. Effect of hot deformation on γ″ and δ phase precipitation of Inconel 718 alloy during deformation&isothermal treatment. J. Alloys Compd. 2017, 716, 65–72. [Google Scholar]
- Dreler, A.; Oberwinkler, B.; Primig, S.; Turk, C.; Povoden-Karadeniz, E.; Heinemann, A.; Ecker, W.; Stockinger, M. Experimental and numerical investigations of the γ″ and γ′ precipitation kinetics in Alloy 718. Mater. Sci. Eng. A 2018, 723, 314–323. [Google Scholar] [CrossRef]
- Lawitzki, R.; Hassan, S.; Karge, L.; Wagner, J.; Wang, D.; von Kobylinski, J.; Krempaszky, C.; Hofmann, M.; Gilles, R.; Schmitz, G. Differentiation of γ′- and γ″- precipitates in Inconel 718 by a complementary study with small-angle neutron scattering and analytical microscopy. Acta Mater. 2019, 163, 28–39. [Google Scholar] [CrossRef]
- Anderson, M.; Thielin, A.L.; Bridier, F.; Bocher, P.; Savoie, J. δ Phase precipitation in Inconel 718 and mechanical properties. Mater. Sci. Eng. A 2017, 679, 48–55. [Google Scholar] [CrossRef]
- Mei, Y.; Liu, C.; Liu, Y.; Zhou, X.; Yu, L.; Li, C.; Ma, Z.; Huang, Y. Effects of cold rolling on the precipitation and the morphology of δ-phase in Inconel 718 alloy. J. Mater. Res. 2016, 31, 443–454. [Google Scholar] [CrossRef]
- Azadian, S.; Wei, L.-Y.; Warren, R. Delta phase precipitation in Inconel 718. Mater. Charact. 2004, 53, 7–16. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zeng, X. The microstructure and mechanical properties of deposited-IN718 by selective laser melting. J. Alloys Compd. 2012, 513, 518–523. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.; Zhen, L.; Zhang, B. Hot deformation behavior of delta-processed superalloy 718. Mater. Sci. Eng. A 2011, 528, 3218–3227. [Google Scholar] [CrossRef]
- Amato, K.; Gaytan, S.; Murr, L.; Martinez, E.C.; Shindo, P.; Hernandez, J.; Collins, S.F.; Medina, F.S. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Chamanfar, A.; Sarrat, L.; Jahazi, M.; Asadi, M.; Weck, A.; Koul, A. Microstructural characteristics of forged and heat treated Inconel-718 disks. Mater. Des. 2013, 52, 791–800. [Google Scholar] [CrossRef]
- Liu, W.; Chen, Z.; Xiao, F.; Yao, M.; Wang, S.; Liu, R. Effect of cold rolling on the kinetics of δ phase precipitation in inconel 718. Metall. Mater. Trans. A 1999, 30A, 31–40. [Google Scholar] [CrossRef]
- Slama, C.; Servant, C.; Cizeron, G. Aging of the Inconel 718 alloy between 500 and 750 °C. J. Mater. Res. 1997, 12, 2298–2316. [Google Scholar] [CrossRef]
- Thomas, A.; El-Wahabi, M.; Cabrera, J.; Prado, J. High temperature deformation of Inconel 718. J. Mater. Process. Technol. 2006, 177, 469–472. [Google Scholar] [CrossRef]
- Fisk, M.R.; Andersson, J.; Du Rietz, R.; Haas, S.; Hall, S.A. Precipitate evolution in the early stages of ageing in Inconel 718 investigated using small-angle x-ray scattering. Mater. Sci. Eng. A 2014, 612, 202–207. [Google Scholar] [CrossRef]
- Mei, Y.; Liu, Y.; Liu, C.; Li, C.; Yu, L.; Guo, Q.; Li, H. Effects of cold rolling on the precipitation kinetics and the morphology evolution of intermediate phases in Inconel 718 alloy. J. Alloys Compd. 2015, 649, 949–960. [Google Scholar] [CrossRef]
- Kuo, Y.-L.; Horikawa, S.; Kakehi, K. The effect of interdendritic δ phase on the mechanical properties of Alloy 718 built up by additive manufacturing. Mater. Des. 2017, 116, 411–418. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Guo, Q.; Ma, Z.; Huang, Y.; Li, H.; Liu, Y. Delta precipitation in wrought Inconel 718 alloy; the role of dynamic recrystallization. Mater. Charact. 2017, 133, 138–145. [Google Scholar] [CrossRef]
- Nalawade, S.A.; Sundararaman, M.; Singh, J.B.; Verma, A.; Kishore, R. Precipitation of γ′ phase in δ-precipitated Alloy 718 during deformation at elevated temperatures. Mater. Sci. Eng. A 2010, 527, 2906–2909. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. The evolution of delta-phase in a superplastic Inconel 718 alloy. J. Mater. Sci. 2007, 42, 421–427. [Google Scholar] [CrossRef]
- Rong, Y.H.; Chen, S.P.; Hu, G.X.; Gao, M.; Wei, R.P. Prediction and characterization of variant electron diffraction patterns for γ″ and δ precipitates in an INCONEL 718 alloy. Metall. Mater. Trans. A 1999, 30A, 2297–2303. [Google Scholar] [CrossRef]
- Burke, J.; Turnbull, D. Recrystallization and grain growth. Prog. Met. Phys. 1952, 3, 220–292. [Google Scholar] [CrossRef]
- Schuler, J.D.; Donaldson, O.K.; Rupert, T.J. Amorphous complexions enable a new region of high temperature stability in nanocrystalline Ni-W. Scr. Mater. 2018, 154, 49–53. [Google Scholar] [CrossRef] [Green Version]
- Muthaiah, V.S.; Babu, L.H.; Koch, C.C.; Mula, S. Feasibility of formation of nanocrystalline Fe-Cr-Y alloys: Mechanical properties and thermal stability. Mater. Charact. 2016, 114, 43–53. [Google Scholar] [CrossRef]
- Li, L.; Saber, M.; Xu, W.; Zhu, Y.; Koch, C.C.; Scattergood, R.O. High-temperature grain size stabilization of nanocrystalline Fe–Cr alloys with Hf additions. Mater. Sci. Eng. A 2014, 613, 289–295. [Google Scholar] [CrossRef] [Green Version]
- A Darling, K.; Kecskes, L.J.; Atwater, M.; Semones, J.; Scattergood, R.; Koch, C. Thermal stability of nanocrystalline nickel with yttrium additions. J. Mater. Res. 2013, 28, 1813–1819. [Google Scholar] [CrossRef]
- Zhang, Y.; Tao, N.; Lu, K. Mechanical properties and rolling behaviors of nano-grained copper with embedded nano-twin bundles. Acta Mater. 2008, 56, 2429–2440. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel. Proc. Phys. Soc. London Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, J.N. The Cleavage Strength of Polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Legros, M.; Elliott, B.R.; Rittner, M.N.; Weertman, J.R.; Hemker, K.J. Microsample tensile testing of nanocrystalline metals. Philos. Mag. A 2000, 80, 1017–1026. [Google Scholar] [CrossRef]
- Chen, K.-C.; Wu, W.-W.; Liao, C.-N.; Chen, L.-J.; Tu, K.N. Observation of Atomic Diffusion at Twin-Modified Grain Boundaries in Copper. Science. 2008, 321, 1066–1069. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Zhou, X.; Lu, K. Rapid heating induced ultrahigh stability of nanograined copper. Sci. Adv. 2020, 6, eaaz8003. [Google Scholar] [CrossRef] [Green Version]
- Wu, Z.; Zhang, Y.-W.; Srolovitz, D. Grain boundary finite length faceting. Acta Mater. 2009, 57, 4278–4287. [Google Scholar] [CrossRef]
- Priedeman, J.L.; Olmsted, D.L.; Homer, E.R. The role of crystallography and the mechanisms associated with migration of incoherent twin grain boundaries. Acta Mater. 2017, 131, 553–563. [Google Scholar] [CrossRef] [Green Version]
- Straumal, B.B.; Kogtenkova, O.A.; Gornakova, A.S.; Sursaeva, V.G.; Baretzky, B. Review: Grain boundary faceting-roughening phenomena. J. Mater. Sci. 2016, 51, 382–404. [Google Scholar] [CrossRef]
- Wolf, U.; Ernst, F.; Muschik, T.; Finnis, M.W.; Fischmeister, H.F. The influence of grain boundary inclination on the structure and energy of σ = 3 grain boundaries in copper. Philos. Mag. A. 1992, 66, 991–1016. [Google Scholar] [CrossRef]
- Bishop, G.H.; Hartt, W.; Bruggeman, G.A. Grain boundary faceting of <1010> tilt boundaries in zinc-II. Acta Metall. 1971, 19, 37–47. [Google Scholar] [CrossRef]
- Rittner, J.; Seidman, D.; Merkle, K. Grain-boundary dissociation by the emission of stacking faults. Phys. Rev. B Condens. Matter Mater. Phys. 1996, 53, 4241–4244. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, C.; Yang, Y.; Liu, Y.; Hartwig, K.T.; Wang, H.; Maloy, S.A.; Allen, T.R.; Zhang, X. Thermal stability of ultrafine grained Fe-Cr-Ni alloy. Mater. Sci. Eng. A. 2012, 542, 64–70. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Fe | Co | Nb | Mo | Al | Ti | Ta | Ni |
|---|---|---|---|---|---|---|---|---|
| 18.57 | 18.00 | 0.11 | 5.02 | 2.86 | 0.58 | 0.97 | <0.01 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, J.; Zhang, Y.; Niu, T.; Shang, Z.; Xue, S.; Yang, B.; Li, J.; Wang, H.; Zhang, X. Thermal Stability of Nanocrystalline Gradient Inconel 718 Alloy. Crystals 2021, 11, 53. https://doi.org/10.3390/cryst11010053
Ding J, Zhang Y, Niu T, Shang Z, Xue S, Yang B, Li J, Wang H, Zhang X. Thermal Stability of Nanocrystalline Gradient Inconel 718 Alloy. Crystals. 2021; 11(1):53. https://doi.org/10.3390/cryst11010053
Chicago/Turabian StyleDing, Jie, Yifan Zhang, Tongjun Niu, Zhongxia Shang, Sichuang Xue, Bo Yang, Jin Li, Haiyan Wang, and Xinghang Zhang. 2021. "Thermal Stability of Nanocrystalline Gradient Inconel 718 Alloy" Crystals 11, no. 1: 53. https://doi.org/10.3390/cryst11010053
APA StyleDing, J., Zhang, Y., Niu, T., Shang, Z., Xue, S., Yang, B., Li, J., Wang, H., & Zhang, X. (2021). Thermal Stability of Nanocrystalline Gradient Inconel 718 Alloy. Crystals, 11(1), 53. https://doi.org/10.3390/cryst11010053