
Stepwise Current Increment Sintering of Silver Nanoparticle Structures

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
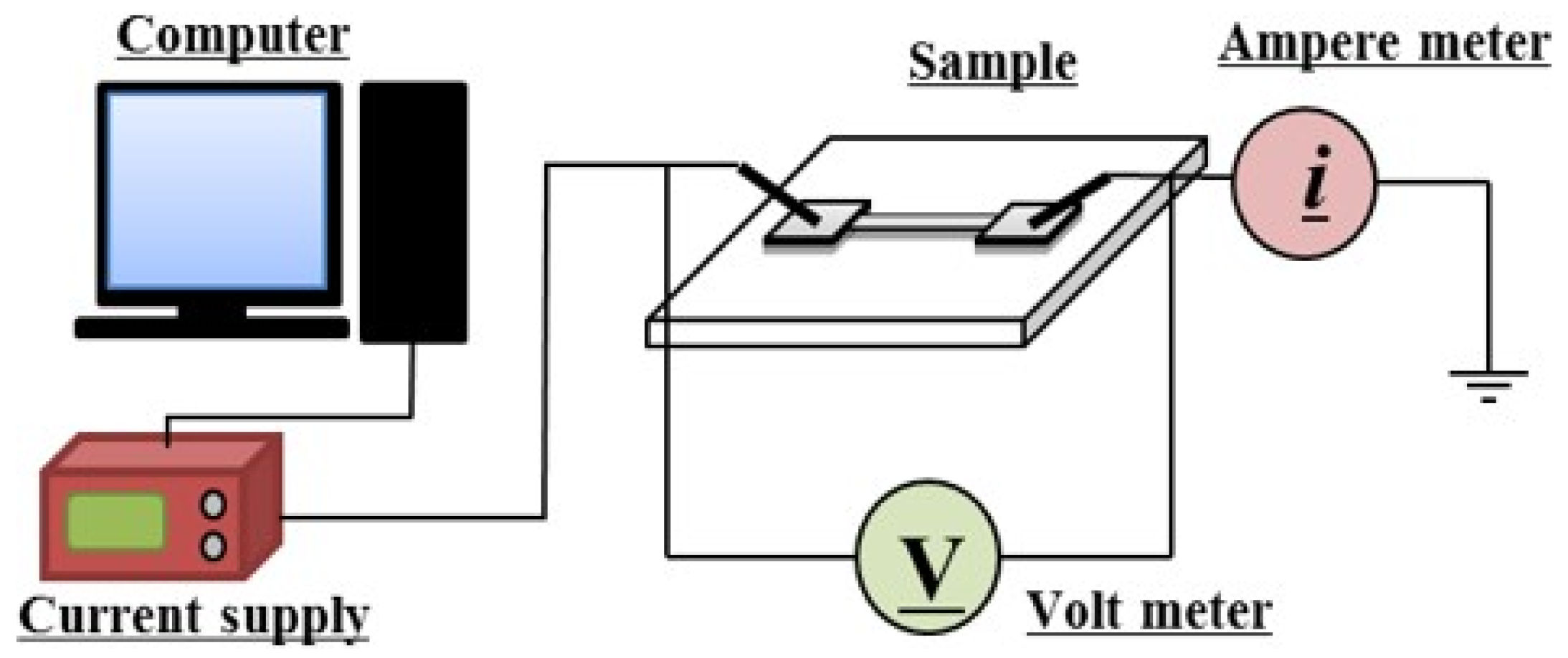
2.1. Experimental Setup
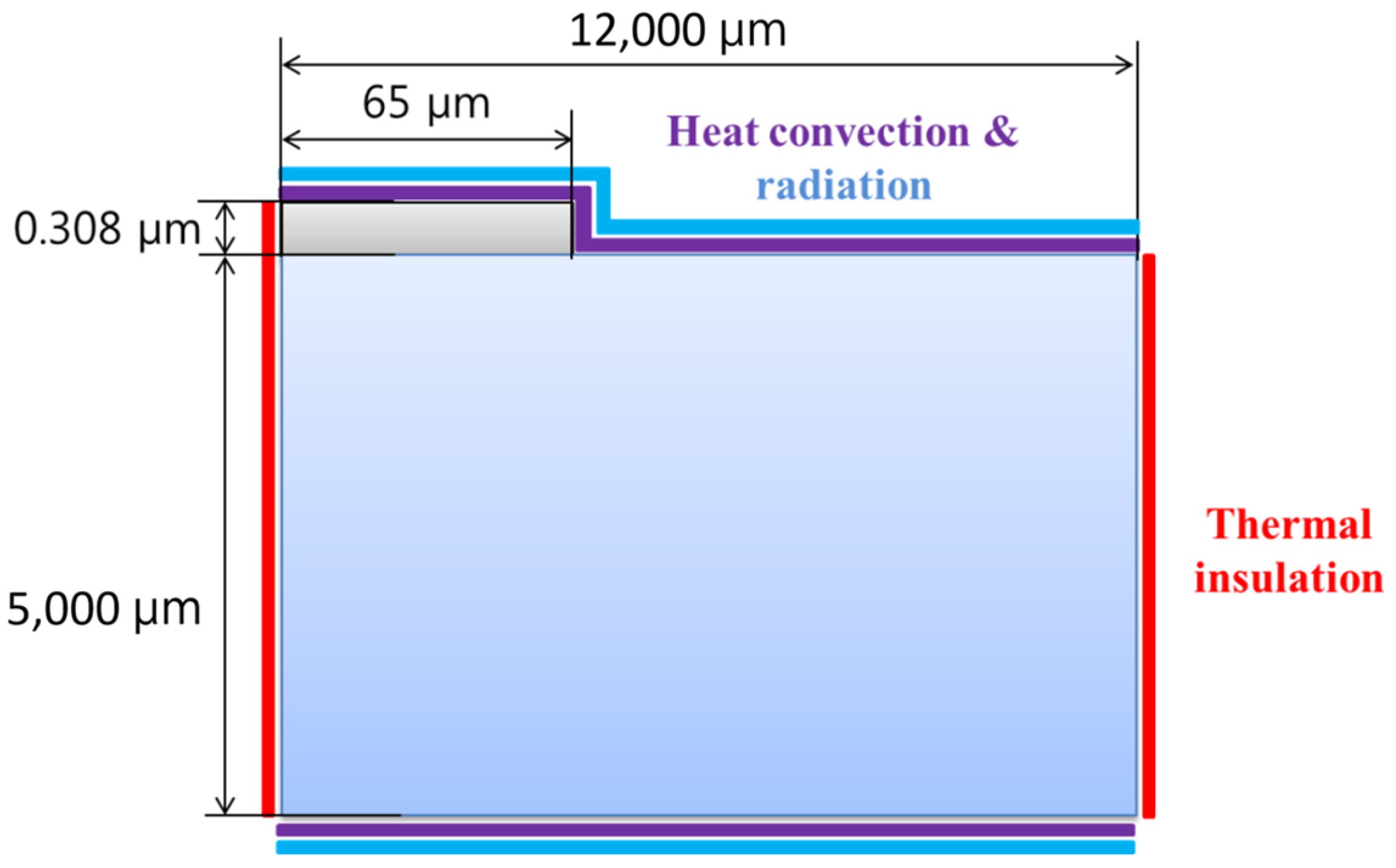
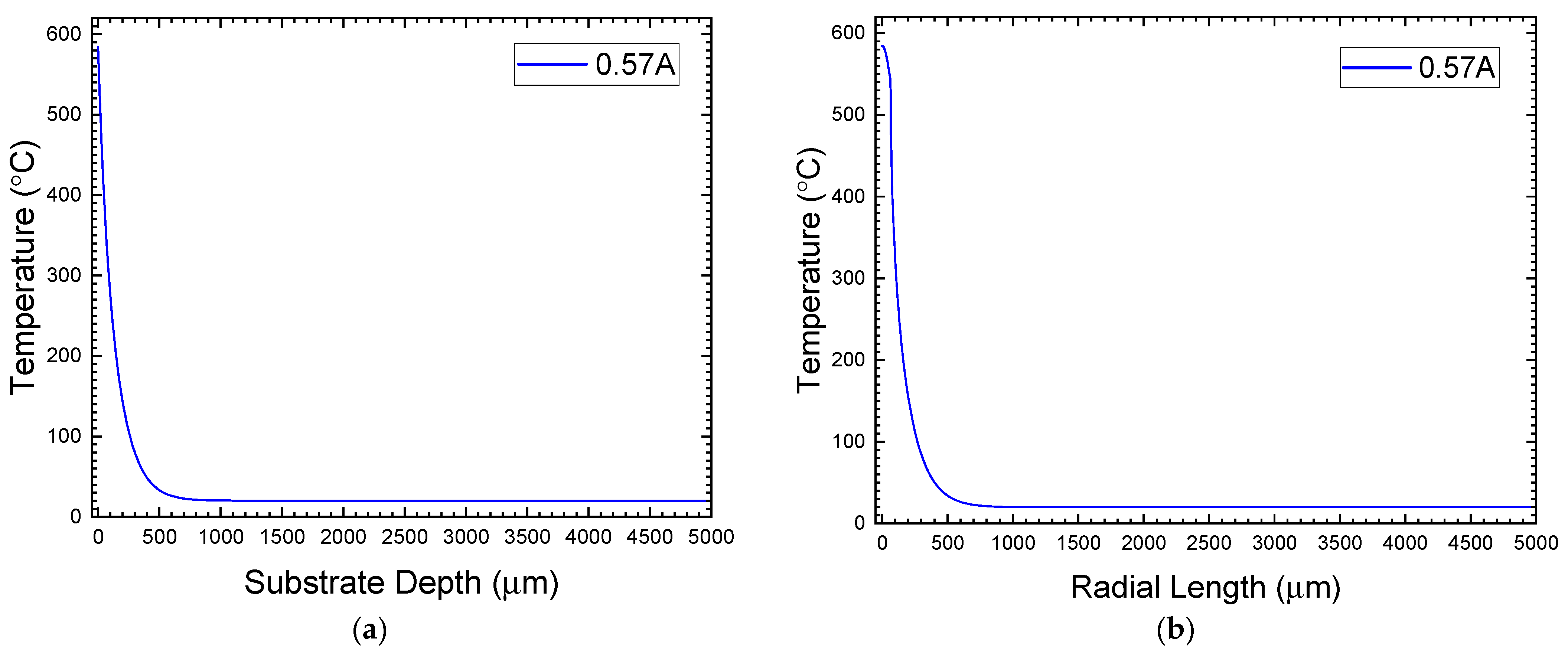
2.2. Temperature Calculation
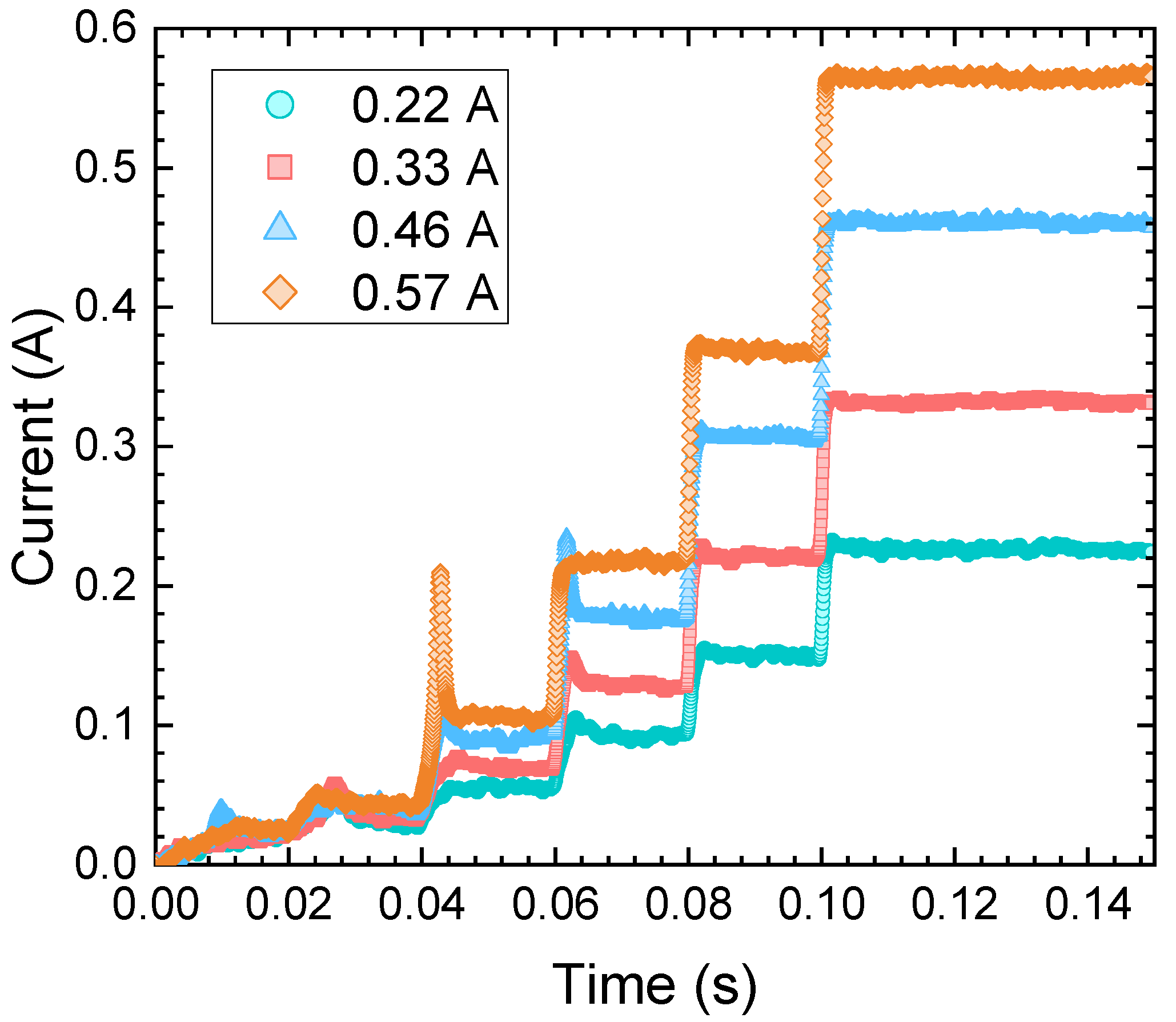
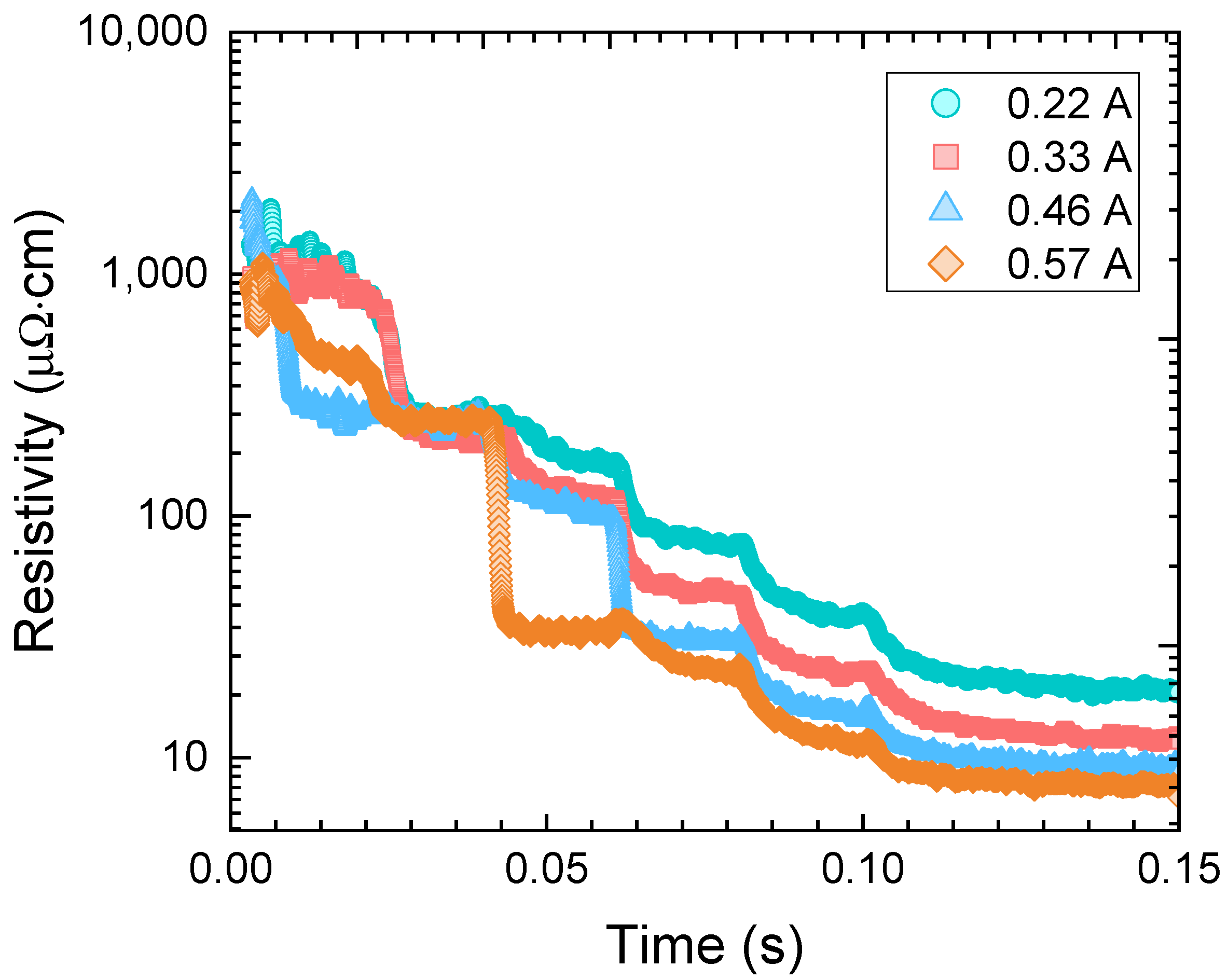
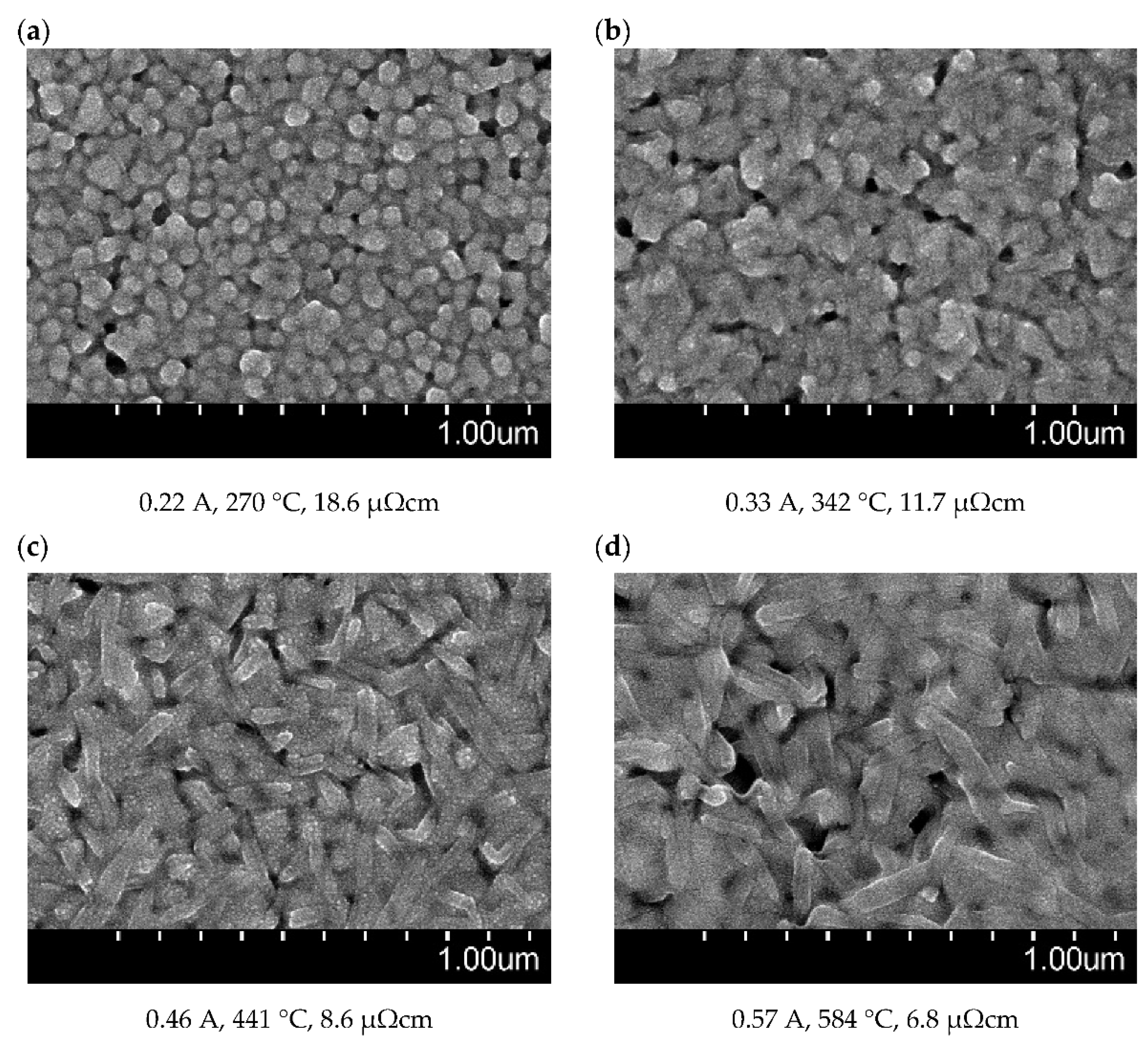
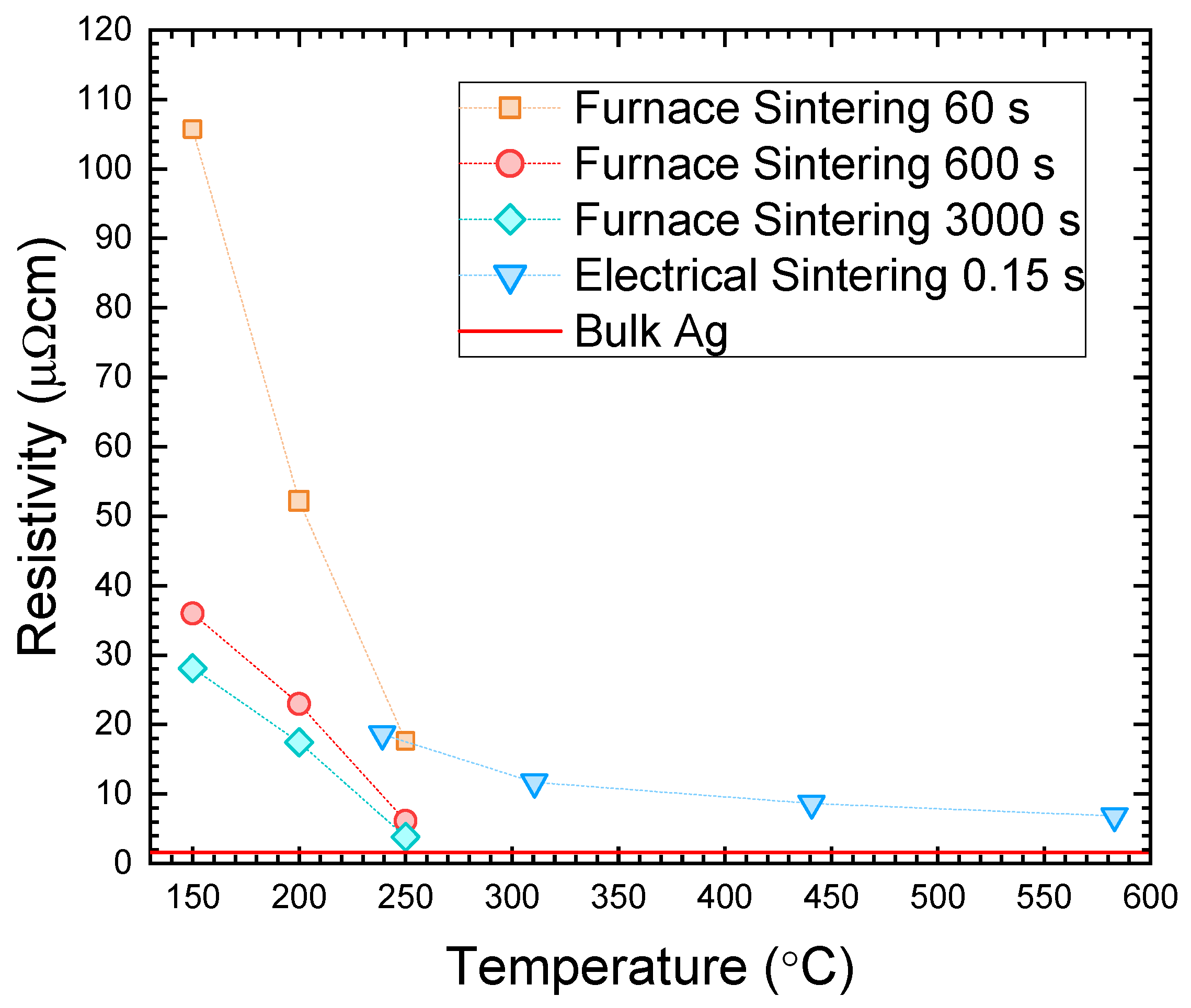
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ross, I.M. The invention of the transistor. Proc. IEEE 1998, 86, 7–28. [Google Scholar] [CrossRef]
- Chelton, C.F.; Glowatz, M.; Mosovsky, J.A. Chemical Hazards in the Semiconductor Industry. IEEE Trans. Educ. 1991, 34, 269–288. [Google Scholar] [CrossRef]
- Huang, S.Z.; Wu, K.Y. Health Risk Assessment of Photoresists Used in an Optoelectronic Semiconductor Factory. Risk Anal. 2019, 39, 2625–2639. [Google Scholar] [CrossRef]
- Lee, H.E.; Kim, E.A.; Park, J.; Kang, S.K. Cancer mortality and incidence in Korean semiconductor workers. Saf. Health Work 2011, 2, 135–147. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Beall, C.; Bender, T.J.; Cheng, H.; Herrick, R.; Kahn, A.; Matthews, R.; Sathiakumar, N.; Schymura, M.; Stewart, J.; Delzell, E. Mortality among semiconductor and storage device-manufacturing workers. J. Occup. Environ. Med. 2005, 47, 996–1014. [Google Scholar] [CrossRef]
- Darnton, A.; Miller, B.G.; MacCalman, L.; Galea, K.S.; Wilkinson, S.; Cherrie, J.W.; Shafrir, A.; McElvenny, D.; Osman, J. An updated investigation of cancer incidence and mortality at a Scottish semiconductor manufacturing facility with case-control and case-only studies of selected cancers. Occup. Environ. Med. 2012, 69, 767–769. [Google Scholar] [CrossRef]
- Park, D.-U.; Byun, H.-J.; Choi, S.-J.; Jeong, J.-Y.; Yoon, C.-S.; Kim, C.-N.; Ha, K.-C.; Park, D.-Y. Review on Potential Risk Factors in Wafer Fabrication Process of Semiconductor Industry. Korean J. Occup. Environ. Med. 2011, 23, 333–342. [Google Scholar] [CrossRef]
- Kim, M.H.; Kim, H.; Paek, D. The health impacts of semiconductor production: An epidemiologic review. Int. J. Occup. Environ. Health 2014, 20, 95–114. [Google Scholar] [CrossRef] [Green Version]
- Fuller, S.B.; Wilhelm, E.J.; Jacobson, J.M. Ink-jet printed nanoparticle microelectromechanical systems. J. Microelectromech. Syst. 2002, 11, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Tan, H.W.; Saengchairat, N.; Goh, G.L.; An, J.; Chua, C.K.; Tran, T. Induction Sintering of Silver Nanoparticle Inks on Polyimide Substrates. Adv. Mater. Technol. 2020, 7, 1900897. [Google Scholar] [CrossRef]
- Dearden, A.L.; Smith, P.J.; Shin, D.Y.; Reis, N.; Derby, B.; O’Brien, P. A low curing temperature silver ink for use in ink-jet printing and subsequent production of conductive tracks. Macromol. Rapid Commun. 2005, 26, 315–318. [Google Scholar] [CrossRef]
- Perelaer, J.; De Laat, A.W.M.; Hendriks, C.E.; Schubert, U.S. Inkjet-printed silver tracks: Low temperature curing and thermal stability investigation. J. Mater. Chem. 2008, 18, 3209–3215. [Google Scholar] [CrossRef]
- Bolduc, M.; Trudeau, C.; Beaupré, P.; Cloutier, S.G.; Galarneau, P. Thermal Dynamics Effects using Pulse-Shaping Laser Sintering of Printed Silver Inks. Sci. Rep. 2018, 8, 1418. [Google Scholar] [CrossRef] [Green Version]
- Lee, I.-S.; Ryu, K.; Park, K.-H.; Moon, Y.-J.; Hwang, J.-Y.; Moon, S.-J. Temperature effect on physical properties and surface morphology of printed silver ink during continuous laser scanning sintering. Int. J. Heat Mass Transf. 2017, 108, 1960–1968. [Google Scholar] [CrossRef]
- Perelaer, J.; Jani, R.; Grouchko, M.; Kamyshny, A.; Magdassi, S.; Schubert, U.S. Plasma and microwave flash sintering of a tailored silver nanoparticle ink, yielding 60% bulk conductivity on cost-effective polymer foils. Adv. Mater. 2012, 24, 3993–3998. [Google Scholar] [CrossRef]
- Tobjörk, D.; Aarnio, H.; Pulkkinen, P.; Bollström, R.; Määttänen, A.; Ihalainen, P.; Mäkelä, T.; Peltonen, J.; Toivakka, M.; Tenhu, H.; et al. IR-sintering of ink-jet printed metal-nanoparticles on paper. Thin Solid Films 2012, 520, 2949–2955. [Google Scholar] [CrossRef]
- Magdassi, S.; Grouchko, M.; Berezin, O.; Kamyshny, A. Triggering the sintering of silver nanoparticles at room temperature. ACS Nano 2010, 4, 1943–1948. [Google Scholar] [CrossRef]
- Kang, H.; Sowade, E.; Baumann, R.R. Direct intense pulsed light sintering of inkjet-printed copper oxide layers within six milliseconds. ACS Appl. Mater. Interfaces 2014, 6, 1682–1687. [Google Scholar] [CrossRef]
- Wolf, F.M.; Perelaer, J.; Stumpf, S.; Bollen, D.; Kriebel, F.; Schubert, U.S. Rapid low-pressure plasma sintering of inkjet-printed silver nanoparticles for RFID antennas. J. Mater. Res. 2013, 28, 1254–1261. [Google Scholar] [CrossRef]
- Moon, S.-J. The Effect of Temperature on the Electrical Properties of Inkjet-Printed Silver Nanoparticle Ink During Electrical Sintering. J. Nanosci. Nanotechnol. 2013, 13, 6174–6178. [Google Scholar] [CrossRef]
- Allen, M.L.; Aronniemi, M.; Mattila, T.; Alastalo, A.; Ojanperä, K.; Suhonen, M.; Seppä, H. Electrical sintering of nanoparticle structures. Nanotechnology 2008, 19, 175201. [Google Scholar] [CrossRef]
- Jang, S.; Lee, D.J.; Lee, D.; Oh, J.H. Electrical sintering characteristics of inkjet-printed conductive Ag lines on a paper substrate. Thin Solid Films 2013, 546, 157–161. [Google Scholar] [CrossRef]
- Moon, Y.J.; Lee, S.H.; Kang, H.; Kang, K.; Kim, K.Y.; Hwang, J.Y.; Cho, Y.J. Electrical sintering of inkjet-printed silver electrode for c-Si solar cells. PLoS ONE 2011, 6, e17209. [Google Scholar] [CrossRef]
- Hong, S.; Yeo, J.; Kim, G.; Kim, D.; Lee, H.; Kwon, J.; Lee, H.; Lee, P.; Ko, S.H. Nonvacuum, maskless fabrication of a flexible metal grid transparent conductor by low-temperature selective laser sintering of nanoparticle ink. ACS Nano 2013, 7, 5024–5031. [Google Scholar] [CrossRef]
- Kim, M.K.; Kang, H.; Kang, K.; Lee, S.H.; Hwang, J.Y.; Moon, Y.; Moon, S.J. Laser sintering of inkjet-printed silver nanoparticles on glass and PET substrates. In Proceedings of the 2010 10th IEEE Conference on Nanotechnology, NANO 2010, Seoul, Korea, 17–20 August 2010; pp. 520–523. [Google Scholar]
- Khan, A.; Rasmussen, N.; Marinov, V.; Swenson, O.F. Laser sintering of direct write silver nano-ink conductors for microelectronic applications. In Photon Processing in Microelectronics and Photonics VII; SPIE: San Jose, CA, USA, 2008; Volume 6879, p. 687910. [Google Scholar] [CrossRef]
- Moon, Y.J.; Kang, H.; Kang, K.; Hwang, J.Y.; Lee, J.-H.; Moon, S.-J. Effect of Laser Intensity on the Characteristic of Inkjet-Printed Silver Nanoparticles During Continuous Laser Sintering. J. Nanosci. Nanotechnol. 2014, 14, 8631–8635. [Google Scholar] [CrossRef] [PubMed]
- Halonen, E.; Viiru, T.; Östman, K.; Cabezas, A.L.; Mantysalo, M. Oven sintering process optimization for inkjet-printed Ag Nanoparticle ink. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 350–356. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters (Silver NP Ink) | Symbol | Values | Parameters (Glass Substrate) | Symbol | Values |
|---|---|---|---|---|---|
| Density | ρ1 | 5400 kg/m3 | Density | ρ2 | 2600 kg/m3 |
| Emissivity | ε1 | 0.01–0.02 | Emissivity | ε2 | 0.92 |
| Heat Capacity | cp,1 | 245 J/kg·K | Heat Capacity | cp,2 | 840 J/kg·K |
| Convective Heat Transfer Coefficient | h | 10 W/m2·K | Stephan-Boltzmann Constant | σ | 5.67 × 10−8 W/m2·K4 |
| Thermal Conductivity | k1 | 429 W/m·K | Thermal Conductivity | k2 | 1.05 W/m·K |
| Width | w1 | 130 µm | Width | w2 | 2.4 cm |
| Thickness | t1 | 308 nm | Thickness | t2 | 0.5 cm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, D.; Hussain, A.; Lee, H.-L.; Moon, Y.-J.; Hwang, J.; Moon, S.-J. Stepwise Current Increment Sintering of Silver Nanoparticle Structures. Crystals 2021, 11, 1264. https://doi.org/10.3390/cryst11101264
Kim D, Hussain A, Lee H-L, Moon Y-J, Hwang J, Moon S-J. Stepwise Current Increment Sintering of Silver Nanoparticle Structures. Crystals. 2021; 11(10):1264. https://doi.org/10.3390/cryst11101264
Chicago/Turabian StyleKim, Dongkeun, Arif Hussain, Hee-Lak Lee, Yoon-Jae Moon, Junyoung Hwang, and Seung-Jae Moon. 2021. "Stepwise Current Increment Sintering of Silver Nanoparticle Structures" Crystals 11, no. 10: 1264. https://doi.org/10.3390/cryst11101264
APA StyleKim, D., Hussain, A., Lee, H. -L., Moon, Y. -J., Hwang, J., & Moon, S. -J. (2021). Stepwise Current Increment Sintering of Silver Nanoparticle Structures. Crystals, 11(10), 1264. https://doi.org/10.3390/cryst11101264