
Application of General Full Factorial Statistical Experimental Design’s Approach for the Development of Sustainable Clay-Based Ceramics Incorporated with Malaysia’s Electric Arc Furnace Steel Slag Waste

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. General Full Factorial Design (GFFD)
2.2. Run Experiment
3. Results and Discussion
3.1. Variables and Responses
3.2. Experimental Design Matrix
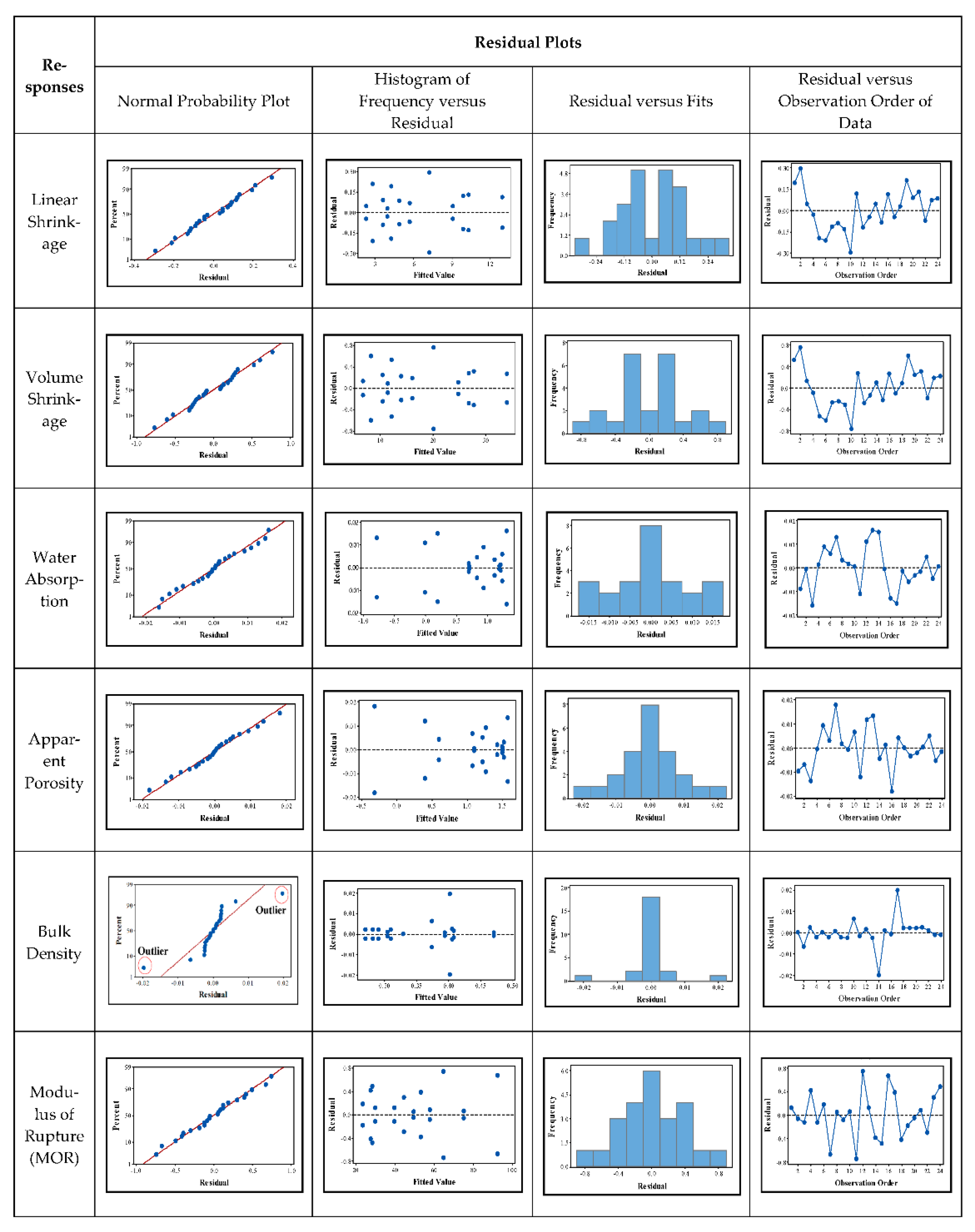
3.3. Model Adequacy Checking
3.4. Analysis of Variance (ANOVA)
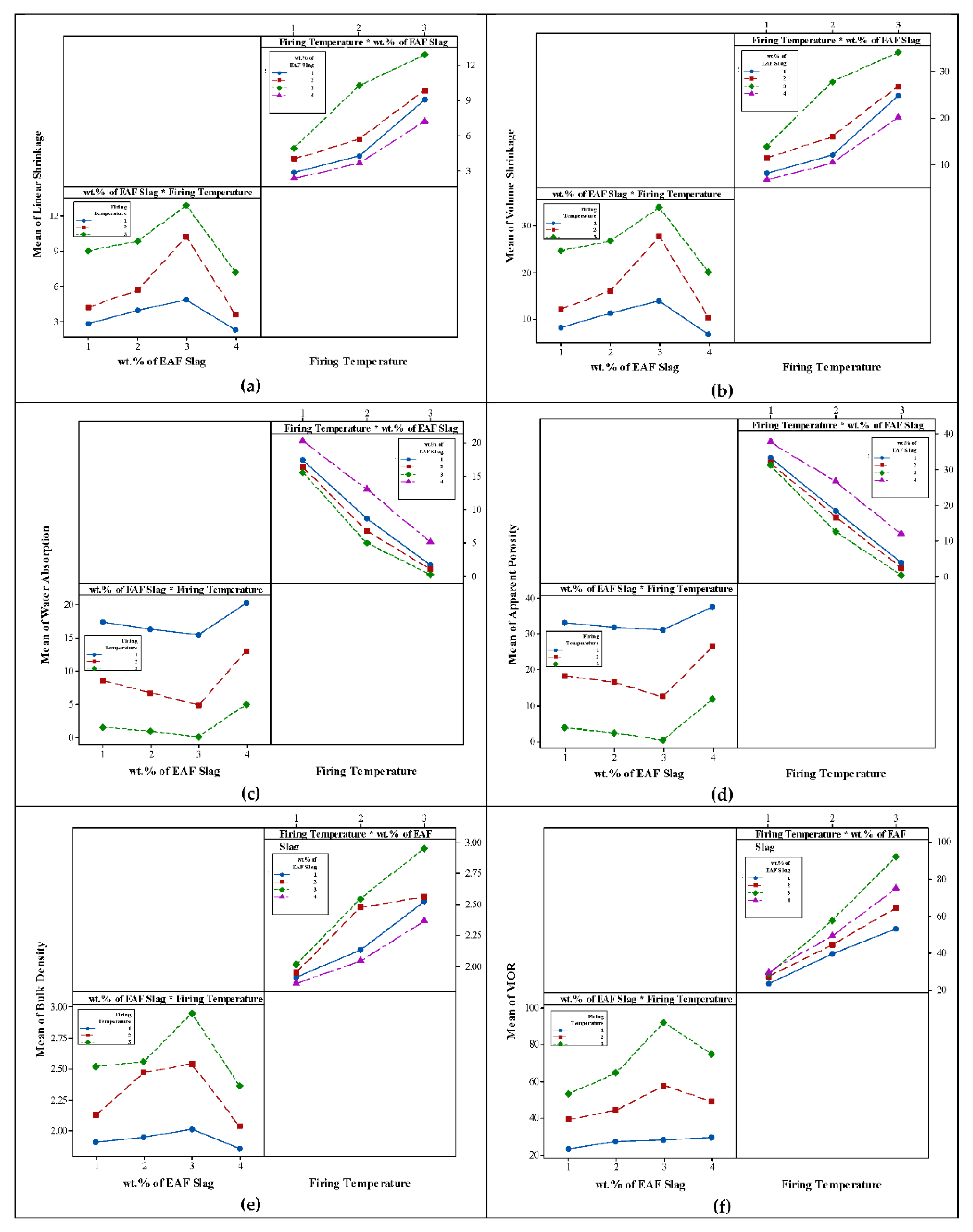
3.5. Interaction Plots
3.5.1. Firing Shrinkage (Linear and Volume Shrinkages)
3.5.2. Water Absorption, Apparent Porosity and Bulk Density
3.5.3. Modulus of Rupture (MOR)
3.6. Regression Analysis
3.6.1. Firing Shrinkages (Linear and Volume Shrinkages)
3.6.2. Water Absorption, Apparent Porosity and Bulk Density
3.6.3. Modulus of Rupture (MOR)
3.6.4. Correlation between Firing Shrinkage, Water Absorption, Apparent Porosity, Bulk Density and MOR
3.7. Contour Plot and Its Application
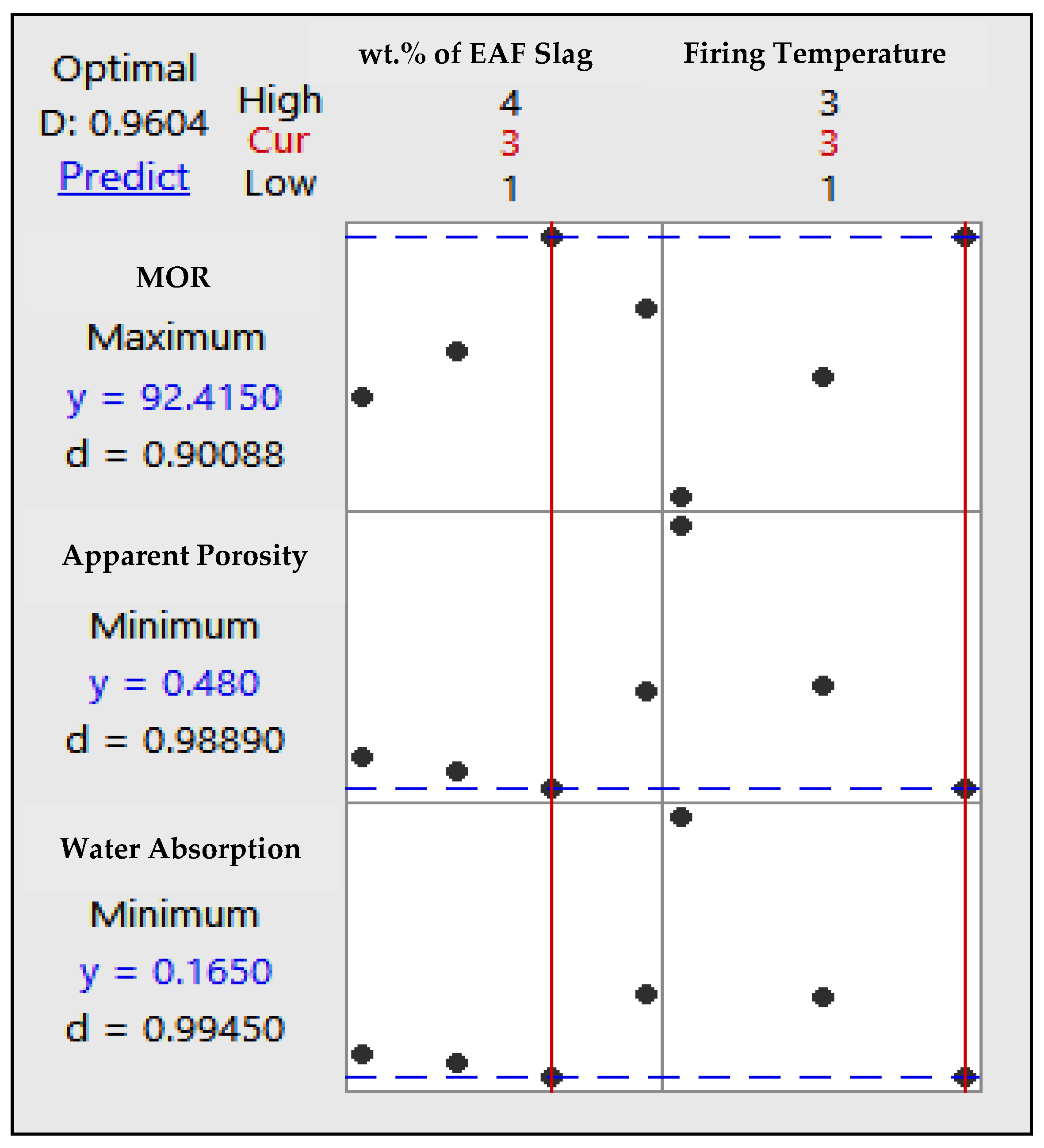
3.8. Response Optimizer
4. Conclusions
- Weight percentage of EAF slag added and firing temperatures were statistically proven to significantly influence final properties (firing shrinkage, water absorption, apparent porosity, bulk density and MOR) of the clay-based ceramic incorporated with EAF slag.
- The results of statistical analysis including model adequacy checking, analysis of variance (ANOVA), interaction plots, regression model, and contour plots were highly significant and proven for the clay-based ceramic incorporated with EAF slag.
- The optimized properties (maximum MOR, minimum water absorption and apparent porosity) of the clay-based ceramic incorporated with EAF slag were attained at 50 wt.% of EAF slag added and firing temperature of 1180 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
- (i)
- Estimated regression coefficient, correlation of coefficient (R2) and regression equation for linear shrinkage
| Term | Coefficient | SE Coefficient | p-Value | ||
| Constant | 6.4017 | 0.0407 | 0.000 | ||
| A | |||||
| 1 | −1.0350 | 0.0705 | 0.000 | ||
| 2 | 0.1017 | 0.0705 | 0.175 | ||
| 3 | 2.9650 | 0.0705 | 0.000 | ||
| 4 | −2.0317 | 0.0705 | 0.000 | ||
| B | |||||
| 1 | −2.9192 | 0.0576 | 0.000 | ||
| 2 | −0.4529 | 0.0576 | 0.000 | ||
| 3 | 3.3721 | 0.0576 | 0.000 | ||
| A*B | |||||
| 1*1 | 0.3525 | 0.0998 | 0.004 | ||
| 1*2 | −0.6788 | 0.0998 | 0.000 | ||
| 1*3 | 0.3263 | 0.0998 | 0.007 | ||
| 2*1 | 0.3658 | 0.0998 | 0.003 | ||
| 2*2 | −0.3704 | 0.0998 | 0.003 | ||
| 2*3 | 0.0046 | 0.0998 | 0.964 | ||
| 3*1 | −1.5625 | 0.0998 | 0.000 | ||
| 3*2 | 1.3662 | 0.0998 | 0.000 | ||
| 3*3 | 0.1963 | 0.0998 | 0.073 | ||
| 4*1 | 0.8442 | 0.0998 | 0.000 | ||
| 4*2 | −0.2171 | 0.0998 | 0.008 | ||
| 4*3 | −0.5271 | 0.0998 | 0.000 | ||
| R2 = 99.81% | R2 (adj.) = 99.65% | R2 (pred.) = 99.26% | |||
| Regression Equation: 6.4017 − 1.0350 [A_1] + 0.1017 [A_2] + 2.9650 [A_3] − 2.0317 [A_4] − 2.9192 [B_1] − 0.4529 [B_2] + 3.3721 [B_3] + 0.3525 [A_1*B_1] − 0.6788 [A_1*B_2] + 0.3263 [A_1*B_3] + 0.3658 [A_2*B_1] − 0.3704 [A_2*B_2] + 0.0046 [A_2*B_3] − 1.5625 [A_3*B_1] + 1.3662 [A_3*B_2] + 0.1963 [A_3*B_3] + 0.8442 [A_4*B_1] − 0.3171 [A_4*B_2] − 0.5271 [A_4*B_3] (Equation (8)) | |||||
- (ii)
- Estimated regression coefficient, correlation of coefficient (R2) and regression equation for volume shrinkage
| Term | Coefficient | SE Coefficient | p-Value | ||
| Constant | 17.6970 | 0.1080 | 0.000 | ||
| A | |||||
| 1 | −2.6540 | 0.1860 | 0.000 | ||
| 2 | 0.3930 | 0.1860 | 0.057 | ||
| 3 | 7.5380 | 0.1860 | 0.000 | ||
| 4 | −5.2770 | 0.1860 | 0.000 | ||
| B | |||||
| 1 | −7.6360 | 0.1520 | 0.000 | ||
| 2 | −1.0900 | 0.1520 | 0.000 | ||
| 3 | 8.7250 | 0.1520 | 0.000 | ||
| A*B | |||||
| 1*1 | 0.7580 | 0.2630 | 0.014 | ||
| 1*2 | −1.7840 | 0.2630 | 0.000 | ||
| 1*3 | 1.0260 | 0.2630 | 0.002 | ||
| 2*1 | 0.9410 | 0.2630 | 0.004 | ||
| 2*2 | −0.9200 | 0.2630 | 0.004 | ||
| 2*3 | −0.0200 | 0.2630 | 0.939 | ||
| 3*1 | −3.6540 | 0.2630 | 0.000 | ||
| 3*2 | 3.6200 | 0.2630 | 0.000 | ||
| 3*3 | 0.0350 | 0.2630 | 0.898 | ||
| 4*1 | 1.9560 | 0.2630 | 0.000 | ||
| 4*2 | −0.9150 | 0.2630 | 0.005 | ||
| 4*3 | −1.0400 | 0.2630 | 0.002 | ||
| R2 = 99.81% | R2 (adj.) = 99.63% | R2 (pred.) = 99.22% | |||
| Regression Equation: 17.6970 − 2.6540 [A_1] + 0.3930 [A_2] + 7.5380 [A_3] − 5.2770 [A_4] − 7.6360 [B_1] − 1.090 [B_2] + 8.7250 [B_3] + 0.7580 [A_1*B_1] − 1.7840 [A_1*B_2] + 1.0260 [A_1*B_3] + 0.9410 [A_2*B_1] − 0.9200 [A_2*B_2] − 0.0200 [A_2*B_3] − 3.6540 [A_3*B_1] + 3.6200 [A_3*B_2] + 0.035 [A_3*B_3] + 1.9560 [A_4*B_1] − 0.9150 [A_4*B_2] − 1.040 [A_4*B_3] (Equation (9)) | |||||
- (iii)
- Estimated regression coefficient, correlation of coefficient (R2) and regression equation for water absorption
| Term | Coefficient | SE Coefficient | p-Value | ||
| Constant | 9.2183 | 0.0684 | 0.000 | ||
| A | |||||
| 1 | −0.0130 | 0.1190 | 0.912 | ||
| 2 | −1.1930 | 0.1190 | 0.000 | ||
| 3 | −2.3400 | 0.1190 | 0.000 | ||
| 4 | 3.5470 | 0.1190 | 0.000 | ||
| B | |||||
| 1 | 8.1467 | 0.0968 | 0.000 | ||
| 2 | −0.8733 | 0.0968 | 0.000 | ||
| 3 | −7.2733 | 0.0968 | 0.000 | ||
| A*B | |||||
| 1*1 | 0.0380 | 0.1680 | 0.823 | ||
| 1*2 | 0.3180 | 0.1680 | 0.082 | ||
| 1*3 | −0.3570 | 0.1680 | 0.055 | ||
| 2*1 | 0.1680 | 0.1680 | 0.335 | ||
| 2*2 | −0.4020 | 0.1680 | 0.034 | ||
| 2*3 | 0.2330 | 0.1680 | 0.189 | ||
| 3*1 | 0.5050 | 0.1680 | 0.011 | ||
| 3*2 | −1.065 | 0.1680 | 0.000 | ||
| 3*3 | 0.5600 | 0.1680 | 0.006 | ||
| 4*1 | −0.7120 | 0.1680 | 0.001 | ||
| 4*2 | 1.1480 | 0.1680 | 0.000 | ||
| 4*3 | −0.4370 | 0.1680 | 0.023 | ||
| R2 = 99.88% | R2 (adj.) = 99.76% | R2 (pred.) = 99.50% | |||
| Regression Equation: 9.2183 − 0.0130 [A_1] − 1.1930 [A_2] − 2.3400 [A_3] + 3.5470 [A_4] + 8.1467 [B_1] − 0.8733 [B_2] − 7.2733 [B_3] + 0.0380 [A_1*B_1] + 0.3180 [A_1*B_2] − 0.3570 [A_1*B_3] + 0.1680 [A_2*B_1] − 0.4020 [A_2*B_2] + 0.2330 [A_2*B_3] + 0.5050 [A_3*B_1] − 1.0650 [A_3*B_2] + 0.5600 [A_3*B_3] − 0.7120 [A_4*B_1] + 1.1480 [A_4*B_2] − 0.4370 [A_4*B_3] (Equation (10)) | |||||
- (iv)
- Estimated regression coefficient, correlation of coefficient (R2) and regression equation for apparent porosity
| Term | Coefficient | SE Coefficient | p-Value | ||
| Constant | 18.9220 | 0.1090 | 0.000 | ||
| A | |||||
| 1 | −0.3990 | 0.1880 | 0.055 | ||
| 2 | −1.8920 | 0.1880 | 0.000 | ||
| 3 | −4.1700 | 0.1880 | 0.000 | ||
| 4 | 6.4610 | 0.1880 | 0.000 | ||
| B | |||||
| 1 | 14.5490 | 0.1530 | 0.000 | ||
| 2 | −0.3550 | 0.1530 | 0.039 | ||
| 3 | −14.1950 | 0.1530 | 0.000 | ||
| A*B | |||||
| 1*1 | 0.1380 | 0.2660 | 0.614 | ||
| 1*2 | 0.2210 | 0.2660 | 0.421 | ||
| 1*3 | −0.3590 | 0.2660 | 0.202 | ||
| 2*1 | 0.2860 | 0.2660 | 0.303 | ||
| 2*2 | 0.0300 | 0.2660 | 0.913 | ||
| 2*3 | −0.3150 | 0.2660 | 0.258 | ||
| 3*1 | 1.8990 | 0.2660 | 0.000 | ||
| 3*2 | −1.8220 | 0.2660 | 0.000 | ||
| 3*3 | −0.0770 | 0.2660 | 0.777 | ||
| 4*1 | −2.3220 | 0.2660 | 0.000 | ||
| 4*2 | 1.5710 | 0.2660 | 0.000 | ||
| 4*3 | 0.7510 | 0.2660 | 0.015 | ||
| R2 = 99.91% | R2 (adj.) = 99.83% | R2 (pred.) = 99.64% | |||
| Regression Equation: 18.9220 − 0.3990 [A_1] − 1.8920 [A_2] − 4.1700 [A_3] + 6.4610 [A_4] + 14.5490 [B_1] − 0.3550 [B_2] − 14.1950 [B_3] + 0.1380 [A_1*B_1] + 0.2210 [A_1*B_2] − 0.3590 [A_1*B_3] + 0.2860 [A_2*B_1] + 0.0300 [A_2*B_2] − 0.3150 [A_2*B_3] + 1.8990 [A_3*B_1] − 1.8220 [A_3*B_2] − 0.0770 [A_3*B_3] − 2.3220 [A_4*B_1] + 1.5710 [A_4*B_2] + 0.7510 [A_4*B_3] (Equation (11)) | |||||
- (v)
- Estimated regression coefficient, correlation of coefficient (R2) and regression equation for bulk density
| Term | Coefficient | SE Coefficient | p-Value | ||
| Constant | 2.2775 | 0.0103 | 0.000 | ||
| A | |||||
| 1 | −0.0892 | 0.0178 | 0.000 | ||
| 2 | 0.0508 | 0.0178 | 0.015 | ||
| 3 | 0.2275 | 0.0178 | 0.000 | ||
| 4 | −0.1892 | 0.0178 | 0.000 | ||
| B | |||||
| 1 | −0.3438 | 0.0146 | 0.000 | ||
| 2 | 0.0200 | 0.0146 | 0.194 | ||
| 3 | 0.3238 | 0.0146 | 0.000 | ||
| A*B | |||||
| 1*1 | 0.0654 | 0.0252 | 0.023 | ||
| 1*2 | −0.0783 | 0.0252 | 0.009 | ||
| 1*3 | 0.0129 | 0.0252 | 0.618 | ||
| 2*1 | −0.0346 | 0.0252 | 0.195 | ||
| 2*2 | 0.1267 | 0.0252 | 0.000 | ||
| 2*3 | −0.0921 | 0.0252 | 0.003 | ||
| 3*1 | −0.1463 | 0.0252 | 0.000 | ||
| 3*2 | 0.0200 | 0.0252 | 0.443 | ||
| 3*3 | 0.1263 | 0.0252 | 0.000 | ||
| 4*1 | 0.1154 | 0.0252 | 0.001 | ||
| 4*2 | −0.0683 | 0.0252 | 0.019 | ||
| 4*3 | −0.0471 | 0.0252 | 0.086 | ||
| R2 = 98.82% | R2 (adj.) = 97.75% | R2 (pred.) = 95.30% | |||
| Regression Equation: 2.2775 − 0.0892 [A_1] + 0.0508 [A_2] + 0.2275 [A_3] − 0.1892 [A_4] − 0.3438 [B_1] + 0.0200 [B_2] + 0.3238 [B_3] + 0.0654 [A_1*B_1] − 0.0783 [A_1*B_2] + 0.0129 [A_1*B_3] − 0.0346 [A_2*B_1] + 0.1267 [A_2*B_2] − 0.0921 [A_2*B_3] − 0.1463 [A_3*B_1] + 0.0200 [A_3*B_2] + 0.1263 [A_3*B_3] + 0.1154 [A_4*B_1] − 0.0683 [A_4*B_2] − 0.0471 [A_4*B_3] (Equation (12)) | |||||
- (vi)
- Estimated regression coefficient, correlation of coefficient (R2) and regression equation for MOR
| Term | Coefficient | SE Coefficient | p-Value | ||
| Constant | 48.8700 | 0.1100 | 0.000 | ||
| A | |||||
| 1 | −10.0110 | 0.1900 | 0.000 | ||
| 2 | −3.2930 | 0.1900 | 0.000 | ||
| 3 | 10.7200 | 0.1900 | 0.000 | ||
| 4 | 2.5840 | 0.1900 | 0.000 | ||
| B | |||||
| 1 | −21.5050 | 0.1560 | 0.000 | ||
| 2 | −1.0230 | 0.1560 | 0.000 | ||
| 3 | 22.5280 | 0.1560 | 0.000 | ||
| A*B | |||||
| 1*1 | 6.3110 | 0.2690 | 0.000 | ||
| 1*2 | 1.8050 | 0.2690 | 0.000 | ||
| 1*3 | −8.1160 | 0.2690 | 0.000 | ||
| 2*1 | 3.4230 | 0.2690 | 0.000 | ||
| 2*2 | −0.1030 | 0.2690 | 0.708 | ||
| 2*3 | −3.3200 | 0.2690 | 0.000 | ||
| 3*1 | −9.5650 | 0.2690 | 0.000 | ||
| 3*2 | −0.7320 | 0.2690 | 0.019 | ||
| 3*3 | 10.2970 | 0.2690 | 0.000 | ||
| 4*1 | −0.1690 | 0.2690 | 0.543 | ||
| 4*2 | −0.9700 | 0.2690 | 0.004 | ||
| 4*3 | 1.1390 | 0.2690 | 0.001 | ||
| R2 = 99.96% | R2 (adj.) = 99.93% | R2 (pred.) = 99.86% | |||
| Regression Equation: 48.870 − 10.011 [A_1] − 3.2930 [A_2] + 10.7200 [A_3] − 0.1892 [A_4] − 21.5050 [B_1] − 1.0230 [B_2] + 22.5280 [B_3] + 6.3110 [A_1*B_1] + 1.8050 [A_1*B_2] − 8.1160 [A_1*B_3] + 3.4230 [A_2*B_1] − 0.1030 [A_2*B_2] − 3.3200 [A_2*B_3] − 9.5650 [A_3*B_1] − 0.7320 [A_3*B_2] + 10.2970 [A_3*B_3] − 0.1690 [A_4*B_1] − 0.9700 [A_4*B_2] + 1.1390 [A_4*B_3] (Equation (13)) | |||||
References
- Gabaldón-Estevan, D.; Criado, E.; Monfort, E. The green factor in european manufacturing: A case study of the spanish ceramic tile industry. J. Clean. Prod. 2014, 70, 242–250. [Google Scholar] [CrossRef]
- Andreola, F.; Barbieri, L.; Lancellotti, I.; Leonelli, C.; Manfredini, T. Recycling of industrial wastes in ceramic manufacturing: State of art and glass case studies. Ceram. Int. 2016, 42, 13333–13338. [Google Scholar] [CrossRef]
- Hossain, S.K.S.; Roy, P.K. Fabrication of sustainable ceramic board using solid-wastes for construction purpose. Constr. Build. Mater. 2019, 222, 26–40. [Google Scholar] [CrossRef]
- Ter Teo, P.; Anasyida, A.S.; Kho, C.M.; Nurulakmal, M.S. Recycling of malaysia’s EAF steel slag waste as novel fluxing agent in green ceramic tile production: Sintering mechanism and leaching assessment. J. Clean. Prod. 2019, 241, 118144. [Google Scholar] [CrossRef]
- Samadi, M.; Huseien, G.F.; Mohammadhosseini, H.; Lee, H.S.; Abdul Shukor Lim, N.H.; Tahir, M.M.; Alyousef, R. Waste ceramic as low cost and eco-friendly materials in the production of sustainable mortars. J. Clean. Prod. 2020, 266, 121825. [Google Scholar] [CrossRef]
- Pérez-Villarejo, L.; Eliche-Quesada, D.; Martín-Pascual, J.; Martín-Morales, M.; Zamorano, M. Comparative study of the use of different biomass from olive grove in the manufacture of sustainable ceramic lightweight bricks. Constr. Build. Mater. 2020, 231, 117103. [Google Scholar] [CrossRef]
- Fernandes, J.V.; Guedes, D.G.; da Costa, F.P.; Rodrigues, A.M.; de Neves, G.A.; Menezes, R.R.; de Santana, L.N.L. Sustainable ceramic materials manufactured from ceramic formulations containing quartzite and scheelite tailings. Sustainability 2020, 12, 9417. [Google Scholar] [CrossRef]
- Ghosh, S.; Das, M.; Chakrabarti, S.; Ghatak, S. Development of ceramic tiles from common clay and blast furnace slag. Ceram. Int. 2002, 28, 393–400. [Google Scholar] [CrossRef]
- Ozdemir, I.; Yilmaz, S. Processing of unglazed ceramic tiles from blast furnace slag. J. Mater. Process. Technol. 2007, 183, 13–17. [Google Scholar] [CrossRef]
- Karamanova, E.; Avdeev, G.; Karamanov, A. Ceramics from blast furnace slag, kaolin and quartz. J. Eur. Ceram. Soc. 2011, 31, 989–998. [Google Scholar] [CrossRef]
- Ozturk, Z.B.; Gultekin, E.E. Preparation of ceramic wall tiling derived from blast furnace slag. Ceram. Int. 2015, 41, 12020–12026. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Asaad, M.A.; Tahir, M.M.; Mirza, J. Properties of ceramic tile waste based alkali-activated mortars incorporating GBFS and fly ash. Constr. Build. Mater. 2019, 214, 355–368. [Google Scholar] [CrossRef]
- Aydin, T.; Casin, E. Mixed alkali and mixed alkaline-earth effect in ceramic sanitaryware bodies incorporated with blast furnace slag. Waste Biomass Valorization 2020, 12, 2685–2702. [Google Scholar] [CrossRef]
- Surul, O.; Bilir, T.; Gholampour, A.; Sutcu, M.; Ozbakkaloglu, T.; Gencel, O. Recycle of ground granulated blast furnace slag and fly ash on eco-friendly brick production. Eur. J. Environ. Civ. Eng. 2020, 1–19. [Google Scholar] [CrossRef]
- Bragança, S.R.; Vicenzi, J.; Guerino, K.; Bergmann, C.P. Recycling of iron foundry sand and glass waste as raw material for production of whiteware. Waste Manag. Res. 2006, 24, 60–66. [Google Scholar] [CrossRef] [PubMed]
- Ellis, M. Tiles from Waste Glass. Clay Tech. 2009. Available online: http://www.iom3.org/news/tiles-waste-glass (accessed on 14 March 2021).
- Lassinantti Gualtieri, M.; Mugoni, C.; Guandalini, S.; Cattini, A.; Mazzini, D.; Alboni, C.; Siligardi, C. Glass recycling in the production of low-temperature stoneware tiles. J. Clean. Prod. 2018, 197, 1531–1539. [Google Scholar] [CrossRef]
- Savvilotidou, V.; Kritikaki, A.; Stratakis, A.; Komnitsas, K.; Gidarakos, E. Energy efficient production of glass-ceramics using photovoltaic (P/V) glass and lignite fly ash. Waste Manag. 2019, 90, 46–58. [Google Scholar] [CrossRef]
- Azevedo, A.R.G.; Marvila, M.T.; Rocha, H.A.; Cruz, L.R.; Vieira, C.M.F. Use of glass polishing waste in the development of ecological ceramic roof tiles by the geopolymerization process. Int. J. Appl. Ceram. Technol. 2020, 17, 2649–2658. [Google Scholar] [CrossRef]
- Bernardo, E.; Bonomo, E.; Dattoli, A. Optimisation of sintered glass–ceramics from an industrial waste glass. Ceram. Int. 2010, 36, 1675–1680. [Google Scholar] [CrossRef]
- Bernardo, E.; Dattoli, A.; Bonomo, E.; Esposito, L.; Rambaldi, E.; Tucci, A. Application of an industrial waste glass in “glass-ceramic stoneware”. Int. J. Appl. Ceram. Technol. 2011, 8, 1153–1162. [Google Scholar] [CrossRef]
- Koca, Ç.; Karakus, N.; Toplan, N.; Toplan, H.Ö. Use of borosilicate glass waste as a fluxing agent in porcelain bodies. J. Ceram. Process. Res. 2012, 13, 693–698. [Google Scholar]
- Kim, K.; Kim, K.; Hwang, J. Characterization of ceramic tiles containing LCD waste glass. Ceram. Int. 2016, 42, 7626–7631. [Google Scholar] [CrossRef]
- Nandi, V.S.; Raupp-Pereira, F.; Montedo, O.R.K.; Oliveira, A.P.N. The use of ceramic sludge and recycled glass to obtain engobes for manufacturing ceramic tiles. J. Clean. Prod. 2015, 86, 461–470. [Google Scholar] [CrossRef]
- Ponsot, I.; Bernardo, E. Self glazed glass ceramic foams from metallurgical slag and recycled glass. J. Clean. Prod. 2013, 59, 245–250. [Google Scholar] [CrossRef]
- Dal Bó, M.; Bernardin, A.M.; Hotza, D. Formulation of ceramic engobes with recycled glass using mixture design. J. Clean. Prod. 2014, 69, 243–249. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Lye, C.Q.; Dhir, R.K. The role of glass waste in the production of ceramic-based products and other applications: A review. J. Clean. Prod. 2017, 167, 346–364. [Google Scholar] [CrossRef]
- Sokolar, R.; Vodova, L. The effect of fluidized fly ash on the properties of dry pressed ceramic tiles based on fly ash–clay body. Ceram. Int. 2011, 37, 2879–2885. [Google Scholar] [CrossRef]
- Kockal, N.U. Utilisation of different types of coal fly ash in the production of ceramic tiles. Boletín la Soc. Española Cerámica y Vidr. 2012, 51, 297–304. [Google Scholar] [CrossRef]
- Kockal, N.U. Optimizing production parameters of ceramic tiles incorporating fly ash using response surface methodology. Ceram. Int. 2015, 41, 14529–14536. [Google Scholar] [CrossRef]
- Ji, R.; Zhang, Z.; Yan, C.; Zhu, M.; Li, Z. Preparation of novel ceramic tiles with high Al2O3 content derived from coal fly ash. Constr. Build. Mater. 2016, 114, 888–895. [Google Scholar] [CrossRef]
- Luo, Y.; Zheng, S.; Ma, S.; Liu, C.; Wang, X. Ceramic Tiles Derived from Coal Fly Ash: Preparation and Mechanical Characterization. Ceram. Int. 2017, 43, 11953–11966. [Google Scholar] [CrossRef]
- Luo, Y.; Ma, S.; Zheng, S.; Liu, C.; Han, D.; Wang, X. Mullite-Based ceramic tiles produced solely from high-alumina fly ash: Preparation and sintering mechanism. J. Alloys Compd. 2018, 732, 828–837. [Google Scholar] [CrossRef]
- Sarabia, A.; Sanchez, J.; Ramírez, R.P. Production of lightweight red ceramic floor tiles with addition of thermoelectric plant coal fly ash and its effect on physic mechanical properties. J. Phys. Conf. Ser. 2019, 1388, 012017. [Google Scholar] [CrossRef]
- Húlan, T.; Štubňa, I.; Ondruška, J.; Trník, A. The influence of fly ash on mechanical properties of clay-based ceramics. Minerals 2020, 10, 930. [Google Scholar] [CrossRef]
- Jordán, M.M.; Almendro-Candel, M.B.; Romero, M.; Rincón, J.M. Application of sewage sludge in the manufacturing of ceramic tile bodies. Appl. Clay Sci. 2005, 30, 219–224. [Google Scholar] [CrossRef] [Green Version]
- Merino, I.; Arévalo, L.F.; Romero, F. Preparation and characterization of ceramic products by thermal treatment of sewage sludge ashes mixed with different additives. Waste Manag. 2007, 27, 1829–1844. [Google Scholar] [CrossRef]
- Juel, M.A.I.; Mizan, A.; Ahmed, T. Sustainable use of tannery sludge in brick manufacturing in bangladesh. Waste Manag. 2017, 60, 259–269. [Google Scholar] [CrossRef] [PubMed]
- Amin, S.K.; Abdel Hamid, E.M.; El-Sherbiny, S.A.; Sibak, H.A.; Abadir, M.F. The use of sewage sludge in the production of ceramic floor tiles. HBRC J. 2018, 14, 309–315. [Google Scholar] [CrossRef] [Green Version]
- Esmeray, E.; Atıs, M. Utilization of sewage sludge, oven slag and fly ash in clay brick production. Constr. Build. Mater. 2019, 194, 110–121. [Google Scholar] [CrossRef]
- Chang, Z.; Long, G.; Zhou, J.L.; Ma, C. Valorization of sewage sludge in the fabrication of construction and building materials: A review. Resour. Conserv. Recycl. 2020, 154, 104606. [Google Scholar] [CrossRef]
- Montero, M.; Jordan, M.; Almendrocandel, M.; Sanfeliu, T.; Hernandezcrespo, M. The use of a calcium carbonate residue from the stone industry in manufacturing of ceramic tile bodies. Appl. Clay Sci. 2009, 43, 186–189. [Google Scholar] [CrossRef]
- Tonello, G.; Furlani, E.; Minichelli, D.; Bruckner, S.; Maschio, S.; Lucchini, E. Fast firing of glazed tiles containing paper mill sludge and glass cullet. Adv. Sci. Technol. 2010, 68, 108–113. [Google Scholar] [CrossRef]
- Devant, M.; Cusidó, J.A.; Soriano, C. Custom formulation of red ceramics with clay, sewage sludge and forest waste. Appl. Clay Sci. 2011, 53, 669–675. [Google Scholar] [CrossRef]
- Martínez-García, C.; Eliche-Quesada, D.; Pérez-Villarejo, L.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A. Sludge valorization from wastewater treatment plant to its application on the ceramic industry. J. Environ. Manage. 2012, 95, S343–S348. [Google Scholar] [CrossRef]
- Kizinievič, O.; Žurauskienė, R.; Kizinievič, V.; Žurauskas, R. Utilisation of sludge waste from water treatment for ceramic products. Constr. Build. Mater. 2013, 41, 464–473. [Google Scholar] [CrossRef]
- Mymrin, V.A.; Alekseev, K.P.; Zelinskaya, E.V.; Tolmacheva, N.A.; Catai, R.E. Industrial sewage slurry utilization for red ceramics production. Constr. Build. Mater. 2014, 66, 368–374. [Google Scholar] [CrossRef]
- Wolff, E.; Schwabe, W.K.; Conceição, S.V. Utilization of water treatment plant sludge in structural ceramics. J. Clean. Prod. 2015, 96, 282–289. [Google Scholar] [CrossRef]
- Lynn, C.J.; Dhir, R.K.; Ghataora, G.S. Sewage sludge ash characteristics and potential for use in bricks, tiles and glass ceramics. Water Sci. Technol. 2016, 74, 17–29. [Google Scholar] [CrossRef] [PubMed]
- Badiee, H.; Maghsoudipour, A.; Raissi Dehkordi, B. Use of iranian steel slag for production of ceramic floor tiles. Adv. Appl. Ceram. 2008, 107, 111–115. [Google Scholar] [CrossRef]
- Sarkar, R.; Singh, N.; Das Kumar, S. Utilization of steel melting electric arc furnace slag for development of vitreous ceramic tiles. Bull. Mater. Sci. 2010, 33, 293–298. [Google Scholar] [CrossRef]
- Teo, P.-T.; Anasyida, A.S.; Basu, P.; Nurulakmal, M.S. Recycling of malaysia’s electric arc furnace (EAF) slag waste into heavy-duty green ceramic tile. Waste Manag. 2014, 34, 2697–2708. [Google Scholar] [CrossRef]
- Fraser, H. Ceramic Faults and Their Remedies, 1st ed.; A & C Black: London, UK, 1986. [Google Scholar]
- Palkar, R.R.; Shilapuram, V. Development of a model for the prediction of hydrodynamics of a liquid–solid circulating fluidized beds: A full factorial design approach. Powder Technol. 2015, 280, 103–112. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons: New York, NY, USA, 2013. [Google Scholar]
- Wang, C.-N.; Dang, T.-T.; Nguyen, N.-A.-T. A computational model for determining levels of factors in inventory management using response surface methodology. Mathematics 2020, 8, 1210. [Google Scholar] [CrossRef]
- Equbal, A.; Shamim, M.; Badruddin, I.A.; Equbal, M.I.; Sood, A.K.; Nik Ghazali, N.N.; Khan, Z.A. Application of the combined ANN and GA for multi-response optimization of cutting parameters for the turning of glass fiber-reinforced polymer composites. Mathematics 2020, 8, 947. [Google Scholar] [CrossRef]
- Correia, S.L.; Curto, K.A.S.; Hotza, D.; Segadães, A.M. Using statistical techniques to model the flexural strength of dried triaxial ceramic bodies. J. Eur. Ceram. Soc. 2004, 24, 2813–2818. [Google Scholar] [CrossRef]
- Correia, S.; Hotza, D.; Segadães, A. Simultaneous optimization of linear firing shrinkage and water absorption of triaxial ceramic bodies using experiments design. Ceram. Int. 2004, 30, 917–922. [Google Scholar] [CrossRef]
- Menezes, R.R.; Neto, H.G.M.; Santana, L.N.L.; Lira, H.L.; Ferreira, H.S.; Neves, G.A. Optimization of wastes content in ceramic tiles using statistical design of mixture experiments. J. Eur. Ceram. Soc. 2008, 28, 3027–3039. [Google Scholar] [CrossRef]
- Menezes, R.R.; Brasileiro, M.I.; Gonçalves, W.P.; de Santana, L.N.L.; Neves, G.A.; Ferreira, H.S.; Ferreira, H.C. Statistical design for recycling kaolin processing waste in the manufacturing of mullite-based ceramics. Mater. Res. 2009, 12, 201–209. [Google Scholar] [CrossRef]
- Ngun, B.K.; Mohamad, H.; Katsumata, K.; Okada, K.; Ahmad, Z.A. Using design of mixture experiments to optimize triaxial ceramic tile compositions incorporating cambodian clays. Appl. Clay Sci. 2014, 87, 97–107. [Google Scholar] [CrossRef]
- AlcheikhHamdon, A.A.; Darwish, N.A.; Hilal, N. The use of factorial design in the analysis of air-gap membrane distillation data. Desalination 2015, 367, 90–102. [Google Scholar] [CrossRef]
- Hemmat Esfe, M.; Rostamian, H.; Shabani-samghabadi, A.; Abbasian Arani, A.A. Application of three-level general factorial design approach for thermal conductivity of MgO/water nanofluids. Appl. Therm. Eng. 2017, 127, 1194–1199. [Google Scholar] [CrossRef]
- Verna, E.; Biagi, R.; Kazasidis, M.; Galetto, M.; Bemporad, E.; Lupoi, R. Modeling of erosion response of cold-sprayed In718-Ni composite coating using full factorial design. Coatings 2020, 10, 335. [Google Scholar] [CrossRef] [Green Version]
- Solaiman, A.; Suliman, A.S.; Shinde, S.; Naz, S.; Elkordy, A.A. Application of general multilevel factorial design with formulation of fast disintegrating tablets containing croscaremellose sodium and disintequick MCC-25. Int. J. Pharm. 2016, 501, 87–95. [Google Scholar] [CrossRef] [PubMed]
- Patel, H.; Patel, H.; Gohel, M.; Tiwari, S. Dissolution rate improvement of telmisartan through modified mcc pellets using 32 full factorial design. Saudi Pharm. J. 2016, 24, 579–587. [Google Scholar] [CrossRef] [Green Version]
- Rahman, S.H.A.; Zulkarnain, N.N.; Shafiq, N. Experimental study and design of experiment using statistical analysis for the development of geopolymer matrix for oil-well cementing for enhancing the integrity. Crystals 2021, 11, 139. [Google Scholar] [CrossRef]
- Aghahosseini, S.; Dincer, I.; Naterer, G.F. Linear sweep voltammetry measurements and factorial design model of hydrogen production by HCl/CuCl electrolysis. Int. J. Hydrogen Energy 2013, 38, 12704–12717. [Google Scholar] [CrossRef]
- Tezcan Un, U.; Ates, F.; Erginel, N.; Ozcan, O.; Oduncu, E. Adsorption of disperse orange 30 dye onto activated carbon derived from holm oak (quercus ilex) acorns: A 3k factorial design and analysis. J. Environ. Manag. 2015, 155, 89–96. [Google Scholar] [CrossRef]
- Saadat, S.; Karimi-Jashni, A. Optimization of Pb(II) adsorption onto modified walnut shells using factorial design and simplex methodologies. Chem. Eng. J. 2011, 173, 743–749. [Google Scholar] [CrossRef]
- Prakash, O.; Talat, M.; Hasan, S.H.; Pandey, R.K. Factorial design for the optimization of enzymatic detection of cadmium in aqueous solution using immobilized urease from vegetable waste. Bioresour. Technol. 2008, 99, 7565–7572. [Google Scholar] [CrossRef] [PubMed]
- Razali, N.M.; Yap, B.W. Power comparisons of shapiro-wilk, kolmogorov-smirnov, lilliefors and anderson-darling tests. J. Stat. Model. Anal. 2011, 2, 21–33. [Google Scholar]
- Abdel-Ghani, N.T.; Hegazy, A.K.; El-Chaghaby, G.A.; Lima, E.C. Factorial experimental design for biosorption of iron and zinc using typha domingensis phytomass. Desalination 2009, 249, 343–347. [Google Scholar] [CrossRef]
- L’Hocine, L.; Pitre, M. Quantitative and qualitative optimization of allergen extraction from peanut and selected tree nuts. part 2. optimization of buffer and ionic strength using a full factorial experimental design. Food Chem. 2016, 194, 820–827. [Google Scholar] [CrossRef] [PubMed]
- Mohammed Razzaq, A.; Majid, D.L.; Ishak, M.R.; Muwafaq Basheer, U. Mathematical modeling and analysis of tribological properties of AA6063 aluminum alloy reinforced with fly ash by using response surface methodology. Crystals 2020, 10, 403. [Google Scholar] [CrossRef]
- Anderson, M.J. A new method for non-parametric multivariate analysis of variance. Austral Ecol. 2001, 26, 32–46. [Google Scholar]
- Li, X.; Gao, Y.; Ding, H. Removing lead from metallic mixture of waste printed circuit boards by vacuum distillation: Factorial design and removal mechanism. Chemosphere 2013, 93, 677–682. [Google Scholar] [CrossRef]
- Mutuk, T.; Mesci, B. Analysis of mechanical properties of cement containing boron waste and rice husk ash using full factorial design. J. Clean. Prod. 2014, 69, 128–132. [Google Scholar] [CrossRef]
- Salleh, E.M.; Zuhailawati, H.; Ramakrishnan, S.; Gepreel, M.A.-H. A statistical prediction of density and hardness of biodegradable mechanically alloyed mg–zn alloy using fractional factorial design. J. Alloys Compd. 2015, 644, 476–484. [Google Scholar] [CrossRef]
- Ciopec, M.; Davidescu, C.M.; Negrea, A.; Grozav, I.; Lupa, L.; Negrea, P.; Popa, A. Adsorption studies of Cr(III) Ions from aqueous solutions by DEHPA impregnated onto Amberlite XAD7—Factorial design analysis. Chem. Eng. Res. Des. 2012, 90, 1660–1670. [Google Scholar] [CrossRef]
- Javed, M.F.; Amin, M.N.; Shah, M.I.; Khan, K.; Iftikhar, B.; Farooq, F.; Aslam, F.; Alyousef, R.; Alabduljabbar, H. Applications of gene expression programming and regression techniques for estimating compressive strength of bagasse ash based concrete. Crystals 2020, 10, 737. [Google Scholar] [CrossRef]
- Al-Hassani, A.A.; Abbas, H.F.; Wan Daud, W.M.A. Hydrogen production via decomposition of methane over activated carbons as catalysts: Full factorial design. Int. J. Hydrogen Energy 2014, 39, 7004–7014. [Google Scholar] [CrossRef]
- Li, S.; Luo, X.; Zhao, L.; Wei, C.; Gao, P.; Wang, P. Crack tolerant silicon carbide ceramics prepared by liquid-phase assisted oscillatory pressure sintering. Ceram. Int. 2020, 46, 18965–18969. [Google Scholar] [CrossRef]
- Kumazawa, T.; Suzuki, H. Transient liquid phase sintering of high-purity mullite for high-temperature structural ceramics. Ceram. Int. 2021, 47, 12381–12388. [Google Scholar] [CrossRef]
- Keramat, E.; Hashemi, B. Modelling and optimizing the liquid phase sintering of alumina/CaO–SiO2–Al2O3 ceramics using response surface methodology. Ceram. Int. 2021, 47, 3159–3172. [Google Scholar] [CrossRef]
- Skinner, T.; Rai, A.; Chattopadhyay, A. Multiscale ceramic matrix composite thermomechanical damage model with fracture mechanics and internal state variables. Compos. Struct. 2020, 236, 111847. [Google Scholar] [CrossRef]
- Wang, A.; Hu, P.; Zhao, X.; Wang, Z.; Zhang, C.; Wang, Y. Modelling and experimental investigation of pore-like flaw-strength response in structural ceramics. Ceram. Int. 2020, 46, 14431–14438. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, C.; Zhang, X. Probabilistic relation between stress intensity and fracture toughness in ceramics. Ceram. Int. 2020, 46, 20558–20564. [Google Scholar] [CrossRef]
- Chang, B.P.; Akil, H.M.; Nasir, R.B.; Khan, A. Optimization on wear performance of UHMWPE composites using response surface methodology. Tribol. Int. 2015, 88, 252–262. [Google Scholar] [CrossRef]
- American Standard Testing Method. Standard Test Method for Drying and Firing Shrinkages of Ceramic Whiteware Clays; ASTM C326-09: 2014; American Standard Testing Method (ASTM): West Conshohocken, PA, USA, 2014. [Google Scholar]
- Malaysia Standard. Ceramic Tile—Part 3: Determination of Water Absorption, Apparent Porosity, Apparent Relative Density and Bulk Density; MS ISO 10545-3: 2001; Malaysia Standard: Selangor, Malaysia, 2012.
- Malaysia Standard. Ceramic Tile—Part 4: Determination of Modulus of Rupture and Breaking Strength; MS ISO 10545-4: 2003; Malaysia Standard: Selangor, Malaysia, 2012.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Researchers | Optimized Composition |
|---|---|
| [58] | Clay–Feldspar–Quartz |
| [59] | Clay–Feldspar–Quartz |
| [60] | Clay–Kaolin Waste–Granite Waste |
| [61] | Ball Clay–Kaolin Waste–Alumina |
| [62] | Clay–Feldspar–Quartz |
| Factors | Notation | Unit | Levels (in Coded) | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| wt.% of EAF slag | A | wt.% | 30 | 40 | 50 | 60 |
| Firing Temperature | B | °C | 1100 | 1150 | 1180 | - |
| Run Order | Factors | Responses | ||||||
|---|---|---|---|---|---|---|---|---|
| A * (wt.% of EAF Slag) | B ** (Firing Temperature) | Linear Shrinkage (%) | Volume Shrinkage (%) | Water Absorption (%) | Apparent Porosity (%) | Bulk Density (g/cm3) | MOR (MPa) | |
| 1st | 1 | 2 | 4.43 | 12.70 | 8.47 | 17.99 | 2.13 | 39.76 |
| 2nd | 4 | 3 | 7.51 | 20.87 | 5.05 | 11.75 | 2.33 | 75.06 |
| 3rd | 4 | 1 | 2.34 | 6.87 | 19.45 | 36.44 | 1.87 | 29.66 |
| 4th | 2 | 1 | 3.92 | 11.31 | 16.39 | 31.85 | 1.94 | 27.91 |
| 5th | 1 | 2 | 4.04 | 11.64 | 8.83 | 18.79 | 2.13 | 39.52 |
| 6th | 1 | 1 | 2.59 | 7.56 | 17.63 | 33.46 | 1.90 | 23.85 |
| 7th | 3 | 3 | 12.82 | 33.73 | 0.17 | 0.50 | 2.96 | 91.74 |
| 8th | 4 | 2 | 3.51 | 10.17 | 13.14 | 26.72 | 2.03 | 49.51 |
| 9th | 3 | 2 | 10.15 | 27.45 | 4.96 | 12.56 | 2.53 | 57.75 |
| 10th | 4 | 3 | 6.92 | 19.34 | 5.06 | 12.13 | 2.40 | 75.18 |
| 11st | 2 | 3 | 10.00 | 27.08 | 0.96 | 2.45 | 2.55 | 64.04 |
| 12nd | 2 | 3 | 9.76 | 26.51 | 1.01 | 2.59 | 2.57 | 65.53 |
| 13rd | 4 | 1 | 2.25 | 6.61 | 20.95 | 38.78 | 1.85 | 29.90 |
| 14th | 1 | 3 | 9.11 | 24.90 | 1.63 | 3.93 | 2.41 | 52.88 |
| 15th | 3 | 1 | 4.80 | 13.72 | 15.51 | 31.29 | 2.02 | 28.03 |
| 16th | 3 | 3 | 13.05 | 34.26 | 0.16 | 0.46 | 2.95 | 93.09 |
| 17th | 1 | 3 | 9.02 | 24.69 | 1.52 | 4.01 | 2.64 | 53.66 |
| 18th | 2 | 1 | 3.98 | 11.48 | 16.29 | 31.88 | 1.96 | 27.08 |
| 19th | 1 | 1 | 3.01 | 8.77 | 17.15 | 32.96 | 1.92 | 23.48 |
| 20th | 4 | 2 | 3.69 | 10.66 | 12.94 | 26.48 | 2.05 | 49.41 |
| 21st | 3 | 2 | 10.41 | 28.08 | 4.92 | 12.59 | 2.56 | 57.92 |
| 22nd | 2 | 2 | 5.61 | 15.89 | 6.82 | 16.90 | 2.48 | 44.15 |
| 23rd | 2 | 2 | 5.75 | 16.27 | 6.68 | 16.51 | 2.47 | 44.75 |
| 24th | 3 | 1 | 4.97 | 14.17 | 15.55 | 31.11 | 2.01 | 29.01 |
| (a) Linear Shrinkage | |||||
| Source | DF | Adj. SS | Adj. MS | F-value | p-value |
| Model | 11 | 257.84 | 23.42 | 588.24 | 0.000 |
| Linear | 5 | 244.78 | 48.96 | 1229.81 | 0.000 |
| A | 3 | 84.00 | 28.00 | 703.39 | 0.000 |
| B | 2 | 160.78 | 80.39 | 2019.44 | 0.000 |
| 2-Way Interactions | 6 | 12.80 | 2.12 | 53.59 | 0.000 |
| A*B | 6 | 12.80 | 2.13 | 53.59 | 0.000 |
| Error | 12 | 0.48 | 0.04 | ||
| Total | 23 | 258.06 | |||
| (b) Volume Shrinkage | |||||
| Source | DF | Adj. SS | Adj. MS | F-value | p-value |
| Model | 11 | 1713.68 | 155.79 | 561.50 | 0.000 |
| Linear | 5 | 1636.20 | 327.24 | 1179.43 | 0.000 |
| A | 3 | 551.19 | 183.73 | 662.20 | 0.000 |
| B | 2 | 1085.01 | 542.50 | 1955.29 | 0.000 |
| 2-Way Interactions | 6 | 77.49 | 12.91 | 46.55 | 0.000 |
| A*B | 6 | 77.49 | 12.91 | 46.55 | 0.000 |
| Error | 12 | 3.33 | 0.28 | ||
| Total | 23 | 1717.01 | |||
| (c) Water Absorption | |||||
| Source | DF | Adj. SS | Adj. MS | F-value | p-value |
| Model | 11 | 1085.52 | 98.68 | 877.96 | 0.000 |
| Linear | 5 | 1077.13 | 215.43 | 1916.60 | 0.000 |
| A | 3 | 116.87 | 38.96 | 346.60 | 0.000 |
| B | 2 | 960.26 | 480.13 | 4271.61 | 0.000 |
| 2-Way Interactions | 6 | 8.39 | 1.40 | 12.43 | 0.000 |
| A*B | 6 | 8.39 | 1.40 | 12.43 | 0.000 |
| Error | 12 | 1.35 | 0.11 | ||
| Total | 23 | 1086.86 | |||
| (d) Apparent Porosity | |||||
| Source | DF | Adj. SS | Adj. MS | F-value | p-value |
| Model | 11 | 3715.07 | 337.73 | 1195.25 | 0.000 |
| Linear | 5 | 3683.60 | 736.72 | 2607.28 | 0.000 |
| A | 3 | 377.27 | 125.76 | 445.06 | 0.000 |
| B | 2 | 3306.32 | 1653.16 | 5850.60 | 0.000 |
| 2-Way Interactions | 6 | 31.48 | 5.25 | 18.57 | 0.000 |
| A*B | 6 | 31.48 | 5.25 | 18.57 | 0.000 |
| Error | 12 | 3.39 | 0.28 | ||
| Total | 23 | 3718.46 | |||
| (e) Bulk Density | |||||
| Source | DF | Adj. SS | Adj. MS | F-value | p-value |
| Model | 11 | 2.5639 | 0.2331 | 91.71 | 0.000 |
| Linear | 5 | 2.3755 | 0.4751 | 186.92 | 0.000 |
| A | 3 | 0.5884 | 0.1961 | 77.17 | 0.000 |
| B | 2 | 1.7870 | 0.8935 | 351.55 | 0.000 |
| 2-Way Interactions | 6 | 0.1885 | 0.0314 | 12.36 | 0.000 |
| A*B | 6 | 0.1885 | 0.0314 | 12.36 | 0.000 |
| Error | 12 | 0.0305 | 0.0025 | ||
| Total | 23 | 2.5944 | |||
| (f) MOR | |||||
| Source | DF | Adj. SS | Adj. MS | F-value | p-value |
| Model | 11 | 9828.12 | 893.47 | 3078.39 | 0.000 |
| Linear | 5 | 9164.04 | 1832.81 | 6314.86 | 0.000 |
| A | 3 | 1396.03 | 465.34 | 1603.32 | 0.000 |
| B | 2 | 7768.01 | 3884.01 | 13,382.16 | 0.000 |
| 2-Way Interactions | 6 | 664.08 | 110.68 | 381.34 | 0.000 |
| A*B | 6 | 664.08 | 110.68 | 381.34 | 0.000 |
| Error | 12 | 3.48 | 0.29 | ||
| Total | 23 | 9831.60 | |||
| Responses | Regression Model Analysis | |||
|---|---|---|---|---|
| R2 | R2 (adj.) | R2 (pred.) | Regression Equation | |
| Linear Shrinkage | 99.81% | 99.65% | 99.26% | 6.4017 − 1.0350 [A_1] + 0.1017 [A_2] + 2.9650 [A_3] − 2.0317 [A_4] − 2.9192 [B_1] − 0.4529 [B_2] + 3.3721 [B_3] + 0.3525 [A_1*B_1] − 0.6788 [A_1*B_2] + 0.3263 [A_1*B_3] + 0.3658 [A_2*B_1] − 0.3704 [A_2*B_2] + 0.0046 [A_2*B_3] − 1.5625 [A_3*B_1] + 1.3662 [A_3*B_2] + 0.1963 [A_3*B_3] + 0.8442 [A_4*B_1] − 0.3171 [A_4*B_2] − 0.5271 [A_4*B_3] Equation (8)) |
| Volume Shrinkage | 99.81% | 99.63% | 99.22% | 17.6970 − 2.6540 [A_1] + 0.3930 [A_2] + 7.5380 [A_3] − 5.2770 [A_4] − 7.6360 [B_1] − 1.090 [B_2] + 8.7250 [B_3] + 0.7580 [A_1*B_1] − 1.7840 [A_1*B_2] + 1.0260 [A_1*B_3] + 0.9410 [A_2*B_1] − 0.9200 [A_2*B_2] − 0.0200 [A_2*B_3] − 3.6540 [A_3*B_1] + 3.6200 [A_3*B_2] + 0.035 [A_3*B_3] + 1.9560 [A_4*B_1] − 0.9150 [A_4*B_2] − 1.040 [A_4*B_3] (Equation (9)) |
| Water Absorption | 99.88% | 99.76% | 99.50% | 9.2183 − 0.0130 [A_1] − 1.1930 [A_2] − 2.3400 [A_3] + 3.5470 [A_4] + 8.1467 [B_1] − 0.8733 [B_2] − 7.2733 [B_3] + 0.0380 [A_1*B_1] + 0.3180 [A_1*B_2] − 0.3570 [A_1*B_3] + 0.1680 [A_2*B_1] − 0.4020 [A_2*B_2] + 0.2330 [A_2*B_3] + 0.5050 [A_3*B_1] − 1.0650 [A_3*B_2] + 0.5600 [A_3*B_3] − 0.7120 [A_4*B_1] + 1.1480 [A_4*B_2] − 0.4370 [A_4*B_3] (Equation (10)) |
| Apparent Porosity | 99.91% | 99.83% | 99.64% | 18.9220 − 0.3990 [A_1] − 1.8920 [A_2] − 4.1700 [A_3] + 6.4610 [A_4] + 14.5490 [B_1] − 0.3550 [B_2] − 14.1950 [B_3] + 0.1380 [A_1*B_1] + 0.2210 [A_1*B_2] − 0.3590 [A_1*B_3] + 0.2860 [A_2*B_1] + 0.0300 [A_2*B_2] − 0.3150 [A_2*B_3] + 1.8990 [A_3*B_1] − 1.8220 [A_3*B_2] − 0.0770 [A_3*B_3] − 2.3220 [A_4*B_1] + 1.5710 [A_4*B_2] + 0.7510 [A_4*B_3] (Equation (11)) |
| Bulk Density | 98.82% | 97.75% | 95.30% | 2.2775 − 0.0892 [A_1] + 0.0508 [A_2] + 0.2275 [A_3] − 0.1892 [A_4] − 0.3438 [B_1] + 0.0200 [B_2] + 0.3238 [B_3] + 0.0654 [A_1*B_1] − 0.0783 [A_1*B_2] + 0.0129 [A_1*B_3] − 0.0346 [A_2*B_1] + 0.1267 [A_2*B_2] − 0.0921 [A_2*B_3] − 0.1463 [A_3*B_1] + 0.0200 [A_3*B_2] + 0.1263 [A_3*B_3] + 0.1154 [A_4*B_1] − 0.0683 [A_4*B_2] − 0.0471 [A_4*B_3] (Equation (12)) |
| MOR | 99.96% | 99.93% | 99.86% | 48.870 − 10.011 [A_1] − 3.2930 [A_2] + 10.7200 [A_3] − 0.1892 [A_4] − 21.5050 [B_1] -1.0230 [B_2] + 22.5280 [B_3] + 6.3110 [A_1*B_1] + 1.8050 [A_1*B_2] − 8.1160 [A_1*B_3] + 3.4230 [A_2*B_1] − 0.1030 [A_2*B_2] − 3.3200 [A_2*B_3] − 9.5650 [A_3*B_1] − 0.7320 [A_3*B_2] + 10.2970 [A_3*B_3] − 0.1690 [A_4*B_1] − 0.9700 [A_4*B_2] + 1.1390 [A_4*B_3] (Equation (13)) |
| Contour Plot (Predicted) | Experiment (Re-Fabricated Ceramics) | |
|---|---|---|
| Chemical Composition of EAF Slag Used: | ||
| 33.24 | 31.36 |
| 26.41 | 29.75 |
| 20.37 | 20.21 |
| 9.14 | 8.65 |
| Final Properties of Ceramics: | ||
| >12 | 12.42 |
| >30 | 32.83 |
| <5 | 0.15 |
| <5 | 0.43 |
| >2.8 | 2.92 |
| >90 | 92.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teo, P.T.; Zakaria, S.K.; Mohd Sharif, N.; Abu Seman, A.; Taib, M.A.A.; Mohamed, J.J.; Yusoff, M.; Yusoff, A.H.; Mohamad, M.; Ali, A.; et al. Application of General Full Factorial Statistical Experimental Design’s Approach for the Development of Sustainable Clay-Based Ceramics Incorporated with Malaysia’s Electric Arc Furnace Steel Slag Waste. Crystals 2021, 11, 442. https://doi.org/10.3390/cryst11040442
Teo PT, Zakaria SK, Mohd Sharif N, Abu Seman A, Taib MAA, Mohamed JJ, Yusoff M, Yusoff AH, Mohamad M, Ali A, et al. Application of General Full Factorial Statistical Experimental Design’s Approach for the Development of Sustainable Clay-Based Ceramics Incorporated with Malaysia’s Electric Arc Furnace Steel Slag Waste. Crystals. 2021; 11(4):442. https://doi.org/10.3390/cryst11040442
Chicago/Turabian StyleTeo, Pao Ter, Siti Koriah Zakaria, Nurulakmal Mohd Sharif, Anasyida Abu Seman, Mustaffa Ali Azhar Taib, Julie Juliewatty Mohamed, Mahani Yusoff, Abdul Hafidz Yusoff, Mardawani Mohamad, Arlina Ali, and et al. 2021. "Application of General Full Factorial Statistical Experimental Design’s Approach for the Development of Sustainable Clay-Based Ceramics Incorporated with Malaysia’s Electric Arc Furnace Steel Slag Waste" Crystals 11, no. 4: 442. https://doi.org/10.3390/cryst11040442
APA StyleTeo, P. T., Zakaria, S. K., Mohd Sharif, N., Abu Seman, A., Taib, M. A. A., Mohamed, J. J., Yusoff, M., Yusoff, A. H., Mohamad, M., Ali, A., & Masri, M. N. (2021). Application of General Full Factorial Statistical Experimental Design’s Approach for the Development of Sustainable Clay-Based Ceramics Incorporated with Malaysia’s Electric Arc Furnace Steel Slag Waste. Crystals, 11(4), 442. https://doi.org/10.3390/cryst11040442