3.1. Plasma Plume Analysis
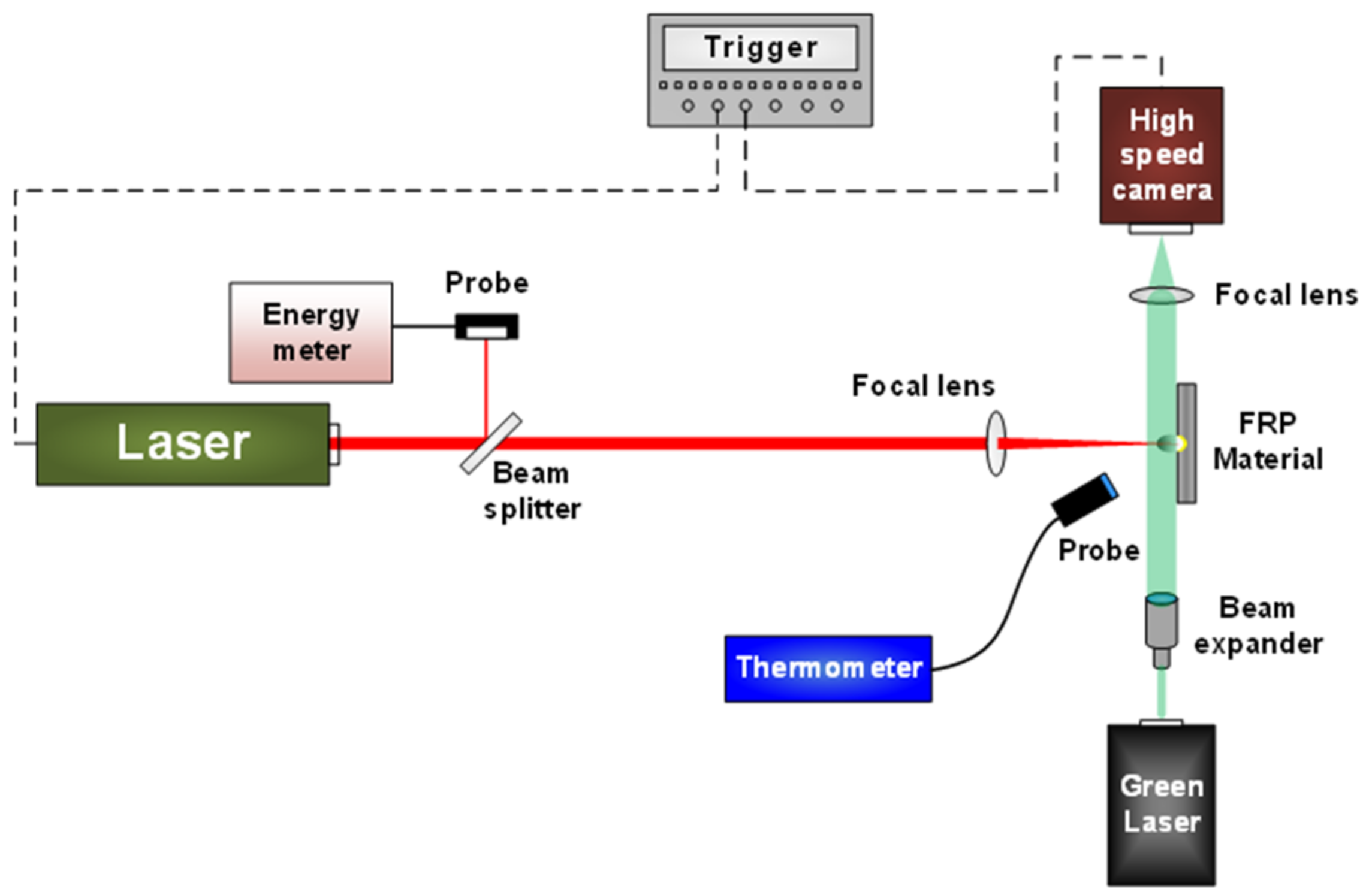
When multiple laser pulses were applied to the composite surface, the material was broken down. A high-speed camera was used to take pictures of the laser action process to obtain the corresponding pulse number of the material breakdown (the frame frequency of the high-speed camera was 18,000 fps, and the exposure time was 10 s) and to analyze the combustion wave morphology. At the same time, the propagation velocity of combustion waves on the front and back surfaces of the materials was measured to obtain the propagation law of combustion waves.
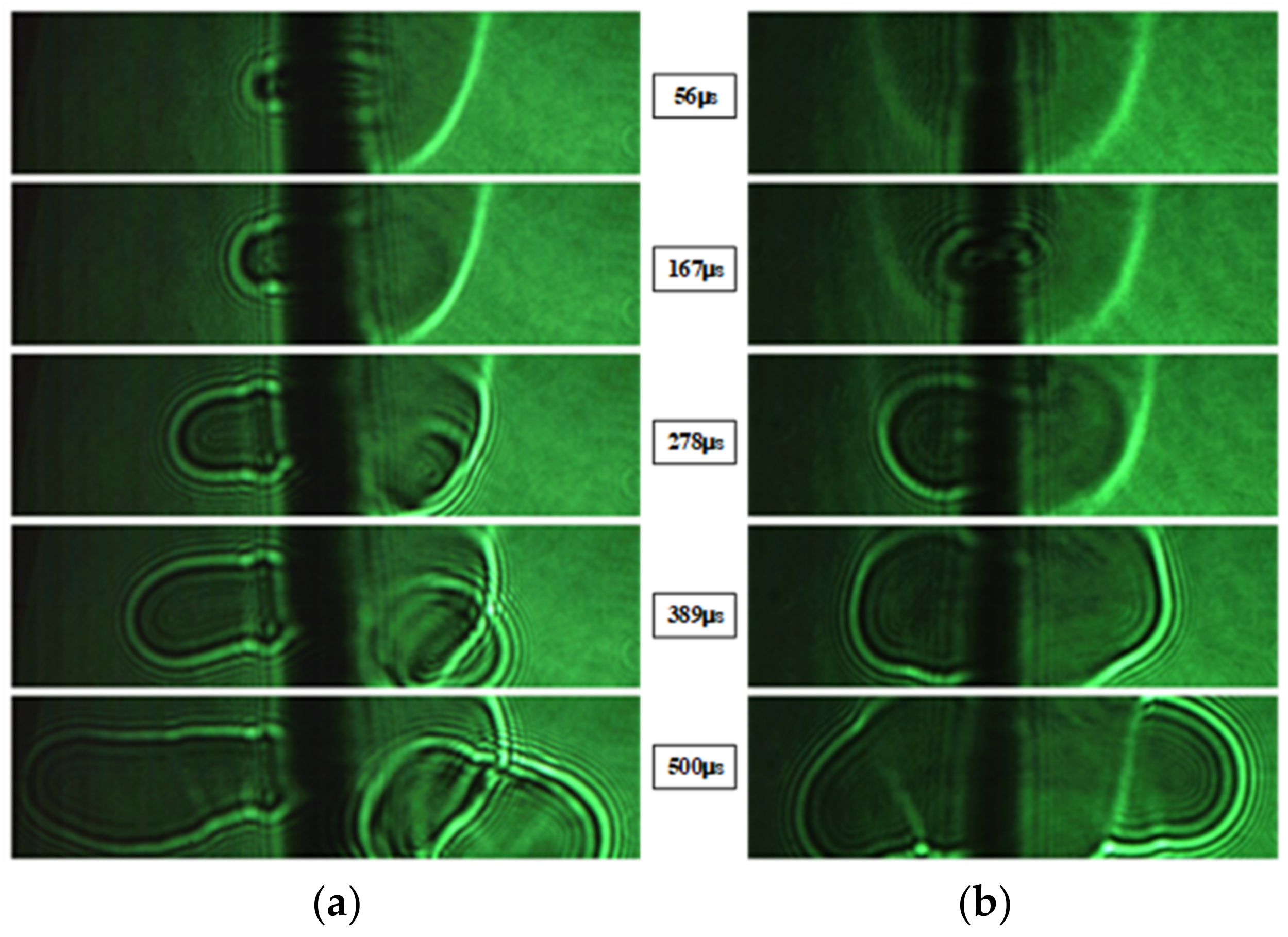
The shadow of ejected vapor does not appear on the back surface of the material, as shown in
Figure 2a. However, As can be seen from the morphology, tense ejected material appears on both CFRP and GFRP surfaces, and this part of the material not only exists on the front surface but also appears on the back surface of the material, as shown in
Figure 2b. This is because when the 14th pulse acted on CFRP, the plasma and spatter concentration on the back surface was low, which had dissipated after the end of the laser pulse, so no significant shadow was formed.
At the same time, it can be seen in
Figure 2a that when the laser irradiated on the material surface with ejected vapor, the plasma expands slowly. When the combustion wave keeps moving outside the ejected vapor, its motion direction changes. This is because the interior structure of the ejected material is complex and uneven. When the laser penetrates the surface of the material, it is no longer the original waveform. At the same time, the process of outward expansion is also affected by the internal components of the ejected material, so the angle is offset.
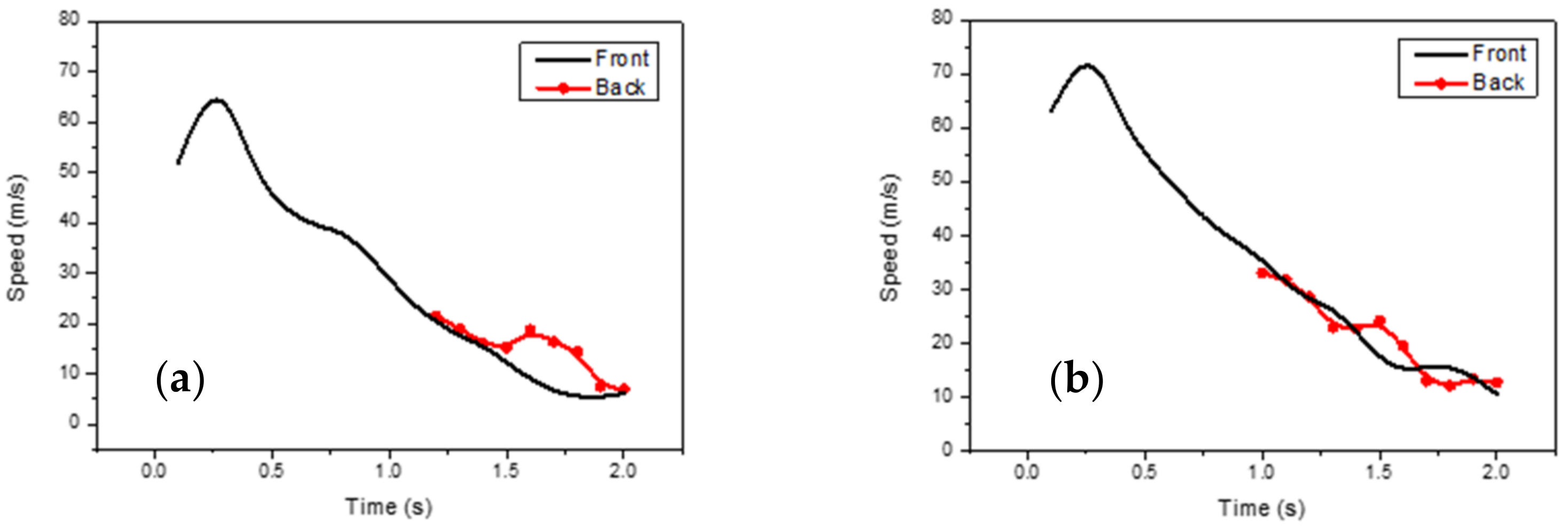
Figure 3a,b show the combustion wave expansion velocity of CFRP materials during 20 pulses. Under the same laser conditions, the bidirectional material is penetrated at the 12th pulse and unidirectional at the 10th pulse. In the process of laser irradiating, the expansion velocity on the back surface is slow in the initial period and increases in the later period. In the early period of material penetration, only few laser energies can penetrate the plasma inside the keyhole and act on the back surface, thus producing insufficient energy. When the backside material is badly ablated, more laser energy can penetrate the material and act on the plasma on the back surface, so the combustion wave velocity is faster. This process is similar to the situation on the front surface in which the speed first increases and then decreases. This phenomenon conforms to the law of energy conservation. At the same time, by comparing the two different structures, the material of the bidirectional structure was broken down in the 12th pulse, while the unidirectional material was broken down in the 10th pulse. From
Figure 3c,d, due to the number of pulses, the bidirectional structure is less likely to be damaged for the CFRP material.
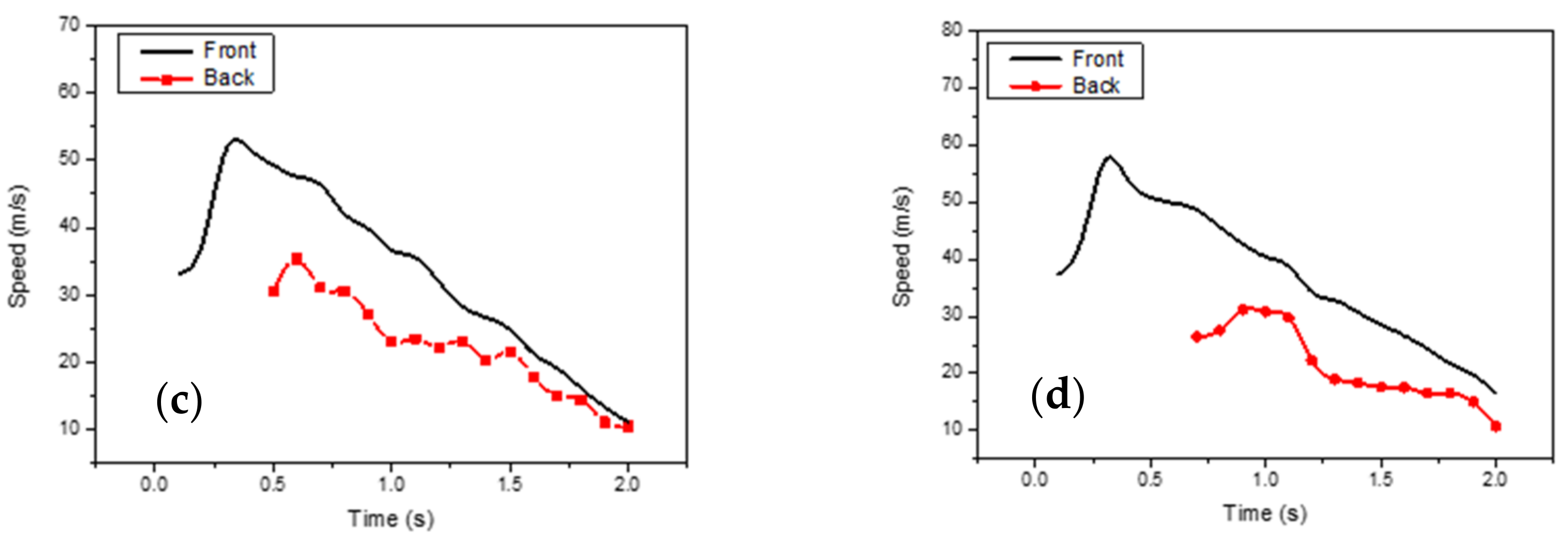
Figure 3c,d show the combustion wave expansion velocity of GFRP materials during 20 pulses. By comparing that to the CFRP materials, the trend is similar. However, bidirectional material is broken at the 5th pulse, while the unidirectional GFRP is broken at the 7th pulse. Under the same laser conditions, the bidirectional structure GFRP material is more easily broken down.
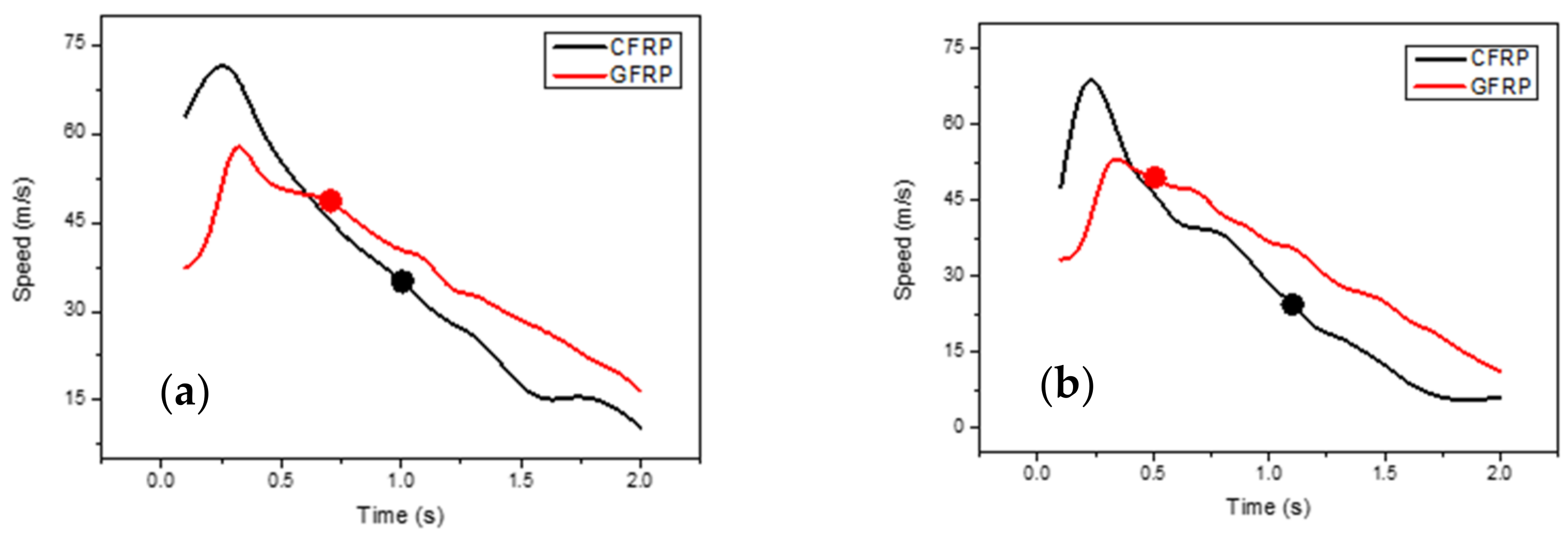
Figure 4 shows the relationship of combustion wave expansion velocity changing with time of FRP materials, and the dots in the figure show the breakdown time of the material. By comparing the action law before breakdown, the plasma expansion velocity of CFRP material decreases with the increase in the number of pulses and only increases when the second or third pulse occurs. However, GFRP material increases with the number of pulses. By comparing the breakdown time of the two materials, GFRP material was broken before CFRP material, regardless of the material structure. In addition, the comparison of the expansion velocity shows that the velocity of CFRP in the early stage is greater than that of GFRP, and that of GFRP in the late stage is greater than that of CFRP.
3.2. Temperature Analysis
In the experiment, the surface area of material was measured. Under the action of the multi-pulse laser, the material is injected with laser energy, so that the temperature of the material rises until decomposition, gasification, and even ionization. When the pulse laser fluence is 392 J/cm2, a single pulse can gasify and ionize the FRP material, resulting in an ablative zone. Therefore, plasma is sensitive to laser conditions; because of the generation time of the plasma difference in the two materials the plasma is sometimes beneficial to heat conduction, but sometimes it can be the opposite due to the plasma shielding effect.
In laser processing of composite materials, a multi-pulse laser is often used to irradiate them to improve the processing efficiency by utilizing the accumulation effect of temperature and plasma. Therefore, in the research of multi-pulse laser processing, the residual temperature of the material surface after each pulse ends while the next pulse arrives is considered to represent the temperature accumulation effect of the material, so as to analyze the temperature during the processing of the material.
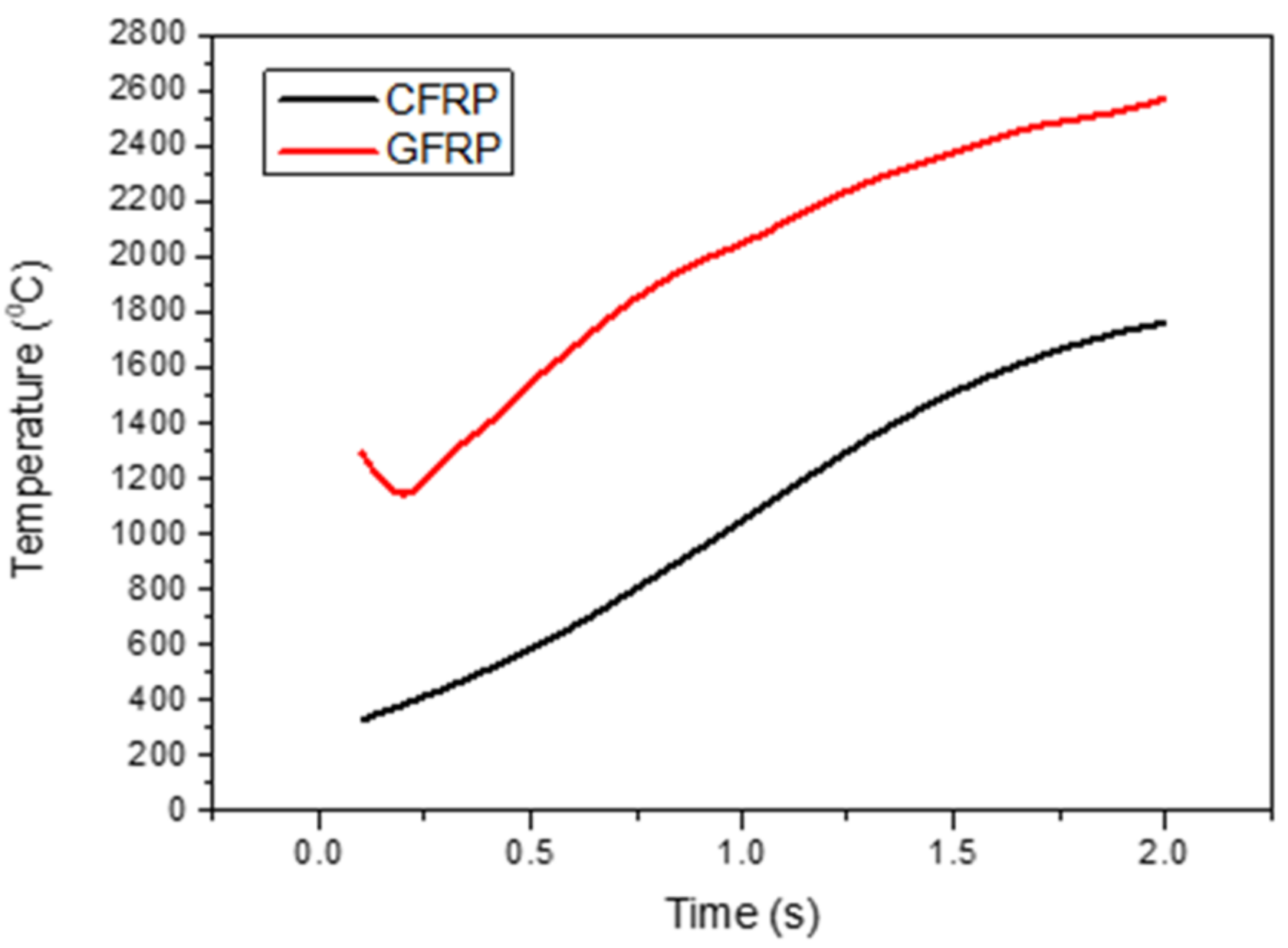
Figure 5 shows the curve of the residual temperature of CFRP and GFRP during 20 laser pulses. The overall trend is that the residual temperature increases with the number of pulses, and the accumulative trend is obvious. However, at the same laser fluence, the residual temperature of GFRP material is higher than that of CFRP, and the temperature of GFRP decreases in the second pulse, while that of CFRP continues to rise.
From the figure, the residual temperature of the two materials is quite different. The CFRP materials fall in temperature below the gasification temperature (3500 °C), which is higher than the plasma temperature (104 °C). This shows that when the next pulse arrives, plasma dissipated toward an inverse direction of laser propagation. Thus, the plasma density is low, which cannot form the plasma shielding effect of the laser. On the contrary, the residual temperature of GFRP material is much higher than that of the material gasification point (1000 °C), so the measured temperature should be a mixture of material decomposition and plasma. This is because when compared to carbon fiber, glass fiber is mainly composed of SiO2, which is usually amorphous and has a higher melting point and damage threshold. Thus, GFRPs are more likely to produce a higher concentration of the mixture than CFRPs, while the mixture shields the incident laser. After that, laser energy irradiated on the composite material surface decreases, and the cumulative effect becomes weak in a short period of time. However, when the subsequent pulsed laser continues to irradiate, the mixture in front of the material surface is ignited by the laser, and the combustion wave propagates in the opposite direction, which weakens the shielding effect. Thus, the laser energy can re-pass through the mixture and act on the surface of the material, thus intensifying the effect and promoting the temperature accumulation.
3.3. Correlation Analysis
Based on the analysis of plasma plume and temperature, these two dependent variables both appear as singularities with the increase in the number of pulses. However, the difference is that for CFRP, the residual temperature curve is relatively smooth and there is no singularity. This is because the damage mechanism of the two materials is different when they are damaged by laser. Comparing the material properties of carbon fiber and glass fiber, we can see that the damage mechanism of carbon fiber and glass fiber is quite different.
The epoxy resin attached to the surface of the fiber has a higher laser transmittance than the fiber, so the laser directly acts on the fiber through the epoxy resin on the surface of the material [
8]. Carbon fiber is an opaque medium, while glass fiber is a translucent medium. This difference results in the different transmittance of the material to the laser, that is, the transmittance of glass fiber is much higher than that of carbon fiber.
The electronic drift in CFPR and GFPR is disordered. The main reason for the difference between the two curves is lattice–lattice coupling. It is well known that the lattice of carbon in CFPR is periodic, while that of SiO2 in GFPR is aperiodic. Therefore, the thermal conductivity of the two materials is different under the same laser conditions.
Comparing the two kinds of fibers, the thermal conductivity of carbon fiber is 60 W/m·K, while that of glass fiber is only 1.09 W/m·K. According to the above two parameters, the speed of CFRP rising to the gasification point is much higher than that of GFRP during the heating process of laser activated material. However, the gasification point of the two is different. As we discussed above, glass fiber is mainly composed of SiO
2, which is usually amorphous, it has no fixed melting point; when the same energy laser acts on the surface of the material and causes the material to heat up, the glass fiber is more likely to heat up to its gasification temperature and ionize. Glass fiber or other forms tend to form stable melts within a large range, and also change their viscosity gradually before they reach a liquid state. Carbon fiber tends to oxidize in air and pyrolysis in Ar atmospheres. In fact, the absorption of pure glass at 1064 nm is relatively low [
16,
17]. The plasma temperature produced by ionization is much higher than that of the surface temperature of the material. Meanwhile, based on the thermal conductivity factor, the cooling rate of CFRP materials is also faster. Therefore, at the end of each pulse, the residual temperature of CFRP is much lower than GFRP.
The plasma and temperature changes of the two materials were compared. There are singularity effects on temperature and plasma plume of GFRP materials. At the second pulse, the plume has a higher velocity and a lower temperature. Both defy the overall trend. When the laser acts on the material, the fiber acts as the main medium for heat exchange. Its temperature is first raised, and then the heat is transferred to the surrounding epoxy resin through heat conduction. Therefore, at the first pulse, although the temperature of the fiber first rises, it does not reach the gasification point, but the surrounding epoxy resin has decomposed and ionized. Under the continuous action of the laser, the fiber is vaporized and decomposed along with the epoxy, resulting in a flocculent mixture that floats on the surface of the material, which is dense and difficult to disperse. When the second pulse acts on the material, the mixture on the surface first receives the laser energy for secondary decomposition and ionization, which accelerates the propagation speed of the plasma plume. At the same time, due to the shielding of this part of the mixture, the material table can receive less laser energy, so there is an obvious cooling phenomenon. After that, when the subsequent pulses arrive, the shield on the surface of the material is thin because the previously thick mixture has largely decomposed and ionized. While there is still a case for absorbing subsequent lasers, most laser pulses can penetrate the shield and hit the material. Therefore, when the laser distribution of the two parts reaches a relatively balanced state, the subsequent variation trend of plasma plume and temperature tends to be monotonous.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





