
Effect of Microstructure and Mechanical Properties of Al5083 Alloy Processed by ECAP at Room Temperature and High Temperature



Abstract
:1. Introduction
2. Experimental Procedure
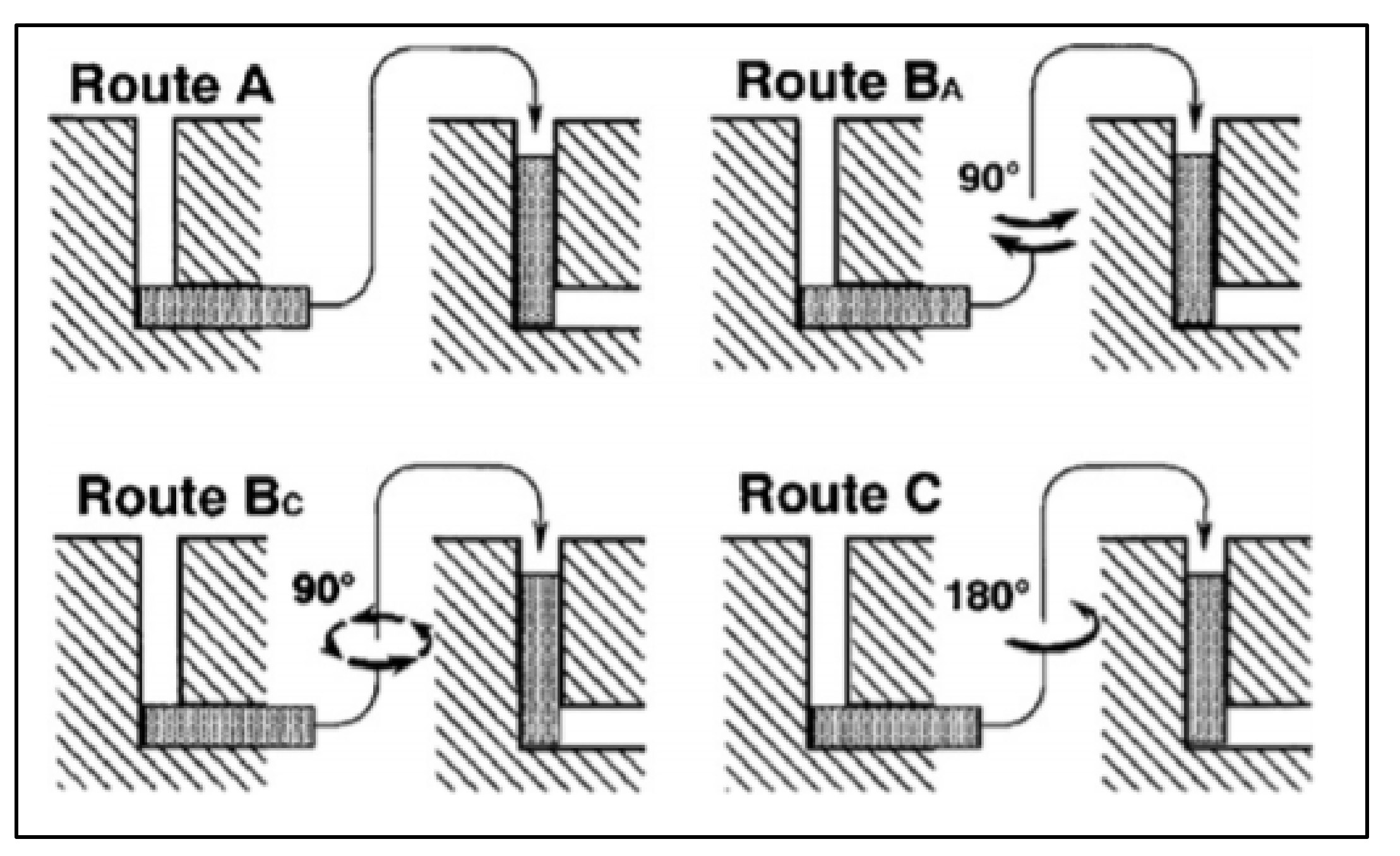
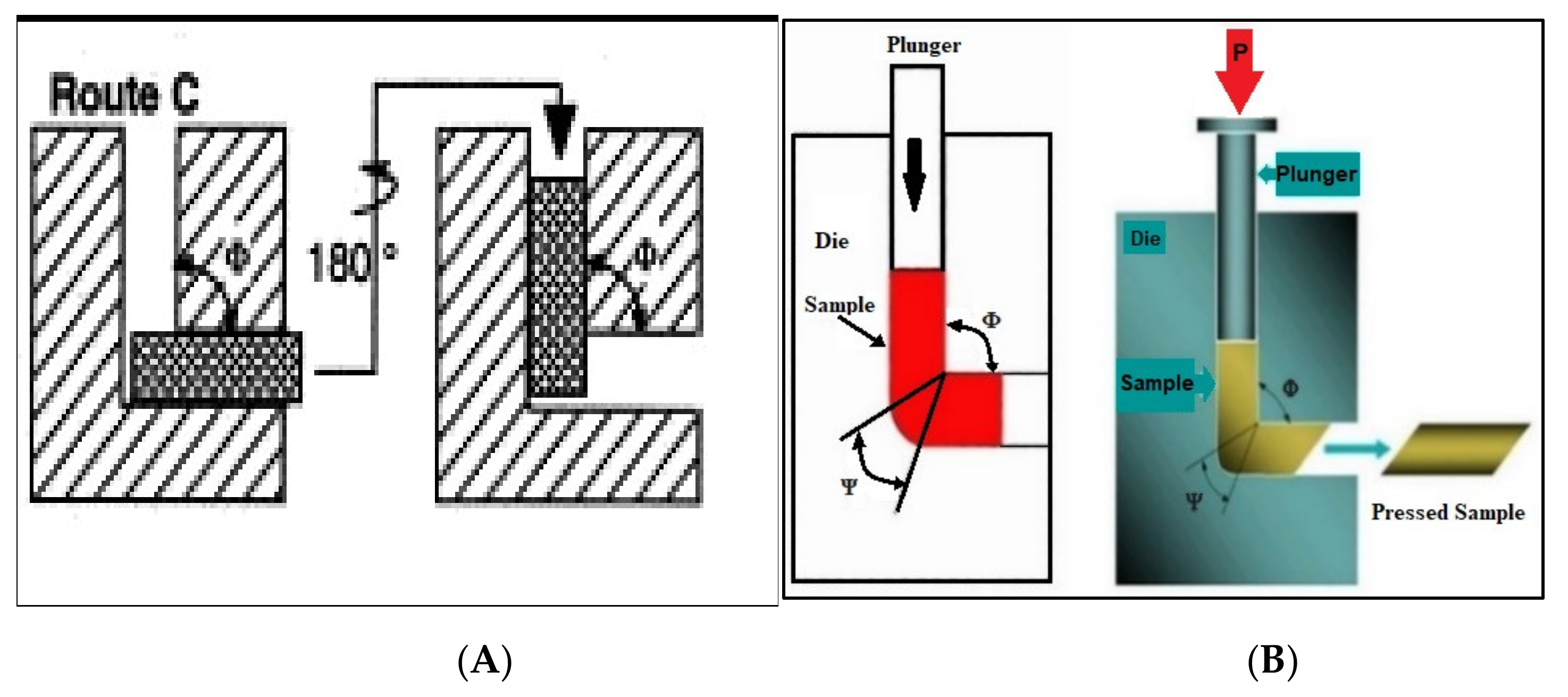
2.1. ECAP Process of Al 5083 Alloy
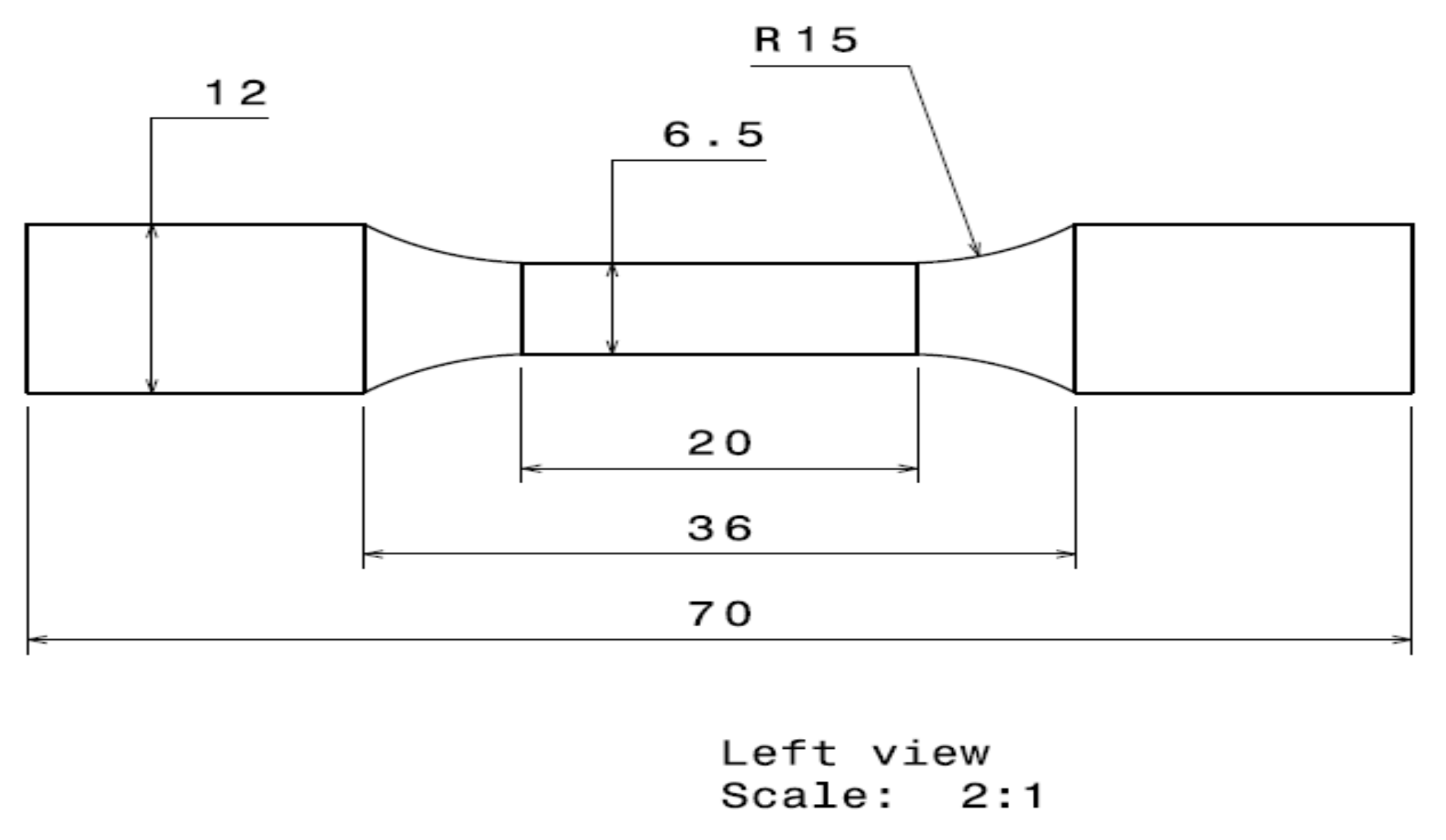
2.2. Tensile Testing of ECAPed Samples
2.3. Optical Microstructure
2.4. Hardness
3. Results and Discussions
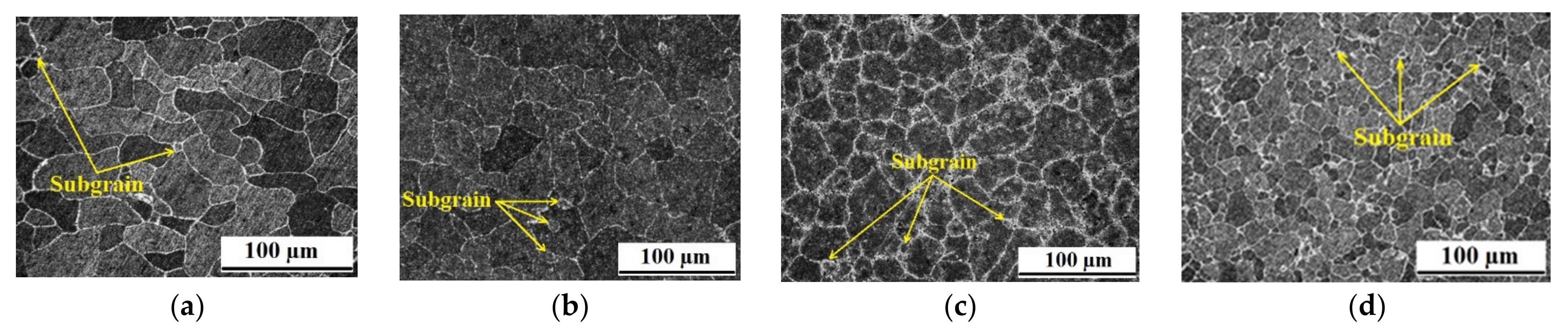
3.1. Microstructure
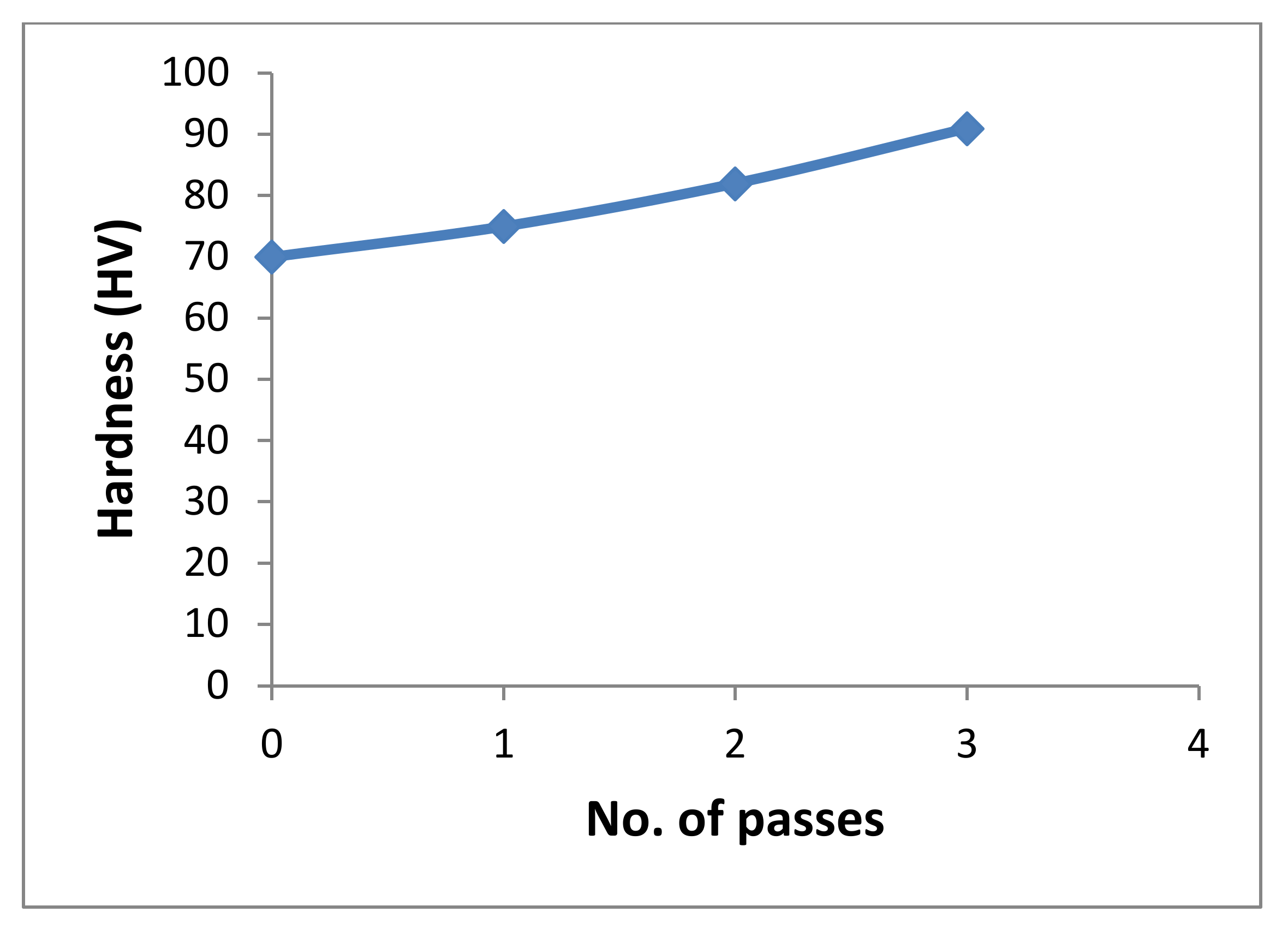
3.2. Microhardness
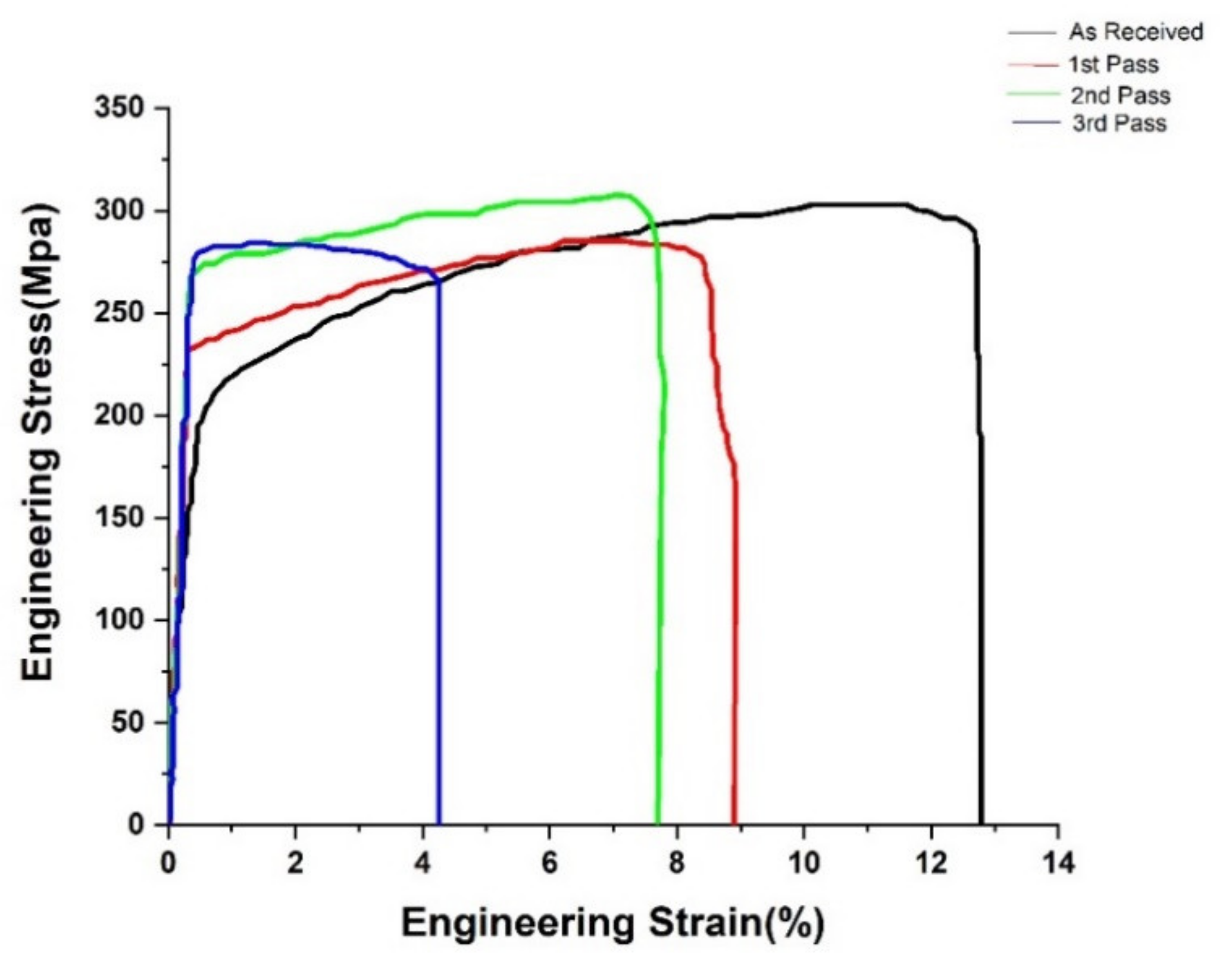
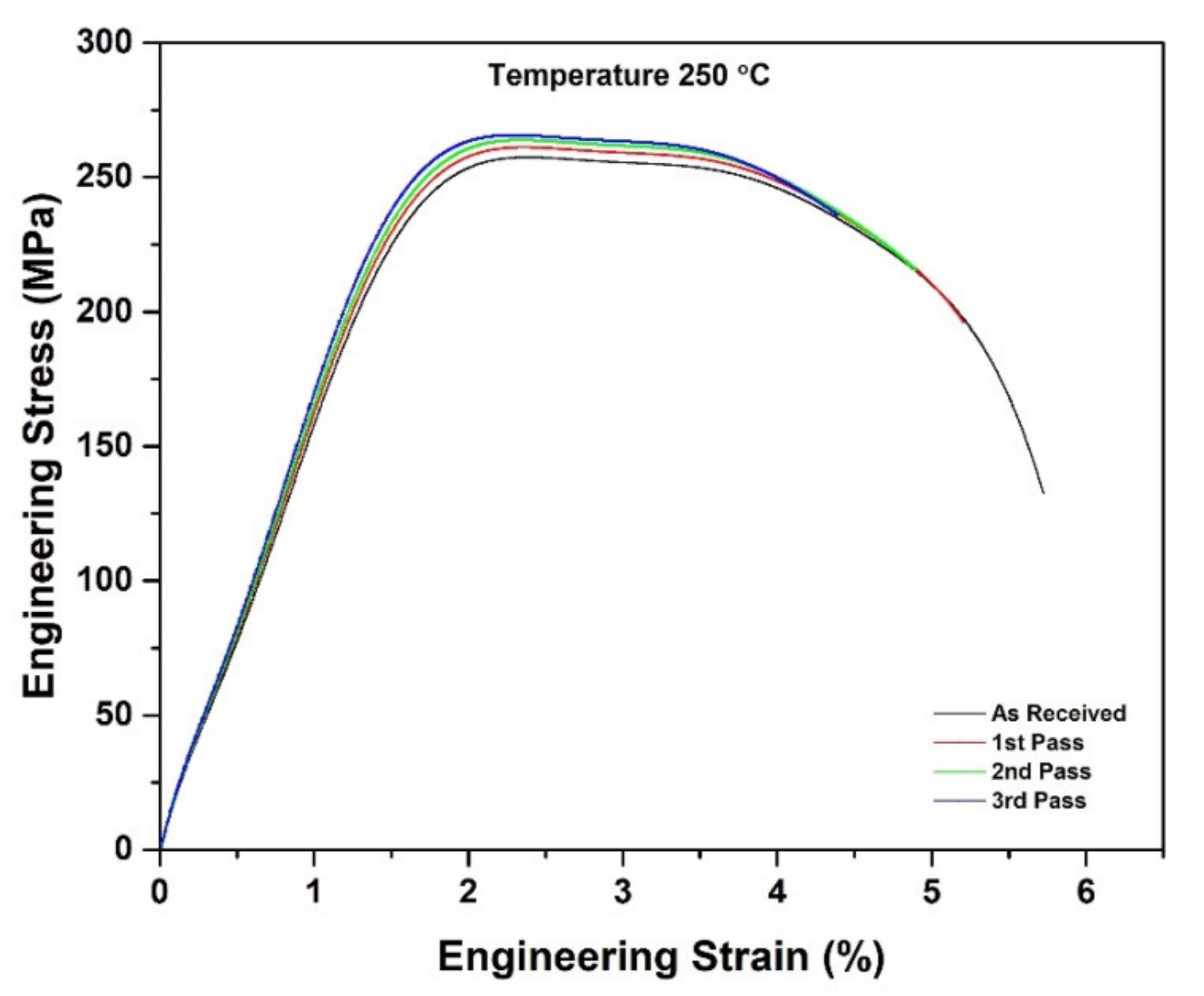
3.3. Tensile Properties
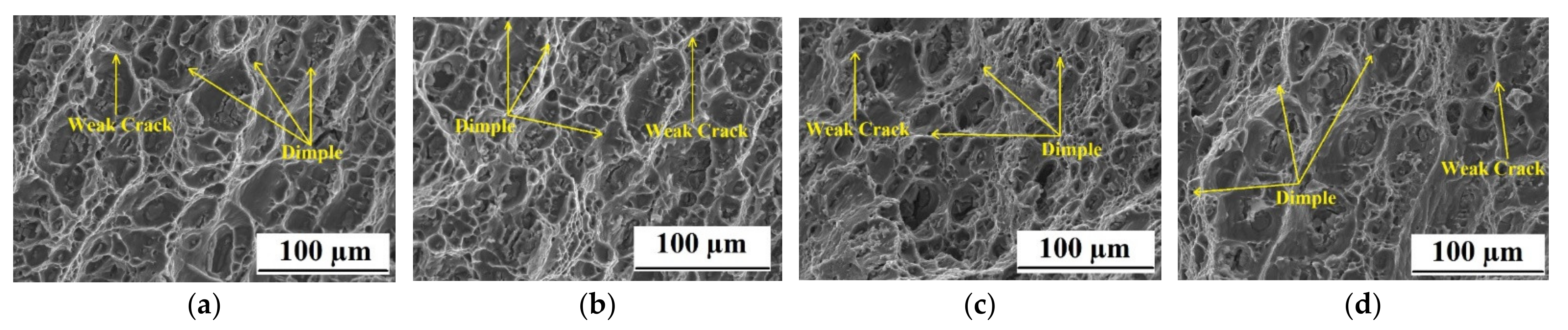
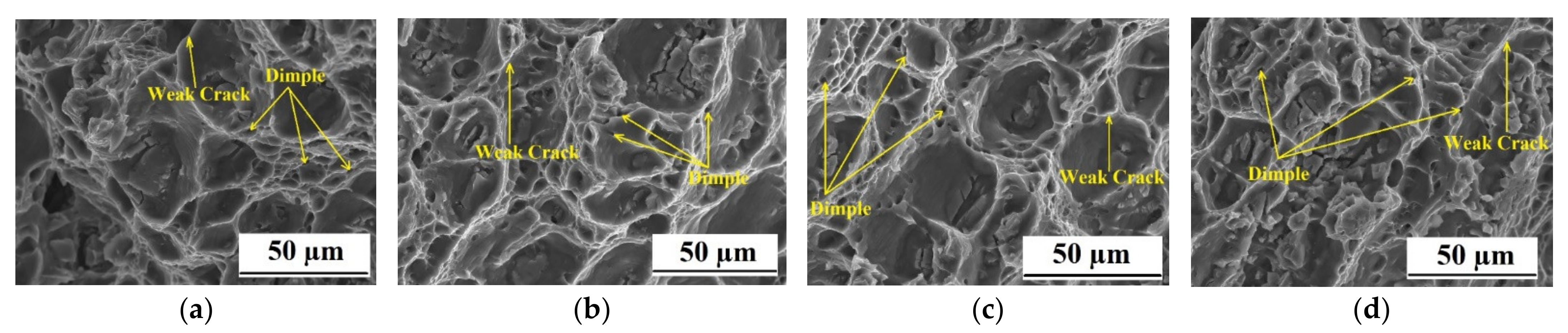
3.4. Fractrography
4. Conclusions
- (1)
- Complete elimination of the dendritic structure of the untreated Al5083 alloy, reduction in the size of grain, i.e., grain refinement, and uniform spreading of particles in the Al matrix is caused by processing through ECAP.
- (2)
- The maximum YS and UTS values were obtained after a third pass of the ECAP process. This improvement of strength is due to the refinement of the grain, uniform distribution of particles, and intermetallic compounds.
- (3)
- The mechanism of fracture is changed from brittle to ductile with an increasing number of passes of ECAP processing.
- (4)
- The nature of Al5083 alloy after the 3rd ECAP pass turned to a ductile fracture. Compared to the untreated sample, the sample after the 3rd pass of ECAP demonstrates much fewer stress concentration sites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Segal, V.M. Materials processing by simple shear. Mater. Sci. Eng. A 1995, 197, 157–164. [Google Scholar] [CrossRef]
- Valiev, R.Z. Structure and mechanical properties of ultrafine-grained metals. Mater. Sci. Eng. A 1997, 234–236, 59–66. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Korznikov, A.V.; Mulyukov, R.R. Structure and Properties of Ultrafine-Grained Materials Produced by Severe Plastic Deformation. Mater. Sci. Eng. A 1993, 168, 141–148. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Sun, P.L.; Kao, P.W.; Chang, C.P. Effect of Deformation Route on Microstructural Development in Aluminum Processed by Equal Channel Angular Extrusion. Met. Mater. Trans. A 2004, 35, 1359–1368. [Google Scholar] [CrossRef]
- Jianqiang, B.I.; Kangning, S.U.N.; Rui, L.I.U.; Runhua, F.A.N.; Sumei, W.A.N.G. Effect of ECAP Pass Number on Mechanical Properties of 2A12 Al Alloy. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2008, 71–73. [Google Scholar]
- Gao, L.; Cheng, X. Microstructure and mechanical properties of Cu–10%Al–4%Fe alloy produced by equal channel angular extrusion. Mater. Des. 2008, 29, 904–908. [Google Scholar] [CrossRef]
- Khan, Z.A.; Chakkingal, U.; Venugopal, P. Analysis of forming loads, microstructure development and mechanical property evolution during equal channel angular extrusion of a commercial grade aluminum alloy. J. Mater. Process. Technol. 2003, 135, 59–67. [Google Scholar] [CrossRef]
- Kucukomeroglu, T. Effect of equal-channel angular extrusion on mechanical and wear properties of eutectic Al–12Si alloy. Mater. Des. 2010, 31, 782–789. [Google Scholar] [CrossRef]
- Gao, L.L.; Cheng, X.H. Microstructure and dry sliding wear behavior of Cu 10%Al–4%Fe alloy produced by equal channel angular extrusion. Wear 2008, 265, 986–991. [Google Scholar] [CrossRef]
- Jufu, J.; Ying, W.; Zhiming, D.; Jianjun, Q.; Yi, S.; Shoujing, L. Enhancing room temperature mechanical properties of Mg–9Al–Zn alloy by multi-pass equal channel angular extrusion. J. Mater. Process. Technol. 2010, 210, 751–758. [Google Scholar]
- Mallikarjuna, C.; Shashidhara, S.M.; Mallik, U.S. Evaluation of grain refinement and variation in mechanical properties of equalchannel angular pressed 2014 aluminum alloy. Mater. Des. 2009, 30, 1638–1642. [Google Scholar] [CrossRef]
- Ramu, G.; Bauri, R. Effect of equal channel angular pressing (ECAP) on microstructure and properties of Al–SiCp composites. Mater. Des. 2009, 30, 3554–3559. [Google Scholar] [CrossRef]
- Tham, Y.W.; Fu, M.W.; Hng, H.H.; Yong, M.S.; Lim, K.B. Bulk nanostructured processing of aluminum alloy. J. Mater. Process. Technol. 2007, 192–193, 575–581. [Google Scholar] [CrossRef]
- Purcek, G. Improvement of mechanical properties for Zn–Al alloys using equal-channel angular pressing. J. Mater. Process. Technol. 2005, 169, 242–248. [Google Scholar] [CrossRef]
- Saray, O.; Purcek, G. Microstructural evolution and mechanical properties of Al–40 wt.%Zn alloy processed by equal-channel angular extrusion. J. Mater. Process. Technol. 2009, 209, 2488–2499. [Google Scholar] [CrossRef]
- Tolaminejad, B.; Dehghani, K. Microstructural characterization and mechanical properties of nanostructured AA1070 aluminum after equal channel angular extrusion. Mater. Des. 2012, 34, 285–292. [Google Scholar] [CrossRef]
- Adedokun, S.T. A Review on Equal Channel Angular Extrusion as a Deformation and Grain Refinement Process. J. Emerg. Trends Eng. Appl. Sci. (JETEAS) 2011, 2, 360–363. [Google Scholar]
- Javidikia, M.; Hashemi, R. Mechanical anisotropy in ultra-fine grained aluminium tubes processed by parallel-tubular-channel angular pressing. Mater. Sci. Technol. 2017, 33, 2265–2273. [Google Scholar] [CrossRef]
- Mohammadtaheri, M. A New Metallographic Technique for Revealing Grain Boundaries in Aluminum Alloys. Metallogr. Microstruct. Anal. 2012, 1, 224–226. [Google Scholar] [CrossRef] [Green Version]
- Rahimi, H.; Sedighi, M.; Hashemi, R. Forming limit diagrams of fine-grained Al 5083 produced by equal channel angular rolling process. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 922–930. [Google Scholar] [CrossRef]
- Chung, Y.H.; Woo Park, J.; Lee, K.H. An analysis of accumulated deformation in the equal channel angular pressing (ECAP) process. Metals Mater. Int. 2006, 12, 289. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy; Bever, M.B., Copley, S.M., Shank, M.E., Wert, C.A., Wilkes, G.L., Eds.; McGraw-Hill Company (UK) Limited: London, UK, 1988; p. 280. [Google Scholar]
- Baharanchi, M.A.; Karimzadeh, F.; Enayati, M.H. Mechanical and tribological behavior of severely plastic deformed Al6061 atcryogenic temperatures. Mater. Sci. Eng. A 2017, 683, 56–63. [Google Scholar] [CrossRef]
- Fang, D.R.; Zhang, Z.F.; Wu, S.D.; Huang, C.X.; Zhang, H.; Zhao, N.Q.; Li, J.J. Effect of equal channel angular pressing on tensileproperties and fracture modes of casting Al–Cu alloys. Mater. Sci. Eng. A 2006, 426, 305–313. [Google Scholar] [CrossRef]
- Eizadjou, M.; Talachi, A.K.; Manesh, H.D.; Janghorban, K. Slidingwear behavior of severely deformed 6061 aluminum alloy byaccumulative roll bonding (ARB) process. Mater. Sci. Forum 2011, 667–669, 1107–1112. [Google Scholar]
- Abd ElAal, M.I.; Um, H.Y.; Yoon, E.Y.; Kim, H.S. Microstructure evolution and mechanical properties of pure aluminumdeformed by equal channel angular pressing and direct extrusion in one step through an integrated die. Mater. Sci. Eng. A 2015, 625, 252–263. [Google Scholar] [CrossRef]
- Xu, S.; Zhao, G.; Luan, Y.; Guan, Y. Numerical studies on processing routes and deformation mechanism ofmulti-pass equal channel angular pressing processes. J. Mater. Process. Technol. 2006, 176, 251–259. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Vickers Microhardness (HV) | Errors |
|---|---|---|
| As received | 70 | ±0.5 |
| 1st Pass | 75 | ±0.47 |
| 2nd Pass | 82 | ±0.31 |
| 3rd Pass | 91 | ±0.21 |
| Specimen Condition | Yield Strength (MPa) | Errors | UTS (MPa) | Errors | Total Strain (%) | Errors |
|---|---|---|---|---|---|---|
| As received | 221 | ±0.25 | 303 | ±0.20 | 12.71 | ±0.35 |
| 1st Pass | 255 | ±0.23 | 305 | ±0.29 | 8.94 | ±0.32 |
| 2nd Pass | 288 | ±0.31 | 327 | ±0.19 | 7.71 | ±0.21 |
| 3rd Pass | 294 | ±0.20 | 336 | ±0.22 | 3.92 | ±0.12 |
| Specimen Condition | Yield Strength (MPa) | Errors | UTS (MPa) | Errors | Total Strain (%) | Errors |
|---|---|---|---|---|---|---|
| As Received | 243 | ±0.125 | 257 | ±0.23 | 5.72 | ±0.17 |
| First Pass | 246 | ±0.25 | 261 | ±0.18 | 5.20 | ±0.19 |
| Second Pass | 249 | ±0.21 | 263 | ±0.156 | 4.89 | ±0.22 |
| Third Pass | 251 | ±0.15 | 265 | ±0.31 | 4.39 | ±0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baig, M.; Rehman, A.U.; Mohammed, J.A.; Seikh, A.H. Effect of Microstructure and Mechanical Properties of Al5083 Alloy Processed by ECAP at Room Temperature and High Temperature. Crystals 2021, 11, 683. https://doi.org/10.3390/cryst11060683
Baig M, Rehman AU, Mohammed JA, Seikh AH. Effect of Microstructure and Mechanical Properties of Al5083 Alloy Processed by ECAP at Room Temperature and High Temperature. Crystals. 2021; 11(6):683. https://doi.org/10.3390/cryst11060683
Chicago/Turabian StyleBaig, Muneer, Ateekh Ur Rehman, Jabair A. Mohammed, and Asiful H. Seikh. 2021. "Effect of Microstructure and Mechanical Properties of Al5083 Alloy Processed by ECAP at Room Temperature and High Temperature" Crystals 11, no. 6: 683. https://doi.org/10.3390/cryst11060683
APA StyleBaig, M., Rehman, A. U., Mohammed, J. A., & Seikh, A. H. (2021). Effect of Microstructure and Mechanical Properties of Al5083 Alloy Processed by ECAP at Room Temperature and High Temperature. Crystals, 11(6), 683. https://doi.org/10.3390/cryst11060683