
Study on the Reliability of Sn–Bi Composite Solder Pastes with Thermosetting Epoxy under Thermal Cycling and Humidity Treatment


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Solder Pastes
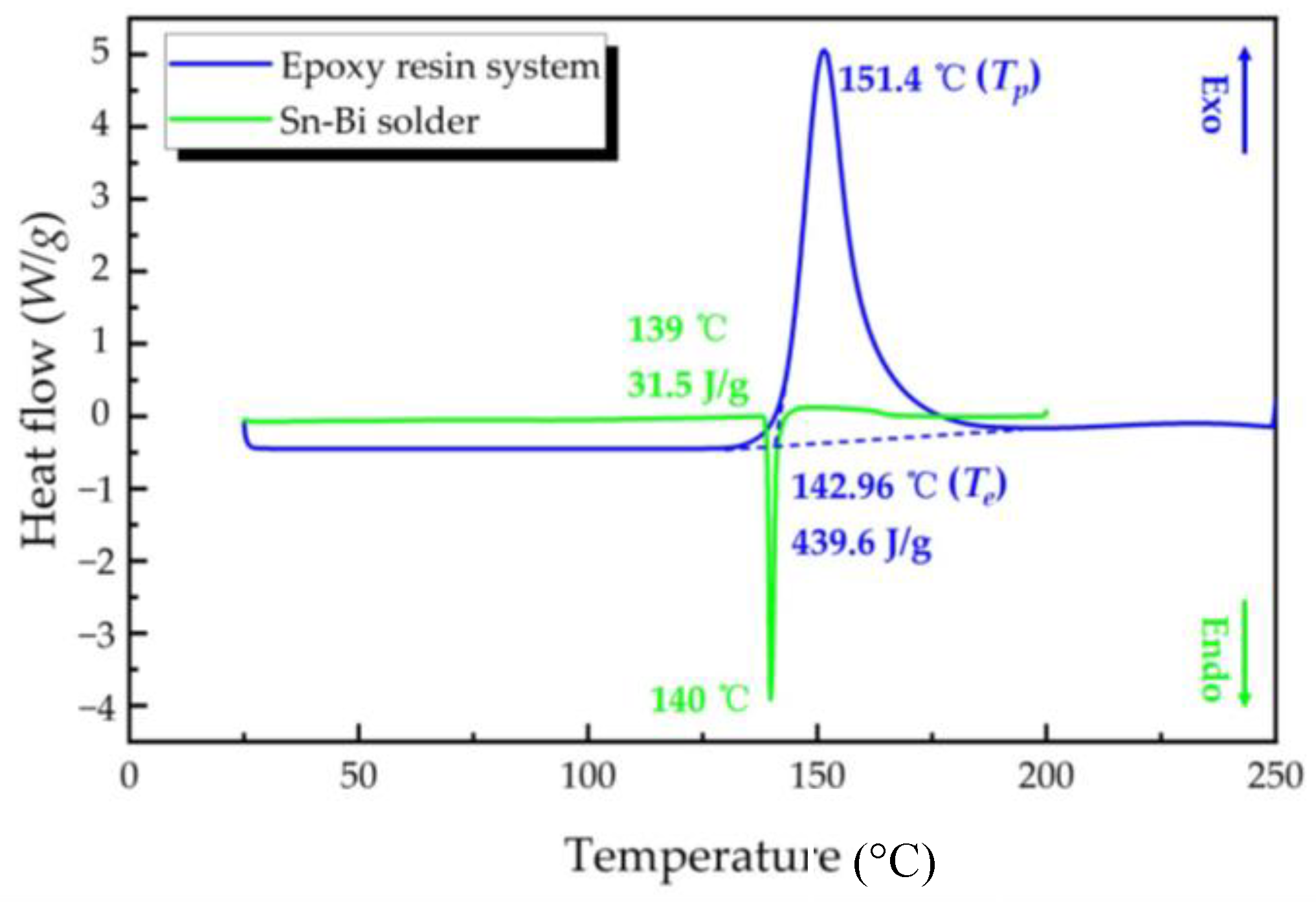
2.2. DSC Measurement
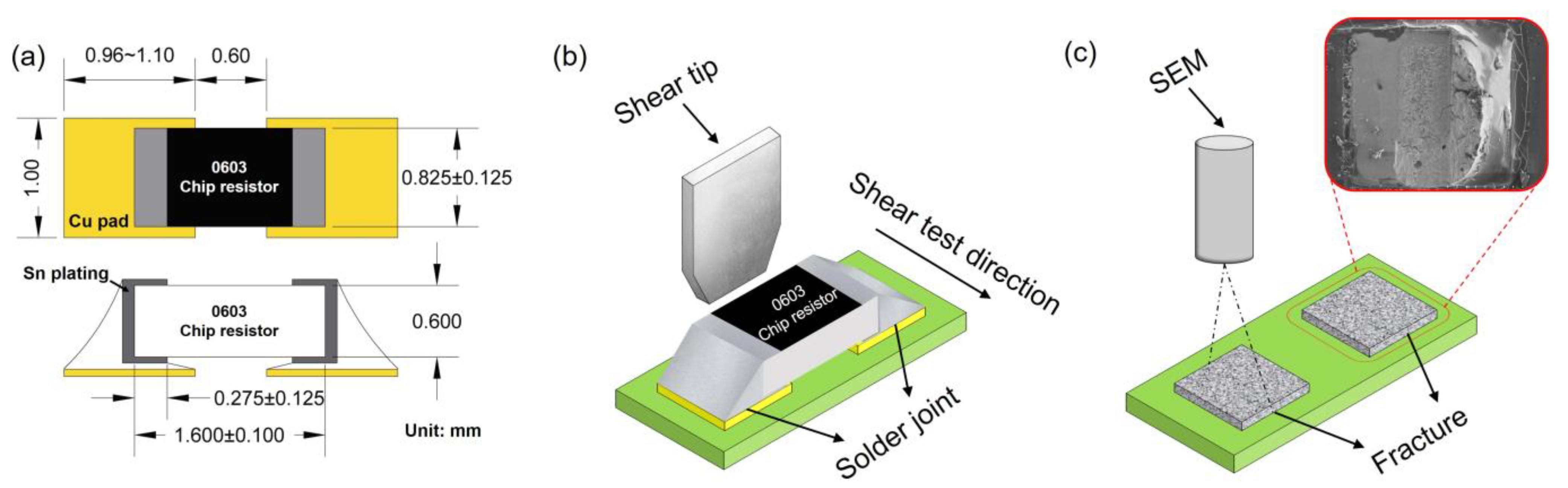
2.3. Soldering
2.4. Temperature and Humidity Test (TH)
2.5. Thermal Cycling Test (TC)
2.6. Shear Force Test
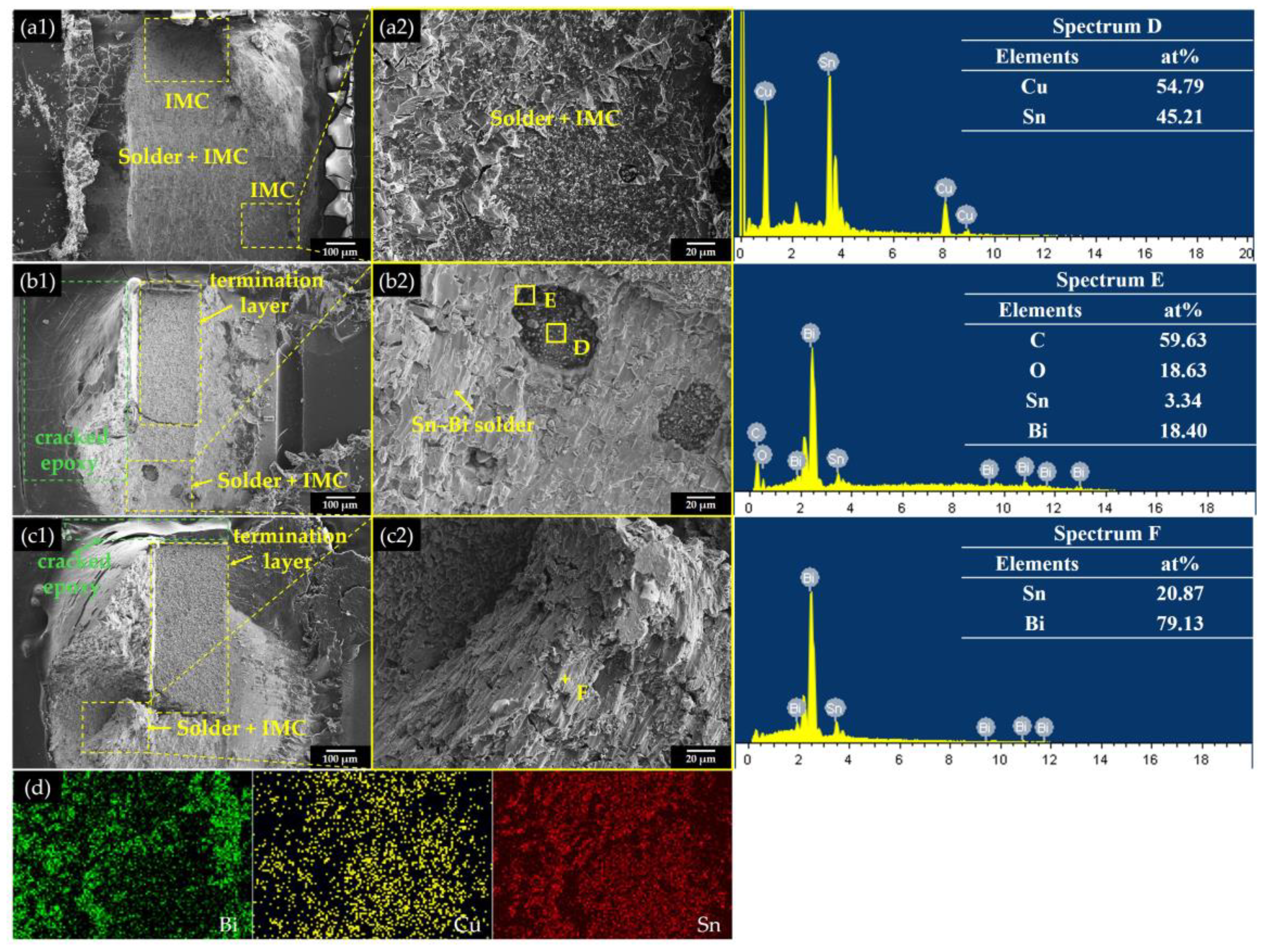
2.7. Microstructure Observation and Fracture Analysis
3. Results and Discussion
3.1. DSC Analysis
3.2. Microstructure Observation
3.3. Shear Force Test
3.4. Fracture Morphology Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chellvarajoo, S.; Abdullah, M.Z. Microstructure and mechanical properties of Pb-free Sn–3.0Ag–0.5Cu solder pastes added with NiO nanoparticles after reflow soldering process. Mater. Des. 2016, 90, 499–507. [Google Scholar] [CrossRef]
- Liu, Y.; Fu, H.; Sun, F.; Zhang, H.; Kong, X.; Xin, T. Microstructure and mechanical properties of as-reflowed Sn58Bi composite solder pastes. J. Mater. Process. Technol. 2016, 238, 290–296. [Google Scholar] [CrossRef]
- Yu, D.Q.; Zhao, J.; Wang, L. Improvement on the microstructure stability, mechanical and wetting properties of Sn–Ag–Cu lead-free solder with the addition of rare earth elements. J. Alloys Compd. 2004, 376, 170–175. [Google Scholar] [CrossRef]
- Zhang, L.; Long, W.-m.; Wang, F.-j. Microstructures, interface reaction, and properties of Sn–Ag–Cu and Sn–Ag–Cu–0.5CuZnAl solders on Fe substrate. J. Mater. Sci. Mater. Electron. 2020, 31, 6645–6653. [Google Scholar] [CrossRef]
- Wang, F.; Chen, H.; Huang, Y.; Liu, L.; Zhang, Z. Recent progress on the development of Sn–Bi based low-temperature Pb-free solders. J. Mater. Sci. Mater. Electron. 2019, 30, 3222–3243. [Google Scholar] [CrossRef]
- Liu, Y.; Tu, K.N. Low melting point solders based on Sn, Bi, and In elements. Mater. Today Adv. 2020, 8, 100115. [Google Scholar] [CrossRef]
- Wong, E.; Seah, S.; Selvanayagam, C.; Rajoo, R.; Van Driel, W.; Caers, J.; Zhao, X.; Owens, N.; Leoni, M.; Tan, L.; et al. High-Speed Cyclic Bend Tests and Board-Level Drop Tests for Evaluating the Robustness of Solder Joints in Printed Circuit Board Assemblies. J. Electron. Mater. 2009, 38, 884–895. [Google Scholar] [CrossRef]
- Liao, M.-C.; Huang, P.-S.; Lin, Y.-H.; Tsai, M.-Y.; Huang, C.-Y.; Huang, T.-C. Measurements of Thermally-Induced Curvatures and Warpages of Printed Circuit Board during a Solder Reflow Process Using Strain Gauges. Appl. Sci. 2017, 7, 739. [Google Scholar] [CrossRef]
- Öztürk, E.; Aksöz, S.; Keşlioğlu, K.; Maraşlı, N. The measurement of thermal conductivity variation with temperature for Sn-20wt.% In based lead-free ternary solders. Thermochim. Acta 2013, 554, 63–70. [Google Scholar] [CrossRef]
- Maruya, Y.; Hata, H.; Shohji, I.; Koyama, S. Bonding Characteristics of Sn-57Bi-1Ag Low-Temperature Lead-Free Solder to Gold-Plated Copper. Procedia Eng. 2017, 184, 223–230. [Google Scholar] [CrossRef]
- Kang, H.; Rajendran, S.H.; Jung, J.P. Low Melting Temperature Sn-Bi Solder: Effect of Alloying and Nanoparticle Addition on the Microstructural, Thermal, Interfacial Bonding, and Mechanical Characteristics. Metals 2021, 11, 364. [Google Scholar] [CrossRef]
- Liu, L.; Xue, S.; Liu, S. Mechanical Property of Sn-58Bi Solder Paste Strengthened by Resin. Appl. Sci. 2018, 8, 2024. [Google Scholar] [CrossRef] [Green Version]
- Shang, P.J.; Liu, Z.Q.; Li, D.X.; Shang, J.K. Bi-induced voids at the Cu3Sn/Cu interface in eutectic SnBi/Cu solder joints. Scr. Mater. 2008, 58, 409–412. [Google Scholar] [CrossRef]
- Park, B.G.; Myung, W.R.; Lee, C.J.; Jung, S.B. Mechanical, electrical, and thermal reliability of Sn-58 wt.%Bi solder joints with Ag-decorated MWCNT for LED package component during aging treatment. Compos. Part B Eng. 2020, 182, 107617. [Google Scholar] [CrossRef]
- Gu, J.; Lin, J.; Lei, Y.; Fu, H. Experimental analysis of Sn-3.0Ag-0.5Cu solder joint board-level drop/vibration impact failure models after thermal/isothermal cycling. Microelectron. Reliab. 2018, 80, 29–36. [Google Scholar] [CrossRef]
- Zang, L.; Yuan, Z.; Zhao, H.; Zhang, X. Wettability of molten Sn–Bi–Cu solder on Cu substrate. Mater. Lett. 2009, 63, 2067–2069. [Google Scholar] [CrossRef]
- Kim, K.S.; Matsuura, T.; Suganuma, K. Effects of Bi and Pb on oxidation in humidity for low-temperature lead-free solder systems. J. Electron. Mater. 2006, 35, 41–47. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Howes, P.D.; Mannan, S.H. A review: On the development of low melting temperature Pb-free solders. Microelectron. Reliab. 2014, 54, 1253–1273. [Google Scholar] [CrossRef]
- Šebo, P.; Sr, P.Š.; Janičkovič, D.; Illeková, E.; Zemánková, M.; Plevachuk, Y.; Sidorov, V.; Švec, P. The influence of silver content on structure and properties of Sn–Bi–Ag solder and Cu/solder/Cu joints. Mater. Sci. Eng. A 2013, 571, 184–192. [Google Scholar] [CrossRef]
- Lee, C.J.; Min, K.D.; Park, H.J.; Jung, S.B. Mechanical properties of Sn-58 wt%Bi solder containing Ag-decorated MWCNT with thermal aging tests. J. Alloys Compd. 2020, 820, 153077. [Google Scholar] [CrossRef]
- Çadırlı, E.; Böyük, U.; Kaya, H.; Maraşlı, N. Determination of mechanical, electrical and thermal properties of the Sn-Bi-Zn ternary alloy. J. Non-Cryst. Solids 2011, 357, 2876–2881. [Google Scholar] [CrossRef]
- Cheng, S.; Huang, C.M.; Pecht, M. A review of lead-free solders for electronics applications. Microelectron. Reliab. 2017, 75, 77–95. [Google Scholar] [CrossRef]
- Myung, W.R.; Kim, Y.; Jung, S.B. Mechanical property of the epoxy-contained Sn–58Bi solder with OSP surface finish. J. Alloys Compd. 2014, 615, S411–S417. [Google Scholar] [CrossRef]
- Myung, W.R.; Kim, Y.; Jung, S.B. Evaluation of the Bondability of the Epoxy-Enhanced Sn-58Bi Solder with ENIG and ENEPIG Surface Finishes. J. Electron. Mater. 2015, 44, 4637–4645. [Google Scholar] [CrossRef]
- Myung, W.R.; Kim, Y.; Kim, K.Y.; Jung, S.B. Drop Reliability of Epoxy-contained Sn-58wt.%Bi Solder Joint with ENIG and ENEPIG Surface Finish Under Temperature and Humidity Test. J. Electron. Mater. 2016, 45, 3651–3658. [Google Scholar] [CrossRef]
- Kim, J.; Myung, W.R.; Jung, S.B. Effects of Aging Treatment on Mechanical Properties of Sn-58Bi Epoxy Solder on ENEPIG-Surface-Finished PCB. J. Electron. Mater. 2016, 45, 5895–5903. [Google Scholar] [CrossRef]
- Bao, N.; Hu, X.; Li, Y.; Jiang, X. Effects of thermal aging on growth behavior of interfacial intermetallic compound of dip soldered Sn/Cu joints. J. Mater. Sci. Mater. Electron. 2018, 29, 8863–8875. [Google Scholar] [CrossRef]
- Madeni, J.C.; Liu, S. Effect of thermal aging on the interfacial reactions of tin-based solder alloys and copper substrates and kinetics of formation and growth of intermetallic compounds. Soldagem Inspeção 2011, 16, 86–95. [Google Scholar] [CrossRef]
- Zhao, N.; Zhong, Y.; Huang, M.L.; Ma, H.T.; Dong, W. Growth kinetics of Cu6Sn5 intermetallic compound at liquid-solid interfaces in Cu/Sn/Cu interconnects under temperature gradient. Sci. Rep. 2015, 5, 13491. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lettieri, M.; Frigione, M. Effects of humid environment on thermal and mechanical properties of a cold-curing structural epoxy adhesive. Constr. Build. Mater. 2012, 30, 753–760. [Google Scholar] [CrossRef]
- Alessi, S.; Conduruta, D.; Pitarresi, G.; Dispenza, C.; Spadaro, G. Accelerated ageing due to moisture absorption of thermally cured epoxy resin/polyethersulphone blends. Thermal, mechanical and morphological behaviour. Polym. Degrad. Stab. 2011, 96, 642–648. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Xue, S.; Ni, R.; Zhang, P.; Wu, J. Study on the Reliability of Sn–Bi Composite Solder Pastes with Thermosetting Epoxy under Thermal Cycling and Humidity Treatment. Crystals 2021, 11, 733. https://doi.org/10.3390/cryst11070733
Liu L, Xue S, Ni R, Zhang P, Wu J. Study on the Reliability of Sn–Bi Composite Solder Pastes with Thermosetting Epoxy under Thermal Cycling and Humidity Treatment. Crystals. 2021; 11(7):733. https://doi.org/10.3390/cryst11070733
Chicago/Turabian StyleLiu, Lu, Songbai Xue, Ruiyang Ni, Peng Zhang, and Jie Wu. 2021. "Study on the Reliability of Sn–Bi Composite Solder Pastes with Thermosetting Epoxy under Thermal Cycling and Humidity Treatment" Crystals 11, no. 7: 733. https://doi.org/10.3390/cryst11070733
APA StyleLiu, L., Xue, S., Ni, R., Zhang, P., & Wu, J. (2021). Study on the Reliability of Sn–Bi Composite Solder Pastes with Thermosetting Epoxy under Thermal Cycling and Humidity Treatment. Crystals, 11(7), 733. https://doi.org/10.3390/cryst11070733