
Study on Novel Powder Metallurgy Al-Si Brazing Filler Metal with Flux

 ,
,
Abstract
:1. Introduction
2. Experimental Methods and Equipment
3. Results and Discussion
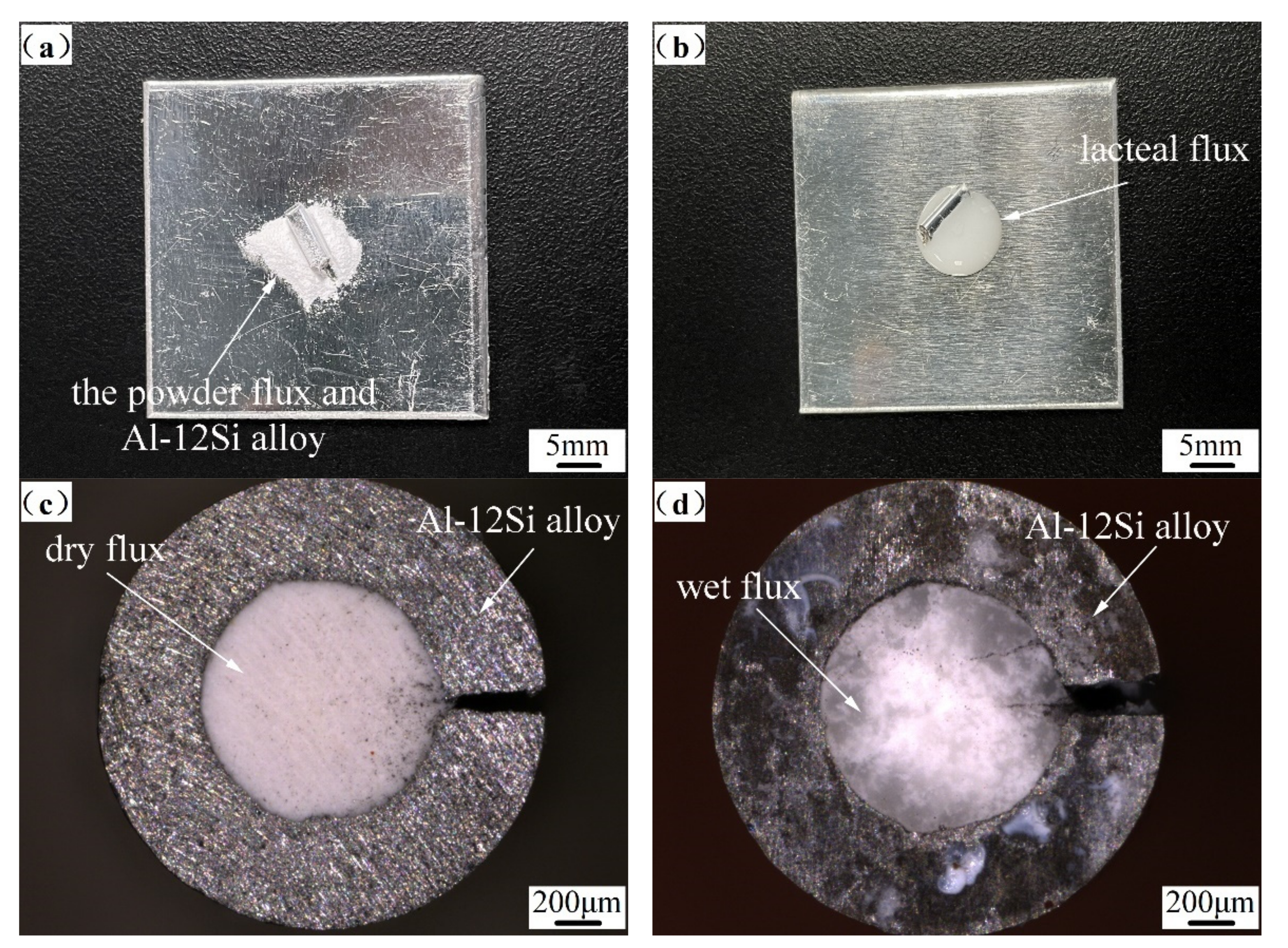
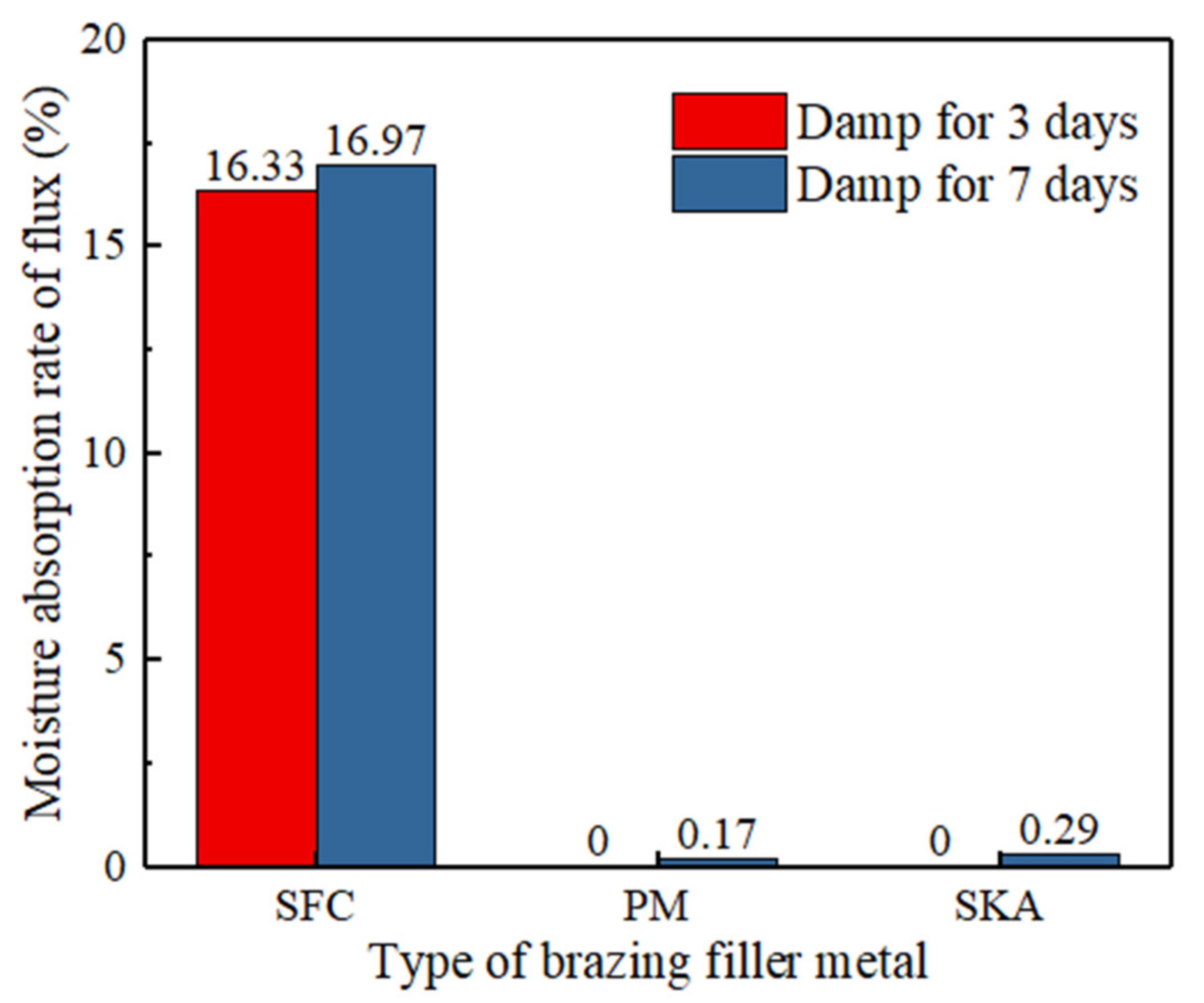
3.1. Moisture Resistance of Composite Brazing Filler Metal
3.2. Brazing Filler Metal Characteristics and Spreading Performance
3.2.1. Characteristics Analysis
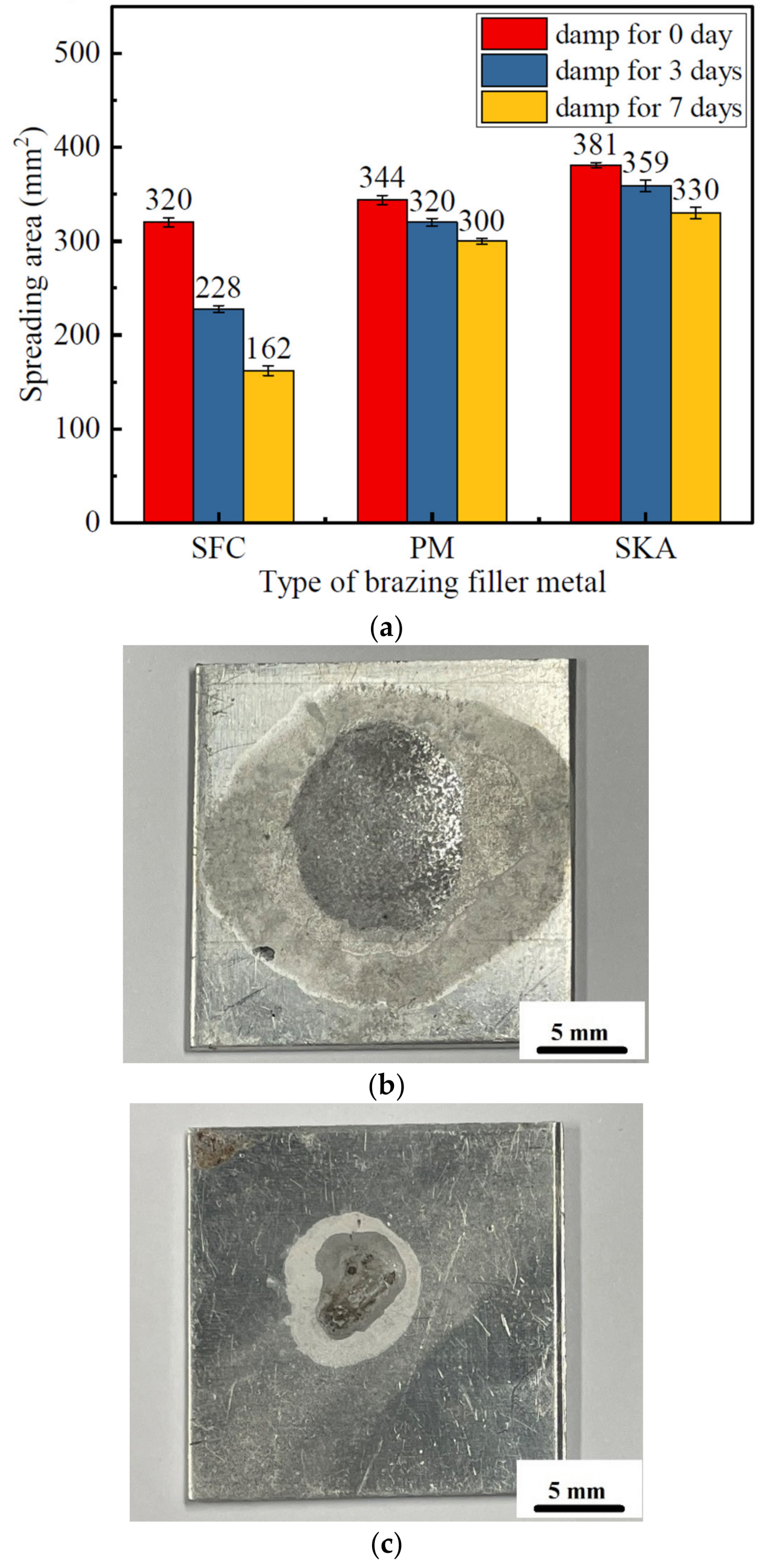
3.2.2. Spreading Performance
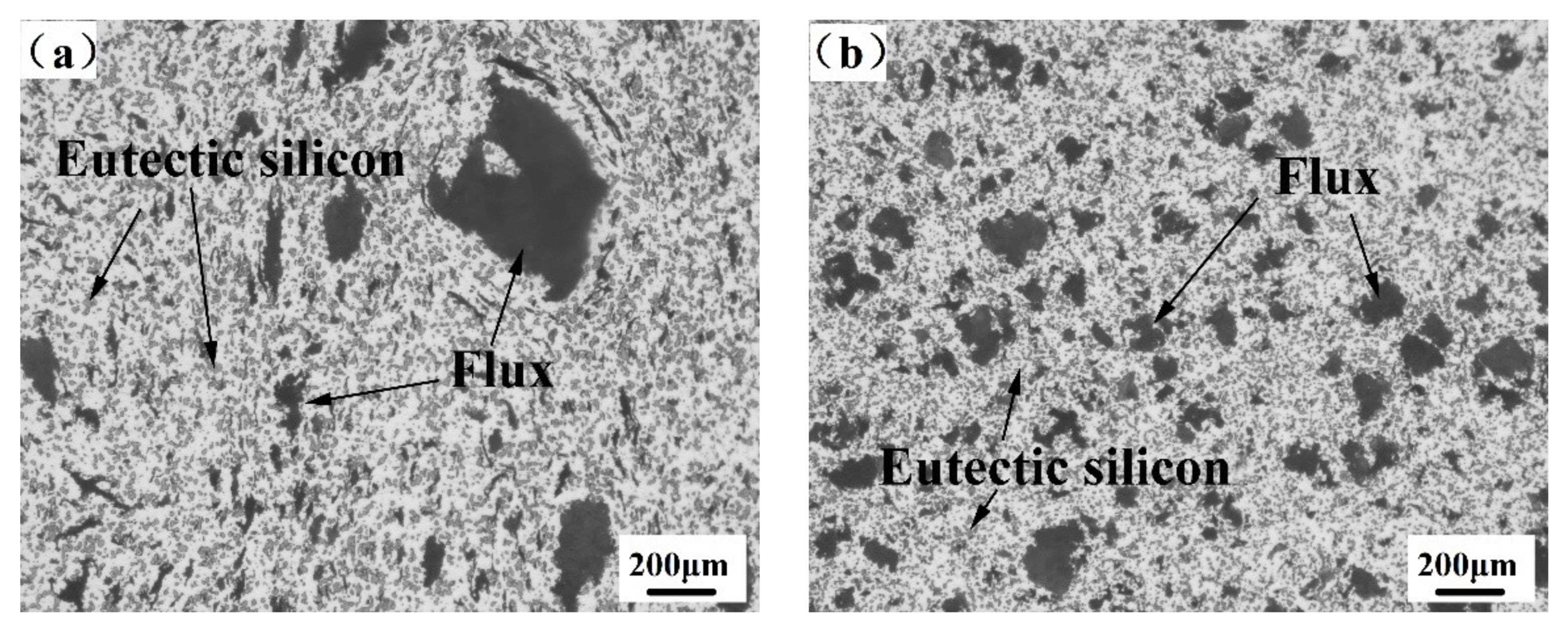
3.3. Brazing Filler Metal Microstructure Analysis
3.4. Microstructure and Properties of Brazed Joints
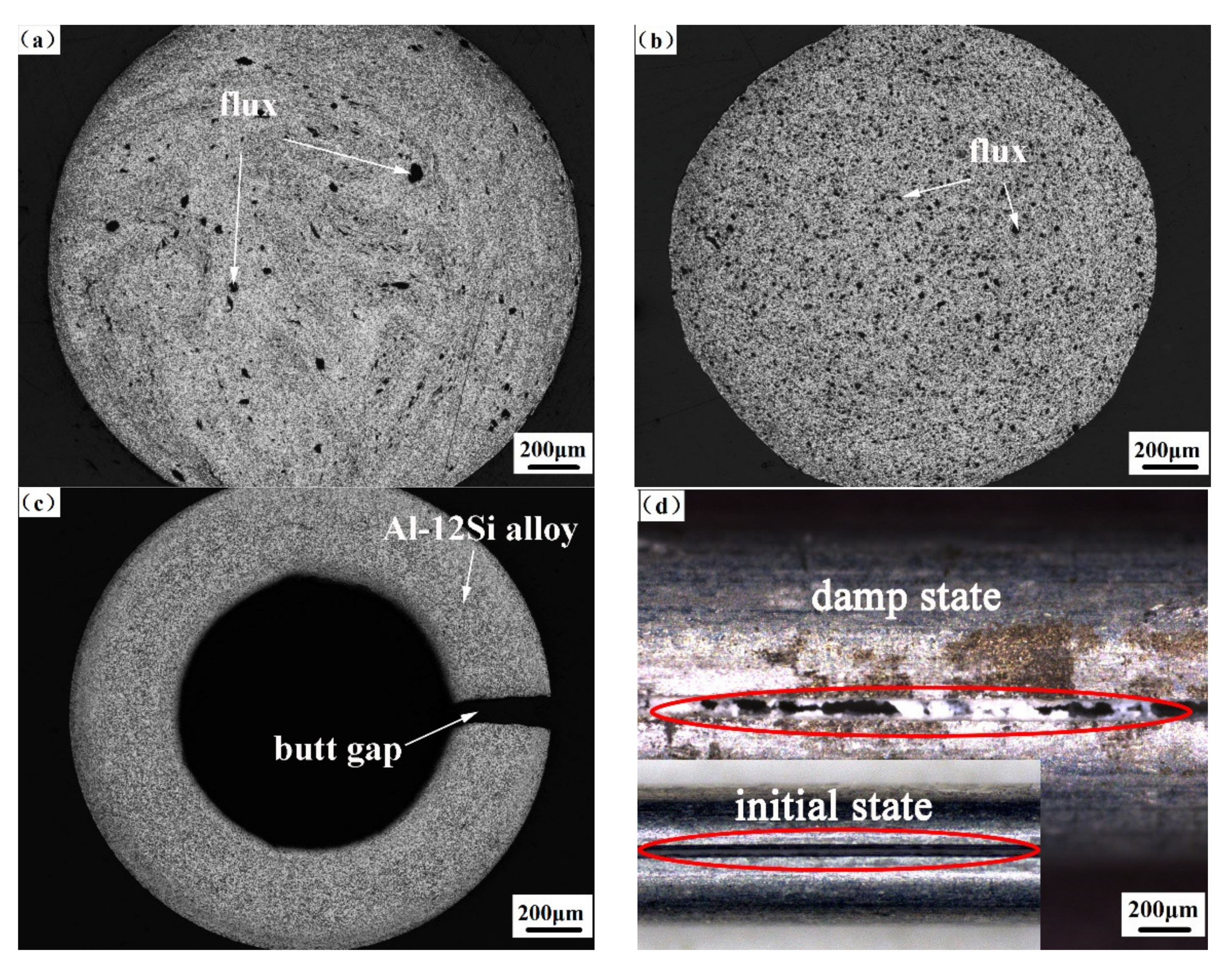
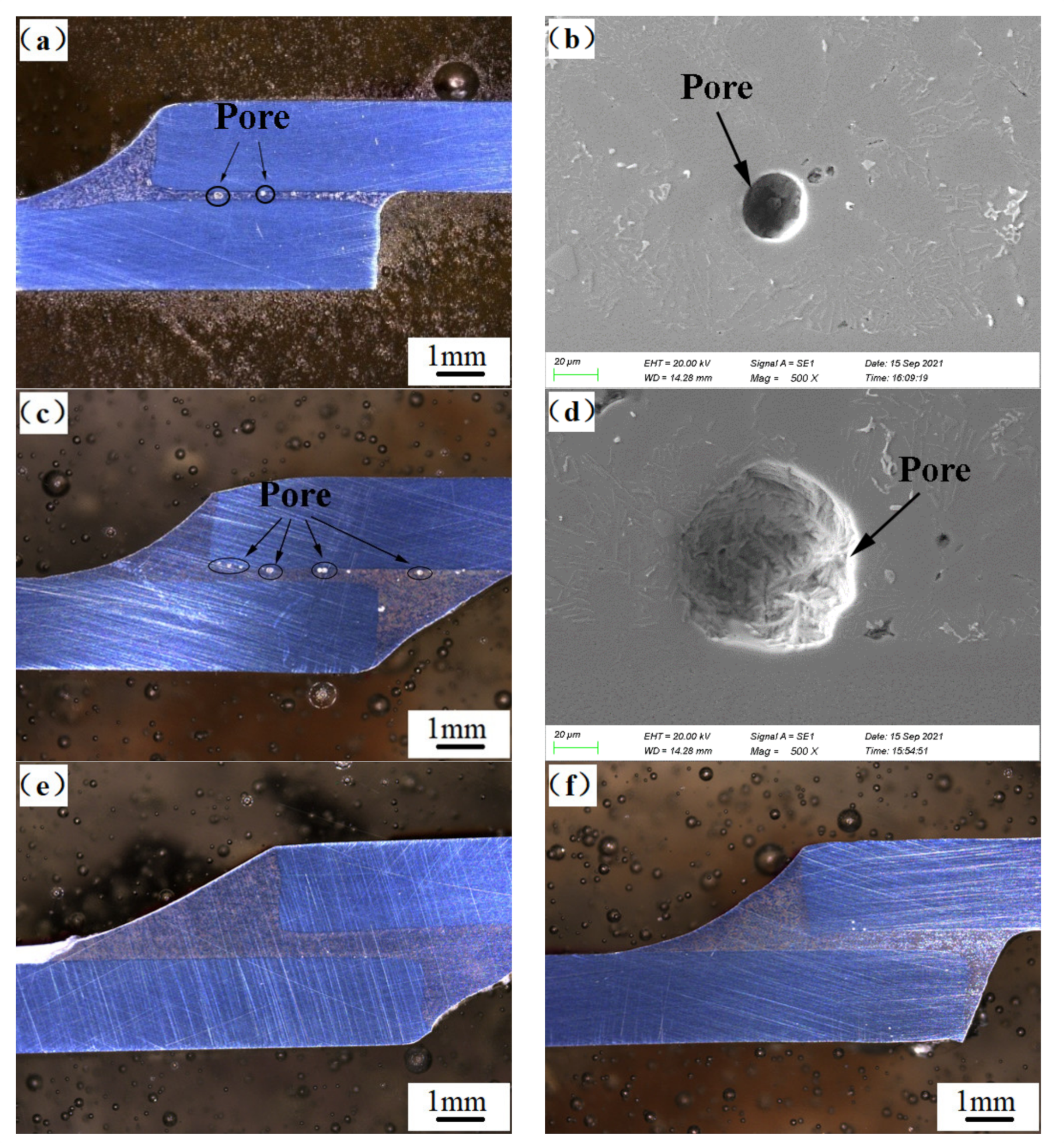
3.4.1. Defects of Brazed Joints
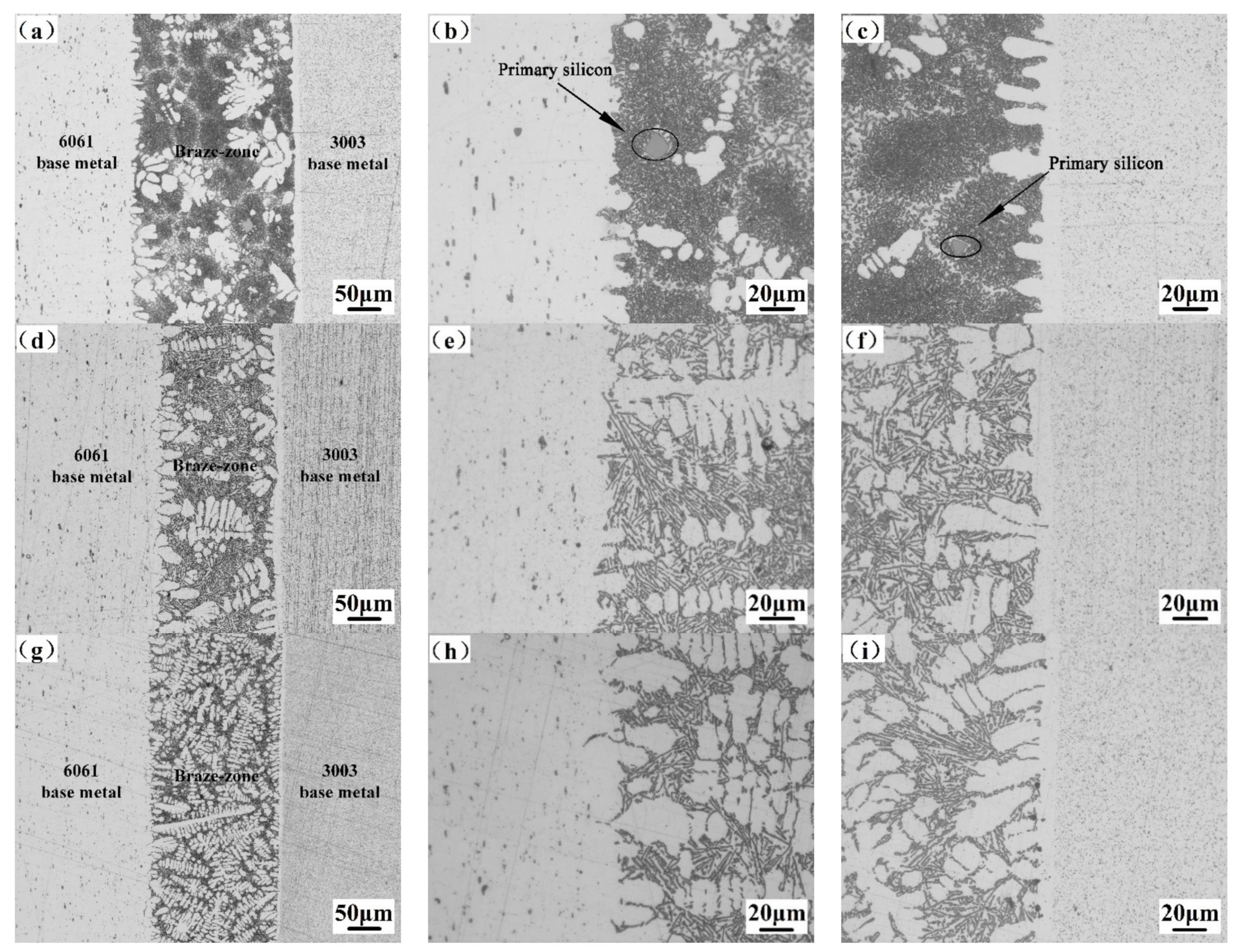
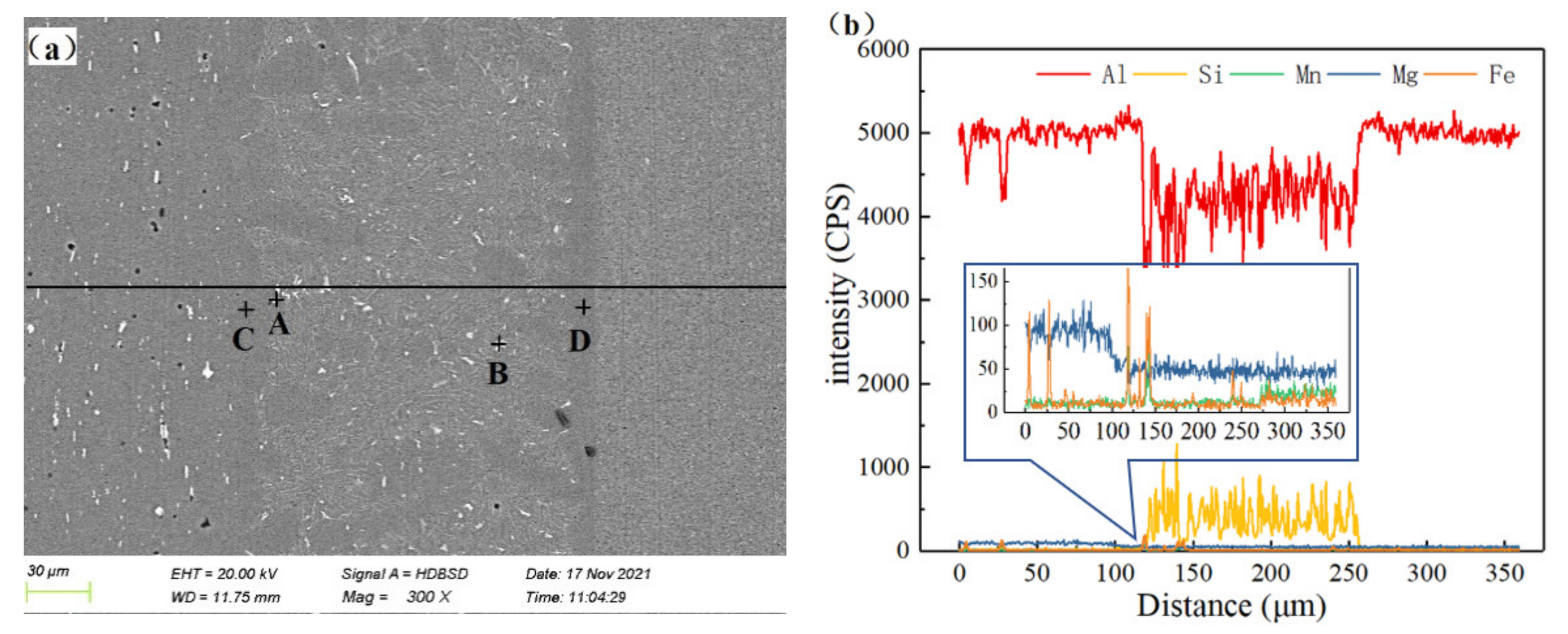
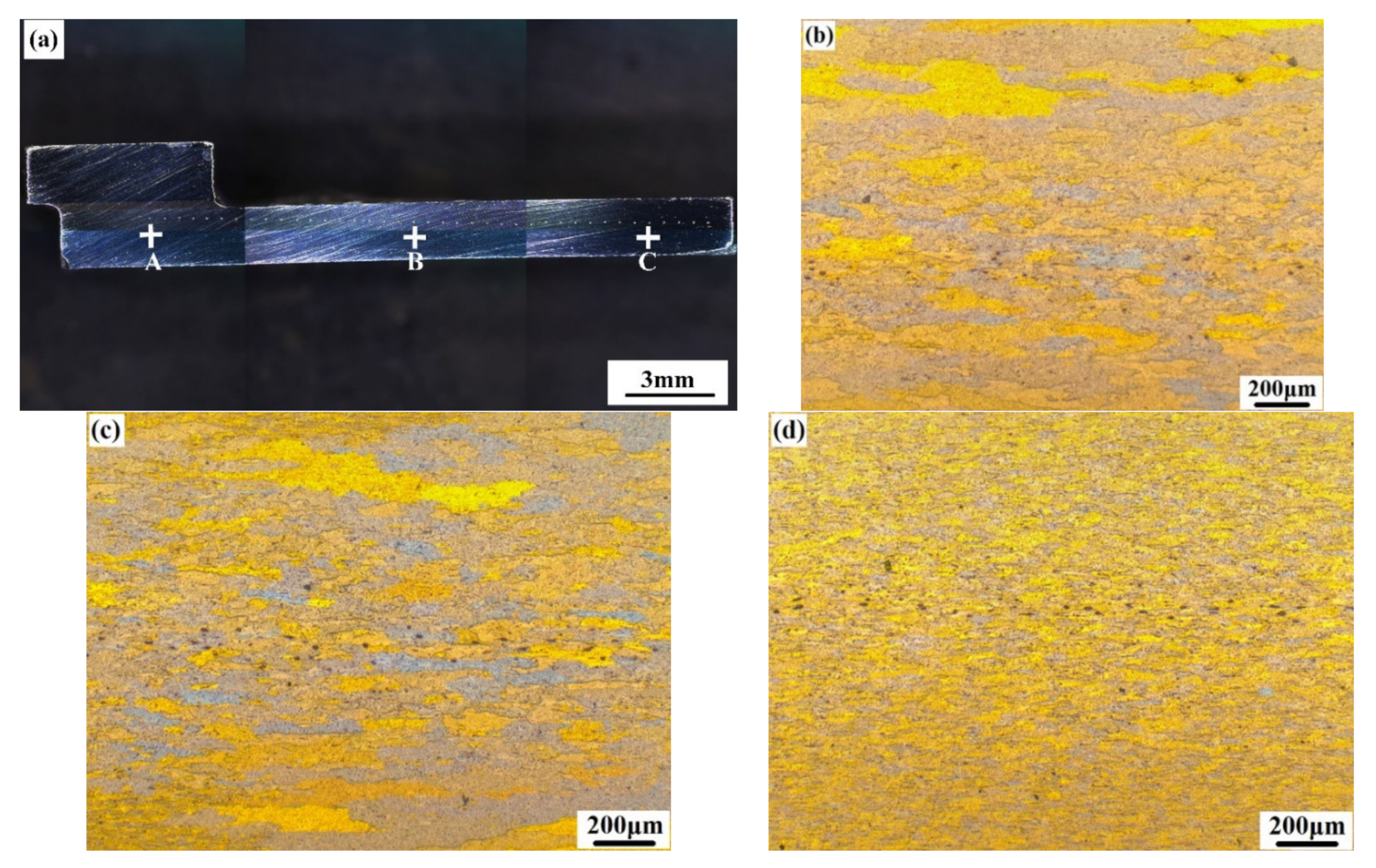
3.4.2. Microstructure of Brazed Joint
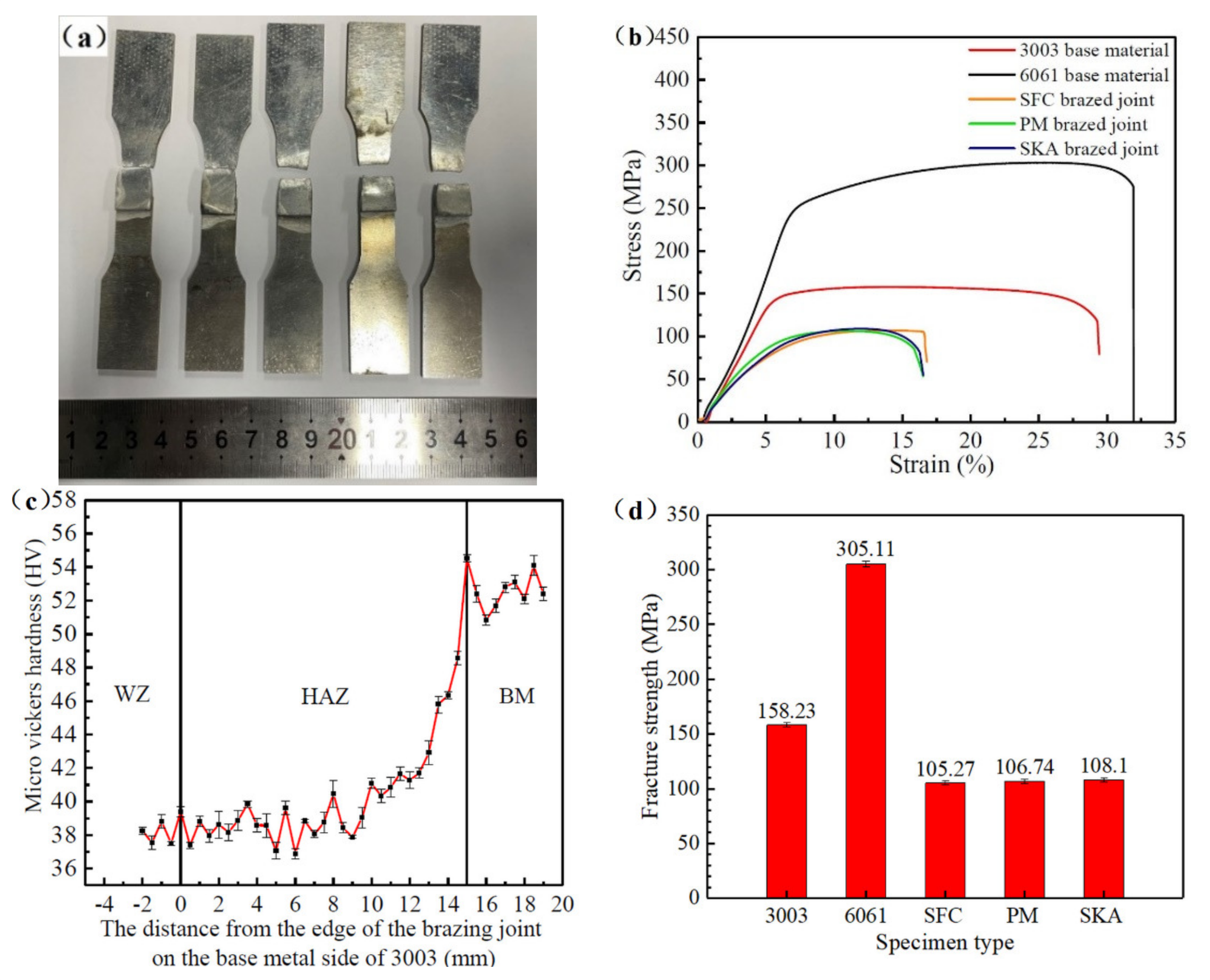
3.4.3. Mechanical Properties of the Brazed Joints
4. Conclusions
- (1)
- The moisture-resistance performance of composite brazing filler metal was obviously better than unprotected powder flux and SFC brazing filler metal with insufficient protection effect. After different brazing filler metals were placed in a humid environment for 7 days, the moisture absorption rate of the SFC was 16.97%, which was 74 times and 58 times that of the PM brazing filler metal and the SKA brazing filler metal, respectively.
- (2)
- The spreading areas of the SKA brazing filler metal and the PM brazing filler metal in a humid environment for 3 days were 359 mm2 and 320 mm2, respectively, which were only 5.8% and 7% less than those in the dry state. The spread area of the SFC brazing filler metal was significantly reduced, being 80.9% under dry conditions.
- (3)
- As the flux was affected by moisture, with the increase in moisture absorption, the pores of the SFC brazing joints increased, and the size was increased. The maximum pore diameter increased from 23 μm to 68 μm, while the composite brazing joints still had no obvious pores.
- (4)
- The microstructure and element distribution of the brazing joints of the three kinds of brazing filler metals were not affected by the moisture absorption of the flux. The microhardness of the 3003 base material decreased significantly in the heat-affected zone, and fracturing occurred. The results reveal that the shear strength of the brazed joint was ≥83 Mpa.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Q.Y. Handbook of Brazing and Soldering, 3rd ed.; China Machine Press: Beijing, China, 2017. [Google Scholar]
- Aziz, S.B.; Dewan, M.W.; Huggett, D.J.; Wahab, M.A.; Okeil, A.M.; Liao, T.W. A fully coupled thermomechanical model of friction stir welding (FSW) and numerical studies on process parameters of lightweight aluminum alloy joints. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 1–18. Available online: https://link.springer.com/article/10.1007/s40195-017-0658-4 (accessed on 31 December 2021). [CrossRef]
- Dai, W.; Xue, S.B.; Sun, B.; Lou, J.; Wang, S.Q. Study on microstructure of 6061 aluminum alloy brazed with Al-Si-Zn filler metals bearing Sr and Ti. Rare Met. Mater. Eng. 2013, 42, 2442–2446. Available online: https://www.sciencedirect.com/science/article/abs/pii/S1875537214600357 (accessed on 31 December 2021).
- Yuan, S.J.; Fan, X.B. Developments and perspectives on the precision forming processes for ultra-large size integrated components. Int. J. Extrem. Manuf. 2019, 1, 022002. Available online: https://www.researchgate.net/publication/333933380_Developments_and_perspectives_on_the_precision_forming_processes_for_ultra-large_size_integrated_components (accessed on 31 December 2021). [CrossRef]
- Dai, W.; Xue, S.B.; Lou, J.Y.; Lou, Y.B.; Wang, S.Q. Torch brazing 3003 aluminum alloy with Zn—Al filler metal. Trans. Nonferrous Met. Soc. China 2012, 22, 30–35. Available online: https://www.sciencedirect.com/science/article/pii/S1003632611611357 (accessed on 31 December 2021). [CrossRef]
- Xue, S.B.; Wang, B.; Zhang, L.; Long, W.M. Development of green welding technology in China during the past decade. Mater. Rep. 2019, 33, 2813–2830. [Google Scholar] [CrossRef]
- Xiao, B.; Wang, D.P.; Cheng, F.J.; Wang, Y. Development of ZrF4-containing CsF–AlF3 flux for brazing 5052 aluminium alloy with Zn–Al filler metal. Mater. Des. 2016, 90, 610–617. [Google Scholar] [CrossRef]
- Sun, H.D.; Yu, G.Y.; Chen, S.H.; Huang, J.H.; Yang, J. Effect of Zn-Al filler metals on the characteristics of the joint made by the high-frequency induction brazing of 304 stainless steel and 6A02 aluminum. J. Manuf. Processes 2021, 68, 961–972. [Google Scholar] [CrossRef]
- Xiao, Q. Research on Aluminum Based Filler Metal with Low Melting Point for Brazing 3003 Aluminum Alloy and the Corresponding Brazing Technology. Master’s Thesis, South China University of Technology, Guangzhou, China, 2015. [Google Scholar]
- Wang, B.; Long, W.M.; Zhong, S.J.; Xue, S.B.; Guan, S.K.; Cheng, Y.F. Research development of composite green brazing materials of filler metal and flux. Electr. Weld. Mach. 2021, 51, 1–9. Available online: http://www.71dhj.com/html/2021/02_0311/5349.html (accessed on 31 December 2021).
- Long, W.M.; Li, S.N.; Du, D.; Lu, Q.B.; Jiu, Y.T.; Gao, Y. Morphological evolution and development trend of brazing materials. Rare Met. Mater. Eng. 2019, 48, 3781–3790. Available online: http://www.rmme.ac.cn/rmme/ch/reader/create_pdf.aspx?file_no=20180580&flag=1&journal_id=rmme&year_id=2019 (accessed on 31 December 2021).
- Wang, B.; Long, W.M.; Wang, M.F.; Yin, P.Z.; Guan, S.K.; Zhong, S.J.; Xue, S.B. Research progress in relation to composite brazing materials with flux. Crystals 2021, 11, 1045. [Google Scholar] [CrossRef]
- Sunkwang Brazing Filler Metal Company., Ltd. Flux-Containing Brazing Agent Brazed at Low Temperature. South Korea Patent WO2005123309A1, 29 December 2005. [Google Scholar]
- Sandvik Osprey Limited; Sapa Heat Transfer AB. Brazing Piece, a Method of Making a Brazing Piece, and a Method of Brazing and Components Made from Said Brazing Piece. U.S. Patent US8871356B2, 28 October 2014. Available online:https://patents.glgoo.top/patent/US8871356B2/en?q=A+BRAZING+PIECE%2c+A+METHOD+OF+MAKING+A+BRAZING+PIECE%2c+AND+A+METHOD+OF+BRAZING+AND+COMPONENTS+MADE+FROM+SAID+BRAING+PIECE&oq=A+BRAZING+PIECE%2c+A+METHOD+OF+MAKING+A+BRAZING+PIECE%2c+AND+A+METHOD+OF+BRAZING+AND+COMPONENTS+MADE+FROM+SAID+BRAZING+PIECE (accessed on 31 December 2021).
- Shutov, I.V.; Kamaeva, L.V.; Khamidullina, A.R.; Krivilev, M.D.; Sekulic, D.P. Phase transformations under heat treatment of Al-Si + flux composite brazing metal. Met. Sci. Heat Treat. 2020, 62, 498–501. [Google Scholar] [CrossRef]
- Shutov, I.V.; Kamaeva, L.V.; Krivilyov, M.D.; Yu, C.N.; Mesarovic, S.D.; Sekulic, D.P. Effect of processing parameters on microstructure in brazing of Al-Si alloys. J. Cryst. Growth 2020, 530, 125287. Available online: https://www.sciencedirect.com/science/article/pii/S0022024819305020 (accessed on 31 December 2021). [CrossRef]
- Li, X.P.; Long, W.M.; Chen, X.; Sheng, Y.X.; Zhong, S.J.; Pei, Y.Y. Influence of sintering pressure on property of self-fluxing filler metal. Trans. China Weld. Inst. 2015, 36, 97–100. [Google Scholar]
- Li, X.P.; Long, W.M.; Sheng, Y.X.; Pei, Y.Y.; Ding, T.R.; Zhang, G.X. Effect of sintering time on microstructure and mechanical properties of self fluxing filler metal. Trans. China Weld. Inst. 2014, 35, 59–62. [Google Scholar]
- GB/T 11364-2008; Test Method of Wettability for Brazing Filler Metals. Standardization Administration: Beijing, China, 2008.
- GB/T 11363-2008; Test Method of the Strength for Brazed and Soldered Joint. Standardization Administration: Beijing, China, 2008.
- Chen, W. Study on the Microstructure Evolution of α-Al2O3 in the Foemation Process and It’s Contrlling. Ph.D. Thesis, Central South University, Changsha, China, 2010. [Google Scholar]
- Li, Q.L.; Xia, T.D.; Lan, Y.F.; Zhao, W.J.; Fan, L.; Li, P.F. Effect of in situ gamma-Al2O3 particles on the microstructure of hypereutectic Al-20%Si alloy. J. Alloys Compd. 2013, 577, 232–236. [Google Scholar] [CrossRef]
- Benson, K.N.; Li, J.Y.; Tan, Y.; Sun, Q.Q.; Li, P.T. Grain refinement of primary silicon in hypereutectic Al-Si alloys by different P-containing compounds. China Foundry 2021, 18, 37–44. [Google Scholar]
- Wang, J.; Jiao, X.Y.; Xie, H.L.; Deng, B.; Xiong, S.M. Crack configuration feature and fracture surface difference for high pressure die casting hypereutectic Al-Si alloys in high cycle fatigue. Int. J. Fatigue 2021, 153, 106469. [Google Scholar] [CrossRef]
- Narducci, C., Jr.; Brollo, G.L.; de Siqueira, R.H.M.; Antunes, A.S.; Abdalla, A.J. Effect of Nb addition on the size and morphology of the β-Fe precipitates in recycled Al-Si alloys. Sci. Rep. 2021, 11, 9613. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, D.; Zhou, Y.; Chong, X.; Li, X.; Zhang, H.; Nagaumi, H. Exploring crystal structures, stability and mechanical properties of Fe, Mn-containing intermetallics in Al-Si Alloy by experiments and first-principles calculations. J. Alloys Compd. 2021, 876, 160022. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0925838821014316 (accessed on 31 December 2021). [CrossRef]
- Suzuki, K.; Sasaki, T.; Anami, T. The effect of intermediate annealing condition on recrystallization behavior in continuous cast Al-Mn alloy. Mater. Sci. Forum 2014, 794, 1251–1256. Available online: https://www.scientific.net/MSF.794-796.1251 (accessed on 31 December 2021). [CrossRef]
- Zhao, Q.; Zhang, H.; Qiu, F.; Jiang, Q.C. Strain-induced precipitation kinetics during non-isothermal annealing of Al-Mn alloys. J. Alloys Compd. 2018, 735, 2275–2280. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0925838817341427 (accessed on 31 December 2021). [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Type of Brazing Filler Metal or Flux | Abbreviation | Damp Duration /Day |
|---|---|---|---|
| 1 | The seamed flux cored Al-12Si brazing filler metal | SFC brazing filler metal | 0 |
| 2 | 3 | ||
| 3 | 7 | ||
| 4 | The powder metallurgy Al-12Si brazing filler metal | PM brazing filler metal | 0 |
| 5 | 3 | ||
| 6 | 7 | ||
| 7 | The SKA 200 type composite brazing filler metal | SKA brazing filler metal | 0 |
| 8 | 3 | ||
| 9 | 7 |
| Test Point | Element Type | ||||
|---|---|---|---|---|---|
| Al | Si | Fe | Mn | Mg | |
| A | 66.83 | 27.82 | 3.39 | 1.96 | 0 |
| B | 75.98 | 10.58 | 10.27 | 3.17 | 0 |
| C | 98.5 | 0.8 | 0 | 0 | 0.7 |
| D | 98.7 | 1.3 | 0 | 0 | 0 |
| Number | Test Board Width /mm | Test Board Thickness /mm | Lap Width /mm | Tensile Strength /Mpa | Break Location |
|---|---|---|---|---|---|
| 1 | 11.8 | 2 | 5 | 103.06 | 3003 base material heat affected zone |
| 2 | 11.8 | 2 | 5 | 106.89 | |
| 3 | 11.8 | 2 | 5 | 106.58 | |
| 4 | 11.8 | 2 | 2 | 102.72 | |
| 5 | 11.8 | 2 | 2 | 102.65 | |
| 6 | 11.8 | 2 | 2 | 104.84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fei, W.; Wang, B.; Lou, Y.; Long, W.; Deng, J.; Zhang, L.; Yin, P.; Wang, S. Study on Novel Powder Metallurgy Al-Si Brazing Filler Metal with Flux. Crystals 2022, 12, 544. https://doi.org/10.3390/cryst12040544
Fei W, Wang B, Lou Y, Long W, Deng J, Zhang L, Yin P, Wang S. Study on Novel Powder Metallurgy Al-Si Brazing Filler Metal with Flux. Crystals. 2022; 12(4):544. https://doi.org/10.3390/cryst12040544
Chicago/Turabian StyleFei, Wenpan, Bo Wang, Yinbin Lou, Weimin Long, Jianfeng Deng, Lei Zhang, Pengzhi Yin, and Shuiqing Wang. 2022. "Study on Novel Powder Metallurgy Al-Si Brazing Filler Metal with Flux" Crystals 12, no. 4: 544. https://doi.org/10.3390/cryst12040544
APA StyleFei, W., Wang, B., Lou, Y., Long, W., Deng, J., Zhang, L., Yin, P., & Wang, S. (2022). Study on Novel Powder Metallurgy Al-Si Brazing Filler Metal with Flux. Crystals, 12(4), 544. https://doi.org/10.3390/cryst12040544