


Effect of External Magnetic Field on the Forming, Microstructure and Property of TC4 Titanium Alloy during the Directed Energy Deposition Arc Additive Manufacturing




Abstract
:1. Introduction
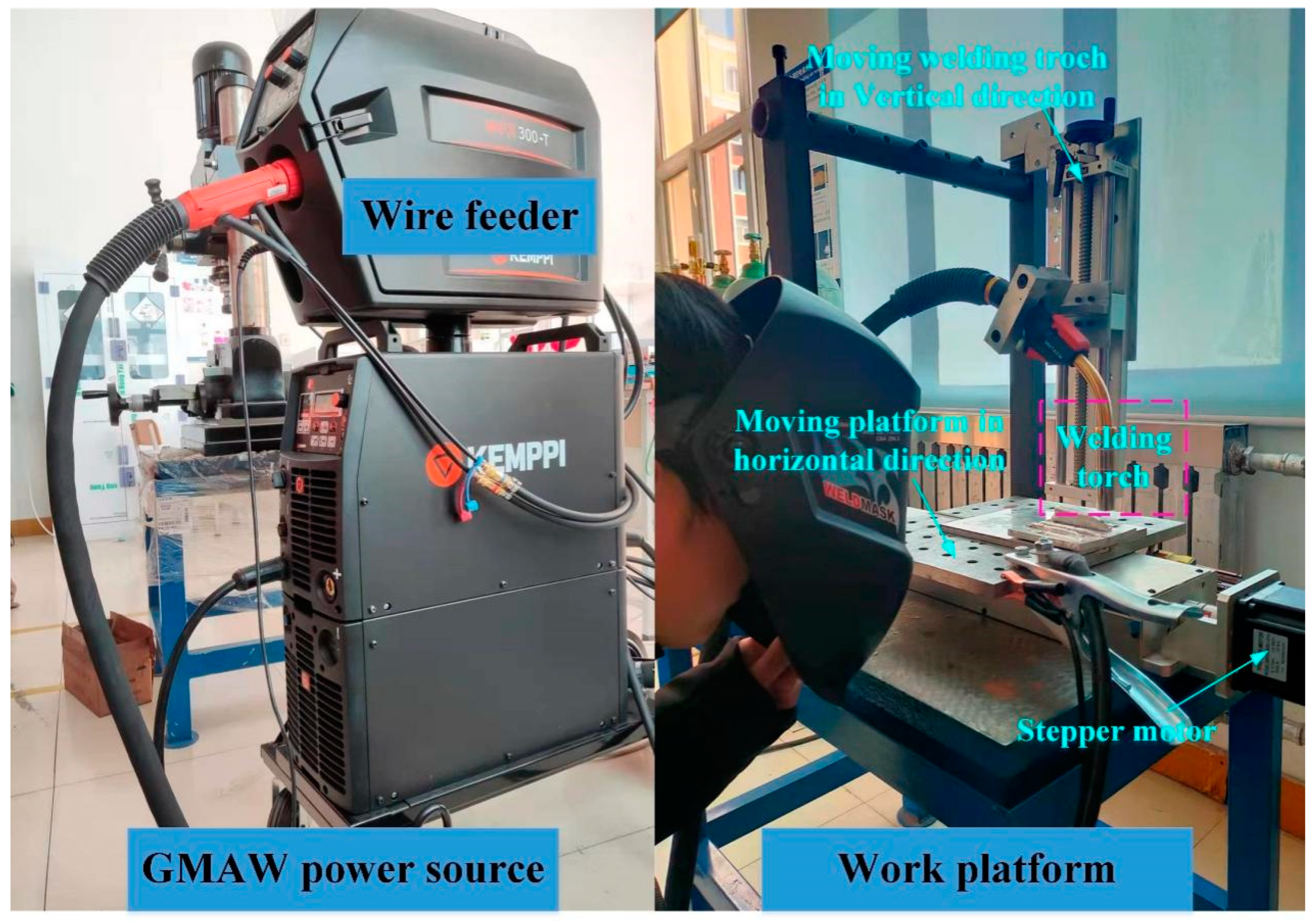
2. Experiment Material and Method
3. Results and Discussion
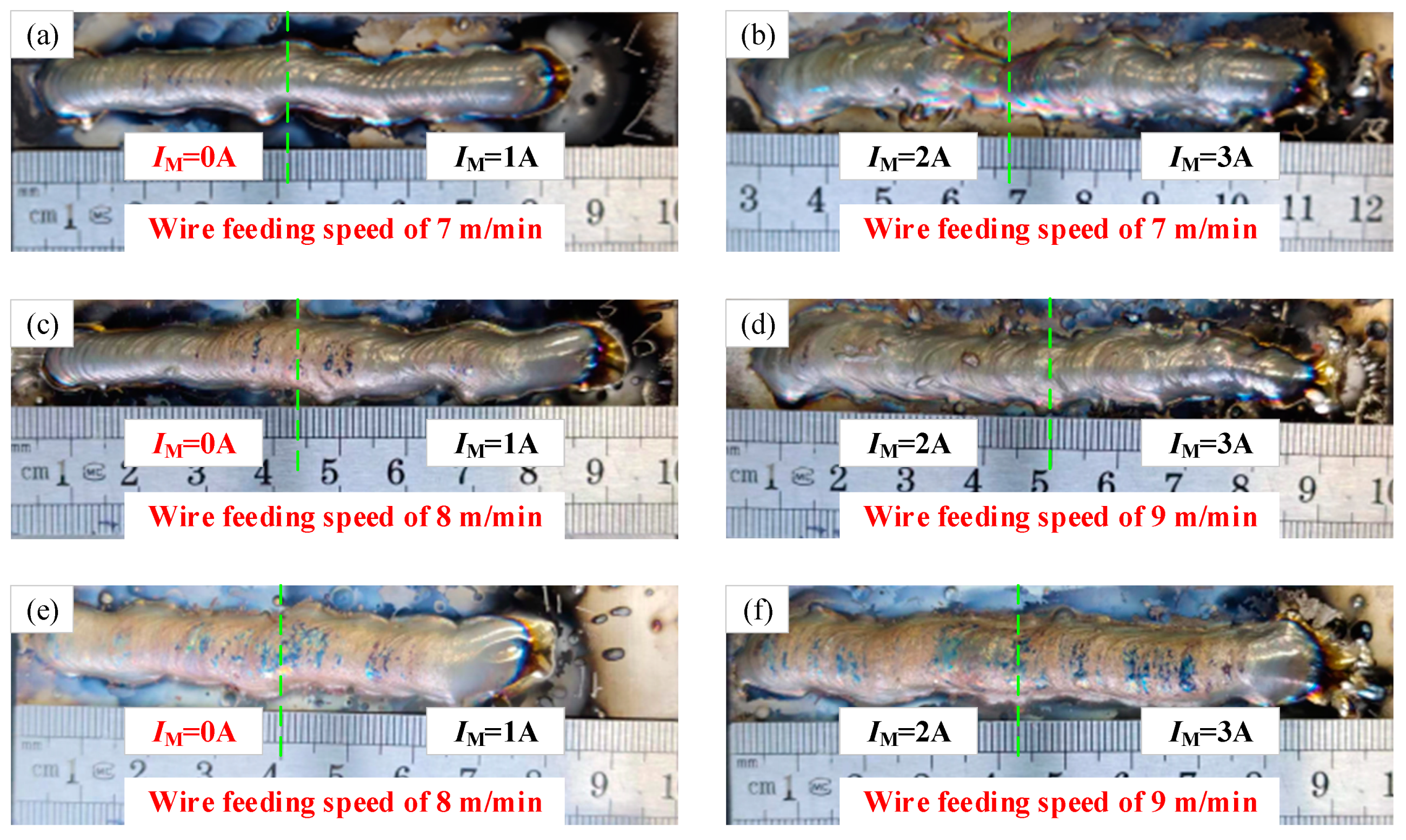
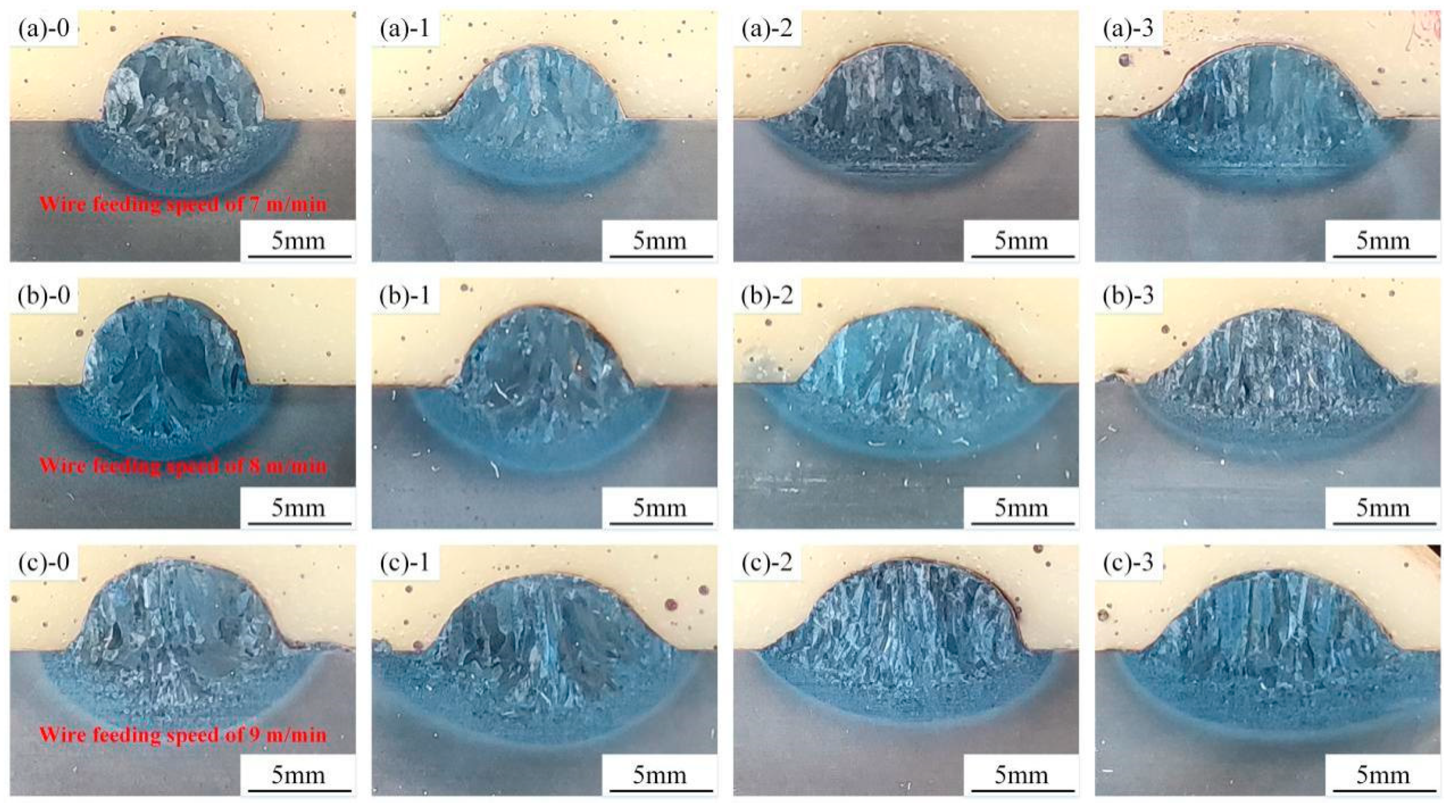
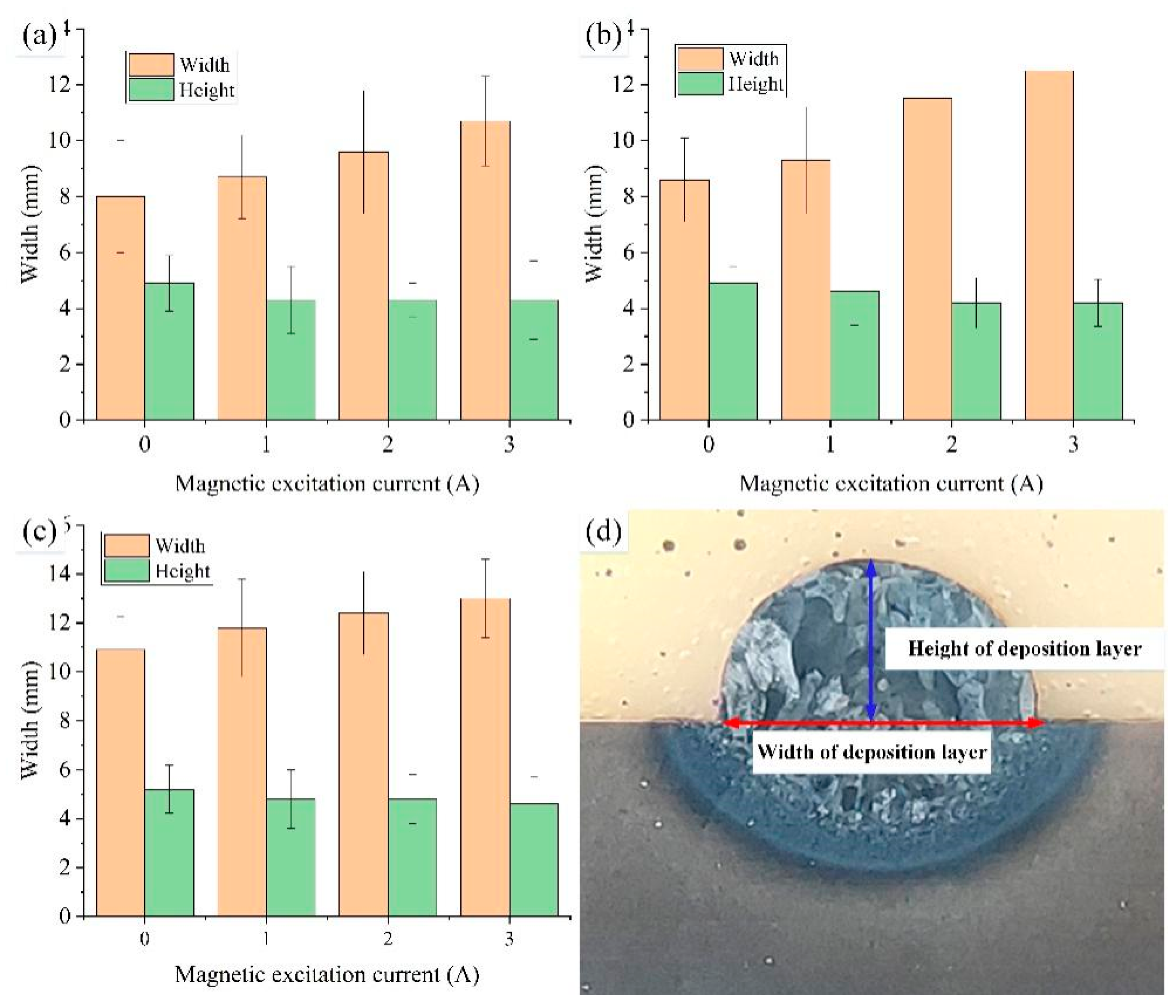
3.1. Single Deposition Forming
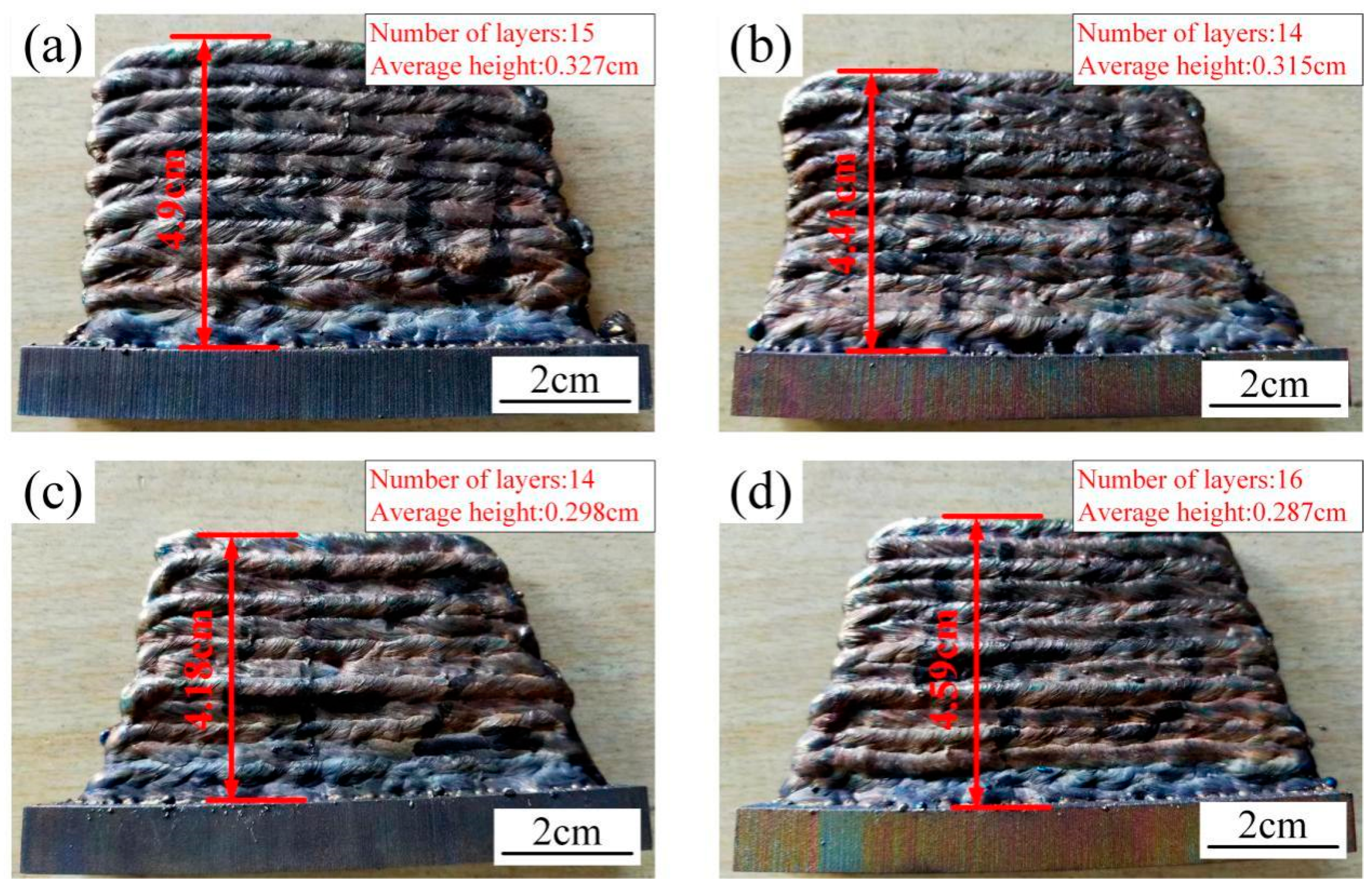
3.2. Thin-Walled Additive Manufacturing Component
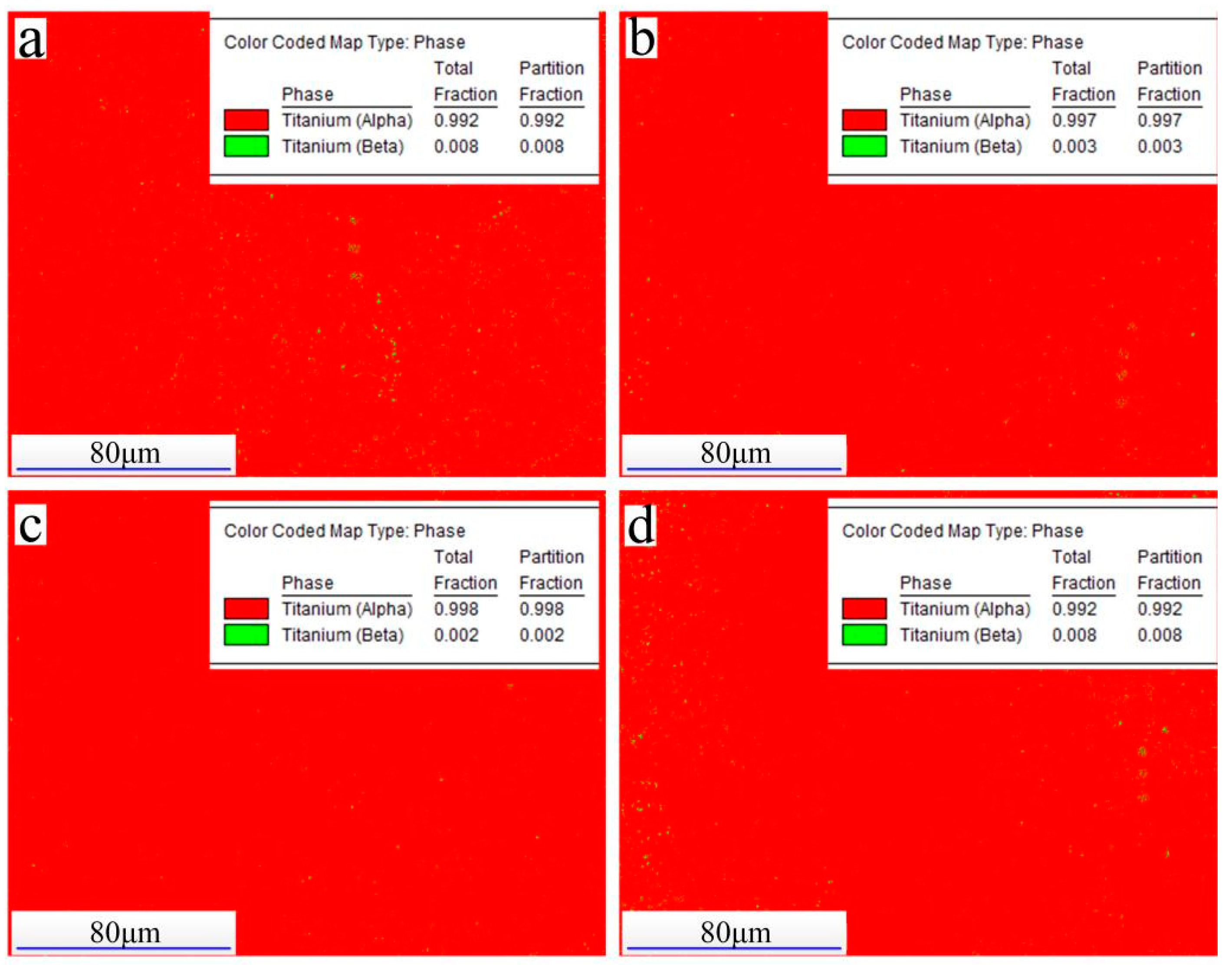
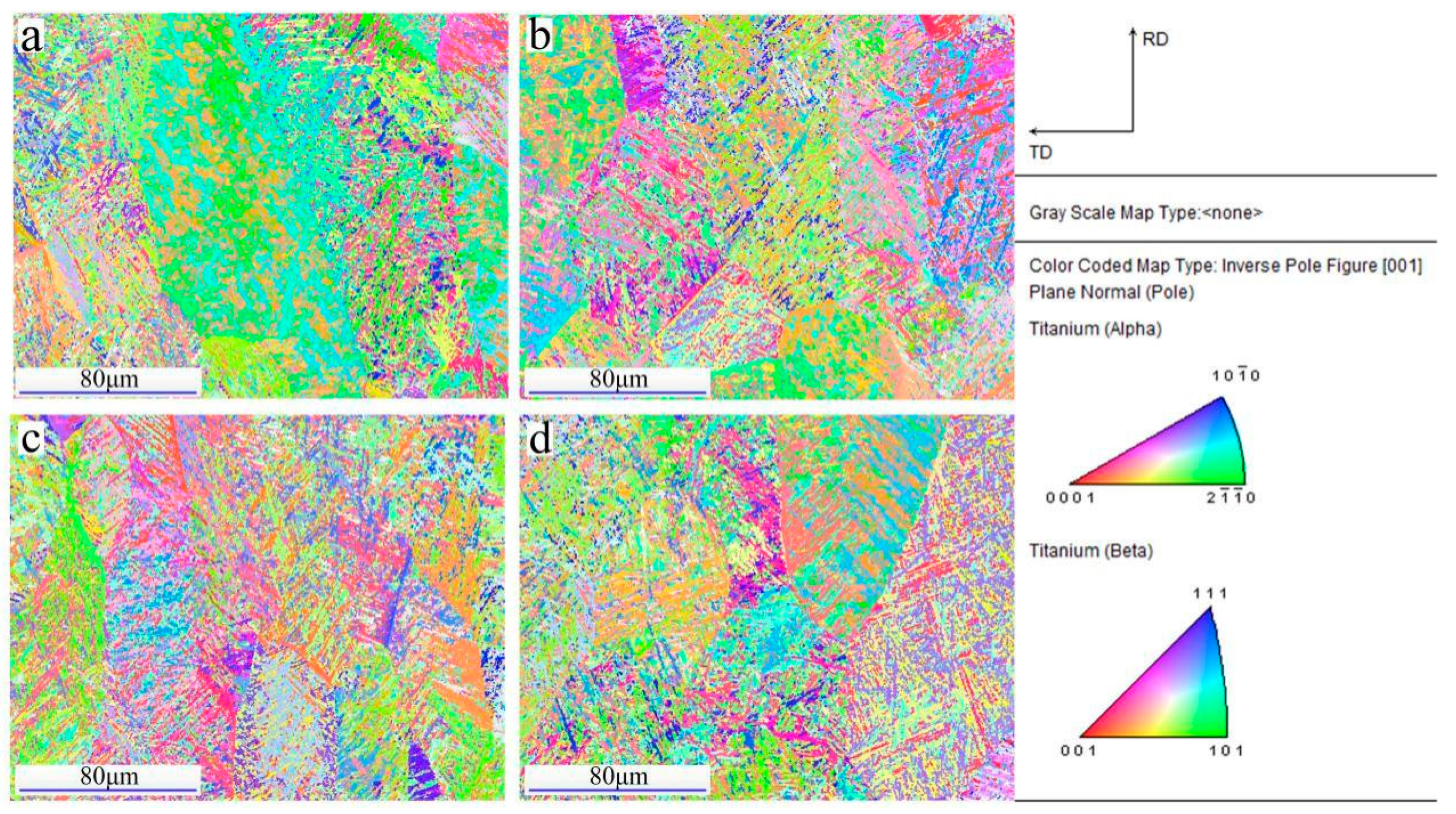
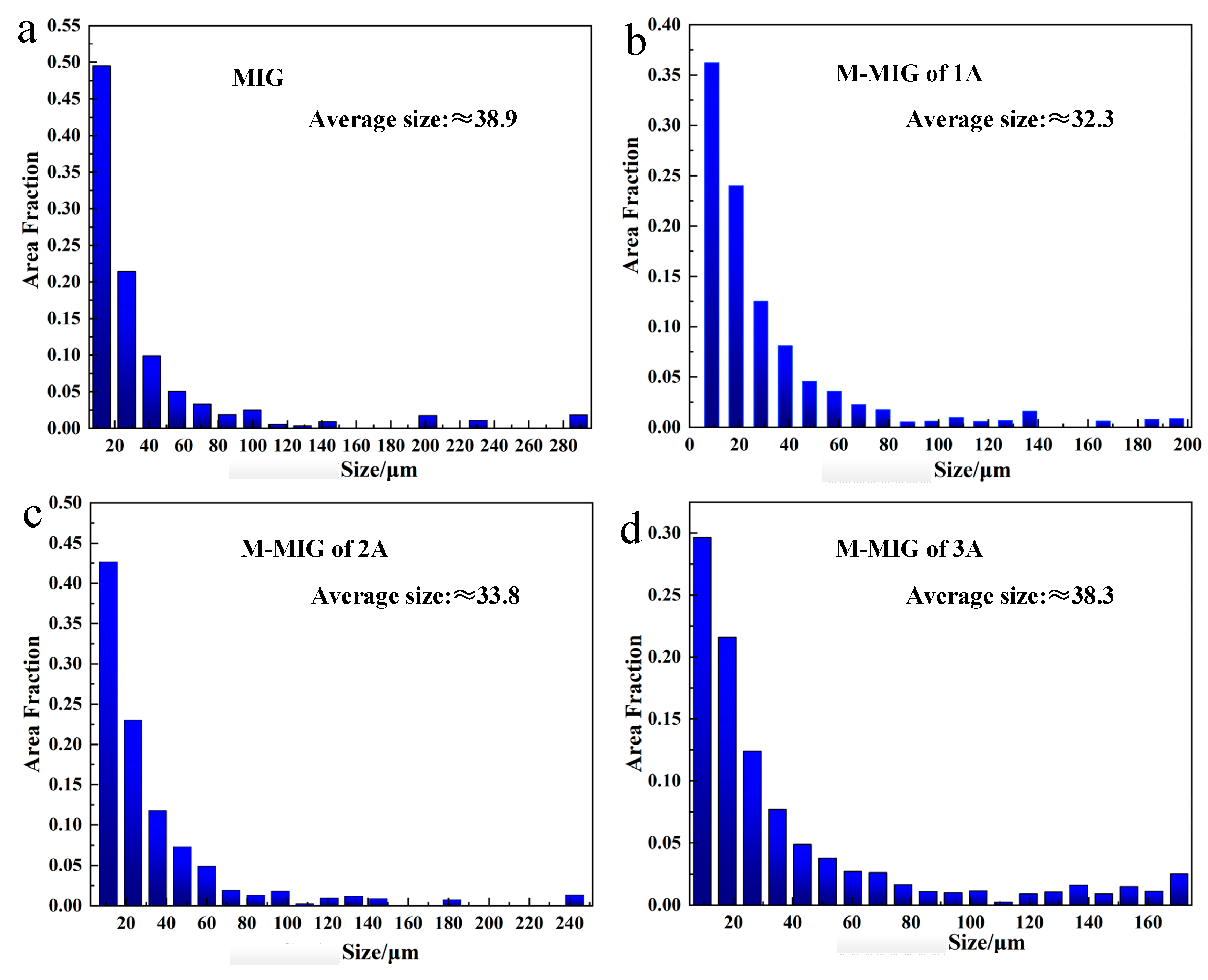
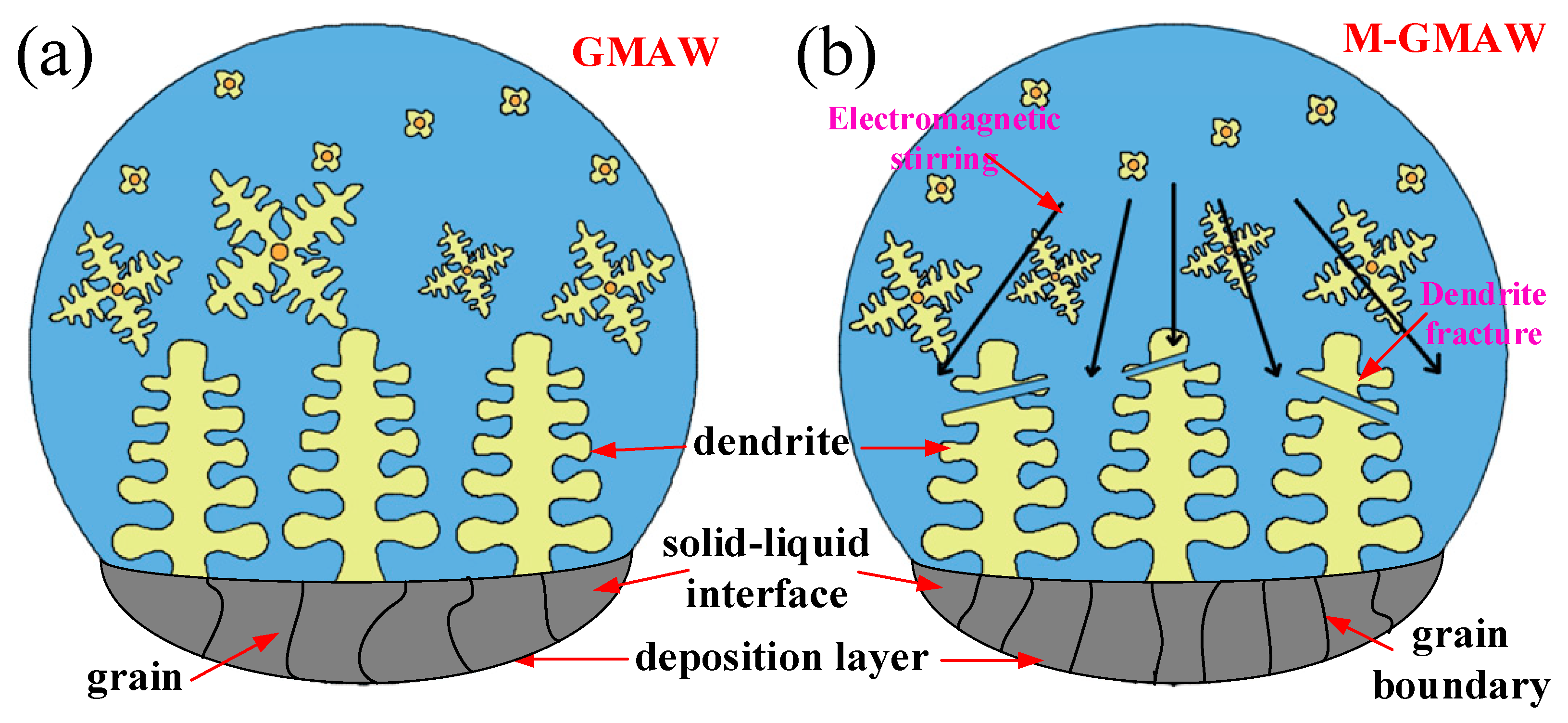
3.3. Microstructure
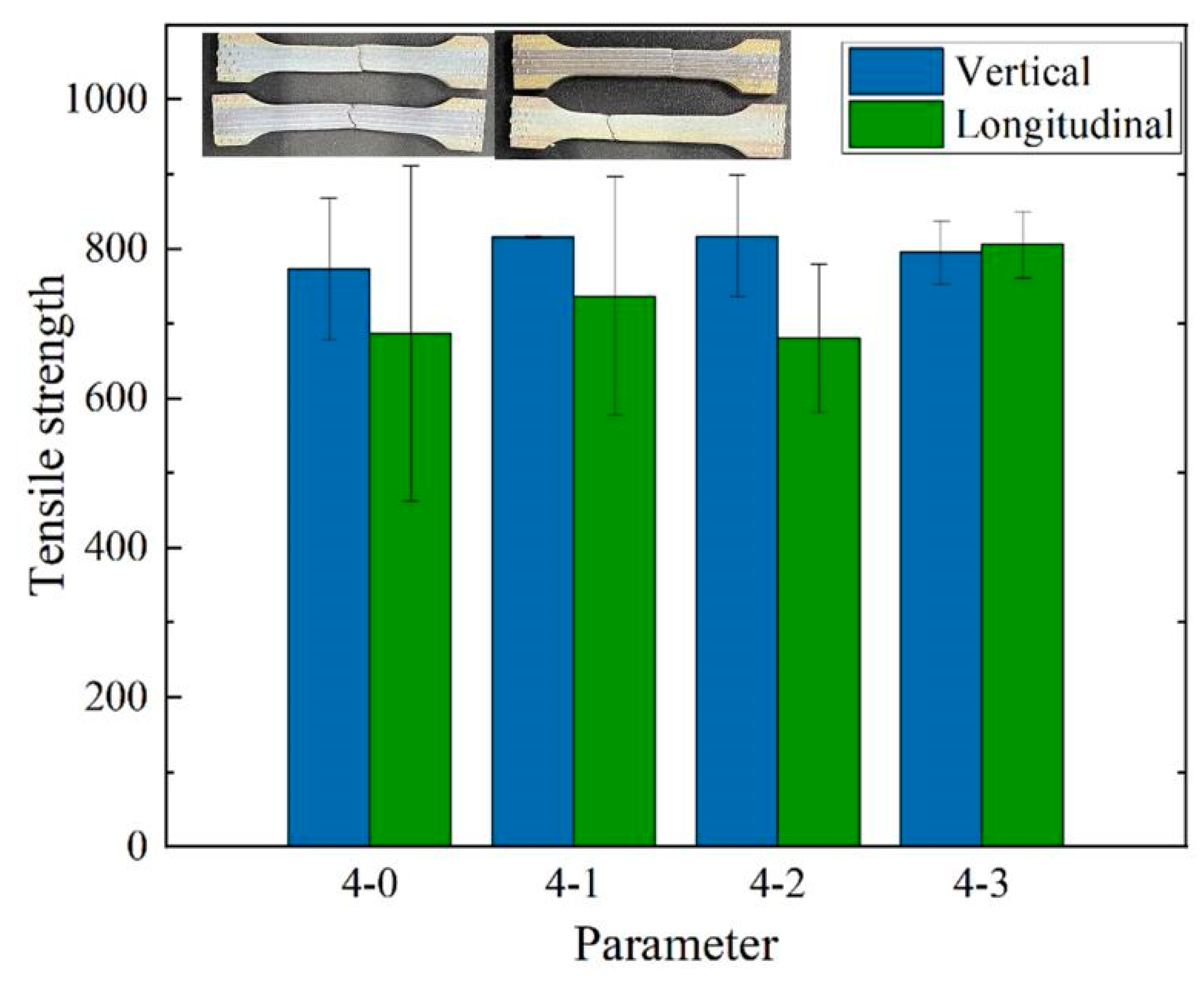
3.4. Mechanical Property
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, C.; Chen, F.; Yang, Y.; Zhang, H. Study on appearance and mechanical behavior of additively manufacturing of Ti–6Al–4V alloy by using cold metal transfer. CIRP J. Manuf. Sci. Technol. 2021, 35, 250–258. [Google Scholar] [CrossRef]
- Chen, C.; Fan, C.; Cai, X.; Lin, S.; Liu, Z.; Fan, Q.; Yang, C. Investigation of formation and microstructure of Ti-6Al-4V weld bead during pulse ultrasound assisted TIG welding. J. Manuf. Process. 2019, 46, 241–247. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Polden, J.; Li, H.; Xu, Y.; Chen, S.; Zhang, Y. A review on wire arc additive manufacturing: Monitoring, control and a framework of automated system. J. Manuf. Syst. 2020, 57, 31–45. [Google Scholar] [CrossRef]
- Martina, F.; Colegrove, P.A.; Williams, S.W.; Meyer, J. Microstructure of Interpass Rolled Wire + Arc Additive Manufacturing Ti-6Al-4V Components. Metall. Mater. Trans. A 2015, 46, 6103–6118. [Google Scholar] [CrossRef] [Green Version]
- Hönnige, J.R.; Davis, A.E.; Ho, A.; Kennedy, J.R.; Neto, L.; Prangnell, P.; Williams, S. The Effectiveness of Grain Refinement by Machine Hammer Peening in High Deposition Rate Wire-Arc AM Ti-6Al-4V. Metall. Mater. Trans. A 2020, 51, 3692–3703. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Rosales, M.A.; Colegrove, P.A.; Hönnige, J.R.; Ho, A.; Fayolle, R.; Eyitayo, K.; Stan, I.; Sukrongpang, P.; Crochemore, A.; et al. Interpass rolling of Ti-6Al-4V wire+arc additively manufactured features for microstructural refinement. Addit. Manuf. 2018, 21, 340–349. [Google Scholar] [CrossRef]
- Zhu, Y.; Tian, X.; Li, J.; Wang, H. The anisotropy of laser melting deposition additive manufacturing Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy. Mater. Des. 2015, 67, 538–542. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Lin, X.; Tan, H.; Huang, W.D. Grain morphology control and texture characterization of laser solid formed Ti6Al2Sn2Zr3Mo1.5Cr2Nb titanium alloy. J. Mater. Process. Technol. 2016, 238, 202–211. [Google Scholar] [CrossRef]
- Davis, A.E.; Breheny, C.I.; Fellowes, J.; Nwankpa, U.; Martina, F.; Ding, J.; Machry, T.; Prangnell, P.B. Mechanical performance and microstructural characterisation of titanium alloy-alloy composites built by wire-arc additive manufacture. Mater. Sci. Eng. A 2019, 765, 138289. [Google Scholar] [CrossRef]
- Mashreghi, A.; Ghalandari, L.; Reihanian, M.; Moshksar, M.M. Processing, Strength and Ductility of Bulk Nanostructured Metals Produced by Sever Plastic Deformation: An Overview. Mater. Sci. Forum 2009, 633–634, 131–150. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, X.; Shen, Q.; Su, C.; Zhang, Y.; Jayalakshmi, S.; Singh, R.A. Effect of magnetic Field on the microstructure and mechanical properties of inconel 625 superalloy fabricated by wire arc additive manufacturing. J. Manuf. Process. 2021, 64, 10–19. [Google Scholar] [CrossRef]
- Wang, T.; Mazánová, V.; Liu, X. Ultrasonic effects on gas tungsten arc based wire additive manufacturing of aluminum matrix nanocomposite. Mater. Des. 2022, 214, 110393. [Google Scholar] [CrossRef]
- Zhou, X.; Tian, Q.; Du, Y.; Zhang, Y.; Bai, X.; Zhang, Y.; Zhang, H.; Zhang, C.; Yuan, Y. Investigation of the effect of torch tilt and external magnetic field on arc during overlapping deposition of wire arc additive manufacturing. Rapid Prototyp. J. 2021, 27, 24–36. [Google Scholar] [CrossRef]
- Wu, H.; Chang, Y.; Lu, L.; Bai, J. Review on magnetically controlled arc welding process. Int. J. Adv. Manuf. Technol. 2017, 91, 4263–4273. [Google Scholar] [CrossRef]
- Li, H.; Li, C.; Li, Z.X. Progress in Power Ultrasound Effect on Molten Metal Shaping and Its Visualization. J. Mater. Eng. 2017, 45, 118–126. [Google Scholar]
- Chen, Q.; Lin, S.; Yang, C.; Fan, C.; Ge, H. Grain fragmentation in ultrasonic-assisted TIG weld of pure aluminum. Ultrason. Sonochemistry 2017, 39, 403–413. [Google Scholar] [CrossRef] [PubMed]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Brandt, M.; StJohn, D.H.; Qian, M. Grain refinement of stainless steel in ultrasound-assisted additive manufacturing. Addit. Manuf. 2021, 37, 101632. [Google Scholar] [CrossRef]
- Sharma, P.; Chattopadhyaya, S.; Singh, N.K. A review on magnetically supported gas metal arc welding process for magnesium alloys. Mater. Res. Express 2019, 6, 082002. [Google Scholar] [CrossRef]
- Sundaresan, S.; Ram, G.D.J. Use of magnetic arc oscillation for grain refinement of gas tungsten arc welds in α–β titanium alloys. Sci. Technol. Weld. Join. 1999, 4, 151–160. [Google Scholar] [CrossRef]
- Chen, C.; Li, W.; Du, W.; Liu, J.; Zhang, H. Feasibility analysis of standing wave ultrasonic-Axial magnetic field hybrid for controlling GTAW arc characteristics. J. Manuf. Process. 2022, 80, 187–195. [Google Scholar] [CrossRef]
- Hunt, J.D. Steady state columnar equiaxed growth of dendrites and eutectic. Mater. Sci. Eng. 1984, 65, 75–83. [Google Scholar] [CrossRef]
- Matsuda, F.; Nakagam, A.H.; Nakata, K. Effect of electromagnetic stirring on weld solidification structure of aluminum alloy. Trans. Jpn. Weld. Soc. 1998, 7, 111–126. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Voltage (V) | Wire Feed Speed (m/min) | Excitation Current (A) |
|---|---|---|---|
| 1 | 30 | 7 | 0 |
| 2 | 1 | ||
| 3 | 2 | ||
| 4 | 3 | ||
| 5 | 8 | 0 | |
| 6 | 1 | ||
| 7 | 2 | ||
| 8 | 3 | ||
| 9 | 9 | 0 | |
| 10 | 1 | ||
| 11 | 2 | ||
| 12 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, Y.; Sun, H.; Cai, X.; Lin, S.; Chen, C. Effect of External Magnetic Field on the Forming, Microstructure and Property of TC4 Titanium Alloy during the Directed Energy Deposition Arc Additive Manufacturing. Crystals 2023, 13, 235. https://doi.org/10.3390/cryst13020235
Bao Y, Sun H, Cai X, Lin S, Chen C. Effect of External Magnetic Field on the Forming, Microstructure and Property of TC4 Titanium Alloy during the Directed Energy Deposition Arc Additive Manufacturing. Crystals. 2023; 13(2):235. https://doi.org/10.3390/cryst13020235
Chicago/Turabian StyleBao, Yubo, Hongwei Sun, Xiaoyu Cai, Sanbao Lin, and Chao Chen. 2023. "Effect of External Magnetic Field on the Forming, Microstructure and Property of TC4 Titanium Alloy during the Directed Energy Deposition Arc Additive Manufacturing" Crystals 13, no. 2: 235. https://doi.org/10.3390/cryst13020235
APA StyleBao, Y., Sun, H., Cai, X., Lin, S., & Chen, C. (2023). Effect of External Magnetic Field on the Forming, Microstructure and Property of TC4 Titanium Alloy during the Directed Energy Deposition Arc Additive Manufacturing. Crystals, 13(2), 235. https://doi.org/10.3390/cryst13020235